- Владельцы токарного 1а616.
- Вы здесь
- Страницы
- 1А616 Станок токарно-винторезный универсальный паспорт, схемы, описание, характеристики
- Сведения о производителе токарно-винторезного станка 1А616, 1А616п, 1А616к
- Станки производства Средневолжского станкостроительного завода, СВСЗ, г. Самара
- 1А616 станок токарно-винторезный универсальный. Назначение и область применения
- Принцип работы и особенности конструкции станка
- Основные технические характеристики токарно-винторезного станка 1а616 (модель 1966 г)
- Шпиндель токарно-винторезного станка 1а616
- Подачи и резьбы токарно-винторезного станка 1а616 без дополнительных сменных колес
- Модификации универсального токарно-винторезного станка 1А616
- Габарит рабочего пространства станка 1а616. Эскиз суппорта
- Присоединительные и посадочные базы станка 1а616. Эскиз шпинделя
- Общий вид токарно-винторезного станка 1А616
- Расположение основных узлов и органов управления токарно-винторезным станком 1А616
- 1А616 Основные узлы токарно-винторезного станка
- Спецификация органов управления токарным станком 1А616
- Настройка токарного станка 1а616
- Настройка главного движения
- Настройка подач
- Формулы настройки станка для нарезания резьб
- Формула настройки на метрическую резьбу
- Формула настройки на дюймовую резьбу
- Формула настройки на модульную резьбу
- Формула настройки на питчевую резьбу
- Кинематическая схема токарного станка модели 1А616
- Принцип работы универсального токарно-винторезного станка 1А616
- Движения в универсальном токарно-винторезном станке 1А616
- Движение резания
- Движения подач в станке
- Вспомогательные движения
- Основные узлы токарно-винторезного станка 1А616
- Коробка скоростей
- Передняя бабка токарного станка 1А616
- Регулирование шпиндельной бабки токарно-винторезного станка 1А616
- Подшипники токарного станка 1а616
- Регулирование шпинделя токарного станка 1а616
- Технические характеристики подшипника № 3182116
- Технические характеристики подшипника № 8211
- Размеры и характеристики подшипника 8211 (51211)
- Технические характеристики подшипника № 46211
- Размеры и характеристики подшипника 46211 (7211)
- Коробка подач станка 1А616
- Суппорт станка 1А616
- Фартук станка 1А616
- Задняя бабка токарного станка 1А616
- Регулирование токарного станка 1А616
- Электрооборудование токарного станка 1А616
- Схема электрическая принципиальная токарного станка 1А616
- Действие электросхемы
- Токарно-винторезный универсальный станок 1А616. Видеоролик.
- Технические характеристики станка 1А616
- Список литературы
Владельцы токарного 1а616.
Вы здесь
Страницы
Вопросы задавать можно только после регистрации. Войдите или зарегистрируйтесь, пожалуйста.
Владельцы токарного 1а616, и токаря,поделитесь опытом с начинающим,не могу разобраться со станком.
Скоро выложу какими рычагами переключать при нарезании резьбы.
Начало мудрости-страх Господень,и познание Святого-разум; Притчи 8:10
Скоро выложу какими рычагами переключать при нарезании резьбы.
буду очень благодарен 
Слева должна быть такая таблица.Там в зависимости от положения двух рычагов получается разный шаг резьбы.Римские цифры и арабские.Нужная таблица должна быть самая левая,точно не помню,посмотрю завтра.
Начало мудрости-страх Господень,и познание Святого-разум; Притчи 8:10
На рычаге номер 1 арабские(там же и таблица есть дополнительно),рычаг номер 3 -римские,рычаг 2 в левое положение для метрической резьбы.Выбираете шаг,ставите рычаги в нужном положении.На память, 3 III должен быть шаг 1,5.
Начало мудрости-страх Господень,и познание Святого-разум; Притчи 8:10
Подводите резец к заготовке и выставляете ноль на ,если память не изменяет,нониусе(крутилка с рисками  ).
).
Начало мудрости-страх Господень,и познание Святого-разум; Притчи 8:10
Отводите суппорт к началу заготовки,выставляете глубину реза(я по многу не брал,лучше пройти лишний раз),рычаг номер 1 вниз,круглую «кнопку» под номером 2 на себя.Колесо подачи суппорта должно крутится вхолостую!Иначе поломка!
Начало мудрости-страх Господень,и познание Святого-разум; Притчи 8:10
Обороты на коробке заранее выставлены.Запускаете станок,суппорт движется сам.Пройдя нужную длинну резко отводите резцедержатель одновременно включая реверс.На реверсе доведя суппорт до начала заготовки выставляете новую глубину реза и вперёд.Процедура продолжается пока не получится полноценная резьба.Внимание!Не работайте сразу на больших оборотах,если деталь зажата близко к патрону ударите резцедержателем по нему.Как появится навык добавите оборотов.Порядок действий объяснил,если не прав в технологии спецы поправят,здесь токарей много. Аж вспотел 🙂
Начало мудрости-страх Господень,и познание Святого-разум; Притчи 8:10
Обороты на коробке заранее выставлены.Запускаете станок,суппорт движется сам.Пройдя нужную длинну резко отводите резцедержатель одновременно включая реверс.На реверсе доведя суппорт до начала заготовки выставляете новую глубину реза и вперёд.Процедура продолжается пока не получится полноценная резьба.Внимание!Не работайте сразу на больших оборотах,если деталь зажата близко к патрону ударите резцедержателем по нему.Как появится навык добавите оборотов.Порядок действий объяснил,если не прав в технологии спецы поправят,здесь токарей много. Аж вспотел 🙂
токарей много,не спорю,но они между собой соревнуются в знаниях,и не знаю чьему совету следовать,спасибо за фото,почитаю разов пять,чтоб выучить,потом пойду тренироваться.А на второй заход если не попадёт в старый шаг?или нужно сразу в канавку резец втыкать?
Попадёт,он по винту сам ездит.Во время нарезания пользуетесь только рычагом включения станка и подачи резцедержателя.
Начало мудрости-страх Господень,и познание Святого-разум; Притчи 8:10
Попадёт,он по винту сам ездит.Во время нарезания пользуетесь только рычагом включения станка и подачи резцедержателя.
если шаг 1.5 а диаметр например изделия 57-я труба,положение рычагов то же или уже по другому ставить нужно,и ещё по поводу левой резьбы хотелось бы.На навеске стяжные болты часто летят,а там один болт с левой другой с правой резьбой.
Попадёт,он по винту сам ездит.Во время нарезания пользуетесь только рычагом включения станка и подачи резцедержателя.
а реверсом подачи нельзя пользоваться во время нарезания?патрон в ту же сторону вращается а подача в обратную,а то боюсь резец сломаю если попадёт в заготовку когда мотор в обратную крутить буду.
если шаг 1.5 а диаметр например изделия 57-я труба,положение рычагов то же
То-же,не зависимо от диаметра.
и ещё по поводу левой резьбы
Вот её никогда не нарезал,не знаю.
а то боюсь резец сломаю
Резец вы отводите от заготовки при реверсивном движении.И попадает снова в резьбу резец потому,что совпадают вращение патрона и движение суппорта.Поэтому назад на реверсе.
Начало мудрости-страх Господень,и познание Святого-разум; Притчи 8:10
если шаг 1.5 а диаметр например изделия 57-я труба,положение рычагов то же
То-же,не зависимо от диаметра.
и ещё по поводу левой резьбы
Вот её никогда не нарезал,не знаю.
а то боюсь резец сломаю
Резец вы отводите от заготовки при реверсивном движении.И попадает снова в резьбу резец потому,что совпадают вращение патрона и движение суппорта.Поэтому назад на реверсе.
значит надо запомнить положения рычагов как свои четыре пальца.
Попробуйте погонять туда сюда.Установите суппорт в середине станины,включите рычаг 2,вытащите «кнопку» 1(последнее фото) и включите станок,потом реверс,увидите как он работает.Станет понятнее.
Начало мудрости-страх Господень,и познание Святого-разум; Притчи 8:10
Добрый день владельцы 1а616. Приобрел такой станок. При осмотре обнаружил, что нет заливной и сливной пробки на коробке передач. Как они выглядят? Если кто-то покажет или даст размеры, буду благодарен.
Добрый день владельцы 1а616. Приобрел такой станок. При осмотре обнаружил, что нет заливной и сливной пробки на коробке передач. Как они выглядят? Если кто-то покажет или даст размеры, буду благодарен.
на коробке передач внизу?у меня там трубка 15-я вкручена,через неё заливаю,а рядом пониже сливная.
Да внизу, там просто отверстия. Какой шаг и диаметр пробки?
Да внизу, там просто отверстия. Какой шаг и диаметр пробки?
так если ты купил станок,неужели померить нельзя?Заливная трубная резьба,у меня трубка вкручена,но когда заливал масло трубку выкручивал,так удобней было.
Да внизу, там просто отверстия. Какой шаг и диаметр пробки?
так если ты купил станок,неужели померить нельзя?Заливная трубная резьба,у меня трубка вкручена,но когда заливал масло трубку выкручивал,так удобней было.
С наружней стороны корпус коробки разсверлен на 24мм, а резьба меньше и глубоко внутри. Усики шт.циркуля не достают до резьбы и шагомера пока нет, поэтому и спросил.
Да внизу, там просто отверстия. Какой шаг и диаметр пробки?
так если ты купил станок,неужели померить нельзя?Заливная трубная резьба,у меня трубка вкручена,но когда заливал масло трубку выкручивал,так удобней было.
С наружней стороны корпус коробки разсверлен на 24мм, а резьба меньше и глубоко внутри. Усики шт.циркуля не достают до резьбы и шагомера пока нет, поэтому и спросил.
ну правильно,под 15-ю трубу,попробуй резьбу на 15 вверни,если пойдёт купишь заглушку и ввернёшь,там не выдавит.А токарить то умеешь?А то я сам никогда не токарил,вот и учусь тут,фотку станка кинь.
К токарному делу не имел никакого отношения. Станок еще не запустил т.к. электрики не спешат с подключением 380v. Начинать осваивать станок надо с ноля. У меня есть знакомый токарь, правда не работает по специальности несколько лет, но наверное сможет во многом помочь. Фото плохое с телефона, поэтому трудно оценить состояние станка.
Что-то фотки не проходят.
Что-то фотки не проходят.
кожух ремней обязательно поставь,а то стружка покоцает ремни.А бачёк с охлаждающей жидкостью где?я тож не токарь,сварщик всю жизнь,а бабло жалко токарям отдавать да и время дорого,пришлось станок купить.
Системы охлаждения и местного освещения нет, есть только поддон для стружки. Кожух для защиты привода думаю сделать не сложно. Станок пришлось купить потому-что некуда обратиться в нашем селе по токарке.
Всем привет. Какое масло предпочтительнее применять для станка?
Всем привет. Какое масло предпочтительнее применять для станка?
я дизельное лью,а вообще все кого знаю говорят лей М8.Но его покупать надо,залил дизельного и работаю.
станки стоят в тепле или в холодных помещениях,мой стоит в сарае,когда холодно тяжело запускается,автомат срабатывает и сижу как минимум полчаса бес света
станки стоят в тепле или в холодных помещениях,мой стоит в сарае,когда холодно тяжело запускается,автомат срабатывает и сижу как минимум полчаса бес света
у меня в цеху,к зиме теперь надо по любому тепло делать,пока решаю что лучше на отработке или из дома крыло протянуть.Сегодня весь день у станка,втулки,пальцы аж жарко стало.
разобрал сегодня заднюю бабку,по причине тугого хода,а там беда,рассыпалась гайка винта,позвонил токарю заломил за эту гайку 2 тыщи,может можно без таких потерь обойтись,что можно сделать?
Системы охлаждения и местного освещения нет, есть только поддон для стружки. .
Освешение надо бы установить, а вот подачу эмульсии не обязательно если станок в ремонте техники используется. Охлаждение эмульсией применяется при серийных изготовлениях деталей особенно когда используется высокопрочная сталь. А так достаточно пластиковой бутылки с водой. Ну там при сверловке, отрезании детали с большим диаметром и прочее. Что касается нарезания левой резьбы то после настройки станка подача идёт в сторону задней бабки, а так всё тоже самое. Даже легче тем что резец в патрон не врежется. Если нет резьбомера то можно шаг штангелем замерить пройдя один заход в десятку по нониусу например. Ну а так один заход как правило в пол миллиметра проходит. Деталь предварительно протачивается до нужного диаметра с минусом в пару десяток так как при нарезании резьба поднимается. Желательно изделие не снимать с патрона после проточки и сразу нарезать резьбу. Ну и должно быть чем мерить резьбу до окончательного прохода. Например гайкой. Для пущей важности стоит обзавестись шаблоном для мерки резьбового резца после заточки. Резцы для работ по ремонту техники как правило применяются маркировки ВК8. Отрезной резец целесообразно использовать самокал так как при недостаточном опыте резец с победитовой пластинкой можно часто ломать. Самокалом режется на малых оборотах с водой. Такие резцы больших оборотов не выдерживают.
Вот в общем то чем могу поделиться.
Источник
1А616 Станок токарно-винторезный универсальный
паспорт, схемы, описание, характеристики

Сведения о производителе токарно-винторезного станка 1А616, 1А616п, 1А616к
Производителем токарно-винторезных универсальных станков 1А616 является Средневолжский станкостроительный завод СВСЗ, основанный в 1876 году.
Производство металлорежущих станков на Средневолжском станкостроительном заводе впервые началось в конце января 1926 года. Первым выпущенным станком на предприятии был токарно-винторезный станок со ступенчатым шкивом модели ТВ-155В.
В годы войны завод освоил выпуск токарно-винторезного станка 1615 и вскоре модернизировал его, доведя скорость шпинделя до 1000 оборотов в минуту.
В 1949 году запущен в серийное производство станок 1616, в шестидесятых годах модели — 1В616 и 1А616, а с начала семидесятых годов начался выпуск серии 16Б16.
С 90х годов прошлого века предприятие СВСЗ выпускает токарные станки под торговой маркой SAMAT.
Станки производства Средневолжского станкостроительного завода, СВСЗ, г. Самара
1А616 станок токарно-винторезный универсальный. Назначение и область применения
Токарно-винторезный станок 1А616 производился Средневолжским станкостроительным заводом с 1957 года. Он заменил в производстве устаревший станок 1616, который производился с 1949 года — 8 лет. Затем станок 1А616 был заменен на более совершенный станок 16Б16.
Станок 1А616 предназначен для токарной обработки сравнительно небольших деталей, диаметром до Ø 320 мм из различных материалов как быстрорежущими, так и твердосплавными инструментами в условиях индивидуального и серийного производства. На станке можно нарезать резцом метрические, дюймовые, модульные и питчевые резьбы.
Принцип работы и особенности конструкции станка
Наибольший диаметр детали типа Диск, обрабатываемой над станиной, составляет Ø320 мм, а максимальный диаметр детали типа Вал, закрепляемой в центрах над верхней частью суппорта, не должен превышать Ø180 мм. Наибольшая длина обтачивания детали с механической подачей суппорта равна 660 мм при РМЦ = 710 мм. Шпиндель имеет сквозное отверстие Ø35 мм под пруток до Ø34 мм.
Привод движения резания у станка модели 1А616 является разделенным. Он состоит из двенадцатиступенчатой коробки скоростей, выполненной как отдельный узел, и переборного устройства, расположенного в шпиндельной бабке. Электродвигатель, коробка скоростей, переборное устройство и шпиндель, соединенные двумя клиноременными передачами составляют привод движения резания.
Шпиндель станка 1А616 получает 24 скорости вращения (9..1800 или 11,2..2240 об/мин), причем 3 скорости совпадают по величине при работе с перебором и без перебора. Таким образом, шпиндель получает 21 различную скорость вращения. 12 скоростей вращения напрямую от коробки скоростей через клиноременную передачу и разгруженный приемный шкив (через зубчатую муфту) и 12 скоростей вращения через переборные шестерни. Для включения перебора или зубчатой муфты служит правая рукоятка на передней бабке.
Изменение чисел оборотов шпиндели производится за счет перемещения блоков шестерен по шлицевым валам при помощи двух рукояток, выведенных на переднюю стенку коробки скоростей. Реверс шпинделя осуществляется фрикционной муфтой. Торможение — электромагнитной муфтой подключением постоянного тока в обмотку статора электродвигателя.
Передний конец шпинделя выполнен по ГОСТ 12593 (DIN 55027, ИСО 702-3-75) под поворотную шайбу, с центрирующим коротким конусом. (До 1959 года токарный станок 1а616 выпускался с резьбовым концом шпинделя (М76 х 6):
Обрабатываемая деталь устанавливается в центрах или патроне. Привод станка 1А616 осуществляется от одного электродвигателя через два клиноременных ремня и редуктор, расположенный в левой тумбе станка.
Наличие клиноременной передачи предохраняет механизмы коробки скоростей и шпиндельной бабки от динамических ударов при пуске, реверсировании и торможении.
Торможение электродвигателя привода производится постоянным током, что дает плавный и быстрый останов шпинделя без нагрева электродвигателя.
Коробка подач обеспечивает, нарезание метрической, дюймовой и модульной резьбы без применения сменных шестерен. Для нарезания точной резьбы ходовой винт может быть включен напрямую, минуя коробку подач.
Двигатель для привода быстрого хода не предусмотрен.
В станке 1А616 предусмотрена возможность установки гидрокопировального устройства и гидропневмоцилиндров для зажима изделий в патроне или цанге.
Коробка подач обеспечивает, нарезание метрической, дюймовой и модульной резьбы без применения сменных шестерен. Для нарезания точной резьбы ходовой винт может быть включен напрямую, минуя коробку подач.
Для нарезания резьбы с шагом до 6 мм движение, как и при подаче суппорта, заимствуется от шпинделя станка. Резьбы с более крупным шагом нарезаются при включенном переборе с использованием звена увеличения шага.
В токарном станке 1А616 предусмотрена возможность нарезания особо точных резьб путем исключения кинематических цепей коробки подач и применения специальных прецизионных сменных зубчатых колес.
Основные технические характеристики токарно-винторезного станка 1а616 (модель 1966 г)
— Станок заменил в производстве модель 1616.
— Разработчик и изготовитель — Средневолжский станкостроительный завод СВСЗ, г.Куйбышев.
Основные параметры станка — в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 320 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом — Ø 180 мм
- Расстояние между центрами — 710 мм
- Наибольшая длина обработки (без перестановки резцовых салазок) — 660 мм
- Высота центров — 165 мм
- Мощность электродвигателя — 4,5 кВт, 1440 об/мин
- Вес станка полный — 1,5 т
Шпиндель токарно-винторезного станка 1а616
- Конец шпинделя — по ГОСТ 12593 (Концы шпинделей фланцевые под поворотную шайбу).
До 1959 года токарный станок 1а616 выпускался с резьбовым концом шпинделя (М76 х 6) - Номинальный диаметр конуса — D = 106,375 мм, условный размер конца шпинделя — 6
- Внутренний (инструментальный) конус шпинделя — Морзе 5
- Диаметр сквозного отверстия в шпинделе — Ø 35 мм
- Наибольший диаметр обрабатываемого прутка — Ø 34 мм
- Пределы чисел прямых оборотов шпинделя в минуту — 11,2..2240 об/мин (24 ступени)
- Торможение шпинделя: электродвигателем с помощью постоянного тока
- Стандартный диаметр токарного патрона — Ø 200, Ø 250 мм, исполнение — тип 2 (под поворотную шайбу)
Подачи и резьбы токарно-винторезного станка 1а616 без дополнительных сменных колес
- Пределы подач продольных — 0,065..0,91 мм/об
- Пределы подач поперечных — 0,065..0,91 мм/об
- Пределы шагов резьб метрических — 0,5..24 мм
- Пределы шагов резьб модульных — 0,25..22 модулей
- Пределы шагов резьб дюймовых — 56..1 ниток на дюйм
- Пределы шагов резьб питчевых — 128..2 питчей
В токарном станке 1а616 предусмотрена возможность нарезания особо точных резьб путем исключения кинематических цепей коробки подач и применения специальных прецизионных сменных зубчатых колес.
Вместе со станком поставляются трехкулачковые самоцентрирующие патроны повышенной точности типа ТМ-165 и ТС-200 соответственно диаметром 165 и 200 мм и поводковый патрон диаметром 250 мм с пальцем и прихватом, а также упорные центры. По особому заказу поставляются подвижный и неподвижный люнеты.
Модификации универсального токарно-винторезного станка 1А616
- 1А616 — Базовая модель станка
- 1А616К — Станок с автоматической коробкой скоростей главного привода
- 1А616П — Станок повышенной точности
- 1А616АБ — Станок особо высокой точности для финишных операций токарной обработки
- 1А616С — Станок сверхвысокой точности для финишных операций токарной обработки
- 1А616Ф3 — Станок токарный с ЧПУ Контур 2ПТ-71
Габарит рабочего пространства станка 1а616. Эскиз суппорта
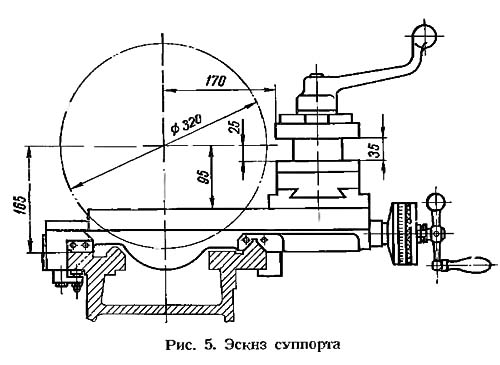
Габарит рабочего пространства станка 1а616. Эскиз суппорта
Присоединительные и посадочные базы станка 1а616. Эскиз шпинделя

Шпиндель токарно-винторезного станка 1а616

Станина токарно-винторезного станка 1а616
Общий вид токарно-винторезного станка 1А616

Фото токарного станка 1а616

Фото токарного станка 1а616

Фото токарного станка 1а616
Расположение основных узлов и органов управления токарно-винторезным станком 1А616

Расположение основных узлов и органов управления токарным станком 1а616
1А616 Основные узлы токарно-винторезного станка
- А — гитара сменных колес
- Б — передняя бабка с переборным устройством, звеном увеличения шага и реверсивным механизмом
- В — фартук с механизмом подач
- Г — суппорт с быстродействующим четырехпозиционным резцедержателем
- Д — задняя бабка
- Е — станина
- Ж — встроенный шкаф с электрооборудованием
- З — задняя тумба
- И — система охлаждения
- К — поддон для сбора охлаждающей жидкости и стружки
- Л — коробка скоростей
- М — передняя тумба
- Н — коробка подач
Спецификация органов управления токарным станком 1А616
- рукоятка установки типа резьбы или подачи;
- рукоятка установки нормального или увеличенного шага;
- рукоятка реверсирования перемещения суппорта;
- рукоятка управления перебором;
- рукоятка переключения множительного механизма коробки подач;
- пуговка включения ходового винта или ходового валика;
- рукоятка ручного поперечного перемещения суппорта;
- рукоятка быстрого отвода суппорта в поперечном направлении;
- рукоятка поворота и закрепления четырехпозиционного резцедержателя;
- рукоятка ручного перемещения верхней, части суппорта;
- рукоятка закрепления пиноли задней бабки;
- рычаг закрепления корпуса задней бабки на направляющих станины;
- маховичок ручного перемещения пиноли задней бабки;
- рукоятки включения, выключения и реверсирования главного электродвигателя;
- рукоятка включения и выключения маточной гайки продольного ходового винта;
- рукоятка включения и выключения поперечной подачи суппорта;
- рукоятка включения и выключения продольной подачи суппорта;
- кнопка для выключения реечной шестерни;
- маховичок ручного продольного перемещения суппорта;
- рукоятки включения, выключения и реверсирования главного электродвигателя;
- рукоятки управления коробкой скоростей;
- рукоятки управления коробкой скоростей;
- рукоятка установки шага резьбы или величины подачи.

Таблица резьб и подач токарного станка 1а616

Таблица резьб и подач токарного станка 1а616

Таблица резьб и подач на панели токарного станка 1а616
Настройка токарного станка 1а616
Настройку станка следует начинать лишь после внимательного ознакомления с настоящим руководством.
Настройка главного движения
Закрепив в патроне или в центрах обрабатываемое изделие, необходимо установить требуемое число оборотов шпинделя в минуту изменением положения рукояток 1 и 2 коробки скоростей и рукоятки 9 передней бабки (см. рис. 4).
Положение рукояток и соответствующие числа оборотов шпинделя в минуту указаны в таблице «Механизм главного движения».
Настройка подач
Различные подачи и шаги резьб настраиваются установкой соответствующих сменных шестерен на приклоне и изменением положения рукояток коробки подач (см. рис. 4).
При включении звена увеличения шага необходимо повернуть вправо рычаг реверса подачи для включения цепи подач.
Изменение направления подачи осуществляется рукояткой 8.
Формулы настройки станка для нарезания резьб
Формула настройки на метрическую резьбу
Формула настройки на дюймовую резьбу
iсм = 25,4 / (i · tхв · n)
Формула настройки на модульную резьбу
iсм = π · m · z / (i · tхв)
Формула настройки на питчевую резьбу
iсм = 25,4 · π · z / (p · i · tхв)
tнар — шаг нарезаемой резьбы;
iсм — передаточное отношение сменных шестерен приклона;
i — общее передаточное отношение от шпинделя до ходового винта;
tхв — шаг ходового винта в мм;
n — число ниток на 1″;
z — число ходов нарезаемой резьбы;
р — нарезаемый шаг в питчах.
Кинематическая схема токарного станка модели 1А616

Кинематическая схема токарного станка модели 1а616
Принцип работы универсального токарно-винторезного станка 1А616
Обрабатываемая деталь устанавливается в центрах или закрепляется в патроне. В резцедержателе суппорта могут быть закреплены четыре резца. Инструменты для обработки отверстий вставляются в конус пиноли задней бабки. Сочетанием вращательного движения детали с поступательным перемещением резца на станке можно обрабатывать цилиндрические, конические, винтовые и торцовые поверхности.
Конструктивные особенности. В станке модели 1А616 применен разделенный привод движения резания.
Приводной шкив установлен на шпинделе между его опорами, однако конструкция задней опоры шпинделя допускает замену клиновых ремней без демонтажа шпинделя.
Торможение привода станка достигается подключением постоянного тока в обмотку статора электродвигателя.
Движения в универсальном токарно-винторезном станке 1А616
Движение резания — вращение шпинделя с обрабатываемой деталью. Движение подач — прямолинейное поступательное перемещение суппорта с резцом в продольном и поперечном направлениях от ходового валика.
Движение образования винтовой поверхности — прямолинейное поступательное перемещение суппорта с резьбовым резцом в продольном направлении от ходового винта.
Вспомогательные движения — ручные установочные перемещения суппорта, корпуса и пиноли задней бабки и поворот четырехпозиционного резцедержателя.
Движение резания
Привод движения резания у станка модели 1А616 является разделенным. Он состоит из двух клиноременных передач, двенадцатиступенчатой коробки скоростей и переборного устройства.
Приводной вал II (рис. 13, а) коробки скоростей связан с электродвигателем мощностью 4,5 кВт клиноременной передачей 135—168
Трехваловая коробка скоростей имеет три двойных подвижных блока шестерен Б1, Б2 и Б3 и одну одиночную подвижную шестерню 55. Вал III получает вращение от вала II через шестерни 41—26, когда блок Б1, как показано на схеме, сдвинут влево, либо через шестерни 39—31 при крайнем правом положении блока Б1, или посредством шестерен 14—55. В последнем случае шестерня 55 вводится в зацепление с шестерней 14, а блок Б1 устанавливается в среднее нейтральное положение.
Два двойных блока шестерен Б2 и Б3 позволяют увеличить количество скоростей на выходном валу IV коробки скоростей до двенадцати.
Нижний ряд чисел оборотов от 11 до 280 в минуту передается шпинделю, как показано на схеме, через перебор. Вращение от коробки скоростей посредством клиноременной передачи 174—174 сообщается полому валу V и далее через шестерни 34—68, вал VI и зубчатую передачу 20—80 шпинделю VII.
Верхний ряд чисел оборотов шпиндель получает при включенной кулачковой муфте М1 непосредственно от полого вала V.
График скоростей (рис. 13, б) показывает, что вследствие совпадения трех скоростей шпиндель имеет только 21 различную скорость вращения.
Движения подач в станке
Движения подач суппорта заимствуется от шпинделя. Вал X получает вращение через шестерни 34—44—22—34. Подвижная шестерня 34 на валу X служит для изменения направления подач суппорта. При смещении шестерни влево вал X получает вращение от блока шестерен Б4, минуя паразитную шестерню 222.
- Здесь и в дальнейшем при описании кинематических схем диаметры шкивов в мм и числа зубьев колес будут обозначаться цифрами, выражающими указанные величины.
- Возможность непосредственного зацепления шестерен 44 и 34 условно показана на схеме штриховой линией. Эта условность применяется в дальнейшем во всех аналогичных случаях.
Для подачи суппорта сменные блоки шестерен С1 и С2 устанавливаются так, как показано на схеме, и вал XII приводится в движение от вала X через шестерни 30—66—36. Теоретически коробка подач может обеспечить 48 скоростей. Однако вследствие близкого совпадения ряда скоростей практически коробка подач дает только 22 различные величины подачи.
Промежуточный вал XIX и связанный с ним предохранительной муфтой Мn ходовой валик XXI получают вращение от выходного вала XVII коробки подач через колеса 23—55. Ходовой валик XXI передает вращение посредством червячной передачи 2—35 валу XXII. Последний связан с валом XXIII колесами 31—53.
Мелкозубая муфта М6 служит для включения продольной подачи суппорта. Движение от вала XXIII передается суппорту через муфту Мб, колеса 27—53, вал XXIV и реечную передачу 14 — рейка m = 2 мм. Поперечная подача осуществляется ходовым винтом XXVII (при включенной муфте M5), который получает вращение от вала XXII через зубчатые передачи 50—35 и 47—13.
Движение образования винтовой поверхности. Для нарезания резьбы с шагом до 6 мм движение, как и при подаче суппорта, заимствуется от шпинделя станка. Резьбы с более крупным шагом нарезаются при включенном переборе с использованием звена увеличения шага. Для этого блок шестерен Б4 смещают вправо, пока его левая шестерня 44 не пойдет в зацепление с шестерней 34, закрепленной на полом валу V. В этом случае перемещение суппорта будет осуществляться от вала V.
Для нарезания метрической и дюймовой резьбы сменные блоки шестерен С1 и С2 устанавливаются так же, как и при подаче 30—66—36. Для нарезания модульной и питчевой резьбы сменные блоки переставляют так, чтобы движение валу XII передавалось шестернями 36—66—55.
Для некоторых шагов резьб применяются и другие варианты установки сменных блоков, при которых движение передается шестернями 25—66—55 или 36—66—30.
Когда нарезаются дюймовые и питчевые резьбы (как показано на схеме), кулачковая муфта М2 выключена. Колесо 51 зацеплено с шестерней 30 вала XII, а шестерня 39 на валу XV введена в зацепление с шестерней 39 двойного блока 22, 39, свободно сидящего на валу XIV. Для нарезания метрических и модульных резьб включается муфта М2, колесо 51 выводится из зацепления, а шестерня 39 перемещается по валу XV вправо до зацепления с колесом 39, жестко закрепленным на валу XIV.
Суппорт получает движение от коробки подач через кулачковую муфту М4, промежуточный валик XVIII и ходовой винт XX.
Вспомогательные движения
Лимб Л продольной подачи суппорта получает вращение от вала XXIV через шестерни 53—17 и передачу 30-30—30—117 с внутренним зацеплением.
Основные узлы токарно-винторезного станка 1А616
Коробка скоростей

Коробка скоростей (редуктор) токарного станка 1А616
На станке модели 1А616 применена трехвальная 12-ступенчатая коробка скоростей. Приводной вал 13 выполнен за одно целое с малой шестерней Z. На шлицевом конце этого вала консольно установлен шкив 12. На другом конце вала 13 находится двойной подвижной блок шестерен 14. Промежуточный вал 11 также выполнен за одно целое с малой шестерней z1, имеющей, как и шестерня z, 14 зубьев. В средней части промежуточного вала неподвижно закреплены шестерни 6, 7 и 9. Зубчатое колесо 10 может перемещаться по шлицам вала 11. На выходном валу 4 находятся два двойных подвижных блока шестерен 5 и 8 и приводной шкив 3.
Блоки шестерен 5 и 8 управляются рукояткой 17, которая имеет четыре фиксированных положения. Фиксация производится подпружиненным шариком 1, западающим в углубления закаленной планки 2. Блок шестерен 14 и подвижное колесо 10 управляются рукояткой 16. Эта рукоятка имеет только три фиксированных положения.
Все рабочие валы смонтированы на шариковых подшипниках в корпусе 15 коробки скоростей. Зубчатые колеса коробки скоростей изготовлены из стали 40Х и закалены ТВЧ до твердости HRC 50.
К корпусу 15 привинчена привалочная плита 18, с помощью которой коробка скоростей закрепляется на платиках передней тумбы станка.
Смазка коробки скоростей производится разбрызгиванием масла вращающимися шестернями. Масло забрасывается в лотки, укрепленные на корпусе сверху. Из лотка по трубкам масло попадает в необходимые места смазки. Заливка масла в коробку производится через пробку П3, а слив масла через пробку Пс. Уровень масла контролируется по маслоуказателю У.
Передняя бабка токарного станка 1А616

Фото передней бабки токарно-винторезного станка 1а616

Передняя бабка токарно-винторезного станка 1а616
На рисунке показана коробка скоростей токарного станка 1А616. Здесь шкив клинорёменной передачи вращается в самостоятельных подшипниках, не связанных с главными. Поэтому вибрации, возникающие в редукторе, не оказывают заметного влияния. Движение на шпинделе происходит через перебор (как на рисунке) либо на прямую при включении зубчатой муфты с z = 34 (13).
Шпиндель 18 (рис. 14, а) смонтирован на высокоточных подшипниках качения класса А. В передней опоре шпинделя установлен специальный регулируемый двухрядный роликовый подшипник 17 серии 3182116А, имеющий у внутреннего кольца коническую посадочную поверхность. Регулирование радиального зазора в передней опоре шпинделя осуществляется гайкой 16. При подтягивании гайки внутреннее коническое кольцо подшипника перемещается вперед по конусной шейке шпинделя. Вследствие этого за счет упругих деформаций внутреннего кольца диаметр беговых канавок увеличивается, благодаря чему уменьшается или устраняется зазор между роликами и кольцами.
Задняя опора шпинделя состоит из радиально-упорного шарикоподшипника 6 серии 46211А и шарикового упорного подшипника 7 серии 8211А. Регулирование задней опоры производится гайкой 2.
Приводной шкив 9 закреплен на полом валу 10, который смонтирован на независимых от шпинделя шарикоподшипниках 8. Такой монтаж приводного устройства разгружает шпиндель от изгибающих усилий со стороны клиноременной передачи и ведущей шестерни г перебора, которая изготовлена за одно целое с полым валом 10. Конструкция задней опоры шпинделя позволяет устанавливать и заменять приводные ремни без демонтажа шпинделя. Для этого снимают защитный кожух 3, отворачивают гайку 2, отвинчивают фланец 4 и с помощью отжимных болтов выпрессовывают буксу 5 из корпуса 1 бабки. В образовавшееся отверстие заводят клиновые ремни для их монтажа или смены.
По шлицам переборного валика 11 перемещаются колесо 12 и шестерня 15. Они постоянно связаны друг с другом зубчатой муфтой М. На шпинделе жестко закреплена шестерня 14, которая охватывается зубчатой муфтой 13. При смещении муфты 13 влево ее зубья зацепляются с шестерней Z, соединяя шпиндель с полым валом 10.
Шестерни 20 и 25 звена увеличения шага соединены в единый блок и могут перемещаться по шлицам вала 19.
Широкая паразитная шестерня 22 реверсивного механизма смонтирована на оси 21 на шарикоподшипниках. Подвижная шестерня 24 реверса и насос 23 установлены на валу 26.
Регулирование шпиндельной бабки токарно-винторезного станка 1А616
Подшипники токарного станка 1а616

Схема расположения подшипников на токарном станке 1а616

Спецификация подшипников токарного станка 1а616
Шпиндель станка 1А616 смонтирован на 3-х подшипниках:
- 12. Передний подшипник № 4-3182116 — двухрядный роликовый радиальный. Класс точности А (4), размер 80х125х34
- 8. Задний подшипник № 5-8211 шариковый упорный одинарный. Класс точности В (5), размер 55х90х25
- 7. Задний подшипник № 5-46211, шариковый радиально-упорный однорядный. Класс точности В (5), размер 55х100х21
Регулирование шпинделя токарного станка 1а616

Регулирование шпинделя токарного станка 1а616
1. Радиальный зазор в переднем подшипнике шпинделя регулируется подтягиванием внутреннего кольца роликового двухрядного цилиндрического подшипника № 3182116 на конусной шейке шпинделя гайкой 8. При этом необходимо ослабить стопор 7 (рис. 15).
Подтянув внутреннее кольцо роликоподшипника гайкой 8 и законтрив ее стопором 7, необходимо проверить шпиндель на радиальный отжим. Для этого в коническое отверстие шпинделя нужно вставить оправку с коническим хвостовиком и свободной длиной 300 мм. К центрирующей наружной поверхности шпинделя подвести штифт индикатора и за свободный конец оправки вручную отжать шпиндель. При этом отклонение стрелки индикатора не должно превышать 0,01 мм. Кроме того, шпиндель должен легко проворачиваться.
2. Регулирование осевого зазора шпинделя производится гайкой 1. Для этого необходимо, предварительно сняв защитный колпак 2 (см. рис. 15), пинолью задней бабки нажать на передний центр и довести гайку 1 до касания с втулкой. Затягивать гайку 1 не рекомендуется.
Технические характеристики подшипника № 3182116
Подшипник 3182116 — это двухрядный роликовый радиальный подшипник, с короткими цилиндрическими роликами, с безбортовым наружным кольцом, с коническим посадочным отверстием (1:12), канавкой и отверстиями для внесения смазочного материала. Комплект тел качения с внутренним кольцом способны перемещаться относительно наружного. Этот типоразмер, как и большинство роликоподшипников этой серии производится в настоящее время только высокоточным, (ранее выпускался 5-ым и 6-ым классами точности), поскольку основная область применения — станки, при работе которых недопустимо высокое биение, возникающее вследствие даже небольших отклонений от заданных размеров.
Основным производителем подшипников подобной конструкции всегда считался московский ГПЗ-1, сейчас же его производство переводят в город Волжский, на филиал Завода Авиационных Подшипников при 15 ГПЗ (все заводы объединены под эгидой Европейской Подшипниковой Корпорации). В настоящее время изготавливается две модификации — 4-3182116К и 4-3182116КЕ, отличающиеся материалом сепаратора (латунь и полиамид), цена на них одинакова. Раньше же их было значительно больше, прежде всего по классу точности. Старые подшипники, массово реализуемые в фирмах соответствующего профиля могут иметь точность 2, 5 и 6. Купить подшипники с гарантией качества, не опасаясь контрафакта или того, что вам продадут бывший в употреблении подшипник, можно только у официальных представителей ЕПК (ориентировочная цена — около 4700 рублей), торгующих напрямую с завода.
Импортные подшипники этого типоразмера имеют обозначение NN3016K (наличие буквы К в номере обязательно, так как она указывает на коническую посадку). В России наиболее распространена продукция следующих производителей — FAG, SKF, IBC. Есть и дешевый вариант покупки импортных подшипников этого типа — продукция восточно-европейских производителей — ZKL (Чехия) и FLT (Польша), однако чаще всего она реализуется неликвидного качества, производства 80-ых годов прошлого века, когда они поставлялись в страну для нужд уже развалившихся промышленных предприятий. Она отличается большим разнообразием модификаций, так что иногда это единственный вариант для ремонта оборудования. Ориентировочная цена наиболее качественных и дорогих импортных подшипников этого типа составляет около 310 евро при покупке без посредников.
Размеры и характеристики подшипника 3182116 (NN3016K)
- Внутренний диаметр (d): – 80 мм;
- Наружный диаметр (D): – 125 мм;
- Ширина (H): – 34 мм;
- Масса: – 1,52 кг;
- Размеры ролика: — 10х10 мм;
- Количество роликов: — 52 шт;
- Грузоподъемность динамическая: — 122 кН;
- Грузоподъемность статическая: — 184 кН;
- Максимальная номинальная частота вращения: — 7500 об/мин.
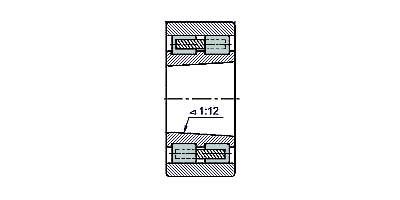
Схема подшипника 3182126 (NN3016K) токарного станка 1а616

Фото подшипника 3182126 (NN3016K)
Технические характеристики подшипника № 8211
Подшипник 8211 — это упорный шариковый одинарный применяется в узлах с осевой нагрузкой и невысокими оборотами (в более быстрые устанавливают дорогие радиально-упорные подшипники). При монтаже следует учитывать, что одно из колец, которое надевается на вал, имеет диаметр на 1 миллиметр меньше, чем то, которое идет в корпус. Несоосность посадочных мест допускать нельзя! Тип действующей нагрузки — осевая.
Применяемость этого типа невысока, поэтому на заводах, где он производится (ГПЗ-2 и СПЗ-4), очень часто его нет в наличии (а следовательно, нет в наличии и у поставщиков подшипников), а на «исконном» Курском заводе упорных подшипников он и вовсе давно не производится. Поэтому как ни прискорбно, но при потребности в этом типе вероятнее всего Вам придется довольствоваться низкокачественной, но дешевой китайской продукцией (Caft, DPI, KG, АПП).
Иностранное наименование подшипника 8211 — 51211 (такая же нумерация принята и на 2 ГПЗ).
Размеры и характеристики подшипника 8211 (51211)
- Внутренний диаметр (d): – 55 мм;
- Наружный диаметр (D): – 90 мм;
- Ширина (H): – 25 мм;
- Масса: – 0,591 кг;
- Диаметр шарика: — 12,7 мм;
- Количество шариков: — 16 шт;
- Грузоподъемность динамическая: — 63,7 кН;
- Грузоподъемность статическая: — 134 кН;
- Максимальная номинальная частота вращения: — 2800 об/мин.

Схема подшипника 8211 (51211)

Фото подшипника 8211 (51211)
Технические характеристики подшипника № 46211
Подшипник 46211 — это шариковый радиально-упорный однорядный подшипник основного конструктивного исполнения. Тип воспринимаемых нагрузок — как радиальная, так и осевая (до 150% от неиспользованной допустимой радиальной). В случае установки данных подшипников на станки, требующих высокой точности обработки, их ставят парами (комплект сдвоенных еще на заводе подшипников имеет номер 446211) для жесткой осевой фиксации.
Основной производитель в нашей стране — саратовский завод «СПЗ» (3 ГПЗ). Здесь выпускают следующие модификации: 5-46211Е5, 6-46211Е5, 6-46211Л. Помимо этого, данный подшипник собирается на самарском заводе СПЗ-4 (по шестому классу точности). Его продукция немного похуже и подешевле.
Импортные подшипники этого типа имеют маркировку по ISO — 7211A. Сепаратор из латуни отражается наличием в номере буквы М, из полиамида — буквы D.
Размеры и характеристики подшипника 46211 (7211)
- Внутренний диаметр (d): – 55 мм;
- Наружный диаметр (D): – 100 мм;
- Ширина (H): – 21 мм;
- Масса: – 0,599 кг;
- Диаметр шарика: — 14,288 мм;
- Количество шариков: — 14 шт;
- Диаметр борта внутреннего кольца кольца: — 86,1 мм;
- Диаметр борта наружного кольца: — 68,7 мм;
- Грузоподъемность динамическая: — 50,3 кН;
- Грузоподъемность статическая: — 31,5 кН;
- Максимальная номинальная частота вращения: — 8000 об/мин.

Схема подшипника 46211 (7211)
Коробка подач станка 1А616

Коробка подач токарно-винторезного станка 1а616
На кинематической схеме станка кулачковые муфты М2, М3 и М4 коробки подач для удобства чтения схемы и большей наглядности показаны как муфты с торцовыми кулачками. В действительности, как видно из рисунка, у этих муфт одна из полумуфт представляет собой шестерню с наружным зацеплением, а другая — зубчатое колесо с внутренним зацеплением. Такая конструкция кулачковых муфт более технологична, надежна в работе и долговечна.
Все шестерни коробки подач изготовлены из стали 45 и закалены ТВЧ до твердости HRC 50. Большинство шестерен и блоков шестерен, как подвижных, так и неподвижных, установлены на валах на шлицевых соединениях и только зубчатое колесо 4 и блок шестерен 5 по конструктивным соображениям закреплены на валах посредством сегментных шпонок, а шестерня 25 изготовлена за одно целое с валом. Все валы коробки подач смонтированы на шариковых подшипниках. Вал 11, который посредством жесткой муфты 13 связан с ходовым винтом 14, кроме двух радиальных шариковых подшипников имеет также два упорных прецизионных шариковых подшипника 8 и 10 класса А серии 8105, благодаря чему особое биение ходового винта не превышает 4 мкм. Степень предварительного натяга этих упорных шариковых подшипников регулируется гайками 12. Включение ходового винта или ходового валика производится кнопкой 9 при помощи тяги 7 и вилки 6.
Промежуточный вал 21 соединен с ходовым валиком 17 посредством предохранительной муфты, состоящей из закаленного диска 20 с отверстиями, корпуса 19, шариков 15, пружин 16 и регулировочной гайки 18. Диск 20 жестко закреплен на валу 21, а корпус 19 — на ходовом валике 17. В отверстия корпуса 19 муфты заложены шарики 15, которые посредством пружин 16 и гайки 18 поджаты к отверстиям диска 20.
До тех пор пока крутящий момент, передаваемый ходовому валику, не превышает допустимой величины, все элементы предохранительной муфты работают как одно целое и вращаются совместно. Однако как только крутящий момент превысит допустимую величину, шарики 15, преодолевая сопротивление пружин 16, отойдут вправо и диск 20 начнет проскакивать относительно корпуса 19, который совместно с ходовым валиком 17 прекратит свое вращение. Регулировка величины допустимого крутящего момента производится гайкой 18.
Смазка механизмов коробки подач осуществляется под давлением маслом из резервуара, расположенного в верхней части корпуса 3 и прикрытого крышкой 1. Масло подается в резервуар насосом 22, который приводится во вращение валиком 23, связанным с шлицевым валом 24. Из резервуара масло подается к точкам смазки по трубкам 2. Заливка масла в резервуар коробки подач производится по маслоуказа-телю У2 после снятия крышки 1.
Суппорт станка 1А616

Суппорт токарно-винторезного станка 1а616

Верхний суппорт токарно-винторезного станка 1а616
Суппорт (рис. 14, в) состоит из продольных салазок 1, поперечных салазок 2, средней поворотной части 3, верхней части суппорта 4 и четырехпозиционного резцедержателя 21.
Продольные салазки 1 перемещаются по внешним направляющим станины 24. Для предохранения от опрокидывания и для обеспечения более плавного хода продольные салазки с задней стороны снабжены двумя планками 25 с регулируемыми упорами 26. Закрепление продольных салазок на направляющих станины производится стяжным болтом 8.
Ручное установочное перемещение поперечных салазок 2 производится рукояткой 22 посредством ходового винта 18. Для обеспечения возможности устранения зазора между ходовым винтом и гайкой последняя состоит из двух частей — неподвижной 13 и регулируемой 16. Между обеими частями гайки размещен клин 14. Если вследствие износа резьбового соединения возникнет мертвый ход поперечных салазок, освобождают винт 17 и посредством винта 15 подтягивают клин 14. После устранения зазора гайка 16 надежно закрепляется винтом 17.
Быстрый отвод и подвод суппорта в пределах до 8 мм, необходимый при нарезании резьбы и ряде других операций, производится рукояткой 23.
Перемещение верхней части суппорта осуществляется рукояткой 11, закрепленной на ходовом винте 6. Гайка 7 жестко связана со средней поворотной частью 3. Величина перемещения верхней части суппорта отсчитывается по лимбовому кольцу 9, которое удерживается в нужном положении пластинчатой пружинкой 10. Гайки 12 служат для устранения зазора между винтом 6 и корпусом верхней части суппорта. Рукоятка 5 с помощью храповика 20 и кулачка 19 обеспечивает освобождение, поворот, фиксацию и закрепление резцедержателя 21.
Фартук станка 1А616

Фартук токарно-винторезного станка 1а616
В станке модели 1А616 применен фартук закрытого типа упрощенной конструкции, так как в нем нет дополнительного механизма для реверсирования подач. Включение поперечных и продольных подач суппорта производится соответственно мелкозубчатыми кулачковыми муфтами М5 и М6.
Муфта М5 поперечной подачи суппорта управляется рукояткой 16, закрепленной на эксцентриковом валике 17. Последний установлен в отверстии стакана 20 и своей эксцентричной шейкой упирается в болт 19. При повороте рукоятки 16 совместно с эксцентриковым валиком 17 они одновременно вместе со стаканом 20 двигаются вдоль оси вала и через шарикоподшипник 15 и втулку 21 перемещают в осевом направлении шестерню-полумуфту 14. Последняя, упираясь в штыри 4 и преодолевая сопротивление пружин 5, входит в торцовое зацепление с шестерней полумуфтой 6, включая поперечную подачу.
При повороте рукоятки 16 в первоначальное положение пружины 5 через штыри 4 расцепляют полумуфты 14 и 6, выключая движение подачи. Регулирование правильности включения и выключения муфты М5 производится болтом 19, который после регулировки законтривается гайкой 18. Управление муфтой М6 происходит аналогичным образом.
Включение маточной гайки 7 осуществляется рукояткой 12 посредством фасонного диска 13. Обе половинки маточной гайки 7 перемещаются по направляющим типа «ласточкин хвост», которые регулируются клином 8 и винтами 9. Последние контрятся стопорами 10.
Диск 11 служит для блокировки одновременного включения подачи от ходового валика и перемещения фартука от ходового винта. При нарезании резьбы от ходового винта реечная шестерня-валик 3 может быть выведена из зацепления с рейкой путем перемещения ее вдоль оси за кнопку 23. Положение шестерни-валика 3 фиксируется шариком 22.
Для отсчета продольных перемещений суппорта на фартуке установлен лимб 1, связанный с приводным диском-шестерней 2 посредством пружинной пластинки 24. Такая фрикционная связь позволяет быстро устанавливать лимб 1 в удобное для отсчета положение.
Заливка масла (индустриальное 20) производится через пробку, расположенную на продольных салазках суппорта. Слив масла осуществляется через пробку, находящуюся в днище корпуса фартука. Уровень масла можно наблюдать по указателю У3.
Для смазки червячной передачи фартука предусмотрена специальная масляная ванна. Смазка мелкозубчатых муфт продольной и поперечной подачи, а также подшипников скольжения осуществляется маслом из резервуара, расположенного в верхней части фартука, через маслоподводящие трубки.
Задняя бабка токарного станка 1А616

Задняя бабка токарно-винторезного станка 1а616
Основными частями задней бабки являются корпус 4 (рис. 14, б), основание 17 и пиноль 2. Последняя совместно с центром может перемещаться вдоль своей оси в корпусе 4. От проворачивания пиноль удерживается шпонкой 19, которая входит в паз а пиноли.
Осевое перемещение пиноли производится вручную маховичком 9, закрепленным на ходовом винте 5. Последний входит в маточную гайку 6, жестко связанную с пинолью 2. Осевые усилия, действующие на пиноль, воспринимаются упорным шарикоподшипником 7. В конце хода пиноли назад выжимается задний центр 1. Закрепление пиноли в корпусе бабки производится рукояткой 3 посредством втулочно-винтового зажима 18.
Рычаг 8 служит для закрепления задней бабки на направляющих станины станка. При повороте рычага 8 по стрелке б эксцентрик оси 10 перемещает вверх стяжку 12 с винтом 13. Последний приподнимает правый конец рычажной планки 14, которая, будучи связана болтом 15 с корпусом бабки, нажимает через сферическую головку болта 21 на прижим 16. Прижим 16, опираясь на нижние плоскости направляющих станины (на рисунке не показаны), надежно закрепляет бабку. Упор 11 служит для ограничения хода рычага 8 и соответственно поворота эксцентрика оси 10. Для производства особо тяжелых работ задняя бабка может быть дополнительно закреплена гайкой 20.
Регулирование токарного станка 1А616
3. Натяжение ремней коробки скоростей регулируют следующим образом: отвинчивают винты 1 (рис. 16), крепящие плиту коробки скоростей к внутренней стенке тумбы станка, и при помощи гаек 2 регулируют натяжение ремней. После этого завинчивают винты 1.
4. Натяжение ремней электродвигателя регулируется перемещением плиты 5 с электродвигателем по кронштейну 4 в горизонтальной плоскости (см. рис. 16). Для этого необходимо отвинтить винты 3 и при помощи винтов 6 создать необходимое натяжение ремней, после чего закрепить винты 3.
5. Замену ремней на шпинделе производят следующим образом: снимают защитный колпак 2 (см. рис. 15), гайку 1 и фланец 10, вывертывают винты 3 и отсоединяют маслоподводящие трубки. В имеющиеся два диаметрально-противоположные резьбовые отверстия 9 ввертывают винты М12 и при помощи их выпрессовывают буксу 4 из отверстия передней бабки.
В образовавшееся отверстие в задней стенке корпуса передней бабки вводят ремни на приемный шкив.
После установки ремней букса 4 ставится на свое место. При этом необходимо следить за тем, чтобы штифт 5 буксы совпал со шпоночным пазом 6.
6. Мертвый ход винта поперечного перемещения суппорта, возникающий при износе гайки винта поперечной подачи, выбирается клином 1 и винтом 2 (рис. 17). Для этого необходимо предварительно ослабить на ½ оборота винт 3, вращением винта 2 втянуть клин между двумя частями гайки, выбрав тем самым имеющийся люфт между гайкой и винтом, и закрепить в таком положении винт 3.
7. При точении конуса корпус задней бабки может перемещаться в поперечном направлении при помощи винтов 1 (см. рис. 12).
Для совпадения осей центров передней и задней бабок совмещают плоскости платиков 2.
Задняя бабка прижимается к направляющим станины эксцентриковым зажимом. Для регулирования зажима необходимо заднюю бабку сдвинуть вправо так, чтобы правая часть бабки свесилась со станины.
Отверткой отрегулировать необходимую длину вертикальной тяги и закрепить ее в этом положении.
Электрооборудование токарного станка 1А616
Схема электрическая принципиальная токарного станка 1А616

Электрическая схема токарно-винторезного станка 1а616
На станке установлены два трехфазных электродвигателя;
Электродвигатель ДГ привода главного движения типа A02-41-4 мощностью 4,0 кВт, 1430 об/мин, 220/380 В.
Электронасос ДО для подачи охлаждающей жидкости к резцу — типа ПА 22 мощностью 0,12 кВт, 2800 об/мин, 220/880 В.
Станки изготавливаются с электрооборудованием, рассчитанным для работы при напряжении 380 В, как в силовых цепях, так и в цепях управления.
Лампа местного освещения питается напряжением 36 В от понижающего трансформатора Т
Согласно условиям заказа станки могут быть изготовлены с рабочим напряжением 220 или 500 В.
Действие электросхемы
Перед пуском ставка рукоятка вводного выключателя ВВ ставится в положение «включено» рукоятка управления — в среднее положение.
Шпиндель пускают в ход и останавливают включением и отключением электродвигателя ДГ, который управляется двумя магнитными пускателями КР-КП, переключателем ПУ и валиком с двумя рукоятками на три положения: верхнее — рабочий ход, среднее -стоп и нижнее — обратный ход.
Отключение электродвигателя ДГ сопровождается торможением — магнитный пускатель КТ включает в статоряую обмотку электродвигателя постоянный ток от выпрямителя ВС.
В момент остановки электродвигателя реле контроля скорости вращения PC отключает магнитный пускатель КТ.
Токарно-винторезный универсальный станок 1А616. Видеоролик.
Технические характеристики станка 1А616
| Наименование параметра | 1616 | 1А616 1971г | 1А616п 1961г | 16Б16 |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | Н | П | Н, П |
| Наибольший диаметр заготовки, обрабатываемой над станиной, мм | 320 | 320 | 320 | 320 |
| Наибольший диаметр заготовки, обрабатываемой над суппортом, мм | 175 | 180 | 180 | 180 |
| Наибольшая длина заготовки, обрабатываемой в центрах (РМЦ), мм | 750 | 710 | 710 | 500,750,1000 |
| Наибольшая длина обтачивания, мм | 700 | 660 | 660 | 960 |
| Высота от опорной поверхности резца до линии центров, мм | 20 | 25 | 25 | 25 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 185 | 170 | 170 | 185 |
| Высота оси центров над плоскими направляющими станины (высота центров), мм | 160 | 165 | 165 | 175 |
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | ||||
| Наибольшая масса заготовки, обрабатываемой в центрах, кг | ||||
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 30 | 35 | 35 | 45 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 29 | 34 | 34 | 44 |
| Частота прямого вращения шпинделя, об/мин | 19..1415 | 9..1800 | 11,2..2240 | 25..2500 |
| Число ступеней частот прямого вращения шпинделя | 24 | 21 | 21 | 21 |
| Частота обратного вращения шпинделя, об/мин | 19..1415 | 9. 1800 | 11,2..2240 | 25. 1250 |
| Число ступеней частот обратного вращения шпинделя | 24 | 21 | 21 | 18 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 5 | Морзе 5 | Морзе 6 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К | 6К | |
| Торможение шпинделя | нет | есть | есть | есть |
| Блокировка рукояток | нет | есть | есть | есть |
| Точность, тип и размер подшипника в передней опоре | АВ 3182115 75х115-30 | А 3182116 80х125-34 | А 3182116 80х125-35 | 4-697716Л 80х140-85 |
| Суппорт. Подачи | ||||
| Наибольшее перемещение продольной каретки суппорта от руки, по валику, по винту, мм | 850/ 750/ 750 | 670/ 670/ 670 | 670/ 670/ 670 | 500, 750 |
| Наибольшее перемещение поперечной каретки суппорта от руки, по винту, мм | 210/ 90/ нет | 195/ — /195 | 195/ — /195 | 220 |
| Цена деления лимба продольного перемещения суппорта, мм | 1 | 1 | 1 | 1 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,02 | 0,05 | 0,05 | 0,025 |
| Продольное перемещение на один оборот лимба, мм | 110 | 110 | 100 | |
| Поперечное перемещение на один оборот лимба, мм | 5 | 5 | 5 | |
| Число ступеней продольных подач | 140 | |||
| Пределы продольных рабочих подач, мм/об | 0,07..1,67 | 0,065..0,91 | 0,05..2,5 | 0,05..2,8 |
| Пределы поперечных рабочих подач, мм/об | 0,02..1,24 | 0,065..0,91 | 0,05..1,5 | 0,025..1,4 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет | 4 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | нет | 2 |
| Количество нарезаемых резьб метрических | ||||
| Пределы шагов нарезаемых резьб метрических, мм | 0,5..9 | 0,5. 24 | 0,5..6 | 0,25. 56 |
| Количество нарезаемых резьб дюймовых | ||||
| Пределы шагов нарезаемых резьб дюймовых | 38..2 | 56..1 | 48..2,5 | 112..0,5 |
| Количество нарезаемых резьб модульных | ||||
| Пределы шагов нарезаемых резьб модульных | 0,5..9 | 0,25..22 | 0,25..5 | 0,25..56 |
| Количество нарезаемых резьб питчевых | ||||
| Пределы шагов нарезаемых резьб питчевых | нет | 128. 2 | 128..1,25 | 112. 0,5 |
| Резцовые салазки | ||||
| Наибольшее перемещение резцовых салазок, мм | 105 | 120 | 120 | 120 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,02 | 0,05 | 0,05 | 0,02 |
| Перемещение резцовых салазок на один оборот лимба, мм | 2 | |||
| Наибольший угол поворота резцовых салазок, град | ±45° | ±90° | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° | 1° | 1° |
| Наибольшее сечение державки резца, мм | 20 х 30 | 20 х 25 | 20 х 25 | 20 х 25 |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 20 | 25 | 25 | 25 |
| Число резцов в резцовой головке | 4 | 4 | 4 | 4 |
| Задняя бабка | ||||
| Диаметр пиноли задней бабки, мм | ||||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 4 | Морзе 4 | Морзе 4 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 95 | 120 | 120 | 120 |
| Перемещение пиноли на одно деление лимба, мм | 1 | 1 | 1 | 0,05 |
| Величина поперечного смещения корпуса бабки, мм | ±10 | ±10 | ±10 | ±5 |
| Электрооборудование | ||||
| Количество электродвигателей на станке | 3 | 2 | 2 | 4 |
| Привод главного движения, кВт | 2,8/ 1420 | 4 | 4,5 | 4,2; 7,5 |
| Тип электродвигателя главного привода | АОЛ42-4 | АО2-41-4 | А51-4-Щ2-К1 | 4А132М8/4У3 |
| Привод ускоренных перемещений, кВт | — | — | — | 0,37 |
| Привод маслонасоса в станции смазки С48-14М, кВт | 0,1 | — | — | 0,12 |
| Привод насоса охлаждения, кВт | 0,1 | 0,125 | 0,125 | 0,125 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 | ПА-22 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2355 х 852 х 1275 | 2135 х 1225 х 1220 | 2135 х 1225 х 1220 | 2025 х 1110 х 2270 |
| Масса станка, кг | 1850 | 1500 | 1500 | 1900 |
Приложение: В случае поставки станка с выемкой в станине, конусной линейкой или гидросуппортом руководство дополняется соответствующими приложениями.
Список литературы
Связанные ссылки. Дополнительная информация
Источник