- Чем можно склеить пластик ABS своими руками: инструкция
- ABS пластик: технические особенности
- Категории клеящих составов для пластика абс
- Чем склеить abs пластик: самые популярные марки клея
- Инструкция склеивания деталей из abs пластика
- Как запаять детали из abs
- Выводы
- Изготовление АБС нити в домашних уловиях
- Подпишитесь на автора
- Подпишитесь на автора
- Литье пластмасс в силикон — доступное мелкосерийное производство в домашних условиях
Чем можно склеить пластик ABS своими руками: инструкция

Полимер пластик ABS достаточно устойчив к ударам и механическому воздействию. Материал эластичен, но иногда изделия из него все-таки подвергаются поломкам. Процесс изготовления полимера сложный и трудоемкий. Чтобы изготовить одну тонну сырья, потребуются спецоборудование, большое количество сырьевых материалов, применение определенных технологий.

При этом мировое производство материала ежегодно возрастает. Оно и неудивительно – высококачественный полимер считается наиболее выгодным для использования в производстве посуды, оргтехники и электротехнических приборов. Кроме того, в каждом доме найдутся изделия, изготовленные из данного пластикового материала.
Так, полимер образуется при сочетании стирола, бутадиена и акрилонитрила. Все эти элементы подвергаются эмульсионной полимеризации. Чаще всего полимер выпускают в форме гранул или отдельными листами. Гранулированный материал – это сырье для изготовления различных изделий. Из него производятся предметы обихода, комплектующие к оборудованию. А листовой пластик применяется в строительной сфере в качестве отделки.
Далее в статье представлены инструкции по склеиванию и запайке материала в домашних условиях. Перед началом работ давайте рассмотрим технические характеристики АБС и виды клеящих составов для данного типа пластика.
ABS пластик: технические особенности
В каждом доме найдутся пластиковые изделия, которые эксплуатируются ежедневно, и предметы из abs в их числе. Стоит отметить, что показатели свойств АБС пластика очень высоки. По такой причине материал является достаточно востребованным сырьем на рынке. Он имеет разительные отличия от обычной пластмассы:
- устойчив к различным механическим воздействиям и влаге;
- легко моется, не подвергается действию кислот и щелочей, благодаря чему широко используется для обустройства водопровода, уличных конструкций, посуды;
- без влияния определенных факторов не является токсичным материалом, другими словами, не выделяет в окружающую среду никаких вредных веществ;
- является прочным материалом, который можно использовать при температурном показателе +90 градусов;
- устойчив к разнообразным моющим средствам, кислотам и щелочам.
Однако, пластик абс, как и любой другой материал, при определенном механическом воздействии подвержен повреждениям. Несмотря на высокие технические показатели, он может как треснуть, так и вовсе разломаться на куски. Если это произошло, то не спешите обращаться в сервисные центры или выбрасывать изделие. Попробуйте склеить его самостоятельно, чтобы сэкономить средства на ремонт или приобретение нового элемента.

Так, чтобы склеить изделие, следует выбрать подходящий клей. Обычный ПВА при этом абсолютно непригоден для склеивания обломков предмета. Выбор клеевых составов в магазинах достаточно обширен, но не каждый из них подойдет. Следует грамотно подобрать средство для того, чтобы прочно соединить поверхности.
Категории клеящих составов для пластика абс
Важно, что для пластика ABS применяют клеящие составы на основе определенных веществ. Пластик имеет слабую адгезию, поэтому требуется быть внимательным при выборе состава для склеивания. Не стоит экспериментировать, проверяя на прочность сцепление всех клеящих смесей, имеющихся в вашем арсенале. Чтобы получить максимальную надежность соединения полимерных деталей, используйте только специально предназначенные для этого клеящие смеси.
Такие продукты изготавливаются как в России, так и за рубежом. При этом для ремонта пластикового изделия абс следует применять сразу несколько видов клеящих смесей. Используйте массы, которые вступают во взаимодействие с полимером и растворяют его частицы. Это происходит за счет того, что в состав адгезивов включен специальный растворитель, который и обеспечивает особую прочность склейки. Так, частицы полимера растворяются и вступают во взаимодействие с частицами другого участка, образуя плотный фиксирующий шов.
Также широко применяются разнообразные эпоксидные и полиуретановые клеевые массы, которые не содержат в составе растворяющий компонент. В таком случае клей не растворяет полимер, а лишь соединяет поврежденные участки изделия.
Однако, клей без растворителя имеет минусы:
- Если отремонтированные изделие сильно нагреется на солнце, то его поры расширяться.
- Из-за деформации материала связывающие свойства эпоксидного или полиуретанового клея станут слабее. Это чревато тем, что хрупкое изделие может снова треснуть.
Работа с клеевыми массами требует предварительной зачистки поверхности от пыли и грязи. Так, поверхность заранее зачищают с помощью наждачной бумаги или другого шлифовального материала. Другими словами, процесс подготовки материалов для склейки является несколько трудоемким и занимает определенное время.
Чем склеить abs пластик: самые популярные марки клея
Рассмотрим наиболее оптимальные варианты для склеивания деталей изделия из пластика abs.
- Клей Tamiya. Предназначен для того, чтобы склеить пластик АБС. Данный продукт устойчив к воздействию влаги. Выпускается в стеклянных флаконах, при этом для удобства в крышке флакона есть кисточка. Клей легко наносится, им можно прочно склеить пластик.
- Дихлорэтан. Если не знаете, чем растворить пластик, то состав ДХЭ подходит для данной цели. Достаточно сильно растворяет пластмассы, поэтому такое средство следует использовать крайне осторожно. Специалисты рекомендуют первоначально растворить в клеящей массе немного пластика, и только после этого наносить полученную смесь на склеиваемые поверхности. Такая мера снизит агрессивность состава и не даст повредить изделие. Соблюдайте меры безопасности: пары продукта являются ядовитыми, поэтому работать с ДХЭ следует только в респираторе и печатках на открытой, хорошо проветриваемой местности.
- Loctite. В основе такой массы особое вещество под названием “цианокрилат”. Оно и обеспечивает адгезиву высокую прочность соединения. Локтайт обладает хорошей текучестью, поэтому наносится на поверхность в минимальных количествах. Им можно склеить поверхности пластика, силикона, резины, металла. Обеспечивает прочную фиксацию.
- Супер Момент макси. Импортируется в Россию из Ирландии, за это время продукт успел обрести достаточную популярность у потребителей. Так, состав чаще всего применяют для ремонта трещин и сколов на пластиковых предметах внахлест либо встык. Одним из главных компонентов состава также является цианокрилат. Обладает средней вязкостью. Для лучшей механической прочности используйте данный клей только после очищения поверхностей ацетоном.

Выбирая клей для abs пластика в Москве, следует обратить внимание на инструкцию по применению. Высокую популярность имеет клеящий состав Момент и подобные продукты на основе цианокрилата. Такие составы считаются универсальными, поэтому широко используются потребителями в бытовых целях.
Инструкция склеивания деталей из abs пластика
Так, чтобы склеить два кусочка АБС, не требуется каких-либо особых навыков и знаний. Для этого не нужно быть умельцем, приобретать дополнительные инструменты и проводить работу в специальной мастерской.
Инструкция склеивания состоит из следующих этапов:
- Чтобы восстановить пластиковые части, первоначально удалите с поверхностей весь жир и грязь. Для этого используйте спирт или ацетон. Так, смочите в ацетоне салфетку и тщательно протрите участки.
- Когда выбор клеящего состава уже сделан, приступайте к склеиванию. Наносите состав очень тонким слоем, ведь только так удастся достичь максимальной адгезии.
- Для прочности ремонтируемых деталей из АБС пластмасс плотно прижмите обе поверхности друг к другу. Удерживайте их в таком положении в течение нескольких минут. Помните, что окончательную прочность изделие приобретет только через сутки. Поэтому отложите готовое изделие на время, чтобы дать клею полностью просохнуть.
Бывает и так, что кусочек восстанавливаемого предмета теряется, и приклеивать уже нечего. В случаях, когда не хватает части пластикового изделия, то для ремонта изделия используют спаивание поверхностей.
Как запаять детали из abs
Для спаивания пластика применяется паяльник. Подобный ремонт АБС пластика возможен при недостатке одного кусочка. Предварительная обработка пластика начинается с удаления старого покрытия. Поверхность тщательно зачищается мелкой наждачкой. Далее для устранения жира используются ацетон или раствор на основе спирта. Когда нужного средства нет под рукой, можно воспользоваться и обычным одеколоном. Так, обезжириватель наносят на мягкую ткань, после чего тщательно протирают отшлифованную поверхность.

Далее следует приложить к зачищенной поверхности припой: этот сварочный стержень обеспечит прочную фиксацию элементов. С помощью прижима накладывают припой и задействуют паяльник. Участок сильно нагревается под воздействием высокой температуры. Образуется нужный наплыв, который прочно удерживает детали изделия.
Далее спаянный участок снова подвергается шлифовке, очистке и покраске. Действовать нужно аккуратно, чтобы не повредить место спайки. Перед покраской поверхность изделия шпаклюется. Отремонтированная деталь выглядит идеально, если все этапы восстановления детали выполнено правильно и без спешки. Как видно, в целом пайка abs пластика не представляет собой ничего сложного.
Выводы
Как вы уже успели заметить, материал АБС пластик по-своему универсален и практичен. Изделия из него часто подвергают ремонту, который и обеспечивает их дальнейшую эксплуатацию. Вопреки мнению многих, процесс склеивания не является сложным мероприятием.
Следуя четкому плану, можно безошибочно склеить различные поломанные пластиковые изделия. Для этого будет достаточно подобрать нужный клей, подготовить необходимый инвентарь и четко следовать рекомендациям.
Перед началом работ советуем посмотреть подробный процесс склеивания частей из пластика АБС в видео инструкции:
Источник
Изготовление АБС нити в домашних уловиях
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Всем добра. Так случилось что у меня появился 3д принтер. Побаловавшись им я понял что АБС нити для него в наших краях найти трудно или очень дорого. Кое где есть 1.75мм по заоблачной цене, 3мм нигде не нашел. Посмотрев статью, Лимана про его экструдер, решил сделать что то подобное. Заказал с мешок гранул. Пока он шел, из остатков пластика , который был в комплекте с принтером соорудил аппарат)))) благо Китай рядом. Термопара, нагреватель, драйвера мотора привезли за неделю примерно. Шнековую пару сделал из 2х частей. Горячая часть была заказана у местных токарей, которые за пару часов из цельного куска железа выточили мне ее. Термовставка из стеклотекстолита. Так называема часть была напечатана из остатков былой роскоши. Обычное сверло по дереву, пара подшипников простых, один упорный. Несколько дней пыхтел. В итоге вот что получилось. Килограмм гранул перерабатывается в нить 1.70-1.77мм за 3.5 часа.
Если есть вопросы или предложения, обращайтесь.
Аппарат находиться еще в стадии доводки до идеала.
В планах сделать охлаждение мотора, т.к. при длительной работе он разогревается до 100-120 градусов. Шестерни в редукторе пластиковые, боюсь что долго при такой температуру они не проживут.
автоматическую намотку, т.к. вручную намотать около 500 метров прутка на катушку очень трудно.
Да и хотелось бы чутка переделать ‘холодную’ часть шнековой пары, получилась она немного неудачная.
PS: писать много текста не люблю и не умею, так что сильно не пинайте.








Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Источник
Литье пластмасс в силикон — доступное мелкосерийное производство в домашних условиях
Многие из тех, кто печатает на 3D-принтере сталкиваются или с необходимостью получить партию моделей в короткие сроки, или скопировать удачно получившуюся деталь, или получить изделия с прочностными характеристиками, превосходящими таковые у пластиков для домашней 3d-печати.
3D-принтер далеко не всегда способен выполнить такие задачи, но отлично подойдет для создания единственного образца, или мастер-модели. А дальше на помощь нам приходят материалы производства компании Smooth-On, наверное, самого популярного производителя материалов холодного отверждения.
В этом обзоре мы сравним самые основные и популярные силиконы, полиуретаны и добавки к ним, кратко посмотрим на основные способы создания форм и изделий, подумаем, где это может найти применение и, наконец, создадим свою силиконовую форму и модель.
Перед написанием этого поста мы прошли трехдневный тренинг у официального дилера Smooth-On в России, чтобы разобраться во всех тонкостях литья в силикон.
Процесс создания изделий методом литья практически всегда одинаков: создаем модель, с её помощью создаем силиконовую форму, заливаем в нее материал, получаем изделие. Но в зависимости от модели, необходимых свойств, количества отливок, каждый этап может кардинально меняться. Существует несколько способов как создания формы, так и готового изделия.
Пару слов о подготовке моделей, напечатанных на 3D-принтере. Компания Smooth-On обратила своё внимание на эту технологию и выпустила специальный лак под названием XTC-3D. Он прекрасно сглаживает характерные для напечатанных моделей огрехи, видимые слои, которые обязательно перейдут на силиконовую форму, и придает поверхности гладкость и глянцевый вид.
Подробный обзор XTC 3D Вы можете прочитать здесь.
Методы создания форм
Самый простой способ: модель помещается в опалубку (специальную герметичную емкость из обычного оргстекла, пластика или другого материала), фиксируется в ней и заливается силиконом. Хорошо подходит для простых двухмерных моделей, рельефов, сувенирной и брендинговой продукции.

Аналогичен предыдущему, только модель размещается с учетом того, что форма будет разрезаться полностью или частично для облегчения съема. Модель может быть подвешена с помощью проволоки или размещена на тонкой опоре. Способ предназначен для более сложной геометрии, технических изделий, сложных фигур.
Это один из самых сложных способов. Заключается в помещении модели на глиняную или пластилиновую основу, которая делит силиконовую форму пополам.
На основе размещаются специальные замки, которые будут обеспечивать точное совмещение двух форм и отсутствие смещений. Вокруг основы собирается опалубка, герметизируется горячим клеем или пластилином, и в неё заливается первая половина формы. Затем, после отверждения силикона, форма переворачивается, глина или пластилин счищаются, силикон покрывается разделительным составом, и заливается вторая половина формы.
• Метод «в намазку»
Этим методом создаются так называемые «чулочные» формы, когда силикон точно повторяет форму объекта и имеет толщину от 3 мм до нескольких сантиметров. Для создания формы «в намазку» необходим достаточно вязкий силикон, который бы не стекал с модели.
Можно использовать как специально предназначенные для этого силиконы, называемые тиксотропными, так и обычные, но модифицированные с помощью загустителей.
Силикон наносится кисточкой или шпателем в несколько слоёв, в которых чередуется вязкость и скорость отвердевания, чтобы форма была максимально детализированной и прочной. После того, как все слои готовы, с помощью специального состава создается жесткая внешняя оболочка, которая будет держать форму.
Методы заливки пластиков
Самый простой метод заключается в обычной заливке пластика в форму, он подходит для домашнего использования и позволяет достичь приемлемого качества. Но, по необходимости, для более качественного результата возможно использование установок высокого давления, что позволит практически полностью убрать пузырьки воздуха.
Для этого форма вместе с залитым пластиком помещается в камеру, в которой создается повышенное до 4 атмосфер давление. Форма должна оставаться в камере все время отвердевания полиуретана. При таком давлении пузыри уменьшаются до почти невидимых глазу размеров, что значительно повышает качество изделия.
Еще один метод, так называемая заливка «в обкатку», используется для создания полых изделий. В форму заливается небольшое количество пластика, около 10% от общего объема, отверстие для заливки закрывается, и начинается вращение формы по всех плоскостях, вручную или на специальной ротационной машине. При этом пластик отвердевает на стенках формы, создавая полую модель, что позволяет существенно снизить вес изделия и экономить материал.

• Серия Mold Star 15, 16, 30
Силиконы для создания форм на основе платины. Застывают при комнатной температуре, образуют прочную, гибкую и очень детализированную форму. Предназначены для литья силикона, полиуретана, смол, полиэстера, воска и других материалов. Химически чувствительны и не способны работать с латексом, серой и некоторыми другими соединениями.
Самые базовые и основные силиконы, способные решать большинство задач. Цифра в названии отражает твердость по шкале Шор А. Обладает низкой вязкостью, что позволяет в большинстве случаев работать без оборудования для дегазации. Материал двухкомпонентный, части смешиваются в удобном соотношении 1:1 по объему. В основном предназначены для создания форм методом сплошной заливки.
• Серия Rebound 25, 40
Серия силиконов для создания форм методом «в намазку», который состоит в том, чтобы наносить силикон кистью или шпателем на поверхность модели. Обладает высокой вязкостью, возможностью модификации свойств с помощью загустителей и ускорителей для создания качественной многослойной формы. Двухкомпонентный, смешивается в соотношении 1:1 по объему.
• Серия Equinox 35, 38, 40
Силиконовые пасты с временем жизни 1, 4 и 30 минут. Предназначены для ручного смешивания, по консистенции напоминают густое тесто. Цифры соответствуют твердости по Шору А. Обладает крайне высокой прочностью на разрыв и долговечностью. В отвержденном состоянии является безопасным для заливки шоколада, карамели и других ингридиентов.
• Серия SortaClear 18, 37, 40
Серия полупрозрачных силиконов. Такая особенность, как оптическая прозрачность, используется для создания сложных разрезных форм — изделие прекрасно просматривается, что позволяет сделать точный разрез. Как и серия Equinox, является безопасным при контакте с пищевыми продуктами.
Также к силиконам существует большое количество добавок, обладающих самыми разными эффектами. Accel-T и Plat-Cat являются ускорителями отверждения, Slo-jo — увеличивает время жизни силикона, Thi-Vex увеличивает вязкость силикона и позволяет намазывать его кистью или шпателем на модель, Silc-Pig — это концентрированные пигменты для окрашивания.
• Серия Smooth-Cast
Самая основная и популярная серия полиуретанов для создания конечных изделий. Линейка включает в себя более 10 наименований различных пластиков с самыми разными свойствами, позволяющими подобрать материал именно для Вашего проекта. Например, Smooth-Cast 300 обладает коротким временем жизни в 3 минуты и временем отверждения в 10 минут, что позволяет быстро воспроизводить большие партии деталей. Smooth-Cast 305 аналогичен предыдущему, но «живет» уже 7 минут, что позволяет провести дегазацию смешанных компонентов и получить еще более качественное изделие. ONYX обладает глубоким черным цветом, которого не достичь с помощью красителей, 65D ROTO предназначен для создания полых моделей с помощью метода «в обкатку», 325 незаменим для точного воспроизведения цвета, 385 отверждается практически без усадки и максимально точно копирует изделие.
• Серия TASK
Серия полиуретанов специального назначения. Разработана для промышленного применения и обладает специфическими свойствами для конкретных задач.
Для Вашего удобства мы сформировали специальные фильтры по сферам применения:
• Пищевые:
Smooth-Sil 940, серия Sorta Clear, серия Equinox, TASK 11.
• Архитектурные, заливка бетона и других абразивных материалов:
Серия VytaFlex, серия Brush-On, серия Ez-Spray, серия PMC.
• Медицинские: симуляция тканей и органов
Серия Dragon Skin, добавки Slacker, Ecoflex 0030, Ecoflex Gel, Body Double.
• Прототипирование:
Практически любые полиуретаны и силиконы, в зависимости от задач и требований. Серии Mold Max, Mold Star, Smooth-Cast, TASK.
• Спецэффекты и грим:
Skin Tite, Body Double, Dragon Skin, Alja-Safe, Ecoflex, Soma Foama, Rubber Glass, Encapso K.
Стоит отметить, что это деление все же условное, и дано, чтобы примерно представить возможности широкого ассортимента компании Smooth-On.
Мы будем использовать только те материалы и оборудование, которые можно применить в домашних условиях. Мы попробуем создать самую сложную в изготовлении двухсоставную форму.
Нам понадобятся:
• Платиновый силикон Mold Star 30
• Заливочный полиуретан Smooth-Cast 300
• Лак для 3D-моделей XTC-3D
• Упаковка виниловых перчаток
• Несколько одноразовых пластиковых стаканчиков
• Емкости для смешивания
• Термоклеевой пистолет
• Материал для опалубки (пластиковые панели)
• Скульптурная глина
• Несколько малярных кистей
В роли мастер-модели выступит модель довольно популярного среди печатников тестового болта. Мы распечатали его черным PLA пластиком на Picaso 3D Designer с толщиной слоя 100 микрон. Сделали мы это специально для того, чтобы продемонстрировать эффект XTC 3D, поскольку далеко не каждый 3D принтер может печатать с качеством 50 микрон.

Далее — обработка, чтобы отлитая модель не переняла слоистость напечатанного объекта. Обрабатываем болт лаком XTC-3D (подробнее об этом процесс можно прочитать тут), а затем шкурим, чтобы получить гладкую матовую поверхность.

Теперь модель готова к заливке силиконом. Помещаем её на глиняную основу, с помощью которой мы создадим силиконовую форму из двух частей.

Модель должна быть погружена в глину ровно наполовину, так что начинаем процесс выравнивания глины. Края должны быть максимально ровными и полностью прилегать к модели, от этого зависит качество разделения силиконовых половинок. Убираем лишнюю глину и заключаем модель в пластиковую опалубку.

Все стыки пластика обрабатываем термоклеевым пистолетом и закрываем опалубку, окончательно обрабатываем глиняную основу, делаем в ней выемки для замков.

Все готово к заливке силикона. Поскольку двухкомпонентные силиконы и полиуретаны склонны к разделению на фракции, перед каждым использованием их необходимо тщательно перемешивать в емкости.
После перемешивания отмеряем равное количество двух компонентов по объему и приступаем к смешиванию.



Для данной марки силикона дегазация в вакуумной камере необязательна, что очень удобно: исключены появления пузырьков, которые могут испортить нашу форму. Медленно заливаем силикон в опалубку, в самую нижнюю её точку.

И оставляем застывать. Время застывания для этой марки силикона составляет 6 часов. По истечении этого времени освобождаем модель от опалубки.
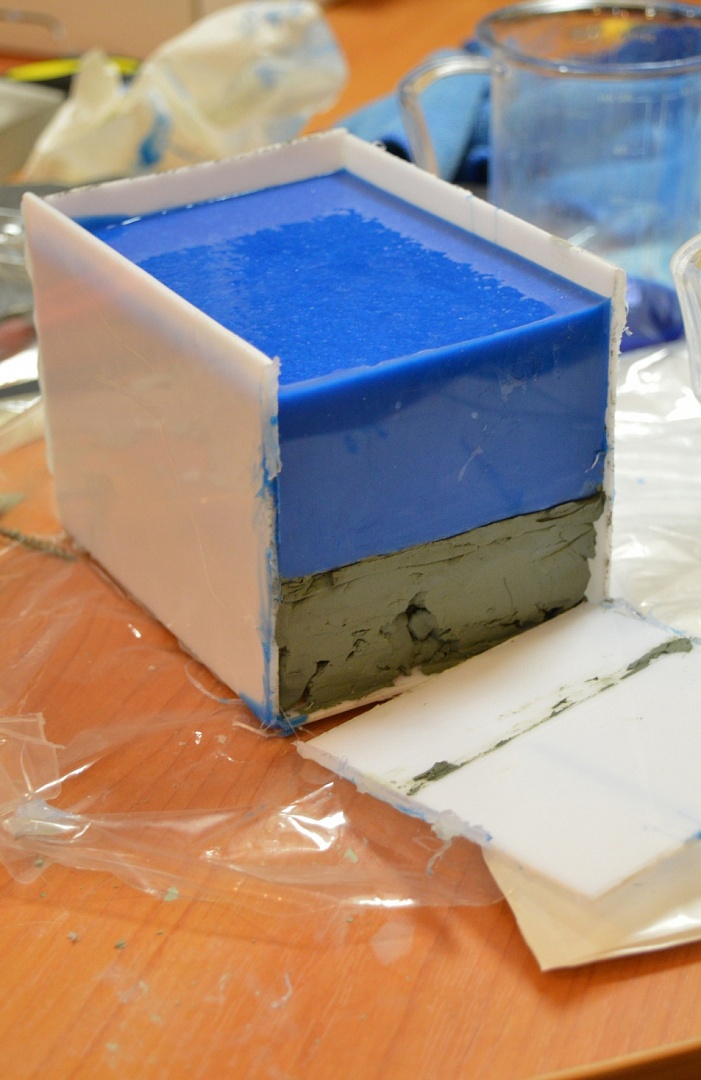
Затем убираем глину, тщательно очищаем модель от её остатков, смазываем силикон разделительным составом. В случае его отсутствия, можно использовать и обычный вазелин, но качество будет немного хуже.

И дальше полностью повторяем процесс, заливая вторую половину силиконовой формы.
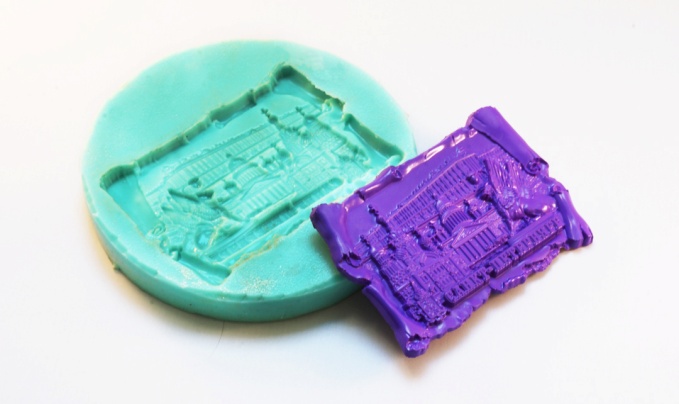
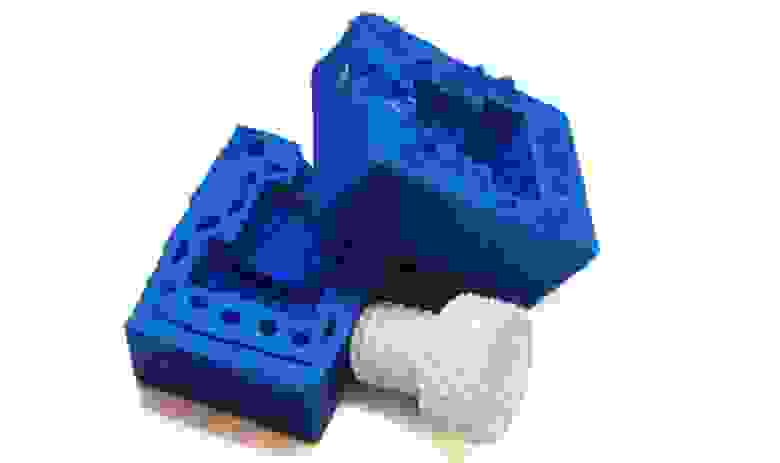
Спустя еще 6 часов силиконовая форма готова. С помощью лезвия аккуратно разъединяем половинки, вынимаем деталь и оцениваем, что у нас получилось.

Хорошо видны замки, закладывавшиеся в глиняной основе, хорошая детализация, несмотря на то, что разделительная линия проходила по довольно сложным местам, вроде вдавленных букв.
На самом деле, для данной модели это не самый оптимальный способ создания формы. Но нам было интересно протестировать именно этот метод, несмотря на сложности.
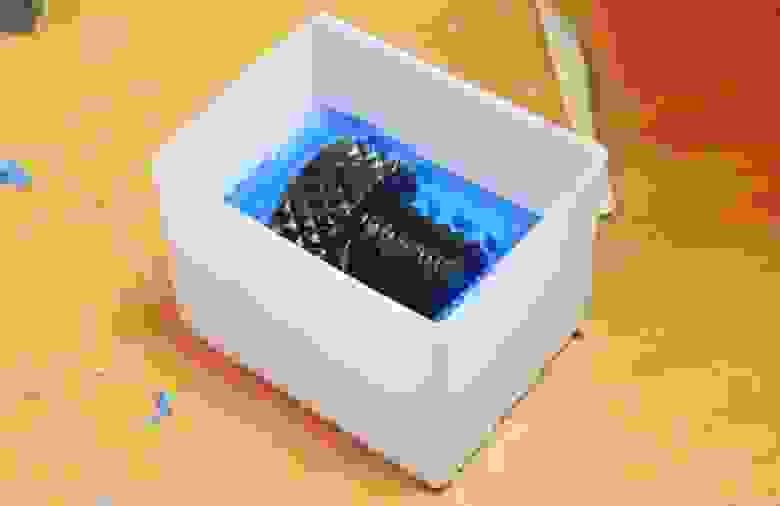
Итак, все готово к заливке полиуретана. Соединяем две половинки формы, используя элементы опалубки для жесткости, скрепляем с помощью резинок, скотча или другим способом, и приступаем к подготовке полиуретана.
Хорошо перемешиваем оба компонента, встряхивая их в течение 5-10 минут. После этого даем немного отстояться, чтобы вышли образовавшиеся пузыри. Все остальное точно так же, как и с силиконом: отмеряем равное количество по объему и смешиваем их. А дальше действовать нужно быстро: время жизни этого полиуретана составляет всего 3 минуты, а время начинает идти сразу, как вы смешали два компонента вместе. Так что мешаем быстро, но аккуратно, чтобы не создавать лишних пузырьков, и сразу заливаем в форму.
Примерно через 3 минуты, в зависимости от объема материала, произойдет быстрое схватывание пластика, а через 10 минут деталь готова к извлечению.
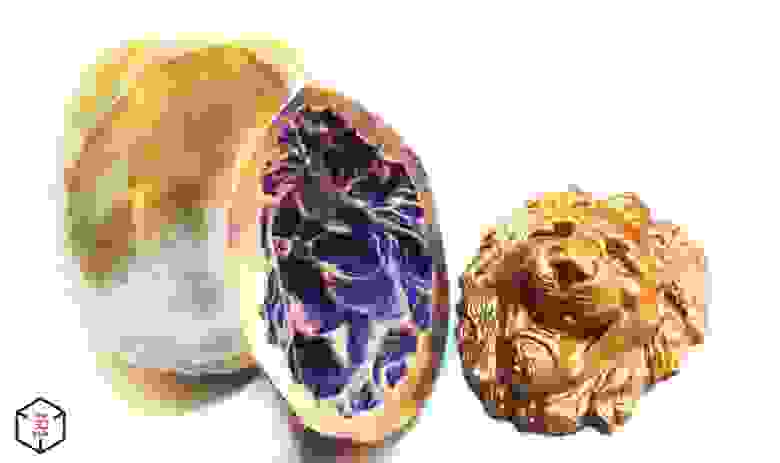
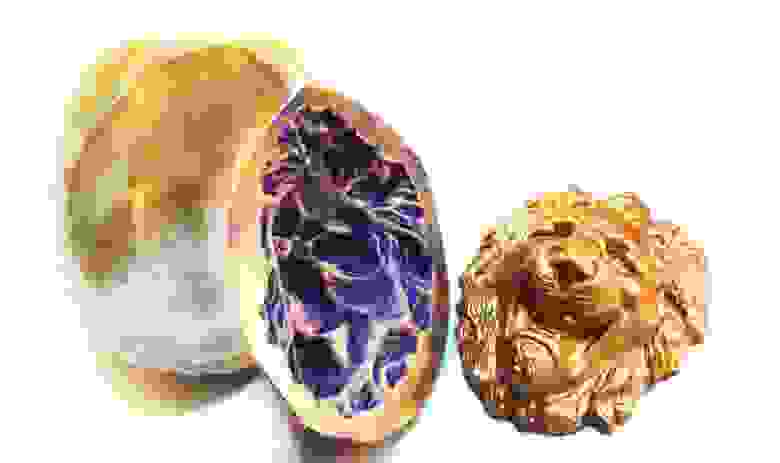
Модель готова. Переданы абсолютно все детали оригинала.
Хочется отметить, что поистине огромные возможности использование материалов Smooth-On открывает в совокупности с 3D-печатью.
Теперь Вы можете получать изделия из огромного количества материалов с самыми различными свойствами, а не ограничиваться лишь классическими PLA и ABS. К тому же, доступным станет мелкосерийное производство: распечатав всего один экземпляр и должным образом его обработав, Вы сможете в довольно короткие сроки создать необходимое Вам количество копий в домашних условиях. Для достижения приемлемого результата вовсе не обязательно использование дорогостоящего оборудования.
В случае если Вам необходимы услуги мелкосерийного производства Top 3D Shop к вашим услугам.
Источник