Английское колесо.

заводское английское колесо.

самодельное английское колесо, сделанное мной из балки от грузовика.

английское колесо от Рона Коваля.

ролики английского колеса.
В тюнинге любых транспортных средств, особенно при облагораживании внешнего вида, мы очень часто сталкиваемся с работами из листового металла и качестеная работа с листовыми деталями невозможна без станка, называемого английское колесо. Будь то, кузовные элементы, арки, крылья, капот, воздухозаборники, а также всевозможные ёмкости, бензобаки и много других деталей — почти все они сделаны из стального листа. Очень часто в работах по тюнингу кузовных деталей я вижу эти детали, сделанные из стального листа плоскими. Ну, например, распространённая операция по установке широких колёс и расширение их арок. Обычно берут стальной лист, вырезают козырёк арки, сворачивают в дугу и прихватывают к кузову сваркой, а деталь как была плоской, так и осталась.
Я считаю, что не нужно портить вид машины, посмотрите хотя бы на серийные автомобили, такие, например, как Ауди ТТ или новый Фольскваген Жук. Разве их крылья плоские , нет же, и от этого дизайн очень привлекателен. Я понимаю, что эти детали сделаны с помощью заводского штампа и эта технология не применима в собственном гараже.
Но есть другая древняя технология (ей уже более ста лет), которая позволяет творить чудеса с листовым металлом в обычном гараже. Станок, с помощью которого листовой детали придаётся объёмный (выпуклый) вид называется «английское колесо«. Как его изготовить я расскажу в этой статье. А вообще, если быть точным, то объём детали придаётся ударами специального молотка ( я сделал его из шаровой опоры грузовика и отполировал сферический боёк) на мягкой подушке или на деревянном пеньке с углублением.

А сам станок позволяет прокатать между двумя роликами потом эту уже выпуклую деталь и убрать все шишки, и неровности от ударов. После прокатки деталь становится не только выпуклой и ровной, но ещё и полированной! (см. фото слева) . Девиз этих работ с листовым металлом — Ни грамма шпаклёвки!
При прокатывании листового металла между двумя роликами английского колеса, на поверхности стального листа не только исчезают неровности от ударов сферического молотка и поверхность становится гладкой, так ещё и на листовом металле образуется наклёпанный слой, обеспечивающий повышенные эксплуатационные свойства поверхности. К тому же обкатка поверхностей листовых деталей роликами этого станка, заменяет обработку деталей шлифованием и полированием. И шероховатость поверхности детали после прокатки, соответствует 8 — 11-му классу .
Основа этого станка- это мощная скоба (см. фото в начале текста), которую можно сварить из труб квадратного профиля, швеллеров, двутавровых балок. Но я обратил внимание на зарубежные станки прошлых лет. Самые дорогие и качественные, делали литьём и довольно толстыми и массивными, а как мы знаем, чем старее год выпуска инструмента, тем он качественнее. Я думаю, всё — таки, какой бы толщины труба не была, она при нагрузке всё равно играет, а монолит нет. И чем массивнее этот монолит, тем легче прокатывать лист.
Хотя современные станки выполнены именно из квадратной трубы и вроде бы никто не жаловался. В любом случае, выбирать вам. Лично я изготовил скобу английского колеса из мощной, литой двутавровой балки от грузовика. Сталь качественная, разчитана на нагрузки в несколько тонн и хорошо сваривается. К тому же, как видно на фото выше, на обоих концах этой балки имеются мощные вертикальные отверстия, которые позволяют закрепить, а потом разворачивать оба ролика почти на любой градус.
Мне пришлось разрезать балку (на три части) под углами в 45 градусов, сделать фаски и сварить все части в несколько проходов, естественно, усилив углы мощными косынками из стали толщиной 12 мм. Итак, изготовили самое главное — скобу. Следующим шагом будет изготовление крепления скобы английского колеса к подставке.
Подставку я изготовил из обычных круглых труб диаметром 80 мм, а основу — квадрат, из стального листа толщиной 10 мм. Снизу этот квадрат обварил по» кругу» полосками из той же десятки(10 мм), на всякий случай. Ну и далее, водрузил на этот квадрат кубик, сваренный из двух швеллеров (250 мм).
Сверху на этот кубик приварил под углом две мощные пластины с шпильками на 18мм, а уже на эти шпильки закрепил скобу гайками (на балке заводские отверстия). При транспортировке всего английского колеса, если понадобится, можно скобу снять .Естественно, везде где нужно усилил всё косынками, толщиной 8 мм.

Ролик без подшипников, валик и распорная втулка.
Остаётся самое интересное и ответственное — изготовление роликов английского колеса.. Я начал с большого ролика и мне повезло, так как в тепловозном депо удалось найти наружную обойму от роликового подшипника тепловозного колеса. Мне пришлось подготовить чертёж и выточить только внутреннюю часть этого ролика под 2 мощных подшипника и затем запрессовать на горячей посадке эту внутреннюю часть в обойму.
В итоге, я получил большой ролик с наружной поверхностью из очень твёрдой и качественной подшипниковой стали . Мне осталось её только отполировать. Размеров ролика я не привожу, так как вам придётся делать из того подшипника, какой найдёте вы. Вилку, на которой крепится большой ролик, изготовил из стального листа, толщиной 12 мм. Вал этого ролика диаметром 32 мм.
Нижние маленькие ролики были выточены и отполированы из стали, из которой изготавливают напильники, и она тоже твёрдая и неплохого качества (попалась случайно). Но можно использовать любую из перечисленных ниже сталей:
У10А, У11А, У12А, ХВГ, 5ХНМ, ЭХ12 закалённые до твёрдости HRC 58 — 65.
Каждый ролик имеет собственный валик (с распорной втулкой), который сидит на двух подшипниках закрытого типа (у меня стоят два триста вторых (302) закрытого типа. И на каждом конце валика имеются проточки, чтобы ролик с валиком можно было быстро вставить в ушки , на которых ролик крепится. Так же, эти проточки не позволяют валику прокручиваться в ушках.
Маленькие ролики, желательно, изготовить несколько, с разным профилем «бочки», обычно хватает 6- 7″ на все случаи жизни». Но на первых порах хватит и двух. Чертёж одного из роликов публикую на рисунке справа, но разумеется все размеры чисто условные и зависят от ваших задач, точнее от того, какого размера детали вы собираетесь прокатывать, а так же от размеров подшипников, которые будут запрессовываться в ролик.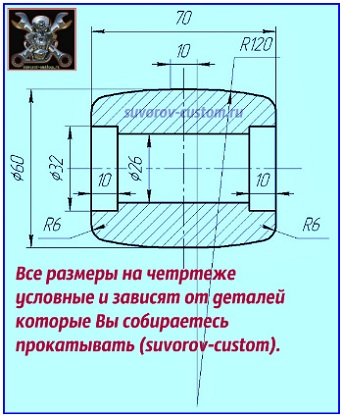
Ну а радиус закругления «бочки» роликов (тот, что указан на чертеже под цифрой 120) может быть разный и конечно же зависит от профиля (глубины выпуклости) детали, которую вы будете прокатывать. 
Сами ушки крепятся электросваркой (подобно велосипедной вилки)к шлицевому валу (можно и квадрат), а этот вал свободно ходит в шлицевом отверстии и подпирается снизу шариком, и винтом с упорной резьбой и штурвальчиком в самом низу.
Подробно устройство поджима нижнего ролика к верхнему показано в видеоролике под статьёй. Там показан один из вариантов .

Под вилкой, держащей маленький ролик, видна шлицевая часть, которая связана с штурвалом внизу.
Есть варианты с штурвалом под ногу, а вообще, способов прижима роликов на английском колесе очень много, вплоть до кинематических сложных схем через различные приводы и блоки, которые позволяют прижимать ролики нажимом на педаль. Так же можно сделать прижим роликов с помощью гидравлического многотонного домкрата, и пример этой идеи можно посмотреть на самом первом фото (зелёное английское колесо, слева вверху).

Если придумаете что — то новенькое и интересное буду рад. Я же публикую самый мощный, простой и надёжный способ. К тому же изготовить его можно за день, если у вас уже есть готовый винт и гайка от тисков, с упорной резьбой.
Ну вот, вроде бы, и все премудрости. Надеюсь, изготовив станок английское колесо, вы сможете в дальнейшем изготовить кузов или элемент кузова какой захотите, а так же изготовить любой бензобак или крыло (примеры можно посмотреть вот тут, а так же вот здесь), а более сложный бак, который я изготовил с помощью моего станка, можно увидеть вот в этой статье.
Да и ещё: возможности этого станка, которых у него и так не мало, можно ещё больше расширить, если изготовить к нему специальную насадку, которая позволит работать не только с листовым металлом, но ещё и с прутком, профильной трубой и уголком. То есть с помощью специальной насадки, о которой можно почитать вот тут, можно будет плавно изгибать профильную трубу, пруток или не толстый уголок.
Ну, а после изготовления самого станка английское колесо, теперь у вас откроются новые неограниченные возможности в дизайне автомобиля или мотоцикла, ведь, как известно, тюнинг не имеет границ, успехов всем.

Набор молотков для отбивки (выколотки) листового металла.

Стойка и подушка из кожи для выколотки листового металла.
Источник
Станок “Английское колесо”, изготовление своими руками

Здравствуйте дорогие читатели!
В этой статье затронем тему изготовления станка «Английское колесо» своими руками. Здесь понятным языком объясняется принцип действия и устройство этого станка, а также даны некоторые советы и рекомендации по изготовлению колёс и валиков для «Английского колеса». Более подробно о приёмах работы на станке читайте здесь.
Кратко можно сказать, что «Английское колесо» – это устройство для формования листового металла. «Английское колесо» было изобретено давно и до сих пор имеется в продаже и используется в работе по формовке металла. Это устройство применяется для формования сложных выпуклых форм, которыми изобилуют кузова автомобилей и самолётов. Применяя «Английское колесо» в совокупности с несложными инструментами можно делать целиком кузовные панели. Можете прочитать статью о Роде Темперо, профессиональном реставраторе и автомобилестроителе, который, применяя этот станок и другие инструменты изготавливает кузова коллекционных автомобилей 50‑х и 60‑х годов. Одна из его последних работ — Ferrari 250 GTO , один из оригинальных экземпляров которой был продан на аукционе за 52 млн. долларов.

Существует много методов формовки металла, в том числе только с помощью молотков. Каждый, кто занимался этим делом, имеет свои наработки и секреты.
Рама обеспечивает удобную стыковку двух колёс друг с другом. Колёса и валики — очень важная часть устройства.
Обычно, стандартное «Английское колесо» комплектуется верхним колесом большого диаметра, имеющим плоскую рабочую поверхность и несколько взаимозаменяемых валиков меньшего диаметра, которые крепятся снизу (один из выбранных для работы).
Из профильных труб можно сварить раму для «Английского колеса». Дальше идёт фото отчёт с описанием изготовления «Английского колеса» своими руками.
Верхнее колесо
На популярных конструкциях станков «Английское колесо» применяются различные валики с широким диапазоном диаметров и различной шириной. Самый важный фактор для получения хороших результатов – это верхнее колесо большого диаметра, в 3–4 раза больше, чем нижний валик. Нужно, чтобы оно было твёрдое, гладкое, отполированное. Это даст качественную прокатку. В качестве верхнего колеса можно использовать шарикоподшипник большого диаметра или изготовленный в заводских условиях валик или шар.
Вот фотография «Английского колеса» с верхним колесом, реализованным с помощью шарикоподшипника. Здесь мастер формует лист бронзы для демонстрации возможностей станка.
Преимущество, которое даёт подшипник, в качестве верхнего колеса – это точность(детальность) прокатки. Рабочая поверхность шарикоподшипника гладкая и металл твёрдый и жёсткий. Все эти свойства очень подходят для требований свойств верхнего колеса станка. Рабочая поверхность верхнего колеса при прокатке находится в контакте с листовым металлом. Если его поверхность не гладкая, то все неровности колеса отпечатаются на формуемом листе. Таким образом, если верхнее колесо имеет гладкую отполированную поверхность, то прокатанный лист металла также будет иметь гладкую поверхность.
В нашем примере верхнее колесо изготавливалось специально для станка. Была задумка сделать прочное колесо с лёгким весом. Колесо было изготовлено из плоского отрезка прокатного металла, сваренного в круг. Лёгкий вес колеса облегчит работу мастера со станком. Будет меньше инерции, и при смене направления прокатки не нужно будет прилагать большие усилия.
Материал колеса – нержавеющая сталь. Наружный обод состоит из двух отрезков, толщиной 0.6 см, сваренных вместе. Боковые пластины — 0.6 см.
Верхнее колесо было отшлифовано. В центр был вставлен шарикоподшипник.
Нижние колёса/валики-наковальни
Несмотря на устоявшееся мнение, закругление не играет особой роли в формовании листа металла. Оно всего лишь даёт зазор(ход) для загнутого металла. Центральная часть нижнего валика-наковальни плоская. Плоская часть рабочей поверхности валика варьируется по ширине (на разных сменных валиках разная ширина), это и влияет на формование листа, а никак не закругления.
Представьте автомобильное колесо, которое катится по грязной дороге. Колесо вытесняет и сминает грязь и выбрасывает её по сторонам. Примерно также действует «Английское колесо». Металл перемещается под определёнными углами, зажатый между роликов и прокатанный ими.
На фотографии ниже Вы можете видеть, что лист металла только касается центра. Боковые закругления нижнего валика дают место для хода металла (манёвра, так сказать).
Закругления также обеспечивают некоторую поддержку металла во время прокатывания.
Это набор нижних валиков-наковален. Различия в ширине плоской части рабочей поверхности и величине бокового закругления.
Нижние валики-наковальни для «Английского колеса» можно сделать разными способами. Если у Вас есть токарный станок, то изготовить их достаточно легко. Можно использовать шаблон или можно вычислять координаты каждого прохода срезания, формируя закругление.
Радиус не слишком важен. Важно, чтобы закругления получились гладкими, чтобы при касании листа на нём не оставалось следов неровностей.
На этой иллюстрации рельеф поделён на серию проходов срезания на токарном станке .
Вот половина вырезанного нижнего валика наковальни. Этот валик вырезается по шаблону.
Все точки срезов касаются шаблона.
Вот закругления валика в процессе шлифовки.
Здесь закругления зашлифованы, но ещё не отполированы.
Последний ингредиент «Английского колеса» — это механизм, который будет контролировать расстояние между верхним колесом и нижним валиком-наковальней. Здесь может быть множество способов реализации этого механизма. Важно, чтобы совмещение было точным, чтобы плоские части рабочих поверхностей колеса и валика совмещались параллельно друг другу. Для этих целей можно использовать резьбовой механизм, который будет совмещать рабочие поверхности колеса и валика. Желательно, чтобы резьба была с маленьким шагом, для более точной настройки.
В нашем примере регулируется и изменяет вертикальное положение и верхнее колесо, и нижний валик. На фотографии можно увидеть оба механизма, предназначенных для этого. Чаще всего бывают варианты станков с одним подобным механизмом, регулирующим, как только нижний валик, так и только верхнее колесо. В данном случае нижний регулировочный механизм имеет функцию быстрого освобождения сформованного листа. Эта функция, как и весь механизм для регулировки нижнего валика не является необходимым и без него можно обойтись.
Источник