- Разработка отечественного варианта расточной оправки со встроенным гасителем вибраций
- История одного китайца (Легкий танк из «Запорожца»)
- 49. Расточной резец с гашением вибрации (тесты)
- Металлорежущий антивибрационный инструмент Sandvik для токарного растачивания Использование демпфирующих оправок для подавления вибраций Обычно в
- Антивибрационная оправка для расточки своими руками
Разработка отечественного варианта расточной оправки со встроенным гасителем вибраций
При растачивании глубоких отверстий или фрезеровании глубоких карманов обработку приходится выполнять инструментом с большим вылетом. При обработке таким инструментом вследствие его низкой жесткости возникают вибрации, приводящие к порче обработанной поверхности и ускоренному износу оборудования. В результате производительность обработки приходится заметно снижать, а некоторые операции, например чистовая расточка отверстия глубиной более восьми диаметров, оказываются практически невыполнимыми.
Для решения данной проблемы зарубежные производители инструмента выпускают расточные державки и фрезы со встроенными гасителями вибраций. Такой инструмент позволяет успешно выполнять обработку с большим вылетом и может окупаться за несколько недель эксплуатации, однако его стоимость очень высока.
В данной работе была поставлена задача спроектировать и изготовить отечественный вариант расточной державки с гасителем вибраций, и ее решение увенчалось успехом.
Рассмотрим гаситель вибраций в виде цилиндрического груза, размещенного с небольшим зазором в полости вблизи вершины инструмента (рис. 1а). Такая конструкция аналогична применяемой в зарубежном инструменте, с той разницей, что полость заполнена не вязкой жидкостью, а воздухом. При соответствующей коррекции зазора воздух способен выполнять в гасителе ту же функцию, что и жидкость, создавая сопротивление перемещением груза внутри полости (рис. 1б).
При проектировании рассматриваемого гасителя вибраций необходимо решить две задачи: найти оптимальные размеры груза и оптимальную величину зазора между грузом и стенками полости.
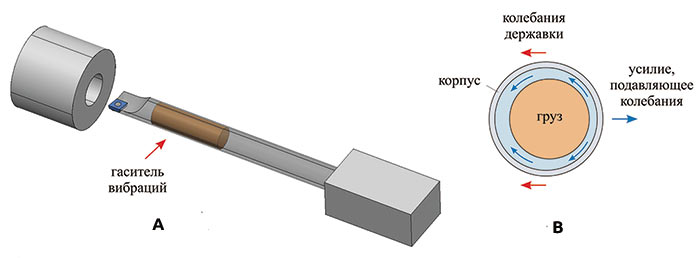
Рис. 1. Конструкция гасителя вибраций: а — расположение гасителя в державке;
б — поперечное сечение державки с гасителем (зазор изображен не в масштабе)
Оптимальные размеры груза определяются путем нахождения компромисса между сохранением жесткости державки и повышением массы груза гасителя. Статическая жесткость конструкции характеризует ее способность сопротивляться деформациям при равномерной нагрузке, а динамическая жесткость — способность сопротивляться деформациям при переменной нагрузке, вибрациям. Динамическая жесткость конструкции может быть существенно увеличена за счет повышения ее коэффициента демпфирования — параметра, характеризующего скорость затухания колебаний конструкции. На рис. 2 приведен график, показывающий, во сколько раз динамическая жесткость державки будет повышена гасителем вибраций при различных размерах его груза. Рассмотрена державка диаметром 18 мм и вылетом 180 мм. Видно, что оптимальный диаметр груза составляет 16 мм. Длина груза выбрана равной 54 мм, что обеспечивает практически ту же эффективность, что и оптимальное значение в 72 мм, и при этом проще технологически. При таких параметрах гасителя статическая жесткость державки снизится на 13%, а коэффициент демпфирования увеличится в 20 раз, в результате динамическая жесткость державки будет повышена в 18 раз.
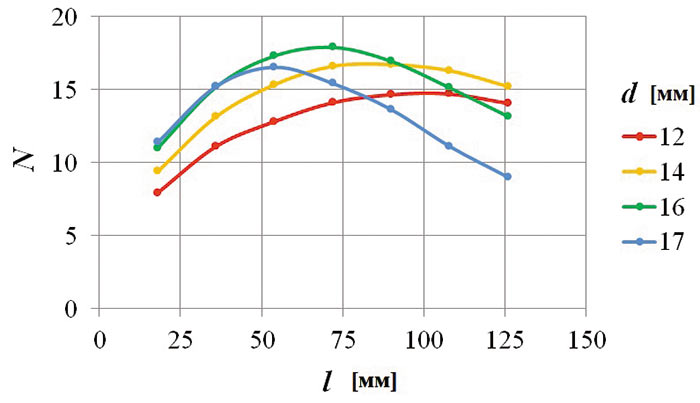
Рис. 2. Эффективность гасителя вибраций в зависимости от его размеров: d — диаметр груза; l — длина груза; N — кратность повышения гасителем динамической жесткости державки
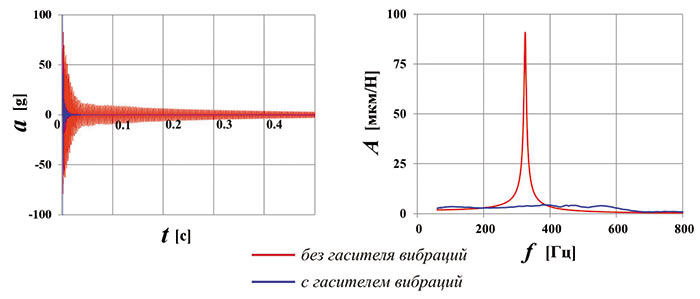
Рис. 3. Измерение эффективности снижения вибраций: а — затухание колебаний державки после одиночного удара (a — виброускорение); б — амплитудно-частотная характеристика державки (f — частота воздействия, A — амплитуда колебаний при единичном воздействии)
Оптимальная величина зазора между грузом и стенками полости была рассчитана теоретически. Для контроля было выполнено измерение частотных характеристик полученной державки (модальный анализ) с помощью акселерометра и силоизмерительного молоточка. На рис. 3а показан процесс затухания свободных колебаний после одиночного удара державки без гасителя и с гасителем. Видно, что при наличии гасителя колебания державки затухают существенно быстрее. На рис. 3б приведены результаты измерения амплитудночастотной характеристики державки без гасителя и с гасителем. Видно, что гаситель снижает высоту резонансного пика в 18 раз — именно во столько раз повышается динамическая жесткость державки. Дополнительного повышения эффективности гасителя вибраций можно добиться, дополнив конструкцию упругой подвеской груза в виде резиновых втулок оптимальной жесткости, а также выполнив корневую часть державки из твердого сплава.
Испытания изготовленной расточной державки прошли успешно и подтвердили высокую эффективность гасителя вибраций. Выполнялась чистовая расточка отверстия диаметром 20 и глубиной 180 мм со съемом 0,05 мм на диаметр. Вибраций державки не возникало ни в одном режиме обработки, чистота обработанной поверхности была высокой и составила Ra 1.25. Изготовленный образец державки с гасителем вибраций стал использоваться для производства серийных деталей.
Источник
История одного китайца (Легкий танк из «Запорожца»)
49. Расточной резец с гашением вибрации (тесты)

Запись опубликовал vsh · 11 марта, 2016
3 867 просмотров
Под влиянием страницы блога YuriS и засохшей ветки возникло брожение в мозгах и неудержимое желание попробовать гасить вибрации при расточке самому. Тут (не)кстати выдались длинные выходные, и за это время удалось немного продвинуться. Заковыка в том, что задумок (или заказов) требующих сверглубокой расточки у меня вроде бы и нет, а расточных резцов (самодельных) — множество. Пусть это будет очередная блажь/хобби. Можно уже предварительно(?) отчитаться.
Насмотрелся картинок от мэтров и любителей(?),
![]()
![]()
![]()
начитался текстов. Вот этот — очень рекомендую (может есть и на русском?).
Усвоил идею (достаточно хорошо известную), но делать решил иначе — существенно проще по конструкции.
Станочек у меня маленький, а значит и резцы нужны маленькие. Впихнуть туда целую кучу деталей будет сложновато. Ну а главное — не люблю я что-то копировать: была бы нужда в крупных резцах (и даже возможность поручить изготовление деталей стороннему мастеру) — все равно бы не стал повторять один к одному.
Начал с самых «дешевых» экспериментов — слушал как звучат стержни (простые и с демпфированием) после удара. Результат обнадежил (как позже выяснилось — еще и обманул) и пришлось сделать экспериментальный резец, чтобы двигаться дальше. Ну а потом пришлось сделать еще и «простой» резец тех же габаритов — для корректного сравнения. Можно было просто сказать что «стало гораздо более лучше» ©, но это не наш путь ©.
От сменных пластинок я отказался (на этом этапе?) — совсем мелких у меня попросту нет, да и сделать хорошее посадочное место под пластинку (с моим оборудованием) не так просто. В итоге сделал вот это:
![]()
Тот что подлинней (и со швом вблизи головки)- с «начинкой». Длина получилась разной потому, что сперва я задумывал переставлять головку с одной державки на другую, а потом отказался (слишком это хлопотно). Режущие пластинки обоих резцов сделал, закрепил (впаял серебром) и заточил одинаково (насколько это возможно).
![]()
Оба резца проходят в отверстие 9.8 мм, но в экспериментах я растачивал 15 мм (лучше виден и процесс и результат). При вылете 100 мм оба резца очень гибкие (около 5 кГ/мм), поэтому заглублял всего лишь на 0,1 мм. Обороты брал низкие, 300-320 об/мин — чтоб меньше шумел сам станок. Подача автоматическая, 0.05 мм/об, материал — Ст. 45. Кончики резцов выставлялись на высоту оси шпинделя с точностью около 0.1 мм. За первым проходом делались повторные — на разную длину — чтобы увидеть ступеньки.
Снял видео, но разницу между обычным резцом
заметить по звуку непросто — все забивает звук самого станка. Довольно громкие периодические поскрипывания не связаны с резцом — это механизм натяжения ремней (несмазанный).
Разница лучше видна на фото обработнной поверхности:
![]()
![]()
С обычным резцом (левое фото) возникакет явная рябь, которая при повторных проходах только усугубляется (как бы полируется). С демпфировнным резцом (правое фото) ряби значительно меньше и при повторных проходх она практически исчезает. Поверхность не блестит, но со Ст.45, обработанной острым резцом иначе и не бывает. Тупой резец залижет рельеф и поверхность заблестит, зато острый позволит уверенно снять последнюю сотку. Можно и с острым сделать, чтоб заблистело, но это уже совсем другая тема.
Я уже немного поэкспериментировал с вязкостью жидкости в полости демпфированного резца. Результат смутный — думаю/надеюсь еще продолжить эксперимент (но уже другим методом). Сейчас залито промывочное масло (довольно жидкое), но не фкт, что это оптимально.
С конструкцией я тоже надеюсь поэкспериментировать, наверное, в сторону усложнения — упрощать там вроде уже некуда. Ну а пока пусть конструкция остается интригой. 🙂 Это не мой метод, но с волками жить приходится приспосабливаться.
Источник
Металлорежущий антивибрационный инструмент Sandvik для токарного растачивания Использование демпфирующих оправок для подавления вибраций Обычно в
24 Руководство SANDVIK COROMANT 2005 по обработке металлов резанием на станках Стр.A24

Металлорежущий антивибрационный инструмент Sandvik для токарного растачивания Использование демпфирующих оправок для подавления вибраций Обычно в
Металлорежущий антивибрационный инструмент Sandvik для токарного растачивания Использование демпфирующих оправок для подавления вибраций Обычно вибрации при обработке резании возникают в результате динамического взаимодействия инструмента и материала обрабатываемой заготовки. Источником энергии колебаний служит переменная составляющая сил резания возникающих при взаимодействии инструмента с заготовкой. Силы резания являются следствием пластического деформирования структуры материала заготовки и приводят к отжиму инструмента. Прерывистый характер самого процесса резания а также случайные факторы такие как твердые включения в заготовке приводят к изменению отжима резца и его периодическому врезанию в заготовку. В определенных условиях эти колебания становятся незатухающими и приводят к резонансу всей системы СПИД на одной из собственных частот. Расточная оправка с большим вылетом наиболее часто оказывается слабым звеном в системе СПИД и соответственно источником вибраций. Чтобы обеспечить требуемую стабильность процесса обработки приходится снижать режимы резания или уменьшать сечение среза. Но от этого страдает производительность обработки которая является приоритетом. Следовательно это неверный путь борьбы с вибрациями. Необходимо найти решение позволяющее устранить вибрации на высоких режимах без снижения эффективности обработки. Использование антивибрационных расточных оправок со встроенным демпфером позволяет изменить динамическую податливость системы СПИД и сделать процесс резания стабильным. Обычно обработка оправками с вылетом не превышающим 4-х диаметров не вызывает проблем с точки зрения вибраций конечно при условии правильного выбора пластин и режимов резания. При вылетах более 4 диаметров тенденция к появлению вибраций усиливается и эффективным решением проблемы становится переход на оправки со встроенным демпфером. С их использованием обработка отверстий на глубину до 14-ти диаметров оправки может быть произведена с хорошим результатом. Увеличение вылета оправки с от 4-х до 10-ти диаметров приводит при той же силе резания к возрастанию отжима оправки в 16 раз. Если вылет увеличивать дальше с 10 до 12-ти диаметров оправки то ее отжим возрастет еще на 70% при той же силе резания. Если вылет оправок принять одинаковым то отжим оправки диаметром 25 мм будет на 62% больше чем отжим оправки диаметром 32 мм при одинаковой нагрузке. Во всех случаях снижение массы режущей части на конце оправки ведет к снижению склонности к вибрациям. Антивибрационные оправки со встроенным демпфером настроенные на подавление колебаний с частотой обусловленной определенным вылетом Основные детали демпфера A инерционное тело B резиновые втулки C специальная вязкая жидкость инструмента также часто называют Silent Tools (бесшумные инструменты). В большинстве случаев с их помощью решить проблему вибраций удается сразу после замены обычных стальных оправок. Основной деталью конструкции встроенного демпфера является инерционное тело выполненное из материала с высоким удельным весом. Оно упруго подвешивается в полости оправки на двух резиновых втулках в максимальной близости к ее переднему концу. Все свободное пространство внутри полости оправки заполнено специальной вязкой жидкостью. В случае возникновения колебаний при обработке инерционное тело приходит в движение. Настройка частотной характеристики системы такова что колебания конца оправки и инерционного тела находятся в противофазе и их энергия эффективно поглощается. Как результат вибрации сводятся к минимуму что позволяет повысить производительность обработки. Q скорость снятия материала (см3 мин) 1. Стальные расточные оправки 2. Твердосплавные расточные оправки 3. Стальные антивибрационные оправки короткой серии 4. Стальные антивибрационные оправки длинной серии 5. Усиленные твердосплавные антивибрационные расточные оправки H 10 12 14 d 4 6 8 A 24 SANDVIK Coromant Точение
Источник
Антивибрационная оправка для расточки своими руками
Предлагаемое изобретение относится к области машиностроения, токарно-расточным, фрезерным и др. державкам для металлорежущих станков и может быть использовано в инструментальной оснастке многоцелевых станков.
Известна конструкция борштанги – державки для растачивания глубоких отверстий. В кольцевой полости корпуса установлена гильза. Между поверхностями трубы и гильзы с ребрами создан зазор. Зазор заполнен виброгасящей жидкостью. В процессе резания возникают крутильные колебания, которые вызывают относительные угловые перемещения гильзы и трубы, что изменяет зазор между боковыми поверхностями ребер, вызывая перетекание жидкости, вследствие чего и происходит гашение крутильных колебаний.
Основным недостатком известной борштанги является вероятность утечки виброгасящей жидкости, что, в конечном счете, снижает эффективность ее использования [Патент РФ №2014965, 1994].
Более близким к предлагаемому изобретению является держатель инструмента с демпфирующим элементом в виде удлиненного тела, установленного в полости и закрытым корпусом. Демпфирующий элемент представляет собой средство только радиального поглощения и снабжен по меньшей мере одним упруго-деформируемым элементом вблизи каждого конца [Патент Франция №519192].
Основным недостатком является сложность конструкции, ненадежность конструкции вследствие ее низкой жесткости и большого диаметра отверстия под демпфирующий элемент.
Техническим результатом предлагаемого изобретения является снижение самогенерируемых колебаний в инструментальных оправках и аналогичных приспособлениях. Это решение основано на использовании технологии, в которой силы передаются от оправки к демпфирующему телу, причем упругие элементы подвержены воздействию по существу сил сдвига.
На рис.1 — схема растачивания.
На рис. 2 — антивибрационная державка.
На рис. 3 — крепление режущей головки: а — расточная головка; б — фрезерная головка
Антивибрационная державка (Рис. 2) содержит цилиндрический корпус 1 со сквозным ступенчатым отверстием 3 для подачи смазочно- охлаждающей жидкости (СОЖ) и размещения демпфирующего элемента 2. Демпфирующий элемент размещается в отверстии корпуса 1. Для установки в корпус 1 демпфирующий элемент 2 может быть выполнен как развертка цилиндра, что упрощает установку демпфирующего элемента из различных неметаллических материалов. Место для крепления позволяет устанавливать расточные, фрезерные и др. головки (Рис. 3).
Антивибрационная державка работает следующим образом. Cилы резания передаются от державки к демпфирующему элементу 2, который подвержен воздействию сил сдвига. По расчетным значениям радиальной силы (Fr), связанной с величиной скорости резания (2), и радиальной жесткости расточной оправки (kr) при известной длине державки, определяется отклонение δ в точке соприкосновения режущего инструмента и обрабатываемой поверхностью (1) и сравнивается с допуском Δ на размер. При условии δ ≥ Δ используется антивибрационная державка. В корпус 1 в расточку устанавливают демпфирующий элемент 2, который обеспечит уменьшение модуля упругости Е и отклонения δ до выполнения условия δ ≤ Δ.
На рис. 1 : Fr — радиальная составляющая силы резания; kr — радиальная жесткость расточной оправки; a – глубина резания, мм; n – частота вращения заготовки, мин -1 .
Если длина державки l, то отклонение δ в точке соприкосновения режущего инструмента и обрабатываемой поверхностью будет:
 (1)
(1)
где Fr — радиальная сила; kr = (3EI)/l 3 — радиальная жесткость расточной оправки.
При точении, растачивании, отрезании, прорезании пазов и фасонном точении тангенциальную составляющую рассчитывают по формуле:
 (2)
(2)
где: Сp; xp; yp; np — эмпирические коэффициент и показатели степени; t — глубина резания, мм; Kp = KMp·Kjp·Kgp·Klp·K rp — поправочный коэффициент, учитывающий фактические условия резания.
Радиальная составляющая силы резания Py (Fr) может вызвать продольный изгиб заготовки. Радиальное отклонение передается как погрешность формы растачиваемой поверхности, а его величина зависит от силы резания и жесткости в радиальном направлении. Если используется цилиндрическая расточная оправка, то:
I = πd 4 /64; kr = 3πEd 4 /64l 3 .
I = πd 4 /64; kr = 3πEd 4 /64l 3 .
Антивибрационная державка (Рис. 2) содержит цилиндрический корпус 1 со сквозным ступенчатым отверстием 3 для подачи СОЖ и размещения демпфирующего элемента 2. Демпфирующий элемент размещается в отверстии корпуса. Для установки в корпус демпфирующий элемент может быть выполнен как развертка цилиндра, что упрощает установку демпфирующего элемента из различных неметаллических материалов. Место для крепления позволяет устанавливать расточные, фрезерные и др. головки (Рис. 3).
Антивибрационная державка работает следующим образом. Cилы резания передаются от державки к демпфирующему элементу, который подвержен воздействию сил сдвига. По расчетным значениям радиальной силы (Fr), связанной с величиной скорости резания (2), и радиальной жесткости расточной оправки (kr) при известной длине державки l, определяется отклонение δ в точке соприкосновения режущего инструмента и обрабатываемой поверхностью (1) и сравнивается с допуском Δ на размер. При условии δ ≥ Δ используется антивибрационная державка. В корпус 1 в расточку устанавливают демпфирующий элемент 2, который обеспечит уменьшение модуля упругости Е и отклонения δ до выполнения условия δ ≤ Δ.
Рис. 3 — крепление режущей головки: а — расточная головка; б — фрезерная головка.
Ступень отверстия большего диаметра предназначено для размещения демпфирующего элемента. При обработке резанием, например, растачивании, силы передаются от оправки к демпфирующей вставке, при этом вставка подвержена преимущественно воздействию сил сдвига. Отклонение державки в большой степени зависит от величины сил сдвига и радиальной жесткости расточной оправки. Антивибрационная державка за счет применения демпфирующей вставки обеспечивает компенсацию сил сдвига и ее модуль упругости может быть уменьшен при тех же габаритах.
Таким образом, предлагаемая антивибрационная державка обеспечивает передачу сил сдвига, за счет чего ее модуль упругости может быть уменьшен, что позволяет за счет применения демпфирующей вставки использовать ее в технологических процессах высокоскоростного резания.
Источник