- Способы и оборудование для сварки нержавейки
- Устройство для заточки вольфрамового электрода: мастерим своими руками
- Чем лучше точить вольфрамовые электроды?
- #1 Урий
- #2 Георгий 11
- #3 Урий
- #4 ARGONIUS
- #5 chdv1971
- #6 Sakhalin_Cat
- Прикрепленные изображения
- #7 chdv1971
- #8 Урий
- #9 Sakhalin_Cat
- #10 laguna
- #11 Sakhalin_Cat
- #12 laguna
- #13 G_Kar
- #14 Урий
- #15 selco
- #16 демонстратор
- #17 Sakhalin_Cat
- #18 демонстратор
- #19 selco
- #20 Sakhalin_Cat
Способы и оборудование для сварки нержавейки
Нам дилетантам нужно уяснить простое правило:
Залог успеха — соблюдение правил!
Придерживаясь их, сократиться количество вопросов типа «Почему у меня не получается!»
Написано: Перед сваркой поверхности зачистить – зачищаем!
Написано: Обезжирить – обезжириваем!
Заточка вольфрама — вдоль электрода, точим вдоль! 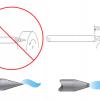 Argonnaya-tig-svarka4. Способы и оборудование для сварки нержавейки. Материалы и инструменты.
Argonnaya-tig-svarka4. Способы и оборудование для сварки нержавейки. Материалы и инструменты.
Аргумент вроде того, что некоторые «сварные» и так работают, без соблюдений,
так они специалисты, а мы дилетанты-любители.
Так, что будем стараться соблюдать!
Заточка вольфрамовых электродов описана подробно.
Есть картинки, как нужно делать и чего не нужно.
Правильно затачивать так, чтобы риски располагались вдоль стержня.
Величина заострения, притуплять или нет это по ситуации.
Острая заточка – бОльшая глубина провара.
Более пологий угол – шире дуга и меньшая глубина проплавления.
 Dsc_0140. Способы и оборудование для сварки нержавейки. Материалы и инструменты.
Dsc_0140. Способы и оборудование для сварки нержавейки. Материалы и инструменты.  Dsc_0138. Способы и оборудование для сварки нержавейки. Материалы и инструменты.
Dsc_0138. Способы и оборудование для сварки нержавейки. Материалы и инструменты.
Электрод затачиваю с двух сторон это удобно.
Испортил, перевернул, порть дальше.
Черновую обработку выполняю на боковой поверхности круга.
 Dsc_0127. Способы и оборудование для сварки нержавейки. Материалы и инструменты.
Dsc_0127. Способы и оборудование для сварки нержавейки. Материалы и инструменты.
По необходимости делаю притупление острия.
Вольфрам очень хрупкий материал. Пользоваться кусачками нельзя, он будет крошиться и слоиться. Поэтому сначала притупление, а за тем заточка.
На радиальной части формируем окончательный угол заточки вращая электрод.
 Dsc_0133. Способы и оборудование для сварки нержавейки. Материалы и инструменты.
Dsc_0133. Способы и оборудование для сварки нержавейки. Материалы и инструменты.  Dsc_0147. Способы и оборудование для сварки нержавейки. Материалы и инструменты.
Dsc_0147. Способы и оборудование для сварки нержавейки. Материалы и инструменты.
ВНИМАНИЕ!  Dsc_0142_-_kopiya. Способы и оборудование для сварки нержавейки. Материалы и инструменты.
Dsc_0142_-_kopiya. Способы и оборудование для сварки нержавейки. Материалы и инструменты.
А ВОТ ТАК ДЕРЖАТЬ ЭЛЕКТРОД НЕЛЬЗЯ!
 Texnikabezopas. Способы и оборудование для сварки нержавейки. Материалы и инструменты. Соблюдаем правила ТБ.
Texnikabezopas. Способы и оборудование для сварки нержавейки. Материалы и инструменты. Соблюдаем правила ТБ.
____________________________________________________
Есть рекомендация по полировке электрода.
Если честно, пока не понял разницы.
Посл. ред. 06 Апр. 15, 09:02 от Advard
про заточку электрода — обтачивать надо так чтобы поверхность иглы была как можно более гладкая (в идеале полированная, но это нафиг) тогда дуга будет более равномерная.
ведь на каждой заусенице возникает корона хоть и маленькая и оно не способствует хорошей дуге.
Посл. ред. 04 Апр. 15, 05:02 от SedoY
Электрод затачиваю с двух сторон это удобно. Advard, 03 Апр. 15, 17:12
шуруповерт проколоть руку? kiliwin, 04 Апр. 15, 16:02
шуруповерт проколоть руку kiliwin, 04 Апр. 15, 19:02
чем лучше трубы «затыкать» из подручных средств? Или нужно приспособы тулить? AllesGood, 09 Апр. 15, 10:18
Я врезал тройник в магистраль до аппарата AllesGood, 09 Апр. 15, 10:18
Игольчатого крана не подвернулось, поставил обычный шаровый. На выход установил медную трубку, заглушенную. В торце просверлил отверстие такого диаметра, чтобы соотношение поддув/горелка было примерно 6/4. Кран при этом открыт полностью (я им не регулирую, а просто вкл/выкл). Отверстие в трубочке подбирал диаметром сверла. Начал с 0,5 — остановился на 0,75мм. Получился своего рода жиклер.
Добавлено через 10мин.:
Кстати, сегодня получил газовую линзу. Поставил и окончательно понял, что нужно переходить на 9 горелку воздушную и 20 водянку.
Громоздко получается с этой расходкой (17-18-26).
Никто не знает, где гибкий монокабель (сила с аргоном вместе) приглядеть можно? Самая жесткая часть моего шлейфа — кабель кнопки. Придется педаль тулить. Кто-нибудь сам собирал легкую горелку? Может какую-нибудь готовую из китайцев посоветуете (для переделки).
Посл. ред. 10 Апр. 15, 15:13 от AllesGood
Продолжим «Рассказы дилетанта».
И так всё подготовлено [сообщение #12272718]
Приступаем к сварке.
Варим на прямом токе (без импульсный режим).
При толщине металла 1,5 мм импульс не нужен.
Электрод «WL-20» диаметр – 1 мм, газовое сопло №5.
Аппарат – «Китаец обыкновенный» BRIMA Tig — 200P.
Настройки:
Ток 30-35 А; Пост газ (продувка после сварки) – 3 секунды; Спад тока – 0.8 секунд.
Расход аргона – 5 литров/мин.  Dsc_0160. Способы и оборудование для сварки нержавейки. Материалы и инструменты.
Dsc_0160. Способы и оборудование для сварки нержавейки. Материалы и инструменты.  Dsc_0158. Способы и оборудование для сварки нержавейки. Материалы и инструменты.
Dsc_0158. Способы и оборудование для сварки нержавейки. Материалы и инструменты.
Остановлюсь на некоторых функциях аппарата.
«Спад тока» или «Ток заварки кратера».
Действительно замечательная функция.
После того, как Вы отпустили кнопку, сварочный ток медленно снижается, дуга горит,
подсвечивая место сварки, это позволяет четче контролировать процесс.
Нет резкого обрыва дуги.
«Продувка после сварки» или «Пост. газ»
Устанавливается в зависимости от мощности сварочного тока.
Рекомендуемая уставка времени продувки, для охлаждения электрода и защиты сварочного шва:
Ток 20А – продувка 2 сек. Ток 30А – продувка 3 сек. и так далее.
В моём аппарате нет функции «Предварительная подача газа».
Действую следующим образом: Отведя горелку от детали, нажимаю кнопку старта.
После того, как высокочастотный поджиг перестал работать, а газ продолжает идти, приступаю к сварке.
Эта простая метода позволяет устранить один «очень неприятный момент», называется он «Скачёк давления».
При закрытом клапане, в рукаве до газового редуктора, образуется избыточное давление.
Чем длиннее участок (рукав) от редуктора до аппарата, тем продолжительнее этот процесс.
Аргон не является только защитой при сварке, он образует плазму. Резкий выброс аргона при старте,
на тонких деталях, может вызывать сильное оплавление краёв, вплоть до прожига детали.
«Горелка – продолжение Вашей руки».
Это ощущение появилось, когда сделал одно нехитрое движение:  Dsc_0168. Способы и оборудование для сварки нержавейки. Материалы и инструменты.
Dsc_0168. Способы и оборудование для сварки нержавейки. Материалы и инструменты.
Очень помогло. Горелка «легла» в руку.
Укладываем трубу в знакомое нам приспособление «уголок», выравниваем детали.
Делаем несколько прихваток по всему диаметру.
Фиксируем кисть с горелкой. В процессе сварки она будет оставаться неподвижной.
Делаем легкий упор горелки на край керамического сопла.
Выдерживаем зазор между электродом и деталью 1-2 мм.  Dsc_0151. Способы и оборудование для сварки нержавейки. Материалы и инструменты.
Dsc_0151. Способы и оборудование для сварки нержавейки. Материалы и инструменты.  Dsc_0154. Способы и оборудование для сварки нержавейки. Материалы и инструменты.
Dsc_0154. Способы и оборудование для сварки нержавейки. Материалы и инструменты.
Сварочный режим: нажал – опустил, нажал – отпустил.
При этом вращаем деталь в сторону горелки.
Скорость вращения подбираем с учетом состояния сварочной ванны.
Вы должны хорошо видеть процесс плавления металла.  Dsc_0156. Способы и оборудование для сварки нержавейки. Материалы и инструменты.
Dsc_0156. Способы и оборудование для сварки нержавейки. Материалы и инструменты.
По завершению сварки и погасания дуги не следует сразу убирать горелку во избежание окисления шва.
Источник
Устройство для заточки вольфрамового электрода: мастерим своими руками
Для качественной сварки аргоном вольфрамовый электрод должен быть хорошо заточен. Также, во время работы на нём образуется окалина, усложняющая сварку.
В данной статье мы расскажем о том, как изготовить удобное устройство для заточки вольфрамового электрода. Для этого нам понадобится:
- Обрезок профильной трубы с квадратным сечением
- Электромоторчик с зажимным патроном
- Абразивный элемент
- Гайки и винт
- Дрель со сверлом по металлу
- Сварочный аппарат
- Надфиль

Электромоторчик с зажимным патроном можно приобрести в специализированном магазине электрического оборудования.
Первым шагом в работе над изготовлением заточного устройства будет помещение моторчика внутрь обрезка профильной трубы.

Для надежной фиксации мотора внутри трубы сделайте отверстие в стенке трубы и прикрепите над отверстием гайку. Крепление гайки удобно выполнить сваркой.

Таким образом, вкручивая винт в гайку, мы надежно зафиксируем моторчик внутри нашего импровизированного корпуса.


Следующим шагом необходимо с помощью надфиля обработать специальным образом гайку размера М10. Суть обработки заключается в нанесении на фронтальную грань гайки глубокой насечки.

Данная насечка будет служить направляющим каналом для обрабатываемого электрода.

Далее, следует прикрепить гайку внутри обрезка трубы. Так как данный элемент не будет испытывать большой нагрузки, достаточно будет «прихватить» его сваркой в нескольких точках.


Теперь нужно просверлить отверстие в стенке трубы для помещения в него электрода. Отверстие проделываем обычной дрелью со сверлом по металлу. Отверстие нужно проделать в таком месте, чтобы электрод затачивался под нужным углом. Примерьтесь перед сверлением.

Вставляем абразивную насадку в патрон, подключаем электромоторчик к проводам питания и испытываем нашу самоделку.


Как видно, таким образом можно удобно и быстро заточить вольфрамовый электрод, практически не отвлекаясь от основной работы.


Ссылка на видеоролик, в котором подробно описан процесс изготовления самодельного устройства для заточки, представлена ниже.
Источник
Чем лучше точить вольфрамовые электроды?
#1 Урий
Существует множество разных заточных дисков и камней. Какими дисками лучше точить вольфрамовые электроды ,чтобы дуга лучше гарела и меньше было царапин после заточки? Кто,чем и как точит? Какие камни для этого подходят и не оставляют канав после заточки вольфрама? В сварочном магазине не дали внятных ответов.
#2 Георгий 11
Просьба не хамить мне,а не то буду жмать кнопку жалоба

- Город: Орел
#3 Урий
#4 ARGONIUS

- Город: Н.Новгород
#5 chdv1971
Точу на алмазе на обыкновенном точиле. Теперь борозда на алмазе. В этой борозде дальше точу .
Настольный сварщик .
#6 Sakhalin_Cat

- Город: Южно-Сахалинск
Вот такие бывают точилки. Фоткам лет 7 уже. В своё время потратил кучу бабок на её приобретение, думал что очень нужная вещь.
На них можно получить любой угол с одинаковой повторяемостью. Правда валяется где-то в углу уже несколько лет, а точим на ленте, так как наждака нету.
Прикрепленные изображения





Сообщение отредактировал Sakhalin_Cat: 03 Ноябрь 2014 18:34
#7 chdv1971
Вот такие бывают точилки. Фоткам лет 7 уже
Очень дорогая штука. Сам засматривался, но цена сильно отпугивает. Всё казалось, что после этого девайса аппарат начнёт сам варить.Лучше маску хорошую купить или две.
Сообщение отредактировал chdv1971: 03 Ноябрь 2014 18:46
Настольный сварщик .
#8 Урий
Sakhalin_Cat, на ленте и на этом аппарате что на Вашем фото разница есть? Речь идет на чем лучше точить из 2 Ваших вариантов.
Сообщение отредактировал Урий: 03 Ноябрь 2014 18:54
#9 Sakhalin_Cat
- Город: Южно-Сахалинск
на чем лучше точить из 2 Ваших вариантов.
Для ручной сварки, без разницы на чем точить. На ленте гораздо быстрее.
А вот когда варит автомат например орбиталка, там без этого аппарата уже никуда, повторяемость стыка непойдет или количество танцев с бубном вырастает на порядок..
Сам засматривался, но цена сильно отпугивает.
В ручной сварке бесполезная приблуда, только если повыпендриваться.
#10 laguna
Хотел выложить фото аппарата для заточки вольфрамов, но по-моему, удалил фотографии с компа. Где то на форуме есть точно, удобная штучка, правда всего 4 заданных угла заточки, но на несколько диаметров электрода. Сейчас пользую вариант гораздо проще: ленточный наждак и акумуляторная дрель. В патроне дрели зажимаете вольфрам и на быстрой скорости затачиваете на работающем наждаке любой задуманный угол. Только сноровка нужна поначалу, а потом будет легко и просто!
#11 Sakhalin_Cat
- Город: Южно-Сахалинск
В патроне дрели зажимаете вольфрам
#12 laguna
Гораздо проще крутнуть вольфрам между пальцами, при небольшой сноровке заточка занимает считанные секунды.
И так затачиваю, без проблем. Не удобно когда короткий электрод: быстро нагревается и обжигает пальцы. А в патроне ак.дрели — легко и пальцы не обжигаются. Привык.
#13 G_Kar

- Город: Томск
Точим на маленьком наждаке, купили самое мелкое зерно, которое было в розничной продаже, специально делал риски и вдоль и поперек и по спирали — разницы не заметил.
#14 Урий
Обозначение мелких наждаков имеется особенно которых хватает на долго? То что в природе всякого разнообразия много ,это хорошо, а то что послужило уже долго, желательно бы обозначение иметь,чтобы спрашивать при покупке.
#15 selco
Удовольствие от высокого качества длится дольше чем радость от

- Город: Электросталь
Обозначение мелких наждаков имеется особенно которых хватает на долго?
Мелкие ещё не значит что стойкие, вольфрам здорово грызет круг и мелкие круги быстрее изнашиваются. В маркировке не разбираюсь но фото выложу моего круга (может по фото кто скажет марку) , он крупный но износу сопротивляется здорово и вольфрам грызет дай бог. Так вот на крупном предварительная заточка и далее на алмазной чашке доводка. Риски на вольфраме только вдоль , так более концентрирована дуга получается и заметно это когда на очень короткой дуге варишь. Ещё хорошо иметь ручные тиски, для зажима и заточки вольфрама, пальцы будут целы от ожогов.






Удовольствие от высокого качества длится дольше чем радость от низкой цены…
#16 демонстратор
 selco , Я вольфрам точу на полиуритановом саморасширяющемся барабане, сначала одеваю ленту кубитрон Р40 зернистость (3М -искуственный кристал) , потом трайзакт (TZ — специальное зерно от 3м) А100 — А16 (другое обозначение зернистости присущее только трайзакт от 3М — очень мелкое самозатачивающееся зерно — может доходить до Р2500), на фото данный девайс за керамическим спреем стоит. Ставится барабан на УШМ (придумал и сделал сам). Зерна значение имеют . Выше описанная подборка зерен делает точку вольфрама холодной (пальцам не жарко — точу голой рукой), самозатачивающиеся зерна стоят очень долго (в разы). И да — лента устраняет вибрацию почти полностью, в полнотелом круге как его не центруй вибрация на порядок выше. Барабан в момент вращения раскрывает лепестки , оные упираются в ленту (внутреннюю ее часть) и в итоге идельно центрируют сам девайс.
selco , Я вольфрам точу на полиуритановом саморасширяющемся барабане, сначала одеваю ленту кубитрон Р40 зернистость (3М -искуственный кристал) , потом трайзакт (TZ — специальное зерно от 3м) А100 — А16 (другое обозначение зернистости присущее только трайзакт от 3М — очень мелкое самозатачивающееся зерно — может доходить до Р2500), на фото данный девайс за керамическим спреем стоит. Ставится барабан на УШМ (придумал и сделал сам). Зерна значение имеют . Выше описанная подборка зерен делает точку вольфрама холодной (пальцам не жарко — точу голой рукой), самозатачивающиеся зерна стоят очень долго (в разы). И да — лента устраняет вибрацию почти полностью, в полнотелом круге как его не центруй вибрация на порядок выше. Барабан в момент вращения раскрывает лепестки , оные упираются в ленту (внутреннюю ее часть) и в итоге идельно центрируют сам девайс.
Сообщение отредактировал демонстратор: 04 Ноябрь 2014 09:05
#17 Sakhalin_Cat
- Город: Южно-Сахалинск
на полиуритановом саморасширяющемся барабане
Вы бы его сфотали крупно с разных ракурсов. Штука редкая, Думаю тут мало кто видел такие прибамбасы.
У меня надувные для полировки плоскостей используются.
Колечки готовые приобретаете или склеечная машинка есть?
Сообщение отредактировал Sakhalin_Cat: 04 Ноябрь 2014 12:13
#18 демонстратор
Никто ни мог видеть этот прибамбас, я его сам придумал и сам сделал , под стандартные ленты 100х289 (которые идут под надувные/саморасширяющиеся барабаны 100х90Х19 — скорее всего вы именно таким и пользуетесь). Единственное что изменено это ширина барабана (30мм а не 100) , материал -полиуритан а не резина, посадка (М14 а не 19 под шпонку) на ушм ставить. Придумал я его для 3-х целей . 1) зачистка околошовной зоны под узк контроль, 2) делать фаски /плировку (под микрошлиф)на металле, 3)точить быстро и холодно вольфрам. Потом выяснилось , что очень весело этим барабаном (тот что на 30мм) обрабатывать емкости под молоко изнутри самой цистерны), сверла точить, корче функциональная цацка получилась от грубого сноса под фаску (например 20мм лист) до полировки св.швов мед.соудов (чистота Р2500). Ща манагера заставлю фоток нарубить.
Сообщение отредактировал демонстратор: 04 Ноябрь 2014 13:50
#19 selco
Удовольствие от высокого качества длится дольше чем радость от
- Город: Электросталь
Никто ни мог видеть этот прибамбас, я его сам придумал и сам сделал
Тем более тогда фото требуются по подробнее вместе с УШМ.
Удовольствие от высокого качества длится дольше чем радость от низкой цены…
#20 Sakhalin_Cat
- Город: Южно-Сахалинск
Где-то были заводские, ссылку найду выложу.
Сообщение отредактировал Sakhalin_Cat: 04 Ноябрь 2014 14:30
Источник