- Барабанные гвозди своими руками
- Схема и устройство станка для изготовления гвоздей из проволоки
- Схема гвоздильного станка с описанием принципа действия
- Преимущества и недостатки прессовального станка для производства гвоздей
- Промышленное изготовление проволочных гвоздей в домашних условиях
- ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ГВОЗДЕЙ
- ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА БОБИННЫХ (БАРАБАННЫХ) ГВОЗДЕЙ ПОД ПНЕВМОПИСТОЛЕТЫ
- Барабанные гвозди для гвоздезабивных пистолетов
- Производство бобинных (барабанных) гвоздей
- Станок-коллатор для сварки гвоздей на проволоку серии RCN-1000
- Описание станка для производства барабанной ленты гвоздей
- Одной рукой: изобретён полуавтоматический молоток-гвоздезабиватель
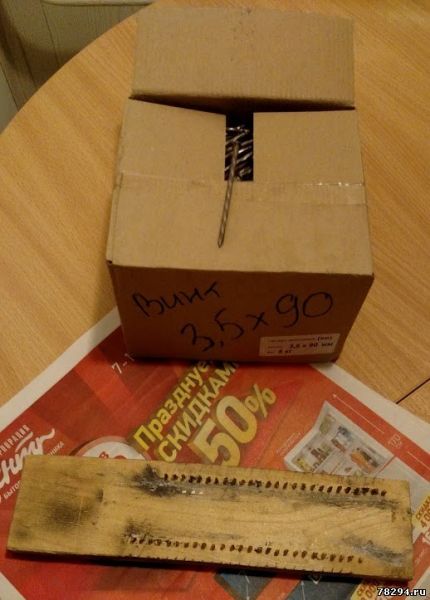
Барабанные гвозди своими руками
Купил гвозди винтовые 3,5*90мм (5кг — 350р)
Гвозди без покрытия
В килограмме — по ТУ 14-4-1161-2003 — 181шт, по моим измерениям обычно- 172шт, но проверим
И достал станочек
Осталось купить герметик (в бобре 69р за 280гр тубу, заберу все сразу) и нарезать бумагу офисную на полоски по 3,5-4см
Выход должен быть — 900 гвоздей за 450р+работа
В трасти 3,1*88 гладкие — 770руб+доставка за 900шт
1) Покупаем акриловый герметик по 69р самый дешевый

2) Режем бумагу а4 на полоски — надо 72 полоски на коробку гвоздей — это 9 листов бумаги всего
и заряжаем герметик в пистолет

3) Кладем полоску бумаги в станок

4) наносим 2 валика герметика

5) Раскладываем гвозди и сверху наносим еще 2 валика герметика

6) Кладем сверху еще бумажную полоску и проглаживаем
Вынимаем гвозди из станка (используем брусочек которым поддеваем гвозди по всей ширине возле острия движением вверх)

повторяем все снова

Через 2 часа можно отрезать излишки бумаги и сложить все в эту же коробку в 2 ряда, все отлично влазит
Итого очень не спеша — 3минуты — 25шт (с короткими намного быстрее получается работать, а с оцинкованными еще быстрее)
120 минут — 1000шт
Итог склейки коробки гвоздей:
пересчитал — 849 гвоздей в 5 кг коробке
израсходовал ровно 1 тубу герметика
Источник
Схема и устройство станка для изготовления гвоздей из проволоки

Принцип действая ударного станка для серийного производства проволочных гвоздей разных размеров – весьма прост и понятен. А следовательно и усройтсво станка освоить совсем не сложно. Он не требует высокой квалификации для его настройки и обслуживания. Поэтому данный вид оборудованния можно смело преобретать в б/у состоянии, тогда его цена начинается от 2800$. Стартуя с этой цены можно приобрести станки для изготовления гвоздей из проволоки диаметром до 4мм и длинной до 120мм. Серийное производство гвоздей на собственном станке – это стабильный источник дохода в гараже или в домашних услвоиях.
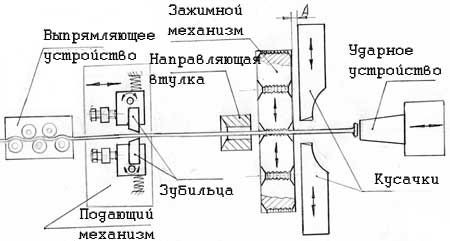
Схема гвоздильного станка с описанием принципа действия
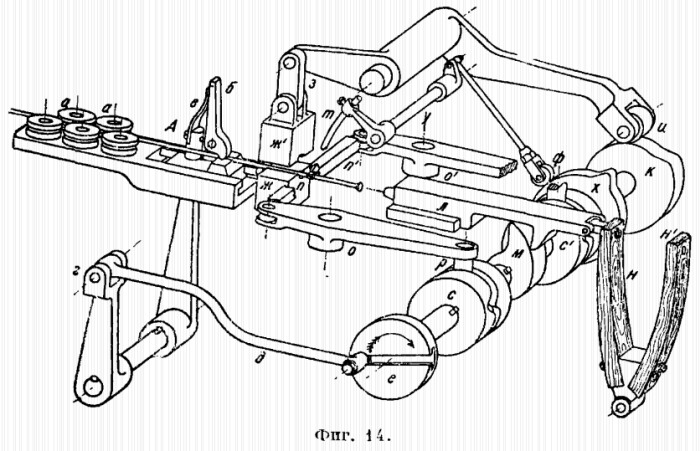
Схематическое изображение устройства ударного аппарата.
Проволочные гвозди производят на ударных и прессовальных машинах. Наиболее распространены ударные станки, формирующие гвоздь ударом двумя молотами.
Проволоку пропускают между двух рядов роликов а, а. Далее она попадает в подаватель А (образованный собачкой б и прижимающей ее пружиной в), который совершает колебания, амплитудой, равной длине гвоздя с запасом для формирования шляпки. Для увеличения/уменьшения амплитуды служит палец кривошипа е. В движение подаватель приводят кривошип е, тяга д, система рычагов г.
Пройдя подаватель, проволока прогоняется между зажимными щеками ж, ж’, причем ж – статична, на ж’- воздействует прижимная сила рычага з, движимого фигурной шайбой к (фигура 14).
Щеки оснащены зубчатыми канавками, позволяющими фиксировать проволоку при расклепывании головки. Также в щеках имеется форма, соответствующая геометрии нижней части шляпки.
За щеками расположены ножи п, п’, движимые соответственно рычагами о, о’, которые приходят в движение под воздействием шайб с и с’, на внешней поверхности которой прорезаны фигурные канавки (фигура 14).
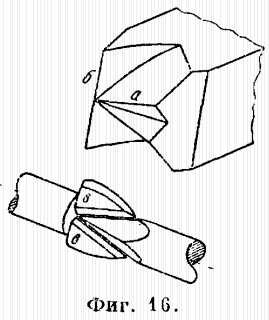
Ножи имеют пирамидальную форму (фигура 16). Вырез а служит для прессования острого конца, лезвия б – срезают лишнее. Оставшиеся «лепестки» убираются во время полировки.
Избежать быстрого затупления ножей позволяет конструктивная особенность, при которой ножи едва касаются друг друга. Такая конструкция не позволяет полностью отрезать гвоздь. Окончательное отделение изделия от проволоки происходит с помощью выбрасывателя т, движение которому сообщают рычаги у и тяга ф, приводимые в действие кулачком х.
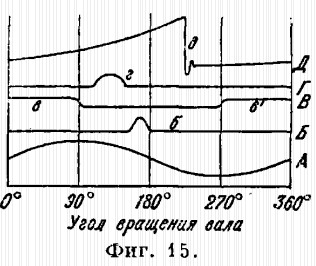
По выступу молота л ударяет рессора н, н’, сообщая ему импульс. Молот ударяет по гвоздю, формируя шляпку. Деревянная рессора (в некоторых машинах стальная) сжимается с помощью кулачка м. (фигура 15, кривая Д).
На графике (фигура 15) изображен порядок отдельно взятых рабочих ходов станка для производства гвоздей. Подавателю, который подает проволоку вперед, соответствует кривая А.
Ходы щек, удерживающих проволоку, описаны кривой В (когда подаватель двигает проволоку в обратном направлении, щеки ее не фиксируют).
Рабочий ход ножниц с момента фиксации проволоки описан кривой Г.
Работа выбрасывателя, отделяющего готовое изделие, показана кривой Б.
Последовательность работы молота видна на кривой Д.
Далее подаватель занимает крайнюю рабочую точку, щеки размыкаются, рабочий цикл начинается с начала (кривая В).
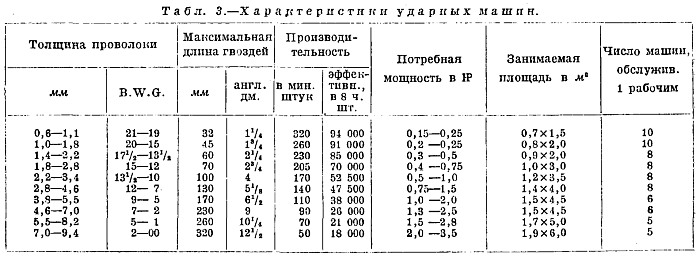
Разница между номинальной и реальной производительностью составляет порядка 20-40%. Причиной тому простои, обусловленные заменой и установкой инструмента, заправка станков новыми кругами проволоки, браком и пр. При изготовлении гвоздей, от 2,5% до 3,5% материала теряется на «лепестках». До 1% доходят потери на брак.
Преимущества и недостатки прессовального станка для производства гвоздей
Прессовальные машины обладают более высокой производительность, но требуют частой замены матриц и щек. Высокие нагрузки на формирующие элементы станков приводят к их быстрому износу.
Прессовальные машины устроены аналогично, но в них вместо молота, установлен штамп, формирующий головку гвоздя постепенным нажимом. Штамп приводится в действие фигурной шайбой либо эксцентриком. В обратном направлении проволока подается принудительно (в отличие от ударных станков, где оно происходит под действием пружины). Такая конструкция повышает производительность практически в 2 раза. В прессовальных машинах отбросы производства составляют порядка 3% от веса использованной проволоки. Это «лепестки» и брак.
Промышленное изготовление проволочных гвоздей в домашних условиях

Обыкновенные гвозди изготавливают из необожженной проволоки. Материалом служит литое железо с характеристиками:
- С 0,18-0,25%;
- Р 0,02 – 0,06%;
- сопротивление на разрыв при удлинении не более 28%, 45-50 кг/мм2, полученное томасовским процессом.
Зазубренные гвозди производят из проволоки, которую после волочения отжигают, подвергают травлению разбавленной серной кислотой с последующим гашением известковым молоком и сушкой. Затем протягивают и выпрямляют на деревянных щеках.
Гвозди с тонкими шляпками большого диаметра, включая толевые, изготавливают из высококачественного Сименс-мартеновскую литого железа с характеристиками:
- С 0,03%;
- Р до 0,03%;
- сопротивление на разрыв при удлинении до 34% и одновременном уменьшении диаметра до 75%, 34-37 кг/мм2.
После волочения до диаметра, близкого к заданному, проволоку отжигают, удаляют с нее окалину и повышают жесткость, протягивая в 1 ход.
На штукатурные, трубные, бочарные костыльки идет проволока из литого железа, полученная томасовским методом, которую подвергают отжигу, снова протягивают и дважды волочат до получения установленного диаметра.
Для гвоздей с большими шляпками различных форм (полукруглая, алмазная и пр.) берут волоченную не отожженную Сименс-мартеновскую проволоку.
Отожженная и оцинкованная проволока используется при производстве скоб, фиксирующих колючую проволоку на столбах при установке проволочных заграждений.
Источник
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ГВОЗДЕЙ
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА БОБИННЫХ (БАРАБАННЫХ) ГВОЗДЕЙ ПОД ПНЕВМОПИСТОЛЕТЫ
Барабанные гвозди для гвоздезабивных пистолетов
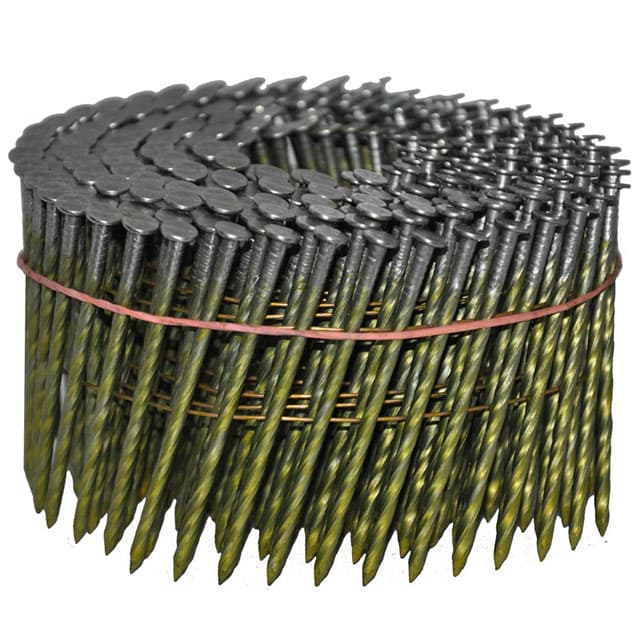


Гвозди барабанные или гвозди в катушке используются в нейлерах (гвоздезабивных пневмопистолетах). Один работник с таким пневмомолотком и набором барабанных гвоздей способен заменить несколько человек использующих обычные молотки и обычные гвозди. Этот метод является наиболее безопасным для работника, так как все автоматизировано, риск повреждений и увечий снижается до минимума. Гвозди бобинные позволят значительно удешевить производимую продукцию и повысить производительность работников.
Наиболее широко применяются барабанные гвозди в строительстве, деревянном домостроении, для производства тары деревянных ящиков, для скрепления деревянных поддонов, европоддонов и контейнеров, половых досок и деревянных конструкций, где требуется высокая прочность соединения.
Гвозди катушечные (бобинные) делятся на три группы: гвозди барабанные винтовые (гвозди с винтовой накаткой), гвозди барабанные ершенные (гвозди с кольцевой накаткой), гвозди барабанные гладкие. Гвозди барабанные иногда называют гвозди в обоймах, гвозди в бобинах, гвозди в кассетах или гвозди в рулонах, что по сути одно и тоже. Обойма или бобина или барабан или кассета представляет собой ленту, состоящую из гвоздей скрепленных на омедненной проволоке.
Производство бобинных (барабанных) гвоздей
При производстве таких бобинных (барабанных) гвоздей под пневмопистолеты используются станки-коллаторы, приваривающие гвозди на проволоку. В качестве заготовки для станка-коллатора используются ершённые, винтовые либо специальные или гладкие гвозди. Станок-коллатор имеет встроенную систему покрытия лаком и окраски.
Для полного цикла производства бобинных (барабанных) гвоздей, как правило, необходим следующий набор оборудования:
- гвоздильные автоматы
- накатные автоматы (для ершёных и винтовых гвоздей)
- галтовочные установки для для очистки гвоздей от масла, грязи, ржавчины, обсечки и других остатков
- оборудование для нанесения антикоррозионного покрытия (при необходимости)
- станок-коллатор для сварки гвоздей на проволоку
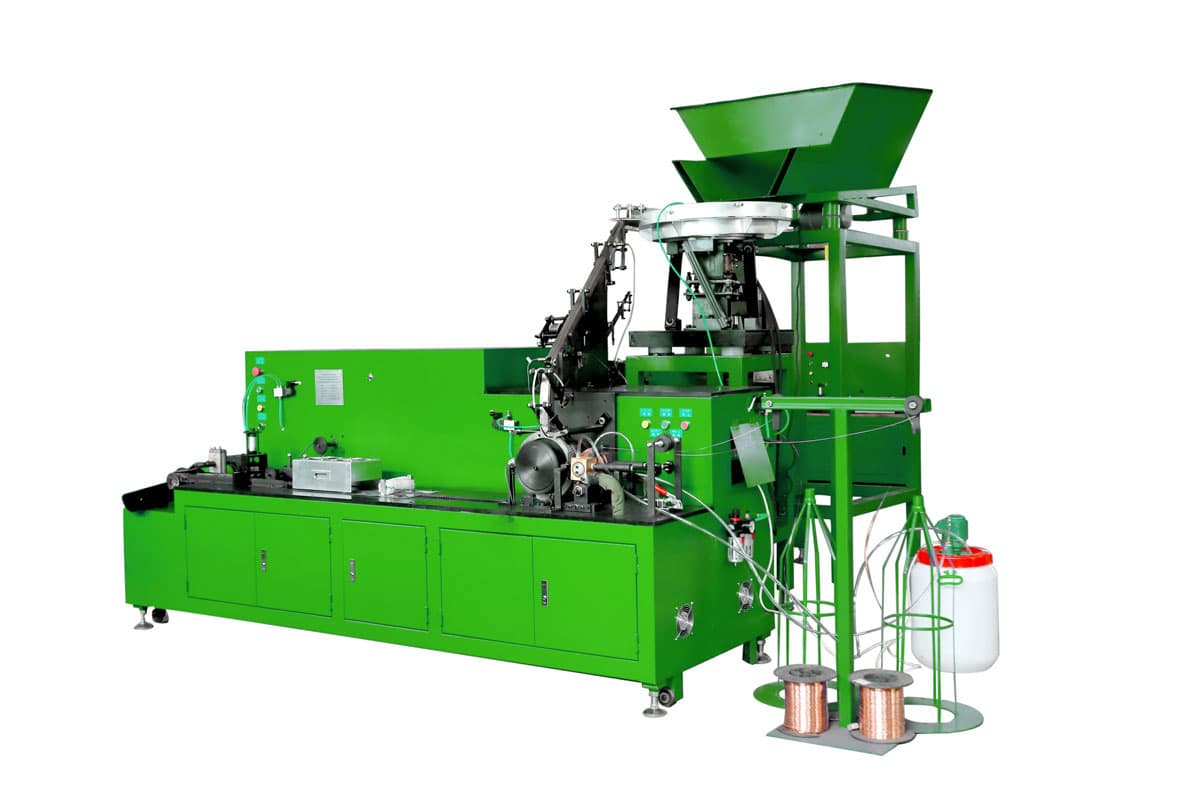
Станок-коллатор для сварки гвоздей на проволоку серии RCN-1000
Высокоскоростной станок-коллатор специально разработан для автоматической сборки готовых гвоздей в бобины для гвоздезабивных пневмопистолетов.


Описание станка для производства барабанной ленты гвоздей
Станок-коллатор для барабанных гвоздей – это стационарный среднегабаритный автоматический электропневматический сварочный станок непрерывного действия, предназначенный для эксплуатации в условиях металлообрабатывающих предприятий с наличием энергетической сети 380В, где задействуются для связки гвоздей стальной проволокой в барабанные обоймы, которые массово используются как расходных материал для строительных пневмопистолетов.
Машина для сварки барабанной ленты из гвоздей абсолютно устойчива на плоской фундаментальной плите. В верхней части конструкции установлен габаритный ящик-бункер, откуда гвозди дозированно передаются в вибрационный питатель, где под действием колебаний поступают в наклонную направляющую рейку и поштучно перемещаются в зону сварки. Вместимость бункера по запросу заказчика может быть выбрана до 500 кг.
Связующая проволока двумя параллельными линиями из габаритных разматывающихся бухт втягивается туда же. Гвозди поступают на диск накопления, где проворачиваются и подвергаются привариванию двумя точками к линиям проволоки, после чего выполняется окрашивание и сушка полученной полосы. В станке применятся современная технология инверторной сварки, что снижает потребление энергии, и повышает экономичность эксплуатации. В отличие от традиционного метода регулировки силы сварочного тока, в этом станке регулировка силы тока сварки осуществляется через регулировку сварочной частоты.
На конечном этапе полоса сворачивается в бобину, и её длина отсекается от общей. Операционное пространство имеет искусственное освещение. Коллатор для производства барабанной ленты гвоздей (под гвоздезабивной пневмопистолет) оснащается системой автоматического управления на платформе цифровых технологий. Программируемый логический контроллер имеет цветной сенсорный экран для ввода и отслеживания параметров цикла. Интерфейс программного обеспечения позволяет в кратчайшее время освоить управление агрегатом.
Источник
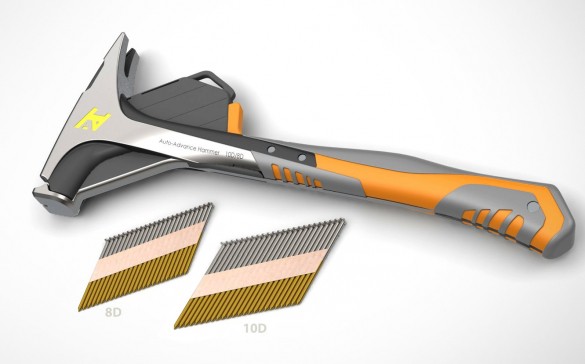
Одной рукой: изобретён полуавтоматический молоток-гвоздезабиватель
Каждый, кто занимался строительством, хоть раз, но попадал молотком по пальцам. Это, конечно, неприятно, но ещё больше раздражает необходимость постоянно работать двумя руками. Особенно если приходится забивать гвозди в неудобных местах, или если стройка ведётся на высоте. Кроме этого, при однообразной работе, например, сборке деревянного каркаса, хочется ускорить процесс забивания гвоздей. Но не каждый может позволить себе купить электрический или пневматический нейлер. Выход предлагает изобретатель из США Майкл Янг. Парень сделал полуавтоматический молоток, который может заменить механический гвоздезабиватель.


От идеи до воплощения задумки у меня ушло 6 лет. В итоге, методом проб и ошибок, мне удалось сконструировать молоток, в который вставляется обычная кассета с гвоздями от нейлера, а работа ведётся только одной рукой.
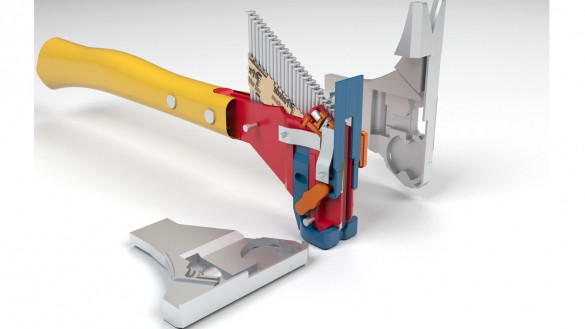
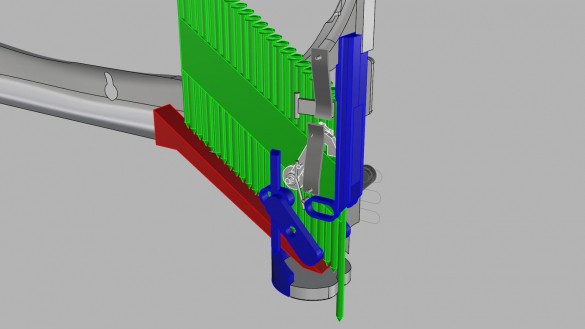
Промежуточные варианты молотка.
Чтобы использовать молоток Майкла, рабочему нужно нажать на рычаг сбоку бойка.

Вставить в обойму кассету с гвоздями.


Легким ударом по боковой части головки молотка взвести ударный механизм.
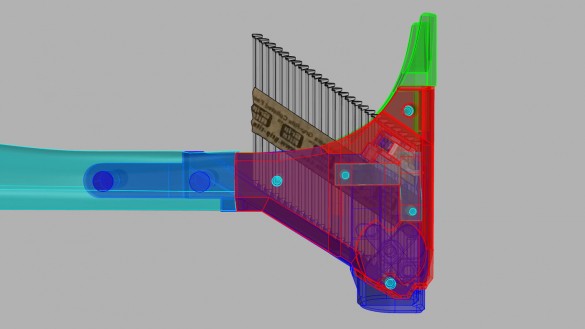
Ударить по материалу.

Гвоздь глубоко вонзается в деталь и дальше забивается в обычном режиме.
Для работы не требуется электричество или пневмокомпрессор. Зарядить молоток можно кассетой от 10 до 22 гвоздей. Если использовать кассету с большим количеством метизов, то это затруднит работу из-за смещения центра тяжести молотка.

Наловчившись, можно забивать гвозди одной рукой с очень высокой скоростью, причем, гарантированно не попадая себе по пальцам. Инструмент, конечно, не заменит нейлер, но, думаю, станет весомым подспорьем для обычных рабочих. Пока я собрал рабочий образец из пластика, распечатав детали, кроме стального ударного механизма, на 3D принтере. Потом молоток, как и обычный, будет изготовлен из дерева и стали.
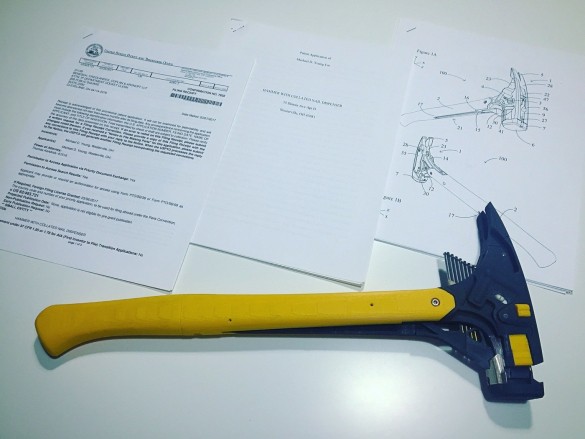
Майкл разработал полный комплект чертежей, запатентовал своё изобретение и предложил его крупным американским производителям строительного инструмента.

Несмотря на повышенный интерес со стороны профессиональных плотников и строителей, полуавтоматический молоток-нейлер ещё не запущен в производство. По словам Майкла, в последний момент, из-за смены руководства компании, которая заинтересовалась новинкой, сделка по продаже патента сорвалась. Пока судьба изобретения находится в подвешенном состоянии. Майкл не теряет надежду на то, что его инновация воплотится в металле и появится в широкой продаже.

На портале есть тема, где даны рекомендации по выбору типа нейлера и расходных материалов.
Источник