- Блок такелажный своими руками
- Конструкция блока
- Разнообразие блоков
- Теги: такелаж
- Имитация блоков у моделей кораблей мелких масштабов.
- Рис. 1. Блоки:
- а) части блока: корпус (щеки), нагель, шкив; б) одношкивный блок; в) двушкивный блок с двумя кипами для стропа; г) трехшкивный блок с двумя кипами для стропа; г) направляющий вант-коуш с желобом для бензеля.
- Рис. 2. Вырезание щек блоков из полоски
- Рис. 3. Склеивание двух половинок блока.
- Рис.4. Строп для блока.
- Рис. 5. Изготовление блоков вторым способом.
- Мощный блочок без токарных работ своими руками
Блок такелажный своими руками


Раз уж есть Нива, набор строп и лебёдка, то должен быть и блок! Но цена готового в
3-4 тысячи это несколько дорого. Поэтому решил сделать его сам. Все его части сделал из нержавейки. Сам блок выточил диаметром 100, а внутрь запрессовал подшипник. Пластины сделал толщиной 6мм. Выглядит конечно не как заводской, но по надёжности уверен, что не уступит. Да и ржаветь там нечему после говен)

Такелажные блоки известны издревле. Еще за много столетий до того, как их отнесли к данной категории, устройства для поднятия и перемещения грузов. Применялись мореходами и строителями.
Конструкция блока
Сравнивая конструкции блоков древних деревянных и современных металлических, приходим к выводу, что приспособление хорошо продумано и не требует усовершенствования.

- Корпус — достаточно прочный элемент, который может быть выполнен из дерева, металла, пластика. Наибольшее распространение получили металлические изделия. В конструкцию входит подвес, как единая часть или через вертлюг.
- Нагель — ось внутри корпуса блока.
- Шкив — ролик (диск), также может быть изготовлен из дерева, металла или пластика, по которому проходит трос, канат, цепь. Шкив вращается вокруг свой оси. В конструкцию может входить один или более дисков. В шкиве имеется углубление, называемое кипом.
- Щека — поверхность перегородки (одной или более) между роликами, которая отделяет их, не позволяя происходить постоянному взаимодействию — трению между собой. Благодаря этому элементу соседние шкивы могут вращаться в противоположные стороны.
- Вертлюг — приспособление, которое выступает и как самостоятельное устройство. Применение вертлюга на блоке необходимо, где есть нежелательное перекручивание каната или требование по изменению направления в процессе эксплуатации.
Разнообразие блоков
В ассортименте ГОСКРЕП есть как блоки с вертлюгом, так и без, одно- и двухшкивные, с металлическим и пластиковым шкивом. Это наиболее используемые варианты такелажа. Если Вам требуется более специфические приспособления, Вы всегда можете обратиться к менеджерам компании и сделать заказ.
Теги: такелаж
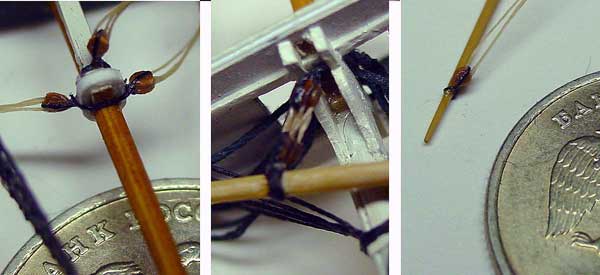
Имитация блоков у моделей кораблей мелких масштабов.
Занимаясь миниатюрами, в свое время столкнулся с необходимостью серийного изготовления блоков такелажа парусного судна в масштабе 1:500 — 1:600. Изготовить действующую копию блока в таком масштабе хотя и реально (некоторые кексы блох подковывают), но технически несколько затруднительно, учитывая общее количество блоков на корабле. Поэтому речь пойдет о процессе изготовления имитации блока, который позволит вам после обретения некоторой сноровки оснастить свою модель такелажем с блоками размером от 0,5 мм без ущерба для времени общения с семьей, телевизором, пивной кружкой или баней.
Сначала о сути рассматриваемого предмета. Непосредственно блок состоит из деревянных или металлических щек, которые образуют корпус блока, между щеками находятся один или несколько шкивов, изготовленных из бакаута или меди, шкивы вертятся на металлической оси, называемой нагелем. Чтобы бакаутовые шкивы не размалывались на нагеле, в середину шкива врезали медную втулку, в середине втулки выбирали желоб для смазки. На щеках деревянных блоков выбирали один или два желоба для стропов, эти желоба называли кипами. Щеки блока состояли из боковых досок, средней доски и вкладышей. Эти части скреплялись между собой сквозными заклепками на медных шайбах.

Рис. 1. Блоки:
а) части блока: корпус (щеки), нагель, шкив; б) одношкивный блок; в) двушкивный блок с двумя кипами для стропа; г) трехшкивный блок с двумя кипами для стропа; г) направляющий вант-коуш с желобом для бензеля.
В русском флоте различали обыкновенно сделанные, толстоходные, тонкоходные и специально сделанные блоки.
Толстоходные блоки имели более толстые щеки и шкивы, чем обыкновенные блоки и применялись там, где снасть выдерживала очень большое напряжение.
Тонкоходные блоки имели более тонкие щеки и более тонкие шкивы большого диаметра, чем обыкновенные. Тонкоходные блоки употреблялись там, где снасть должна проходить в блок с большой быстротой, или где требовалось увеличить силу, не увеличивая числа шкивов.
Блоки различали по количеству шкивов — одношкивные, двушкивные и трехшкивные, а так же по количеству кипов — однокипные и двукипные.
К особенно сделанным блокам относили: гитов блок, анапуть блок, комель блок, лонгтакельный блок, лот линь блок и канифас блок, так как их формы отличались от обыкновенных.
Изготавливались так же деревянные блоки с железной оковкой, с вертлюжными гаками и скобами. Оковка могла быть наружной или внутренней.
Главные достоинства блоков с железной оковкой заключались в их прочности и в простоте разборки для осмотра и смазки. Такие блоки употреблялись на топенанты нижних и марса-реев, брасы и марса-брасы, дирик-фалы, гафель-гордели и т.д.
Длина всех блоков, кроме канифас блоков, измерялась в английских дюймах по длине щеки.
Величина блоков зависит от толщины продеваемых в них снастей. Для того, чтобы подобрать блок по толщине снасти не продевая в него ее саму применяли следующее правило: длина обыкновенного блока должна составлять три толщины снасти, толстоходного блока две толщины, тонкоходного — пять толщин. Современному моделисту рекомендую не забывать, что толщина снасти измерялась по длине окружности в дюймах. В отечественном флоте одношкивные блоки имели длину от 4 до 27 дюймов, двушкивные от 5 до 26, трехшкивные от 13 до 24. Обыкновенные двушкивные не превышали 19 дюймов. Толстоходные одношкивные изготавливали от 6 до 16 дюймов и употреблялись на чиксах грот-мачты, для шкотов и галсов нижних парусов, для риф-талей на боковых шкаторинах марселей, для фока- и грота- топенантов на эзельгофтах судов ниже фрегата и проч. Таким образом несложно подсчитать, что, например, длина толстоходных блоков в шкотовых углах нижних парусов модели линейного корабля , выполненного в масштабе 1:540 и представленного в Галерее, должна составлять 0,75 мм. Толстоходные двушкивные блоки делали от 10 до 16 дюймов и употребляли в основном для фока- и грота-топенантов на эзельгофтах кораблей и фрегатов. Тонкоходные одношкивные изготавливали от 12 до 26 дюймов и употребляли для фока- и грота-брасов на ноках реев, на нижние блоки фор- и грот-марса фалов, ватер-талей и ундер-фока. Тонкоходные двушкивные изготавливали от 11 до 26 дюймов и употребляли на верхние блоки фор- и грот-марса фалов.
Курти упоминает о специальной машине для изготовления блоков. В России тоже применялись подобные машины, причем из заготовки вытачивалось сразу четыре блока, время на их изготовление составляло около получаса. Примерно такое же время необходимо на изготовление четырех блоков описываемыми ниже способами.
Итак, в зависимости от настроения, времени суток и погоды я применяю один из двух способов изготовления миниатюрных блоков.
1. В качестве материала для изготовления блоков используется покрытие, применяемое в мебельном производстве для облагораживания ДСП. Лет десять тому назад купил пачку таких обрезков в магазине . Оно с успехом может быть заменено ватманом или шпоном толщиной 0,15-0,25 мм. Ватман, для придания ему большей жесткости, предварительно тонируется морилкой или краской и пропитывается клеем ПВА или разведенным лаком для дерева . Затем отрезается полоска подготовленного материала по ширине, соответствующая ширине щек имитируемого блока. Срезаются уголки с одной стороны и будущая заготовка отрезается по длине щеки, а затем отрезаются уголки с другой стороны, таким образом блоку придается его форма (Рис.2).
Рис. 2. Вырезание щек блоков из полоски
Заготавливается необходимое количество щек. Затем подготавливается нить, имитирующая снасть. Если под рукой нет специальной нити, по толщине соответствующей масштабу модели (от использования лески, волос, полимерного волокна я после определенного количества опытов отказался) то ее можно изготовить следующим способом: от катушки капроновой нити соответствующего цвета отрезается отрезок длиной 10-15 см. Нить распускается на пряди — их обычно 2-3. Для того, чтобы прядь стала ровной, ее надо термически обработать — нагреть в натянутом состоянии над электрической плиткой. Это очень тонкая процедура: необходимо уловить момент , когда волокна пряди начинают плавиться, слегка растягиваться и слипаться между собой, но не передерживать над плиткой, иначе прядь порвется. Это достигается подбором расстояния над плиткой и ее температурой. Теперь непосредственно процесс изготовления блока. Заготовка щеки ложится внутренней стороной вверх, кончик пряди обмакивается в клей (я применяю цианакриловый суперклей в маленьких тюбиках) и приклеивается к щеке, аналогично приклеивается вторая прядь — таким образом имитируется снасть, продеваемая в блок. Если имитируется блок талей или горденей, то приклеивается три нити, средняя из которых имитирует коренной конец, а две боковые — ходовой. Затем сверху приклеивается другая щека, таким образом получается блок с продетой снастью ( Рис.3).
Рис. 3. Склеивание двух половинок блока.
В случае, если щеки легли друг на друга не совсем точно, торцы готового блока подравниваются ножом. Теперь необходимо готовый блок остропить. Нить, имитирующая строп, приклеивается к одной из щек вдоль нее. Конец, направленный в сторону снасти, обворачивается вокруг блока и на верхнем его торце связывается с другим концом пряди, имитирующей строп (Рис.4).

Рис.4. Строп для блока.
Количеством узлов регулируется длина стропа, свободными концами строп привязывается к рангоутному дереву или парусу. Чтобы строп впоследствии не гулял, его вместе с блоком покрываю слоем суперклея. Осталось затонировать гуашью торцы блока под цвет щек и блок готов.
Аналогичным образом изготавливаются двушкивные блоки.
2. Суть второго способа заключается в том, что щеки блока не вырезаются из узкой полоски, а изготавливаются с помощью специальной выколотки. Последняя сделана из иглы от капельницы соответствующего диаметра : наклонное острие спиливается, а торец затачивается. Выбитые таким несложным девайсом кружки ватмана или шпона выталкиваются из иглы с помощью тонкой проволоки и служат для изготовления щек. Как и в первом способе, на них наклеиваются пряди снасти, сверху приклеивается еще один кружок, затем изделию придают форму блока, срезая с боков излишки (Рис. 5).

Рис. 5. Изготовление блоков вторым способом.
Конечные результаты всех действий :
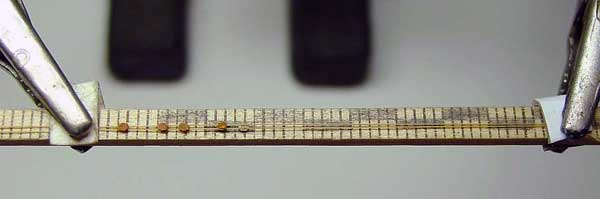
И наконец об изготовлении талей и горденей. Для того, чтобы изготовить несколько талей одного размера, я укрепляю в зажимы отрезок шкалы деревянной линейки. На шкалу укладываю параллельно две пряди, располагая их на расстоянии чуть меньшем, чем ширина блоков и прижимаю зажимами к самой шкале. Для этого между и шкалой помещаю кусочки картона. Затем между прядями и шкалой помещаю заранее заготовленную щеку блока, наношу каплю клея и сверху накрываю второй. На необходимом расстоянии от первого блока аналогичным способом изготавливается второй блок, затем на этих прядях так же делаются остальные тали. После этого разрезается на отдельные тали. Осталось, как и в первом способе, обровнять торцы, ввязать блоки в стропы и снасти, укрепить при необходимости сборку клеем и закрасить торцы под цвет блоков.
Попутного ветра, надеюсь не зря давил клавиши своего бука и кто-то извлечет для себя полезное зерно.
Источник
Мощный блочок без токарных работ своими руками


Нужно было изменить конструкцию подвеса в теплицах, где применил блочную систему для натяжки троса 3 мм, при изгибе его на 90°, поэтому понадобилось несколько блочков.
Наверняка есть другие, но продаже нашёл только такой как на фото не совсем внушивший мне доверия, на вид красивый, но совершенно не удовлетворительный, по функционалу, а именно надёжности, плюс цена (нужно было 8 штук).



Описываемый в данной публикации блочок рассчитан на тросик Ø 3 — 4 мм и на нужный мне радиус его изгиба, но по такому же принципу можно изготовить блок и для другого диаметра троса и предельной нагрузке, которая будет зависеть лишь от выбора такелажной серьги.
Конечно же, он не рассчитан на большие скорости вращения, но для работы в условиях, где этого не требуется, он вполне подходит, главное — это его мощность, а значит и надёжность.
А если изготовить шкив на токарном станке, то блочок будет соответствовать абсолютно всем, необходимым к нему, требованиям.


Шайба М8 — 2 шт.
Внимание! Должны быть одинаковые, учитывая, что шайбы попадаются разные, и по диаметру, и по толщине.
Я подобрал шайбы суммарной толщиной 4 мм, что мне и было нужно.



Изготовление сразу нескольких блоков занимает совсем немного времени, если выполнять каждую отдельную операцию, сразу для всех заготовок.
Собрать приготовленные комплектующие вместе.



Сверлить на всю длину винта не нужно, а лишь на необходимый размер.
Болгаркой, отрезным кругом толщиной 1 мм, срезать головку винта и гайку на толщину 1,5 ÷ 2 мм от плоскости крайних шайб.


Внимание! Такой вариант изготовления блока предусматривает возможность неприменения сварочного аппарата, но будет лучше, если перед срезом или после, прихватить электросваркой (две-три точки) к крайним широким шайбам головку винта и гайку.
С помощью подходящего приспособа, диаметром немного большим, чем толщина изготовленного шкива, немного развести «рога» серьги (в качестве приспособа я использовал сверло Ø 12 мм).



Внимание! Всё изготовляется без токарной обработки, поэтому без подгонки, для свободного вращения шкива, не обойтись.
Мощный блочок, для тросика 3 ÷ 4 мм, изготовленного без токарных работ готов.
Источник