- Как сделать пружину в домашних условиях своими руками
- Что потребуется
- Пошаговая инструкция
- Как навить бочкообразную пружину
- НА ТОКАРНОМ СТАНКЕ МОЖНО НАВИТЬ ПРУЖИНУ ДЛИНОЙ С ЖЕЛЕЗНОДОРОЖНЫЙ СОСТАВ, А ЕСЛИ ХОТИТЕ, ТО И ДЛИННЕЕ. И ОНА ,К ТОМУ ЖЕ МОЖЕТ БЫТЬ «РАЗНОДИАМЕТРОВОИ».
- Как навить бочкообразную пружину
- Витые пружины сжатия: особенности конструкции и эксплуатации
- Требования к пружинам
- Требования к материалу
- Особенности технологии
- Технология холодной навивки пружин без закалки
- Технология холодной навивки пружин с закалкой и отпуском
- Технология горячей навивки пружин с закалкой и отпуском
- Используемое оборудование и оснастка
- Как сделать пружину в домашних условиях своими руками
- Что потребуется
- Пошаговая инструкция
- Изготовление пружин
- Принятые обозначения при проведении расчётов
- Сталь для изготовления пружин
Как сделать пружину в домашних условиях своими руками
Чаще всего вопрос о том, как сделать пружину самостоятельно, используя для этого подручные средства, не возникает. Однако бывают ситуации, когда пружины требуемого диаметра нет под рукой. Именно в таких случаях возникает потребность в изготовлении этого элемента своими руками.
Изготовить небольшую пружину вполне реально
Конечно, пружины для ответственных механизмов, работающих в интенсивном режиме, лучше всего изготавливать в производственных условиях, где есть возможность не только правильно подобрать, но и соблюсти все параметры технологического процесса. Если же нестандартная пружина вам требуется для использования в механизме, который будет эксплуатироваться в щадящем режиме, то можно сделать ее и в домашних условиях.
Что потребуется
Чтобы сделать пружину своими руками, подготовьте следующие расходные материалы и оборудование:
- стальную проволоку, диаметр которой должен соответствовать размеру поперечного сечения витков вашего будущего пружинного изделия;
- обычную газовую горелку;
- инструмент, который обязательно есть в каждой слесарной мастерской;
- слесарные тиски;
- печь, в качестве которой может быть использовано и нагревательное устройство бытового назначения.
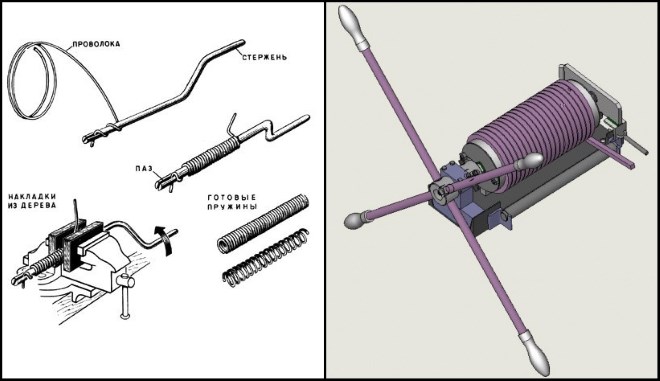
Навивать спираль легче с помощью приспособлений, конструкция которых зависит от размеров и жесткости пружины
Проволоку, если ее диаметр не превышает 2 мм, можно не подвергать предварительной термической обработке, так как ее легко согнуть и без этого. Перед тем как наматывать такую проволоку на оправку требуемого диаметра, ее необходимо разогнуть и тщательно выровнять по всей длине намотки.
Выбирая диаметр оправки, следует учитывать размеры пружины, которую вы собираетесь сделать в домашних условиях. Чтобы компенсировать упругую деформацию проволоки, диаметр оправки выбирают несколько меньше, чем требуемый размер внутреннего поперечного сечения будущего изделия.
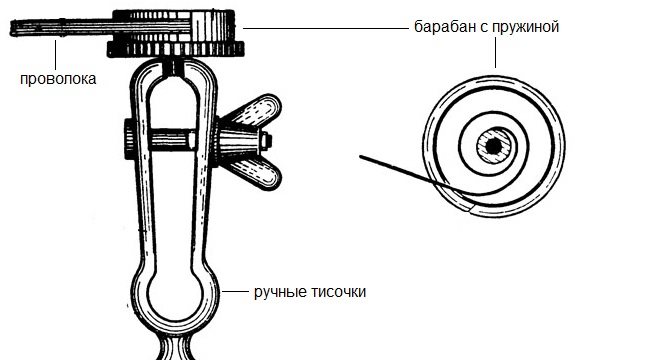
Приспособление для навивки спиральной пружины
В том случае, если диаметр проволоки, из которой вы своими руками собираетесь сделать пружину, больше 2 мм, ее необходимо предварительно отжечь, так как без такой процедуры выравнивать ее и навивать на оправку будет затруднительно.
Пошаговая инструкция
Первое, что необходимо сделать, если вы собираетесь изготовить пружину своими руками, – это подобрать материал для такого изделия. Оптимальным материалом в данном случае является другая пружина (главное, чтобы диаметр проволоки, из которой она изготовлена, соответствовал поперечному сечению витков пружины, которую вам надо сделать).

Подбирая материал от старой пружины, вы будите уверены, что проволока сделана из закаленной высокоуглеродистой стали
Отжиг проволоки для пружины, как уже говорилось выше, позволит вам сделать ее более пластичной, и вы без особого труда сможете выровнять ее и намотать на оправку. Для выполнения такой процедуры лучше всего использовать специальную печь, но если таковой нет в вашем распоряжении, то можно воспользоваться любым другим устройством, растапливаемым дровами.
В такой печи необходимо разжечь березовые дрова и, когда они прогорят до углей, положить в них пружину, проволоку от которой вы собираетесь использовать. После того как пружина раскалится докрасна, угли надо сдвинуть в сторону и дать нагретому изделию остыть вместе с печью. После остывания проволока станет значительно пластичней, и вы без труда сможете работать с ней в домашних условиях.
Ставшую мягкой проволоку следует тщательно выровнять и начать наматывать на оправку требуемого диаметра. При выполнении такой процедуры важно следить за тем, чтобы витки располагались вплотную друг к другу. Если вы никогда не занимались намоткой пружин ранее, можно предварительно посмотреть обучающее видео, которое несложно найти в интернете.

Для намотки небольшой пружины можно использовать шуруповерт
Чтобы ваша новая пружина обладала требуемой упругостью, ее необходимо закалить. Такая термическая обработка, как закалка, сделает материал более твердым и прочным. Для выполнения закалки готовую пружину надо нагреть до температуры 830–870°, для чего можно использовать газовую горелку. Ориентироваться на то, что требуемая температура закалки достигнута, можно по цвету раскаленной пружины: он должен стать светло-красным. Чтобы точно определить такой цвет, также ориентируйтесь на видео. После нагрева до требуемой температуры пружину необходимо охладить в трансформаторном или веретенном масле.

Цвета каления стали
После закалки пружину следует выдержать в сжатом состоянии на протяжении 20–40 часов, а затем обработать ее концы на точильном станке, чтобы сделать изделие требуемого размера.
После выполнения всех вышеописанных процедур пружину, которую вы сделали своими руками, можно начинать использовать по назначению.
Источник
Как навить бочкообразную пружину
НА ТОКАРНОМ СТАНКЕ МОЖНО НАВИТЬ ПРУЖИНУ ДЛИНОЙ С ЖЕЛЕЗНОДОРОЖНЫЙ СОСТАВ, А ЕСЛИ ХОТИТЕ, ТО И ДЛИННЕЕ. И ОНА ,К ТОМУ ЖЕ МОЖЕТ БЫТЬ «РАЗНОДИАМЕТРОВОИ».
Пружины у историков техники почему-то не числятся среди великих изобретений, таких, как молоток колесо, порох или бумага. В технику пружины вошли тихо и незаметно, а ныне нет без них ни одного механизма — от часов до шагающего экскаватора. Такие гиганты машиностроения, как московский ЗИЛ или «Ростсельмаш», делают в год десятки миллионов пружин. Там работают автоматы, они буквально выстреливают пружинами: мелкими—сотнями штук в минуту, диаметром побольше—десятками. Но когда пружин нужно немного и держать автомат невыгодно, приходится тратить десятки минут на изготовление одной пружины.
Согласно действующим Общемашиностроительным нормативам на изготовление пружин (М., «Машиностроение», 1974) на навивку одной пружины диаметром 40 миллиметров и длиной 150 миллиметров из пятимиллиметровой проволоки дается 2,05 минуты. Бесспорно, можно уложиться в такое время, если все приготовлено заранее: установлена в патроне токарного станка оправка нужного диаметра, на которую проволока будет навиваться, а сама проволока зажата, например, между деревянными чурбачками в резцедержателе. Вращается патрон, ползет по ходовому винту суппорт, и проволока ровными витками ложится на оправку. И действительно, ровно через
2 минуты последний виток подползает к концу оправки. Снимаем пружину. Но что это? Вместо 40 миллиметров в диаметре все 50, и шаг получился больше, чем нужно. Может быть, слабо была зажата проволока, без должного натяга? Пробуем навить еще раз, зажав ее так, что деревяшки дымятся. Теперь диаметр пружины миллиметра на три уменьшился. Приходится заменить оправку на более тонкую. Проделав все в третий раз, убеждаемся, что пружина стала меньше, чем нужно.
Так можно и час провозиться. Подобрав, наконец, оправку и нужное натяжение, получаем заданную пружину, но нет никакой гарантии, что вторая пружина, навитая вслед за первой, будет такой же. А длинную и вовсе навить нельзя, ограничивает длина оправки.
Так было в дни моей юности, лет 35 назад когда я обучался токарному ремеслу. Может, сейчас все изменилось?
В библиотеке им. Ленина всего треть каталожного ящичка занята «пружинными» карточками (большинство — расчеты пружин и исследования механических свойств пружинных сталей), а среди них совсем уж тощенькая прослойка — всего несколько карточек, касающихся непосредственно технологии и оборудования. А о простых приспособлениях и вовсе одна книга, 1968 г. издания. Видно, уже десять лет в области «индивидуального пружиностроения» никто не изобретает. А что изменилось за предыдущие 20 лет?
Вот приспособление для навивки пружин на токарных станках. Ба! Все та же оправка, поджатая, чтобы не согнулась, центром задней бабки Все те же дощечки на суппорте станка, только не деревянные, а из текстолита, и поджимаются не болтами резцедержателя, а жесткими пружинами. А суть все та же. На одном из рисунков великого Леонардо да Винчи есть пружина растяжения. Можно полагать, что она была навита тем же способом.
А вот другое приспособление. Можно навивать пружины любой длины, хоть десятиметровые, на токарном станке. Только станок здесь ни причем. Взят узел навивки от пружинного автомата, а станок используется лишь как привод. Есть еще одно приспособление простое: три нажимных ролика, нож и несколько сменных конусов. Есть рабочие чертежи и инструкция по эксплуатации собление для навивки пружин бесконечной длины. Здесь токарный станок непосредственно участвует в навивке Но, для того чтобы пружина навивалась бесконечно, нужно остановить станок, разжать кулачки патроне, зажимающие оправку, и протолкнуть навитый участок пружины в шпиндель станка. Снова зажать оправку и навить продолжение пружины. И так каждый раз.
В позапрошлом году в редакцию позвонил изобретатель
— Получил авторское на приспособление для навивки пружин на токарном станке. Можно навивать пружины любой длины, хоть в километр, но в металле еще ничего не сделано
А недавно пришло письмо из Краматорска, где на заводе «Кондиционер» Ананьев работает инженером-инспектором по оборудованию. В конверте любительские фотографии На одной — приспособление, на другой—сам изобретатель, обвитый длиннющей пружиной, как новогодняя елка гирляндой.
Работает приспособление! Если его не остановить, заполнит пружиной, как пеной, весь цех.
А устроено оно так. Вокруг неподвижного конуса вращаются нажимные ролики и шаговый нож Перед началом навивки конец проволоки заводят под ближайший ролик и поворачивают корпус приспособления вручную, пока он не будет прижат к поверхности конуса всеми тремя роликами, и устанавливают на заданный шаг разделительный нож. Включают станок и… пошла пружина! Ролики виток за витком навивают проволоку вокруг конуса, и выползает из приспособления, извиваясь змеей, пружина. И действительно, она может быть длиной хоть в километр, если такая пружина понадобится.
Скалка, на которой держится конус, сделана так, что он может перемещаться относительно роликов в продольном направлении, следовательно, на одном конусе можно навивать пружины разных диаметров. Какое сечение окажется под роликами, такого диаметра и будет пружина. И настраивать приспособление очень удобно Пошла, например, пружина диаметром больше чем нужно,— втянул конус в шпиндель и скорректировал размер За несколько минут можно настроить приспособление на любой диаметр в пределах одного конуса, а, имея несколько сменных конусов, можно навивать пружины любого диаметра нормального ряда.
Ананьев на своем приспособлении работает, как фокусник. По нашей просьбе он навил и вовсе чудную пружину, многоступенчатую. Сначала она шла диаметром в 70 миллиметров, затем в 30, потом в 50 и снова в 70 миллиметров. И на каждой ступени был свой шаг Может, и такие пружины кому-нибудь понадобятся?
Идея воплощена в металл, но пока это еще модель, и не очень совершенная. Например, каждый ролик поджимается отдельно, а надо бы одновременно, как кулачки на токарном патроне. Нет устройства, отсекающего от этой пружинной змеи куски нужной длины.
Или не усложнять простое приспособление? Ведь для массовой навивки пружин существуют автоматы.
Как навить бочкообразную пружину
Технология изготовления пружин играет важную роль и имеет большое значение для их беспроблемной долгосрочной эксплуатации. Упругие элементы – это высокотехнологичные изделия, требующие наличия квалификации и опыта от инженеров-конструкторов и технологов, а также хорошего парка оборудования на предприятии-производителе.
От того, насколько правильными были расчеты пружины, подбор материала с учетом требуемых характеристик и особенностей ее применения, а также используемые технологии и точность изготовления, зависит работа целого агрегата, где эта деталь будет комплектующей.

Витые пружины сжатия: особенности конструкции и эксплуатации
Данный тип пружин в процессе эксплуатации воспринимает нагрузки, прилагаемые в продольно-осевом направлении. Пружины сжатия изначально имеют просветы между витками, приложение внешней силы приводит к деформации, характеризующейся уменьшением длины изделия, и ограничивается тем моментом, когда витки соприкасаются. При отмене воздействия пружина должна восстановить свою форму и геометрические размеры, какими они были до приложения нагрузки.
Основными размерами, определяющими вид отдельной детали, являются:
- — Диаметр проволоки (прутков).
- — Количество витков.
- — Шаг навивки.
- — Диаметр изделия.
Наиболее распространенными являются цилиндрические винтовые пружины сжатия, у которых диаметр изделия одинаков по всей длине. Эти детали широко используются в разных отраслях промышленности: приборо- и машиностроении, горношахтной отрасли, газонефтедобыче, других.
Вообще же пружины сжатия могут иметь не только цилиндрическую форму, но и конусную, бочкообразную, более сложную. Шаг витков может быть постоянный и переменный, а навивка – по или против направления движения часовой стрелки.
Это вносит особенности в общепринятую технологию их изготовления.

Требования к пружинам
Чтобы выполнять свою работу эффективно и правильно, эти элементы должны обладать хорошей прочностью, пластичностью, упругостью, выносливостью и релаксационной стойкостью.
Достижение этих качеств возможно при соблюдении многих факторов, в том числе:
- — Правильном выборе материала.
- — Грамотно проведенных расчетах.
- — Соблюдении технологии изготовления.
Качественные пружины должны соответствовать требованиям ГОСТ и техническому заданию конкретного заказчика.
Согласно стандарту предусмотрены три группы точности по контролируемым деформациям:
- — С допускаемым отклонениями до 5% (+/-).
- — До 10%.
- — До 20%.
В соответствии с этим определены три группы точности по геометрическим параметрам.
Важное требование к этим деталям – чистота поверхности, здесь не допускаются царапины и другие дефекты, так как они приводят к снижению прочности и надежности.

Требования к материалу
Пружины для работы в определенных условиях выбираются по типоразмерам с учетом характера и величины нагрузок, характерных для условий эксплуатации. Надежность работы этих деталей определяется многими факторами, в том числе – качеством и структурным состоянием металла/сплава после термической обработки, наличием остаточных внутренних напряжений. Кроме того, важно металлургическое качество стали/ сплава. Так что долговечная беспроблемная эксплуатация начинается с выбора материала с определенным комплексом свойств.
Винтовые пружины сжатия в зависимости от размеров, выполняемой работы и других факторов изготавливаются из различных сталей/сплавов, в том числе из конструкционных рессорно-пружинных, нержавеющих, других.
Наиболее широко используемыми материалами можно назвать сталь 60С2А ГОСТ 14959-79, а также 50ХФА, 51ХФА, 60С2ХФА и аналогичные сплавы. Из нержавеющих самое широкое применение находит сталь 12Х18Н10Т.


Особенности технологии
В зависимости от предусмотренного назначения таких деталей и их спецификации уместно говорить об особенностях технологии их производства. Изготовление изделий из материалов, имеющих круглое сечение, может быть выполнено путем холодной или горячей навивки. Первым способом обычно изготавливают мелкие/средние пружины (из проволоки до 8 мм в диаметре), а вторым – крупные.
Кроме того, различие обуславливается применение различных видов термической обработки, что связано с необходимостью придать изделиям определенные характеристики.

Технология холодной навивки пружин без закалки
Навивка заготовок выполняется из проволоки, которая производителем заранее была подвергнута патентированию. Этот процесс представляет собой нагрев до температуры, превышающей интервал превращений, что отлично подготавливает материал для последующей холодной пластической деформации.
В сформированных навивкой заготовках обеспечиваются соответствие таких обязательных параметров, как:
- Диаметр (этот параметр может быть внутренним, средним или наружным).
- Количество предусмотренных витков (рабочих и общих).
- Шаг и размер по высоте изготавливаемой детали (учитываются изменения, возможные в результате последующей обработки).
- Правильность выполнения поджатия крайних витков.
Следующий этап – механическая отделка (торцевание), в процессе которой концевые витки (нерабочие) обрабатываются до образования поверхности, перпендикулярной оси. После этого производится термическая обработка – в данном случае – только низкотемпературный отпуск. Это придает постоянные упругие свойства и нивелирует созданные при навивке напряжения. Важный технологический момент – правильно определить температуру и время воздействия, ориентируясь на диаметр выбранного материала и требования стандартов. Термообработанные пружины подвергаются контролю и испытаниям на соответствие параметров требованиям чертежей.
Если по требованиям эксплуатации предусмотрено антикоррозионное покрытие, его нанесение становится последним этапом производства таких деталей. Только в том случае, если применялась гальваника, детали прогреваются для обезводороживания.

Технология холодной навивки пружин с закалкой и отпуском
Отличие данной технологии от описанной ранее начинается только на этапе термической обработки. Предыдущие действия: навивка и необходимая механическая обработка, выполняются точно так же.
Первым этапом термической обработки выполняется закалка: нагрев до определенной температуры (в зависимости от используемого материала), выдержка детали в течении указанного времени и принудительное (быстрое) охлаждение специальной среде, в основном в масле (иногда в воде, солевом растворе, других). Важно: для нагрева пружин под закалку их располагают горизонтально во избежание просадки под собственным весом.
Завершается термообработка отпуском – прогревом до сравнительно небольшой температуры и выдержкой строго определенное время для придания необходимых качеств.
После этого производится контроль таких параметров, как твердость, правильность сжатия/восстановления. Если предусмотрено технологией изготовления конкретной детали – применяется очистка пескоструем, упрочнение дробью, нанесение предотвращающего коррозию защитного покрытия.

Технология горячей навивки пружин с закалкой и отпуском
Горячая навивка подразумевает предварительный прогрев материала в электрической или газовой печи (возможный вариант – применение токов высокой частоты).
Подготовленная таким образом заготовка подвергается навивке согласно требованиям техзадания, разводке, а также торцовке и доводке геометрических значений с помощью инструментов. После этого деталь подается на закалку, параметры которой определяются используемым материалом, а потом – на отпуск.
По окончании термообработки производится контроль параметров и, если это необходимо, обжатие, заневоливание, другие дополнительные операции и обработка поверхности. Завершается процесс производства окрашиванием и сушкой.

Используемое оборудование и оснастка
Для изготовления пружин требуется различное оборудование, которое лучше всего соответствует требованиям каждого шага технологического процесса.
Навивка осуществляется или на специальных пружинонавивочных станках, или на переоборудованном для этих целей токарном оборудовании. Возможно также использование ручной оснастки или специализированных полуавтоматов. Дальнейшая обработка – механическая – осуществляется торцешлифовальными станками, а термическая – в закалочных и отпускных печах. Важно: для предотвращения коробления при термообработке используются специальные оправки. Для деталей небольшого размера они применяются при отпуске, а большие проходят закалку на оправке.
Контроль качества также проводится на специальном, предназначенном именно для этого процесса оборудовании.
Как сделать пружину в домашних условиях своими руками
Чаще всего вопрос о том, как сделать пружину самостоятельно, используя для этого подручные средства, не возникает. Однако бывают ситуации, когда пружины требуемого диаметра нет под рукой. Именно в таких случаях возникает потребность в изготовлении этого элемента своими руками.
Изготовить небольшую пружину вполне реально
Конечно, пружины для ответственных механизмов, работающих в интенсивном режиме, лучше всего изготавливать в производственных условиях, где есть возможность не только правильно подобрать, но и соблюсти все параметры технологического процесса. Если же нестандартная пружина вам требуется для использования в механизме, который будет эксплуатироваться в щадящем режиме, то можно сделать ее и в домашних условиях.
Что потребуется
Чтобы сделать пружину своими руками, подготовьте следующие расходные материалы и оборудование:
- стальную проволоку, диаметр которой должен соответствовать размеру поперечного сечения витков вашего будущего пружинного изделия;
- обычную газовую горелку;
- инструмент, который обязательно есть в каждой слесарной мастерской;
- слесарные тиски;
- печь, в качестве которой может быть использовано и нагревательное устройство бытового назначения.
Навивать спираль легче с помощью приспособлений, конструкция которых зависит от размеров и жесткости пружины
Проволоку, если ее диаметр не превышает 2 мм, можно не подвергать предварительной термической обработке, так как ее легко согнуть и без этого. Перед тем как наматывать такую проволоку на оправку требуемого диаметра, ее необходимо разогнуть и тщательно выровнять по всей длине намотки.
Выбирая диаметр оправки, следует учитывать размеры пружины, которую вы собираетесь сделать в домашних условиях. Чтобы компенсировать упругую деформацию проволоки, диаметр оправки выбирают несколько меньше, чем требуемый размер внутреннего поперечного сечения будущего изделия.
Приспособление для навивки спиральной пружины
В том случае, если диаметр проволоки, из которой вы своими руками собираетесь сделать пружину, больше 2 мм, ее необходимо предварительно отжечь, так как без такой процедуры выравнивать ее и навивать на оправку будет затруднительно.
Пошаговая инструкция
Первое, что необходимо сделать, если вы собираетесь изготовить пружину своими руками, – это подобрать материал для такого изделия. Оптимальным материалом в данном случае является другая пружина (главное, чтобы диаметр проволоки, из которой она изготовлена, соответствовал поперечному сечению витков пружины, которую вам надо сделать).
Подбирая материал от старой пружины, вы будите уверены, что проволока сделана из закаленной высокоуглеродистой стали
Отжиг проволоки для пружины, как уже говорилось выше, позволит вам сделать ее более пластичной, и вы без особого труда сможете выровнять ее и намотать на оправку. Для выполнения такой процедуры лучше всего использовать специальную печь, но если таковой нет в вашем распоряжении, то можно воспользоваться любым другим устройством, растапливаемым дровами.
В такой печи необходимо разжечь березовые дрова и, когда они прогорят до углей, положить в них пружину, проволоку от которой вы собираетесь использовать. После того как пружина раскалится докрасна, угли надо сдвинуть в сторону и дать нагретому изделию остыть вместе с печью. После остывания проволока станет значительно пластичней, и вы без труда сможете работать с ней в домашних условиях.
Ставшую мягкой проволоку следует тщательно выровнять и начать наматывать на оправку требуемого диаметра. При выполнении такой процедуры важно следить за тем, чтобы витки располагались вплотную друг к другу. Если вы никогда не занимались намоткой пружин ранее, можно предварительно посмотреть обучающее видео, которое несложно найти в интернете.
Для намотки небольшой пружины можно использовать шуруповерт
Чтобы ваша новая пружина обладала требуемой упругостью, ее необходимо закалить. Такая термическая обработка, как закалка, сделает материал более твердым и прочным. Для выполнения закалки готовую пружину надо нагреть до температуры 830–870°, для чего можно использовать газовую горелку. Ориентироваться на то, что требуемая температура закалки достигнута, можно по цвету раскаленной пружины: он должен стать светло-красным. Чтобы точно определить такой цвет, также ориентируйтесь на видео. После нагрева до требуемой температуры пружину необходимо охладить в трансформаторном или веретенном масле.
Цвета каления стали
После закалки пружину следует выдержать в сжатом состоянии на протяжении 20–40 часов, а затем обработать ее концы на точильном станке, чтобы сделать изделие требуемого размера.
После выполнения всех вышеописанных процедур пружину, которую вы сделали своими руками, можно начинать использовать по назначению.
Изготовление пружин

В настоящее время в магазинах можно без проблем приобрести практически любые необходимые в домашнем хозяйстве изделия. В то же время внимание и творческие усилия самодеятельных конструкторов всё больше направляются на технически сложные объекты: тракторы, вездеходы, легковые автомобили и даже самолёты. Меняется и подход самодельщиков к реализации задуманных проектов; их не пугает необходимость самостоятельного изготовления сложных и точных деталей, к которым к тому же могут предъявляться жёсткие требования по прочности. Одним из таких типичных элементов, присутствующих практически во всех энергоёмких конструкциях, являются винтовые цилиндрические пружины растяжения или сжатия. В связи с этим многим нашим читателям будет интересно и, надеемся, полезно ознакомиться с методикой, разработанной украинским инженером В.В.Виниченко, которая поможет изготовлению ответственных пружин с необходимым качеством и точностью.
Предлагаемый способ навивки винтовых цилиндрических пружин реализуется на токарно-винторезном станке при помощи специального приспособления, состоящего из оправки и копира. В патроне станка крепится оправка с зацепом в виде отверстия в торце фланца для фиксирования начала пружинной проволоки. В резцедержатель устанавливается державка с копиром. Копир — это вал с нарезанной винтовой канавкой переменного шага, который свободно вращается в двух подшипниках. Канавки в начале и в конце копира обеспечивают навивку поджатых витков пружины, а центральная часть — навивку рабочих витков с необходимыми шагом и диаметром.
Державка копира представляет собой конструкцию, сваренную из 40-мм стальной пластины, усиленную ребром из 10-мм полосы, и двух корпусов подшипников. Правый корпус приварен к пластине, а левый крепится болтами М12 (для обеспечения возможности замены копира>. Конкретные чертежи на державку не представлены, поскольку они диктуются типом токарно-винторез-ного станка и размерами навиваемой пружины. Изготовление пружины производится в следующей последовательности. Сначала заготовка — мерный отрезок проволоки отогнутым под 90° концом длиной 4 — 5 d пропускается снизу под копиром и устанавливается в отверстие-зацеп оправки. Затем копир поворачивается вручную до совпадения начала канавки с положением проволоки. Её натяг и постоянный контакт с винтовой канавкой копира обеспечиваются значительным сопротивлением изгибу пружинной стали заготовки. Процесс формирования пружины начинается включением шпинделя станка на минимальных оборотах. Проволока навивается на оправку, а шаг задаётся винтовой канавкой вращающегося в подшипниках копира.
Ниже приводится методика расчёта параметров оправки и копира, обеспечивающих необходимые размеры пружины.
Принятые обозначения при проведении расчётов
Исходные данные Читать еще: Полевые транзисторы принцип действия
В целом, технология изготовления пружин подразумевает под собой совокупность последовательного использования специальных технологических инструментов, например, станочного оборудования и каких-либо сырьевых материалов. При этом, само производство пружин может происходить за разное число этапов и с использованием различных способов, которые выбирает непосредственно сам завод-производитель, в зависимости от назначения конкретной пружины. Соответственно, технология меняется исходя из всех характеристик и конструкционных параметров у этого металлического изделия.
Пожалуй, наиболее распространенными в промышленности и быту считаются как раз таки витые виды пружин, а именно, кручения, сжатия, растяжения. По этой причине нами сегодня будет рассмотрено, что представляет технология изготовления пружин из данной классификации. Вообще, наличие специальной навивки в конструкции позволяет подобным пружинам многократно воспринимать повторяющиеся нагрузки, проявляя высокую степень устойчивости к разным механическим воздействиям без потери своих характеристик, в числе которых имеются следующие физико-химические свойства:
- Коэффициент упругости
- Предел воспринимаемой нагрузки
- Усталостная прочность
Именно эти параметры влияют на продолжительность, а главное, на качество работы пружин. Собственно, для того, чтобы обеспечить данным изделиям максимально возможную долгосрочность эксплуатации, производство пружин должно осуществляться из надежного сырьевого материала, посредством поэтапного применения разных технически процессов на специальном оборудовании. Как правило, навивка осуществляется оператором из стальной проволоки на токарных станках либо вручную, либо через автомат одним из двух основных способов: горячим методом или же холодным методом.
Холодная технология изготовления пружин

Производство пружин холодным способом в Российской Федерации выполняют чуть чаще, нежели горячим, ввиду наиболее низкой себестоимости производства. Для таких работ не требуются дополнительные дорогостоящие станки, кроме навивочного. Собственно, такой метод предполагает использование оборудования, оснащенного двумя основными валиками, через которые и происходит навивка. Верхний из валиков позволяет регулировать натяжение, а также задавать направление завивки, используя для этого специально установленный винт. Сам процесс изготовления выполняется примерно так:
- Подготавливается специальная сталь для изготовления пружин (стальная проволока).
- Проволока просовывается через планку в суппорте.
- Ее конец прочно закрепляется на оправке при помощи зажима.
- Через верхний валик устанавливается необходимое натяжение.
- В зависимости от диаметра проволоки выбирается скорость вращения.
- Запускается в работу валик, наматывающий пружину.
- По мере достижения необходимого числа витков, проволока обрезается.
- В завершении деталь обрабатывается механически и термически.
Несмотря на то, что форма изготавливаемого изделия может быть как бочкообразной, так и цилиндрической, или даже конической, холодная технология изготовления пружин не позволяет использовать для изготовления пружин сталь диаметром более 16 миллиметров. Механическая обработка проводится для устранения зазубрин, сколов или же любых других дефектов на поверхности метиза, полученных в результате предыдущего проката проволоки, либо во время непосредственного процесса навивки с целью обеспечения наиболее лучшего качества изделия и повышения срока его эксплуатации.
Кроме того, немаловажным этапом является последующая термическая обработка, за счет проведения которой заготовка сможет избавиться от всех полученных во время навивки внутренних напряжений. При этом сам метод обработки выбираю исходя из того, какая была использована сталь для изготовления пружин. В некоторых случаях используют и отпуск и закалку, в некоторых, например, в бронзе, только лишь низкотемпературный отпуск. Так или иначе, каждый из данных процессов позволяет изделию достичь основных своих критериев, в числе которых состоит их великолепная упругость.
Горячая технология изготовления пружин

В отличии от холодного способа, горячее производство пружин подразумевает лишь изготовление изделий с диаметром от 10 миллиметров. То есть метизы меньших габаритов не получится сделать таким способом априори. Горячая технология изготовления пружин для создания заготовок требует проводить процедуру равномерного нагрева. При этом сам нагрев производится очень быстро на специальном станке. После чего разогретый до красна пруток необходимо просунуть через фиксирующую планку в навивочный станок и закрепить концы заготовки в зажимах и выполнять следующие этапы:
- Задать необходимое натяжение через верхний валик.
- Выбрать скорость вращения, в зависимости от диаметра.
- Включить станок, начав процесс навивки проволоки.
- По окончании работ снять цельную заготовку.
- Отправить изделие на термическую обработку.
- Максимально охладить спираль в масле.
- Провести механическую обработку поверхности.
- Нанести защитный антикоррозийный слой.
Обратите внимание, что горячая технология изготовления пружин для экономичного расходования сырьевых материалов не предусматривает разрезание пружины по мере того, как будет достигнут необходимый размер изделия. Это значит, что навивка происходит сразу на всю длину заготовки, а уже потом от нее отрезают куски необходимой длины. Повторная термическая обработка изделия необходима для снятия внутреннего напряжения. Охлаждать заготовку в масле, а не в воде рекомендуется по причине того, что во время долгой закалки в воде горячая сталь может попросту пустить трещину.
Тем не менее, если технология изготовления пружин требует проводить закалку как раз в воде, то необходимо соблюдать временной диапазон от 1 до 3 секунд, после чего так же опустить заготовку в масло. После этого пружину вынимают и очищают от масла. Далее уже идет аналогичный холодному методу навивки этап механической обработки изделия: заточка, шлифовка и другие технологические операции. Кроме того, для улучшения износостойкости изготовленных обеими способами пружин довольно часто производители применяют так же антикоррозионную обработку поверхностей изделия.
Сталь для изготовления пружин

Поскольку пружины зачастую используются для гашения каких-либо типов нагрузок, сталь для изготовления пружин должна иметь очень высокие технические характеристики. В зависимости от предназначения итоговых изделий, для их создания могут использоваться самые различные марки стали. Однако, наиболее часто, производство пружин выполняется из углеродистой и высоколегированной стали. Как правило, заводы-изготовители используют такие марки, как 50ХФА, 50ХГФА, 55ХГР, 55С2, 60С2, 60С2А, 60С2Н2А, 65Г, 70СЗА, У12А, 70Г, а также ещё множество других стальных сплавов.
Среднеуглеродистые и высокоуглеродистые марки стали, а также низколегированные стальные сплавы, которые задействует любое производство пружин, называются рессорно-пружинными. Зачастую, сталь для изготовления пружин обозначается еще как пружинная сталь. Стандартом для ее производства считают ГОСТ 14959-79, который предписывает все допуски и требования к техническим характеристикам. По госстандарту, пружинная сталь должна иметь очень качественную поверхность без наличия каких-либо дефектов, способных привести к частичному или же полному разрушению.
Дело в том, что при наличии, например, трещин на поверхности изделий, в процессе их эксплуатации при тяжелых различных тяжелых условиях, все усталостные явления будут концентрироваться как раз в наименее устойчивых дефектных местах. Именно поэтому вся пружинная сталь до того, как началось непосредственное производство пружин, должна пройти процедуру проверки на соответствие установленным требованиям ГОСТ 14959-79. Кроме того, сталь для изготовления пружин должна иметь хорошую упругость и проявлять высокую устойчивость к агрессивным воздействиям.
Достичь этого помогает, во-первых, химический состав того или иного сплава, так как под конкретные рабочие условия подбирается конкретная сталь для изготовления пружин. Во-вторых, противостоять напряжению и разрушению позволяют процесс закалки и отпуска изделий. Проведение данных технологических процессов подразумевает любая технология изготовления пружин, однако для каждой марки стали есть свои нюансы. В частности, этим нюансом является среда закаливания, в роли которой выступают масло или вода, а также еще и сама температура, при которой идет закаливание.
Собственно, температура при которой закаливается сталь для изготовления пружин, варьируется в пределах от +800°С до +900°, в зависимости от конкретного сплава. А отпуск проводится уже при диапазоне от +300°С до +480°С. Это обусловлено тем, что именно при подобных температурах возможно достичь одного из самых важных параметров пружинной стали — наибольшего предела упругости стали. Твердость получаемой продукции равняется 35 — 45 единицам твердости по Шору, что равнозначно значению от 1300 до 1600 килограмм на один квадратный миллиметр поверхности.
Характеристики стали для изготовления пружин
Источник