- Бронзовые скульптуры своими руками
- Технология производства изделий из бронзы
- 1. Создание мастер — модели
- 2. На следующем этапе мастер — модель отделяется от формы из силикона
- 3. Далее в силиконовую форму подается под давлением расправленный воск
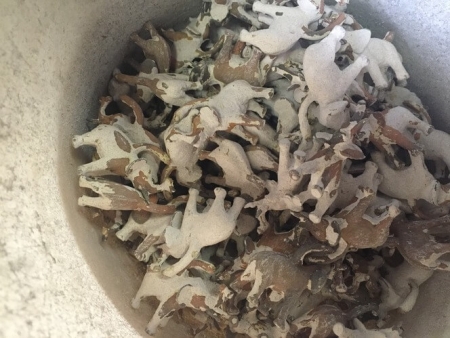
- 4. Из готовых восковых копий формируется своеобразная елка
- 6. Елку с восковками располагают на основании из резины, а сверху одевают короб без дна и верха (опоку)
- 7. После того как гипс стал твердым, из него выплавляют весь воск
- 8. В готовые формы из гипса заливается жидкая бронза, и сразу помещается под вакуум
- 9. Залитые формы после вакуума достаточно быстро охлаждают (за 15-20 мин) и механическим путем аккуратно разрушают, чтобы достать бронзовую елку с фигурками
- 10. Предпоследний этап – обработка изделий
- Отполированные бронзовые изделия при необходимости проходят процедуру чернения (антикварного старения)
- Художественное литье бронзы по выплавляемым моделям
Бронзовые скульптуры своими руками

Как рождается бронзовая скульптура.
1) Создание бронзовой скульптуры всегда начинается с эскизирования. Сначала художник рисует эскиз, — в результате этой работы рождается сама идея будущего произведения, намечаются его очертания. Далее отрисовывается и отмывается акварельными красками окончательные эскизы. Часто скульптор создаёт небольшую пластилиновую модель в масштабе.
2) Следующий этап работы – лепка по эскизу в натуральную величину. Для этого мы используем скульптурный пластилин. Основой для пластилиновой модели является деревянная подставка и металлический каркас. Модель лепится с особой внимательностью, учитывая то, что будущая бронзовая скульптура полностью повторит её по форме.
3)Далее требуется осторожно снять форму с пластилиновой модели. Важно не повредить при формовке поверхность пластилина. Пластилин покрывается виксинтом (силиконом) с помощью кисти, после застывания которого образуется слой точно копирующий все изгибы и фактуру пластилина. Сверху силиконовый слой закладывается достаточно толстым слоем гипса, — образуется гипсовая «рубашка», придающая форме жёсткость. Вся форма должна быть разъёмной.
4)Готовая форма частями снимается с пластилиновой модели. Пластилин нам больше не нужен. Далее куски формы снова складываются между собой, внутри формы мы получили полость точно повторяющую форму пластилиновой модели. В эту полость заливается расплавленный воск, который застывая образует корку на стенках формы. Важно, чтоб эта корка получилась оптимальной и равномерной толщины по всей поверхности. Теперь мы снова осторожно разбираем гипсовую форму, внутри которой уже образовалась восковка – полая внутри восковая скульптура. Но поверхность восковки ещё потребует тщательной ручной доработки, устранения пузырьков и швов.
5) Обработанная восковка отправляется в литейную мастерскую, где начинается технологически сложный процесс литья, в результате которого воск замещается бронзой.
6) И вот в скульптурную мастерскую возвращается готовая бронзовая отливка, точно повторяющая форму пластилиновой модели и восковки. Как и восковка она полая внутри. Но пока наша бронза ещё не приобрела окончательный вид. Теперь мастерам предстоит предстоит тщательно шлифовать и полировать бронзовую поверхность скульптуры.При этом используется ряд специальных инструментов, — от больших станков до маленькой ручной бормашинки.
7)На последнем этапе работы бронзовая отливка превращается в настоящее произведение искусства. Поверхности бронзы придаётся окончательный вид с помощью патинирования. Патинирование – это окисление ( искусственное старение) поверхности металла с помощью кислотных растворов либо их паров. Мы можем придать бронзе оливковый, шоколадный, синий либо зелёный цвет в зависимости от замысла автора. Далее скульптура ставится на специально для неё изготовленную подставку из ценных пород дерева, из камня либо из стекла. Крепление скульптуры к подставке должно быть надёжным. Детали соединяются между собой металлическими штифтами. Штифты и отверстия следует смазать эпоксидной смолой.
8) Последняя деталь скульптурной композиции – это шильд, т.е. небольшая металлическая табличка, закреплённая к подставке декоративными гвоздиками. На шильде указывается имя автора скульптуры, год и место её создания и конечно название скульптуры. Иногда поверхность скульптуры покрывается слоем прозрачного воска, который будет защищать её от вредных воздействий окружающей среды.
Источник
Технология производства изделий из бронзы
1. Создание мастер — модели
Данная модель может быть восковой, металлической, гипсовой, деревянной, пластилиновой или выполняться из других материалов.
Мастер-копия является прототипом будущей фигурки – по ней проще всего заказать изделия из бронзы. На фото показаны примеры пластиковых мастер — моделей
Специалисты мастерской «БронзаМания» чаще всего подготавливают мастер — модели из полимеров, предназначенных для создания скульптур.
Профессиональные скульпторы — миниатюристы делают каждую модель вручную. При этом сложный дизайн фигурки требует создания нескольких деталей, то есть разборной модели.
На нее закрепляется литниковая система для подачи расплавленного металла – подводящие каналы потом будут удаляться, поэтому они не должны испортить изделие в местах своего соединения с фигуркой.
2. На следующем этапе мастер — модель
отделяется от формы из силикона
Так получается рабочая матрица с литниками для отливки восковой копии будущего изделия из бронзы.
Когда у нас заказывают скульптуру из бронзы, все происходит по такой же схеме.
 Форма из материала на основе силикона
Форма из материала на основе силикона  Форму разрезают особым способом, что бы можно было получить качественную восковку
Форму разрезают особым способом, что бы можно было получить качественную восковку
3. Далее в силиконовую форму
подается под давлением расправленный воск
Он равномерно заполняет все полости, образуя восковку – восковую копию разрабатываемого бронзового изделия.
После остывания восковки, она проверяется на дефекты – наличие воскового облоя, пузырьков: сначала снимается облой,
затем восковая копия просвечивается, и если нет пузырьков, то полируется.
На производство одной восковки уходит 12-15 минут, поэтому с силиконовой матрицы за час можно получить до 4-5 копий.
 Так выглядит рабочее место восковщицы. На фото присутствуют резиновые формы и восковки
Так выглядит рабочее место восковщицы. На фото присутствуют резиновые формы и восковки  Восковки различных изделий
Восковки различных изделий
4. Из готовых восковых копий формируется своеобразная елка
Для этого несколько заготовок крепятся на одну ось – в виде грозди под 45° к основанию.
После окончания этого этапа получается елка, состоящая из множества восковок.
Чем больше вам нужно заказать изделий из бронзы, тем большее количество елок будет подготовлено для следующего этапа.
 Восковки с литниковой системой
Восковки с литниковой системой
6. Елку с восковками располагают на основании из резины,
а сверху одевают короб без дна и верха (опоку)
Металлическая опока удерживает гипсовую смесь, которая заливается внутрь и полностью заполняет пространство между деталями елки.
Затем короб помещают в вакуумную камеру, где из смеси выводятся все пузырьки. В таких условиях гипс затвердевает.
7. После того как гипс стал твердым, из него выплавляют весь воск
Получается керамическая форма, в которую и будет заливаться металл – бронза.
Но перед этим форму нужно прокалить до температуры 1300°, чтобы жидкий металл при аналогичной температуре не разрушил ее во время литья.
Закалка происходит в течение суток – сначала температура постепенно подымается, потом также медленно опускается.
8. В готовые формы из гипса заливается жидкая бронза,
и сразу помещается под вакуум
Металл формирует в таких условиях идеальную поверхность, плотно прилегая к стенкам формы.
Процесс отливки нужного тиража бронзовых изделий идет в течение нескольких суток, не прекращаясь.
Чтобы температурный режим соблюдался постоянно, работа литейщиков происходит в несколько смен.
Именно такое художественное литье бронзы можно заказать по выплавляемым моделям в мастерской «БронзаМания».
9. Залитые формы после вакуума достаточно быстро охлаждают
(за 15-20 мин)
и механическим путем аккуратно разрушают,
чтобы достать бронзовую елку с фигурками
Каждое изделие отделяется от елки при помощи кусачек, подготавливая их к обработке.
Каждая фигурка отмывается от остатков формы (гипса), если присутствует накал, он удаляется методом отмачивания в особом растворе.
 Изделия в формомассе
Изделия в формомассе
10. Предпоследний этап – обработка изделий
Все места крепления литников полируются вручную, после их удаления бормашинами.
На специальных станках бронзовые фигурки обрабатываются щетками из латуни – их мягкая щетина снимает последние окалины.
Затем происходит полировка текстильными кругами с применением полировочных паст и специальных пропиток.
 Мастер стачивает остатки литников бормашиной и полирует места их крепления к фигурке
Мастер стачивает остатки литников бормашиной и полирует места их крепления к фигурке  Изделия перед чернением и полировкой
Изделия перед чернением и полировкой
Отполированные бронзовые изделия при необходимости
проходят процедуру чернения (антикварного старения)
Если вам нужно заказать скульптуру из бронзы в антикварном виде, этот этап обязателен.
После того как фигурки из бронзы прошли обработку кислотными составами, они выглядят как настоящий антиквариат.
В завершение производится финальная полировка и тонировка тканью – изделие окончательно приобретает товарный вид.
Только после этого оно попадает покупателю в руки.
Источник
Художественное литье бронзы по выплавляемым моделям
Процесс литья по выставляемым моделям.
Очень часто мои заказчики и покупатели спрашивают, «Как же все же делают фигурки из бронзы?» и постоянно приходится рассказывать процесс заново. Решил создать ..этакую шпаргалку 🙂 . мастер-классом вроде и не назовешь её. Описать решил максимально простым языком без специальной терминологии. Думаю так будет проще и понятнее не создаст дополнительных вопросов. Хочу еще сказать, что сам я не литейщик, я только создаю мастер-модели, снимаю с них формы, делаю восковки и их уже везу в литейную мастерскую. А потом готовые отливки довожу до ума. Обработка очень важная часть финального процесса.
Но во всех стадиях литья принимал не однократное участие и потому знаком со всеми стадиями процесса. Работа это не легкая и требует аккуратности и дотошности..мелочей нет. Схалтуришь на одном каком то этапе и работа всей команды будет загублена.
Литейное дело — одно из самых древних в мире ремесел, трудоемкая и сложная работа, требующая внимания и аккуратности на каждом этапе подготовки и литья. От Мастер-модели до финальной отливки в бронзе. Но результат стоит затраченных усилий. Литые изделия отличаются изысканным внешним видом. С годами на поверхности изделий из бронзы, латуни покрывается оксидной пленкой — это придаёт внешнему виду изделий антикварный вид. С годами изделия из бронзы как благородное вино растут в цене покрываясь налетом старины.
Довольно высокая цена на изделия выполненных методом художественного литья по выставляемым моделям, обусловлена большим количеством операций выполненными вручную, а так же дорогостоящими расходными материалами (ювелирный воск, формомасса, сплавы, а так же расходники для последующей обработки готовых изделий).
Коротко процесс создания бронзовой фигурки можно описать по операциям.
1. Изготовление мастер-модели для литья. Модель может быть из разных материалов: пластилин, воск, дерево, пластики, металл, гипс и т.д.
Несколько примеров моих мастер-моделей изготовленных из разных пластиков:
![]()
![]()
![]()
будущие шахматные фигурки:
![]()
фигурка сноубордист «Карвер»
![]()
Мы в своем технологическом процессе чаще создаем мастер-модели из полимерных скульптурных пластиков. Скульптор-миниатюрист создает модель вручную. Сложные модели иногда приходится делать разборными и многосоставными. На модель крепят литниковую систему продумывая как будет течь металл и как затем удалить литники без ущерба для будущей фигурки.
2. С мастер-модели снимается силиконовая (резиновая) форма из специальной резины. Изготавливается так называемая матрица, по которой затем будет получена восковая копия модели (восковка). С литниками для последующего литья.
![]()
Форму разрезают особым способом, что бы можно было получить качественную восковку.
![]()
3. После изготовление резиновой формы в неё под давлением впрыскивается горячий воск. Затем, когда воск остыл матрицу разбирают и достают восковую копию модели. Её нужно проверить на наличие дефектов., обработать снять восковый облой, если он есть, просмотреть(просветить восковки) нет ли пузырьков в восковке иначе на отливке из металла будут полости и раковины. Если нужно восковка затем проходит стадию полировки. В час в среднем с одной резиновой формы можно получить 4-5 восковок в зависимости от размера и сложности.
Восковки с литниковой системой:
![]()
4. Восковки готовы теперь предстоит спаять елку из наших восковых фигурок. Примерно под углом 45 градусов фигурки одна за другой крепятся к основному более толстому литнику. Постепенно обрастя фигурками вырастает нечто напоминающее ёлку.
5. Затем подготовленная ёлка ставится в резиновую опору и помещается в металлическую опоку. Сверху заливается формомассой (специальный гипсовый состав), Опока ставится под вакуум для удаления пузырьков из формомассы. Если этого не сделать фигурка вся будет покрыта мелкими бусинками металла. Формомасса затвердела.
6. Следующий этап вытапливаем восковые модели и затем постепенно прокаливаем получившиеся керамические формы в специальных прокалочных печах до нужной температуры. Формы должны выдерживать температуру расплавленных сплавов около 1300 градусов.
Около суток формы доводятся до нужной температуры, плавно поднимаясь до нужной температуры и затем так же плавно остывают.
7. Затем в подготовленные формы, выстоявшиеся и доведенные до требуемой температуры заливается расплавленный сплав и ставится под вакуум. Так как форма гигроскопична, металл притягивается к стенкам формы. За счет чего получается качественная поверхность отливки. Процесс подготовки форм и литья беспрерывно продолжается несколько дней. Тираж нельзя прервать и остановить всю тепловую цепочку процесса. Для этого литейщикам приходится работать в несколько смен, для контроля всего цикла литья.
8. После заливки форм их охлаждают и разрушают.
Отлитые ёлочки с фигурками разрезают специальными кусачками срезая фигурки с центрального литника.
Затем наступает очередь непосредственной обработки будущих фигурок. Фигурки размывают и очищают от остатков застывшей формомассы. Затем могут быть подвергнуты к отмачиванию в специальных растворах для удаления накала на фигурках.
9. Затем наступает очередь механической обработке. С фигурок удаляю литники, стачивая их бормашинами и полируют места крепления литников к фигурке. Далее фигурки обрабатывают мягкими латунными щетками на станках, снимая остатки окалины, полируют со специальными пастами муслиновыми кругами (тряпочные круги различной плотности с пропитками) После полировки фигурки она может проходить процесс ускоренного старения (чернения) для придания металлу антикварного вида. После обработки кислотами и специальными составами фигурки опять подвергают полировке мягкими муслиновыми кругами и растирают тканью выравнивая общий тон фигурки
Вот собственно финал нашей работы, долгожданные фигурки из металла 🙂
![]()
Кладоискатели, слева без чернения только полировка с карцеванием..справа чернение и дополнительная полировка.
![]()
Шахматная фигурка, Королева бордеров. Бронза, гальваническое покрытие меднение
Источник