- БРОНЗОВЫЕ СКУЛЬПТУРЫ
- Бронзовые статуи своими руками
- Технология производства изделий из бронзы
- 1. Создание мастер — модели
- 2. На следующем этапе мастер — модель отделяется от формы из силикона
- 3. Далее в силиконовую форму подается под давлением расправленный воск
- 4. Из готовых восковых копий формируется своеобразная елка
- 6. Елку с восковками располагают на основании из резины, а сверху одевают короб без дна и верха (опоку)
- 7. После того как гипс стал твердым, из него выплавляют весь воск
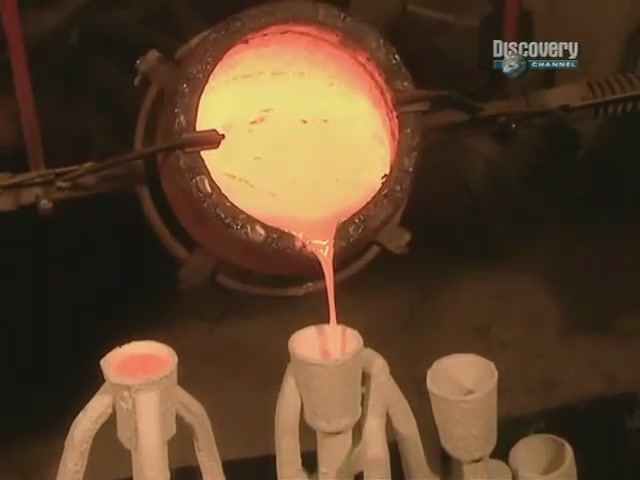
- 8. В готовые формы из гипса заливается жидкая бронза, и сразу помещается под вакуум
- 9. Залитые формы после вакуума достаточно быстро охлаждают (за 15-20 мин) и механическим путем аккуратно разрушают, чтобы достать бронзовую елку с фигурками
- 10. Предпоследний этап – обработка изделий
- Отполированные бронзовые изделия при необходимости проходят процедуру чернения (антикварного старения)
- Литье скульптур из бронзы
- Художественное литье скульптур по моделям в земляные формы
- Материалы для изготовления моделей скульптур:
- Художественное литье скульптур по выплавляемым моделям
- ДЕКОРИРОВАНИЕ СКУЛЬПТУР ИЗ МЕТАЛЛА
- Шлифовка скульптуры
- Полировка скульптурного произведения
- Химическое декорирование скульптур из металла
- Тонирование. Патинирование. Оксидирование.
- Декорирование скульптуры из черных металлов
БРОНЗОВЫЕ СКУЛЬПТУРЫ
Бронза – древнейший металлический сплав, известный человечеству. Он идеально подходит для отливки произведения искусства, потому что в расплавленном виде заполняет все, даже самые незначительные углубления формы. Это позволяет скульпторам передавать в своих работах мельчайшие детали.
По современному представлению, впервые человек научился отливать изделия из метала примерно за 3500 лет до н.э., в эпоху которую называют бронзовым веком. Многие цивилизации создавали бронзовые фигурки своих царей и богов. Что касается искусства, мастерам бронзовой скульптуры был французский скульптор конца 19 века Огюст Роден. Говорили, что в его скульптурах больше жизни, чем в тех, кого они изображали. Бронза широко применяется и в современном искусстве.
Чтобы сделать бронзовую скульптуру, сначала мастера изготавливают свою скульптуру из дерева, гипса, или глины. Затем покрывают ее специальной смазкой, а затем силиконовым каучуком. Примерно через 6 часов каучук застывает, и покрытая смазкой скульптура легко вынимается из каучуковой формы, сохранившей все мельчайшие детали. Затем форму, поскольку она расщеплена, при снятии, скрепляют воедино, в целостную форму. Затем в форму заливают расплавленный воск. Воск застывает примерно за 15 секунд, и получается точная восковая копия скульптуры.
После этого к скульптуре прикрепляется так называемый «литник» — канал, по которому расплавленная бронза будет поступать в форму. После этого восковую копию опускают в редкой керамический материал. Затем покрывают порошкообразным кремнием — распространенным материалом, укрепляющим керамический материал. Следующий этап – автоклав. Там, через десять минут, под воздействием горячего пара, воск, находящийся под слоем керамического материала, растапливается. Таким образом остается затвердевшая полая керамическая форма. Эта форма потом помещается в печь для обжига, где температура достигает 850 °С. Через два часа обжиг завершен. Теперь в форму будут заливать бронзу.
В литейном цехе бронзу нагревают до 1140 °С. Затем аккуратно через литник заливают бронзу в форму. Расплавленный метал застывает всего за несколько минут. Затем молотком разбивают керамическую оболочку, и вынимают находящуюся внутри бронзовую статуэтку. Затем статуэтку подвергают пескоструйной обработке, чтобы удалить остатки керамики на ней. Затем болгаркой отпиливают литник. Оставшиеся отверстия и другие дефекты устраняются с помощью сварочного аппарата -расплавляют бронзовый прут. После этого всего готовая статуэтка шлифуется абразивными насадками. Также обрабатывается струей огня, чтобы придать блеск. Затем наносят на бронзовую статуэтку бронзовое покрытие, корректируя огневой струей. Это покрытие, которое называется «патиной», наделяет бронзу мерцанием и богатством цвета. Наконец тонкий слой воска на поверхности бронзовой статуэтки придает ей глубокий блеск. Пусть это и не шедевр Родена, она будет все-равно отлично смотреться на чьем-то камине.
Видео:
Источник
Бронзовые статуи своими руками

Как рождается бронзовая скульптура.
1) Создание бронзовой скульптуры всегда начинается с эскизирования. Сначала художник рисует эскиз, — в результате этой работы рождается сама идея будущего произведения, намечаются его очертания. Далее отрисовывается и отмывается акварельными красками окончательные эскизы. Часто скульптор создаёт небольшую пластилиновую модель в масштабе.
2) Следующий этап работы – лепка по эскизу в натуральную величину. Для этого мы используем скульптурный пластилин. Основой для пластилиновой модели является деревянная подставка и металлический каркас. Модель лепится с особой внимательностью, учитывая то, что будущая бронзовая скульптура полностью повторит её по форме.
3)Далее требуется осторожно снять форму с пластилиновой модели. Важно не повредить при формовке поверхность пластилина. Пластилин покрывается виксинтом (силиконом) с помощью кисти, после застывания которого образуется слой точно копирующий все изгибы и фактуру пластилина. Сверху силиконовый слой закладывается достаточно толстым слоем гипса, — образуется гипсовая «рубашка», придающая форме жёсткость. Вся форма должна быть разъёмной.
4)Готовая форма частями снимается с пластилиновой модели. Пластилин нам больше не нужен. Далее куски формы снова складываются между собой, внутри формы мы получили полость точно повторяющую форму пластилиновой модели. В эту полость заливается расплавленный воск, который застывая образует корку на стенках формы. Важно, чтоб эта корка получилась оптимальной и равномерной толщины по всей поверхности. Теперь мы снова осторожно разбираем гипсовую форму, внутри которой уже образовалась восковка – полая внутри восковая скульптура. Но поверхность восковки ещё потребует тщательной ручной доработки, устранения пузырьков и швов.
5) Обработанная восковка отправляется в литейную мастерскую, где начинается технологически сложный процесс литья, в результате которого воск замещается бронзой.
6) И вот в скульптурную мастерскую возвращается готовая бронзовая отливка, точно повторяющая форму пластилиновой модели и восковки. Как и восковка она полая внутри. Но пока наша бронза ещё не приобрела окончательный вид. Теперь мастерам предстоит предстоит тщательно шлифовать и полировать бронзовую поверхность скульптуры.При этом используется ряд специальных инструментов, — от больших станков до маленькой ручной бормашинки.
7)На последнем этапе работы бронзовая отливка превращается в настоящее произведение искусства. Поверхности бронзы придаётся окончательный вид с помощью патинирования. Патинирование – это окисление ( искусственное старение) поверхности металла с помощью кислотных растворов либо их паров. Мы можем придать бронзе оливковый, шоколадный, синий либо зелёный цвет в зависимости от замысла автора. Далее скульптура ставится на специально для неё изготовленную подставку из ценных пород дерева, из камня либо из стекла. Крепление скульптуры к подставке должно быть надёжным. Детали соединяются между собой металлическими штифтами. Штифты и отверстия следует смазать эпоксидной смолой.
8) Последняя деталь скульптурной композиции – это шильд, т.е. небольшая металлическая табличка, закреплённая к подставке декоративными гвоздиками. На шильде указывается имя автора скульптуры, год и место её создания и конечно название скульптуры. Иногда поверхность скульптуры покрывается слоем прозрачного воска, который будет защищать её от вредных воздействий окружающей среды.
Источник
Технология производства изделий из бронзы
1. Создание мастер — модели
Данная модель может быть восковой, металлической, гипсовой, деревянной, пластилиновой или выполняться из других материалов.
Мастер-копия является прототипом будущей фигурки – по ней проще всего заказать изделия из бронзы. На фото показаны примеры пластиковых мастер — моделей
Специалисты мастерской «БронзаМания» чаще всего подготавливают мастер — модели из полимеров, предназначенных для создания скульптур.
Профессиональные скульпторы — миниатюристы делают каждую модель вручную. При этом сложный дизайн фигурки требует создания нескольких деталей, то есть разборной модели.
На нее закрепляется литниковая система для подачи расплавленного металла – подводящие каналы потом будут удаляться, поэтому они не должны испортить изделие в местах своего соединения с фигуркой.
2. На следующем этапе мастер — модель
отделяется от формы из силикона
Так получается рабочая матрица с литниками для отливки восковой копии будущего изделия из бронзы.
Когда у нас заказывают скульптуру из бронзы, все происходит по такой же схеме.
 Форма из материала на основе силикона
Форма из материала на основе силикона  Форму разрезают особым способом, что бы можно было получить качественную восковку
Форму разрезают особым способом, что бы можно было получить качественную восковку
3. Далее в силиконовую форму
подается под давлением расправленный воск
Он равномерно заполняет все полости, образуя восковку – восковую копию разрабатываемого бронзового изделия.
После остывания восковки, она проверяется на дефекты – наличие воскового облоя, пузырьков: сначала снимается облой,
затем восковая копия просвечивается, и если нет пузырьков, то полируется.
На производство одной восковки уходит 12-15 минут, поэтому с силиконовой матрицы за час можно получить до 4-5 копий.
 Так выглядит рабочее место восковщицы. На фото присутствуют резиновые формы и восковки
Так выглядит рабочее место восковщицы. На фото присутствуют резиновые формы и восковки  Восковки различных изделий
Восковки различных изделий
4. Из готовых восковых копий формируется своеобразная елка
Для этого несколько заготовок крепятся на одну ось – в виде грозди под 45° к основанию.
После окончания этого этапа получается елка, состоящая из множества восковок.
Чем больше вам нужно заказать изделий из бронзы, тем большее количество елок будет подготовлено для следующего этапа.
 Восковки с литниковой системой
Восковки с литниковой системой
6. Елку с восковками располагают на основании из резины,
а сверху одевают короб без дна и верха (опоку)
Металлическая опока удерживает гипсовую смесь, которая заливается внутрь и полностью заполняет пространство между деталями елки.
Затем короб помещают в вакуумную камеру, где из смеси выводятся все пузырьки. В таких условиях гипс затвердевает.
7. После того как гипс стал твердым, из него выплавляют весь воск
Получается керамическая форма, в которую и будет заливаться металл – бронза.
Но перед этим форму нужно прокалить до температуры 1300°, чтобы жидкий металл при аналогичной температуре не разрушил ее во время литья.
Закалка происходит в течение суток – сначала температура постепенно подымается, потом также медленно опускается.
8. В готовые формы из гипса заливается жидкая бронза,
и сразу помещается под вакуум
Металл формирует в таких условиях идеальную поверхность, плотно прилегая к стенкам формы.
Процесс отливки нужного тиража бронзовых изделий идет в течение нескольких суток, не прекращаясь.
Чтобы температурный режим соблюдался постоянно, работа литейщиков происходит в несколько смен.
Именно такое художественное литье бронзы можно заказать по выплавляемым моделям в мастерской «БронзаМания».
9. Залитые формы после вакуума достаточно быстро охлаждают
(за 15-20 мин)
и механическим путем аккуратно разрушают,
чтобы достать бронзовую елку с фигурками
Каждое изделие отделяется от елки при помощи кусачек, подготавливая их к обработке.
Каждая фигурка отмывается от остатков формы (гипса), если присутствует накал, он удаляется методом отмачивания в особом растворе.
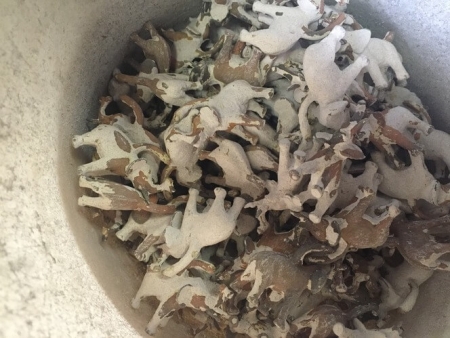 Изделия в формомассе
Изделия в формомассе
10. Предпоследний этап – обработка изделий
Все места крепления литников полируются вручную, после их удаления бормашинами.
На специальных станках бронзовые фигурки обрабатываются щетками из латуни – их мягкая щетина снимает последние окалины.
Затем происходит полировка текстильными кругами с применением полировочных паст и специальных пропиток.
 Мастер стачивает остатки литников бормашиной и полирует места их крепления к фигурке
Мастер стачивает остатки литников бормашиной и полирует места их крепления к фигурке  Изделия перед чернением и полировкой
Изделия перед чернением и полировкой
Отполированные бронзовые изделия при необходимости
проходят процедуру чернения (антикварного старения)
Если вам нужно заказать скульптуру из бронзы в антикварном виде, этот этап обязателен.
После того как фигурки из бронзы прошли обработку кислотными составами, они выглядят как настоящий антиквариат.
В завершение производится финальная полировка и тонировка тканью – изделие окончательно приобретает товарный вид.
Только после этого оно попадает покупателю в руки.
Источник
Литье скульптур из бронзы
Технология художественного литья предусматривает использование большей частью сплавов, а не чистых металлов. В чистом виде используются тяжелые металлы: олово, свинец, цинк. А сплавы — медные (чаще всего это бронза и латунь) и алюминиевые.
Сплавы представляют собой соединения путем плавки металлов и химических элементов и должны обладать следующими основными свойствами: текучестью, усадкой и ликвацией.
Бронза — сплав меди с оловом или другими металлами — свинцом, никелем. Если в сплаве 4-6% олова, бронза пластична, ее можно ковать, если 27% — сплав твердый и хрупкий. При содержании 33% олова сплав становится похожим на серебро, он называется белая бронза. Температура плавления меди — 1083 °С, в сплаве с оловом она снижается до 800 °С (25% олова, цвет желто-белый).
Латунь — сплав меди с цинком (до 45%). Легко подается резке, паяется как мягкими, так и твердыми припоями, прочны на ней и гальванические покрытия. Температура плавления 980-1000 °С.
Силумин — сплав алюминия с кремнием, имеет высокие литейные качества. Цинк (сплав). Для отливки точных изделий из цинка применяют сплав, в составе которого 94 % цинка, 4% алюминия и 2% меди. Чугун — это выплавленное из руды железо с примесью углерода, более хрупкое и менее ковкое, чем сталь. Но, несмотря на эти качества, из чугуна выплавляют высокохудожественные скульптуры
Художественное литье скульптур по моделям в земляные формы
Это простейший способ получения отливок скульптур. Технология такова: по нужному шаблону (модели) из формовочной земли изготавливают форму для заливки расплавленным металлом. форма, сделанная по тому или иному шаблону,- одноразовая: при выемке отливки она разрушается, поскольку создана из смеси песка и глины (25% содержания в смеси глины, 75% — песок). Но саму смесь для получения литейной формы можно использовать многократно, обновляя лишь внутренний облицовочный слой. Шаблон скульптуры может быть изготовлен из любого материала — пластилина, гипса (наиболее приемлемые и удобные материалы), из дерева, пластмассы, металла. Моделью может служить и сама скульптура; если нужно сделать такую же (восстановить ее первоначальный вид), то пластилином наращивают на реставрируемой или восстанавливаемой скульптуре недостающие части по начальному образцу.
Если по каким-то причинам невозможно воспользоваться в качестве модели скульптуры пластилиновой копией оригинальной скульптуры, можно сделать гипсовый слепок с оригинала скульптуры, несмотря на то, что это более трудоемкий спосо б.
Материалы для изготовления моделей скульптур:
- Пластилин, гипс, пластик, дерево
- Воск, парафин, стеарин; технический желатин, столярный клей.
- Полистирол (пенопласт) — ячеистый пластик.
Художественное литье скульптур по выплавляемым моделям
В основе литейного процесса по выплавляемым моделям лежит использование легкоплавких материалов: модель отливаемой скульптуры и ее литниковая система делается из воска, парафина или стеарина. Любой из этих легкоплавких материалов в горячем режиме заливают в пресс-форму, а после затвердения получают восковую модель скульптуры и покрывают ее специальным составом. После просушивания на модели скульптуры, образуется огнеупорная оболочка — керамическая форма, из которой выплавляют модельный состав и получают тонкостенную литейную форму которую после прокалки заливают расплавленным металлом.
Для получения нескольких одинаковых моделей скульптуры из воска применяют эластичную форму, используя для ее изготовления столярный клей или технический желатин. Второй материал более предпочтителен как в качественном отношении, так и по срокам приготовления.
С целью тиражирования восковых моделей для отливки одинаковых скульптур или деталей художественных произведений, например литых украшений для художественной ограды, изготавливают резиновую пресс-форму.
ДЕКОРИРОВАНИЕ СКУЛЬПТУР ИЗ МЕТАЛЛА
Скульптурные произведения из металла — цветного, черного или драгоценного как завершение всего процесса изготовления обязательно нуждаются в декоративной отделке. Причем она не только улучшает внешний вид скульптуры, ажурной или кованой решетки камина, чеканного рельефа или художественного литья, но и предохраняют произведение, созданные в любой технике, от воздействия внешней среды, продлевает их век.
Известно немало рецептов нанесения тончайших защитных покрытий разного цвета, имеющих свою технологию. Перед химической обработкой скульптуры проводят механическую, затем скульптуру тщательно очищают, обезжиривают, отбеливают; предварительно отшлифованную и отполированную скульптуру покрывают тонкой защитной и в то же время декоративной тонирующей пленкой. Выбор того или иного вида декоративной отделки металлического скульптурного изделия диктуется качествами самого металла, а также предназначением того или иного изделия.
Шлифовка скульптуры
Эта операция производится абразивными материалами естественного происхождения: корундами, алмазами, кремнием, кварцем, а также искусственными корундами и алмазами. На практике — это наждачная бумага или шкурка — абразивная зернь, наклеенная на плотную бумагу или ткань. Начинают шлифовку скульптуры крупнозернистой шкуркой, постепенно переходя к мелкозернистой, а затем и к шлифовальной пасте, к мельчайшей кирпичной муке. Шлифовкой со скульптуры удаляются окислы, открывается чистая поверхность
Полировка скульптурного произведения
Это следующий этап отделки скульптуры из металла. Полировка осуществляется полировочными пастами различного сметанообразного состава — смеси мела, извести, окиси хрома, алюминия, нашатырного спирта, воды и других компонентов. Славится полировочная паста ГОИ. Пасты бывают твердые, средние и тонкие. В такой очередности ими и пользуются. Если первой ликвидируют оставшиеся от шлифовки царапинки, второй добиваются ровного фона, то последней получают зеркальный блеск металла.
Полировку скульптуры обычно производят вручную, достигая идеальной равномерности и доставая до углублений рельефа. Более ровные и крупные детали скульптурного изделия полируют на специально изготовленных кругах из нескольких слоев войлока, фетра, толстого сукна.
Закрепленный на небольшом металлическом стержне, который крепится в патроне точильного или сверлильного станка, полировочный круг, смазанный пастой, вращаясь, полирует скульптурное изделие. Затем художественную доводку скульптуры осуществляют на сухом матерчатом круге.
Наиболее труднодоступные участки скульптурного произведения полируют специально изготовленными палочками из древесины более твердых пород — бука, дуба и мягких — липы, груши. Рабочая часть полировочных палочек, которая смазывается пастой, разнообразна: выпуклая, вогнутая, коническая и так далее. Узкие сквозные отверстия скульптуры полируют шелковым шнуром, а то и суровой нитью, покрывая их пастой.
Полирование скульптуры путем уплотнения, выглаживания металлической поверхности скульптуры производится специальным инструментом — полировочным гладильником (гладилом). Он изготавливается из высокопрочной стали. Гладильник полируется и закаливается. Полирование осуществляется проглаживанием под нажимом в одном направлении до появления глянца на полируемой поверхности. Затем выглаживание осуществляется в перпендикулярном направлении. Рабочая часть гладильника шарообразна. Полируемую поверхность скульптуры для лучшего скольжения рабочей части полировальника время от времени, смачивают специальным раствором в воде мыла и нашатырного спирта.
Химическое декорирование скульптур из металла
Тонирование. Патинирование. Оксидирование.
Применяя несложную химическую обработку, на поверхности бронзовой скульптуры получают разноцветное защитно-декоративное покрытие. Небольшое скульптурное произведение погружают в емкость с химическим раствором целиком, крупное обрабатывают кистью, губкой, поролоном. Чтобы полученная пленка держалась на изделии прочнее и не покрывалась налетом, после промывки и просушки ее протирают ветошью, смоченной в машинном масле или в олифе.
Декорирование скульптуры из черных металлов
Готовая скульптура из черных металлов нуждается в декоративно-защитных покрытиях, от технологических качеств которых зависит ее привлекательность и долговечность.
При обработке скульптуры из черных металлов, особенно кузнечным методом, на ее поверхности образуется слой окалины, на первый взгляд, красивого серо-голубого цвета. Но этот покров не защищает металл от коррозии, а является окисью желез а.
Имея различную толщину и плотность, он подвержен постепенному отслаиванию от скульптуры, поэтому окалину со скульптуры необходимо удалить. Сделать это можно разными способами. Например, химическим способом, пользуясь раствором соляной кислоты, уротропина и йодистого калия в различных пропорциях. Или механическим — наждаком, металлической щеткой, мелкозернистым напильником, смесью воды с молотой пемзой. После очистки и сушки скульптуры образуются цветовые тона от желтого до темно-синего. Получив желаемый оттенок, нагрев резко прекращают. Учитывая различную толщину скульптуры, оксидированием можно добиться разных цветовых оттенков на разных участках скульптуры. После оксидирования изделие покрывают воском, растворенным в бензине. После сушки полируют волосяной щеткой. Черный цвет металла можно получить натиранием очищенного металла растительным маслом и нагревом до получения пленки нужного оттенка. Масло не должно воспламеняться; разлагаясь от нагрева, оно плотно заполняет поры окислов, образуя надежное покрытие черного или темно-бурого цвета. Скульптуры для садово-парковой архитектуры, которые постоянно подвергаются атмосферному влиянию, покрывают лакокрасочными покрытиями. оксидируют нагреванием ее поверхности горелкой.
Известна строгая красота скульптур из вороненой стали, когда металл скульптуры приобретает иссиня-черный цвет, как крыло ворона. В то же время воронение скульптуры — один из лучших способов защиты скульптуры от коррозии. Наряду с отполированным до зеркальной поверхности серебром и канфаренным золотом вороненое железо почиталось геральдическим металлом. Именно такие виды декоративной обработки применялись для произведения гербов, а также художественного царского или княжеского оружия.
Для получения черной с синим отливом скульптуры в воде растворяют двухромовокислого калия. Стальную скульптуру выдерживают в этом растворе и высушивают над пламенем или жаром высокой температуры. Появляется серо-бурый оттенок. Повторяя воронение, достигают вороненого цвета.
Черную матовую поверхность получают также химическим оксидированием в водном растворе такого состава: гипосульфат натрия (поташ), аммоний, ортофосфорная кислота, азотная кислота.
Темно-коричневый цвет металлической скульптуры получают оксидированием в воде хлористого железа, 30 г железного купороса и азотнокислой меди. Скульптура начинает менять окраску на бурый цвет. Повторение оксидирования приведет к густому черно-коричневому цвету скульптуры.
Синий цвет стальные скульптуры получают оксидированием в растворе воды хлорного железа, азотной ртути, соляной кислоты и спирта; при комнатной температуре время оксидирования занимает 20 минут.
Перед любым способом оксидирования скульптуры слой окиси необходимо декапировать химическими растворами (3-5-просмоловым раствором в воде соляной или серной кислоты), а также чисто обезжирить ацетоном или бензином. Эти операции для избежания жировых пятен или иного загрязнения поверхности скульптуры. Скульптуру обрабатывают в растворах на проволочных подвесках и промывают под струей воды для смывания кислоты.
При нагреве изделия газовой горелкой на нем меняются оттенки побежалости (цветовой изменчивости) — от соломенного до черного. На необходимом цвете мастер прекращает термическое тонирование скульптуры. Для оксидирования скульптуры путем нагрева поверхности скульптуры в индивидуальной мастерской применима простейшая газовая горелка с деревянной ручкой, соединенная гибким шлангом с газовым баллончиком. Цветовой гаммы, тонирования, цветовых переходов можно достичь умелым пользованием горелкой. Таким способом тонируются как чеканные, так и другие скульптуры или произведения смешанных техник. После термической обработки скульптуру покрывают восковым слоем (воск с растворителем) и полируют войлоком и фетром.
Олифо-масляный обжиг обычно применяют для нанесения декоративно-защитного черно-коричневого покрытия на скульптуры из чугуна, получаемые литьем,- скульптурные произведения, фигурные решетки для ограды парков, цветников и другие. Скульптуру смачивают олифой, а затем прокаливают. Такой способ декорирования скульптур применяется и для произведений, созданных художественной ковкой.
Защитное тонирование или патинирование скульптур из цветных металлов и сплавов Особенно восприимчивы к тонированным покрытиям скульптуры из меди и ее сплавов: латуни и бронзы.
Черный (серый) цвет скульптурам из меди и латуни можно придать с помощью разных оксидирующих растворов.
Наиболее насыщенного цвета оксидных пленок на скульптуре из меди — от светло-коричневого — до коричнево-черного — можно получить, приготовив раствор в сочетании сернистого аммония с серной печенью.
Шоколадный цвет скульптурам из меди и латуни можно придать в растворе хлорида калия, сульфата никеля и сульфата меди. Коричневый цвет с красноватым оттенком скульптуры получают в растворе пятисернистой сурьмы в едком натрии
Красно-коричневый цвет латунным скульптурам придает водный раствор хлористого цинка и медного купороса в равном соотношении частей цинка и купороса.
Коричневый и черный цвет на латунной скульптуре получают обработкой художественного изделия раствором гипосульфата и азотной, серной или соляной кислоты в воде.
Оливковый и черно-коричневый цвет придаст скульптурам из латуни обработка раствором хлорокиси меди и нашатыря
Латунная скульптура становится черной в следующем растворе: в воде смешивают хлорокись меди и аммиак. Получится смесь зеленоватого цвета, а после выпадения осадка — сине-зеленого; в этом растворе и тонируют латунь; при этом скульптура не теряет своего блеска. Длительность обработки скульптуры не превышает нескольких секунд.
Оранжево-красным за несколько минут латунную скульптуру сделает раствор сернистого калия в воде. В старину латуни придавали и иные, казалось бы, совершенно неожиданные для этого сплава цвета.
Фиолетовый цвет получали погружением скульптуры в раствор хлорной сурьмы; шоколадно-бурый — обжигом скульптуры окисью желе за и последующей полировкой свинцовым блеском.
Цвет античной патины скульптурам из меди, бронзы и латуни можно придать обработкой их в растворе хлористого аммония и углекислого аммония в воде.
Источник