- cnc-club.ru
- Датчик длины инструмента
- Датчик длины инструмента
- Re: Датчик длины инструмента
- Re: Датчик длины инструмента
- Re: Датчик длины инструмента
- Re: Датчик длины инструмента
- Re: Датчик длины инструмента
- Re: Датчик длины инструмента
- Re: Датчик длины инструмента
- Re: Датчик длины инструмента
- Re: Датчик длины инструмента
- Re: Датчик длины инструмента
- Re: Датчик длины инструмента
- Re: Датчик длины инструмента
- Re: Датчик длины инструмента
- Re: Датчик длины инструмента
- Датчик инструмента
- Сообщения 11
- 1 Тема от serg 2015-09-01 14:16:34
- Тема: Датчик инструмента
- 2 Ответ от cnc-master 2015-09-01 17:44:39
- Re: Датчик инструмента
- 3 Ответ от serg 2015-09-01 18:44:16
- Re: Датчик инструмента
- 4 Ответ от serg 2015-09-03 09:29:20
- Re: Датчик инструмента
- 5 Ответ от cnc-master 2015-09-03 10:46:39
- Re: Датчик инструмента
- Работа с датчиком инструмента в Mach3
cnc-club.ru
Статьи, обзоры, цены на станки и комплектующие.
Датчик длины инструмента

Датчик длины инструмента
Сообщение Nick » 09 ноя 2010, 00:31
Use the Console, Luke.

Re: Датчик длины инструмента
Сообщение Nick » 11 ноя 2010, 00:21
И еще интерессно, нужно ли включать шпиндель при для определения длинны инструмента, или можно с выключеным.
И сама инициализации станка должна выглядеть так:
- Home Z axis
- Move Z to the top
- Home X and Y axis
- Перемещаемся в то место, где установлен датчик длины инструмента и потихоньку едем на него.
Use the Console, Luke.
Re: Датчик длины инструмента
Сообщение xentaur » 15 ноя 2010, 04:19
Бесконтактный датчик для длины инструмента не лучшая идея. От маленькой фрезы может не сработать.
Использовать лепестковый пружинный контакт на размыкание.
Re: Датчик длины инструмента
Сообщение Nick » 15 ноя 2010, 10:42
Use the Console, Luke.
Re: Датчик длины инструмента
Сообщение aftaev » 17 ноя 2010, 23:17
Re: Датчик длины инструмента
Сообщение Nick » 17 ноя 2010, 23:23
Use the Console, Luke.
Re: Датчик длины инструмента
Сообщение kaa39518 » 20 ноя 2010, 04:17
Re: Датчик длины инструмента
Сообщение Nick » 20 ноя 2010, 18:35
Use the Console, Luke.
Re: Датчик длины инструмента
Сообщение Алекс » 29 авг 2011, 11:40

Re: Датчик длины инструмента
Сообщение Klim_1 » 14 сен 2011, 11:27
Re: Датчик длины инструмента
Сообщение Nick » 14 сен 2011, 12:05
Use the Console, Luke.
Re: Датчик длины инструмента
Сообщение Klim_1 » 14 сен 2011, 13:17
Re: Датчик длины инструмента
Сообщение aftaev » 14 сен 2011, 14:49

Re: Датчик длины инструмента
Сообщение Dmaster » 14 сен 2011, 15:14
Господа)))) видел супервеч!
Nick. датчик — это счатье)
Через жесткий железный рычаг нажимется микрик. даже если срабатывание микрика идет в пределах +- 1 мм, то рычаг может десятикратно его поделить.
точики означают пустоту))) пробелы не отображает))
Re: Датчик длины инструмента
Сообщение Klim_1 » 14 сен 2011, 15:42
Оооо мне бы ваши знания Но у меня так не вышло, ибо была зависимость от тока плазмы и особенно от износа центрального электрода. Электрод становился короче (выгорал) и на это расстояние горелка становилась ближе к листу. Сами понимаете что если оператор тупанул с заменой электрода или корректировкой напряжения и еще и малая высота реза — горелка старалась упереться в металл и никого слушать не хотела . а именно от этого и ставили контроль. Сделали свой алгоритм и пока это всех устроило. НО это частный случай
Источник
Датчик инструмента
Чтобы отправить ответ, вы должны войти или зарегистрироваться
Сообщения 11
1 Тема от serg 2015-09-01 14:16:34
- serg
- Новичок
- Неактивен
- Зарегистрирован: 2015-09-01
- Сообщений: 5
Тема: Датчик инструмента
Всем добрый день! Перерыл все темы форума и не нашел ответа на простой вопрос-как правильно подключить и настроить датчик обнуления по оси Z. Если можно по-шагово. У меня контролер TuxWay 4А и управляющая программа Mach3. В общем оно раньше не нужно было так как детали однотипные -один раз выставил «0» по Z и вперед, а вот теперь понадобилось. Заранее спасибо!
2 Ответ от cnc-master 2015-09-01 17:44:39

- cnc-master
- Администратор
- Неактивен
- Откуда: МОСКВА
- Зарегистрирован: 2014-12-08
- Сообщений: 777,777,854




Re: Датчик инструмента
как правильно подключить и настроить датчик обнуления по оси Z
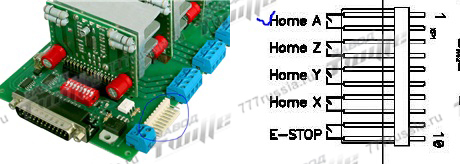
1. Необходимо вскрыть блок.
2. Внутри белый 10 пиновый разъем. Подключаемся к нему. 10 пин на разъеме соответствует 10 на lpt, 9 пин на разъеме общий («-«), 8 пин — 11 на lpt, 7 пин на разъеме общий («-«), и т.д.
3. Далее настраивает как входной сигнал PROBE — ставим пин согласно подключенному или пользуемся Autoset/
4. Далее работа макросов.
3 Ответ от serg 2015-09-01 18:44:16
- serg
- Новичок
- Неактивен
- Зарегистрирован: 2015-09-01
- Сообщений: 5
Re: Датчик инструмента
как правильно подключить и настроить датчик обнуления по оси Z
1. Необходимо вскрыть блок.
2. Внутри белый 10 пиновый разъем. Подключаемся к нему. 10 пин на разъеме соответствует 10 на lpt, 9 пин на разъеме общий («-«), 8 пин — 11 на lpt, 7 пин на разъеме общий («-«), и т.д.
3. Далее настраивает как входной сигнал PROBE — ставим пин согласно подключенному или пользуемся Autoset/
4. Далее работа макросов.
Спасибо за ответ! С п.1. п.3 все ясно(я этот разъем давно вывел на корпус), а вот далее, п.4 поподробней. если можно.
4 Ответ от serg 2015-09-03 09:29:20
- serg
- Новичок
- Неактивен
- Зарегистрирован: 2015-09-01
- Сообщений: 5
Re: Датчик инструмента
Видать никто не знает! Может кто подскажет где почитать?
5 Ответ от cnc-master 2015-09-03 10:46:39
- cnc-master
- Администратор
- Неактивен
- Откуда: МОСКВА
- Зарегистрирован: 2014-12-08
- Сообщений: 777,777,854
Re: Датчик инструмента
Запустить скрипт обнуления координаты Z. Он вшит по умолчанию в Mach3, если же нет то добавить самостоятельно на любую кнопку
Таких скриптов в сети огромное множество (можно будет поправить под себя)
Rem VBScript To probe In the z axis
If GetOemLed (825) <> 0 Then ‘Check to see if the probe is already grounded or faulty
Code «(Z-Plate is grounded, check connection and try again)» ‘this goes in the status bar if aplicable
Else
Code «G4 P1» ‘Pause 1 seconds to give time to position probe plate
PlateOffset = GetUserDRO(1151) ‘Get plate offset DRO
CurrentFeed = GetOemDRO(818) ‘Get the current feedrate to return to later
Code «F100» ‘ тут ставим скорость опускания фрезы. НЕ ПЕРЕУСЕРДСТВУЙТЕ.
Rem Probe in the z direction
ZNew = GetDro(2) — 2 ‘probe move to current z — 2 inches
Code «G31Z» &ZNew
While IsMoving() ‘wait for probe move to finish
Wend
ZNew = GetVar(2002) ‘read the touch point
Code «G0 Z» &ZNew ‘move back to hit point incase there was overshoot
While IsMoving ()
Wend
If PlateOffset <> 0 Then
Call SetDro (2, PlateOffset) ‘set the Z axis DRO to plate thickness
Code «G4 P0.25» ‘Pause for Dro to update.
ZNew = PlateOffset + .25
Code «G0 Z» &ZNew ‘put the Z retract height you want here
Code «(Z axis is now zeroed)» ‘puts this message in the status bar
End If
Code «F» &CurrentFeed ‘Returns to prior feed rate
End If
Источник
Работа с датчиком инструмента в Mach3
В комплекте станка может поставляться (или заказываться отдельно) датчик касания инструмента (алюминиевая или стальная пластина с присоединённым к ней проводом) -далее датчик инструмента и вторым проводом с зажимом типа «крокодил» для присоединения общей точки контроллера управления к станине станка, если он металлический, или к самому инструменту — если станок изготовлен из фанеры или в шпинделе использованы керамические подшипники.
Присоединение датчика инструмента
Провод присоединённый к самому датчику подключается к клемме входов контроллера IN1…IN5) контроллера в алюминиевом корпусе. Второй провод с «крокодилом» подключаем к клемме GND клеммника INPUT.
Существует два варианта контроллеров в алюминиевом корпусе. Первый вариант был в производстве и до начала 3-го квартала 2016 года. Новая ревизия контроллера поставляется с 3-го квартала 2016 г.
Для ранней версии контроллера подключение концевых выключателей возможно с использованием схемы актуальной ревизии контроллера. Настройки Mach3, так же одинаковы.
Рисунок 1 подключение датчика инструмента к 3-х осевому контроллеру в алюминиевом корпусе.
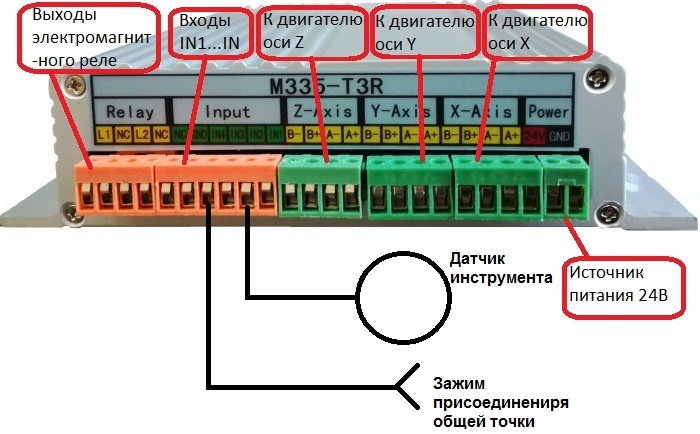
Рисунок 2 подключение датчика инструмента к 4-х осевому контроллеру в алюминиевом корпусе. 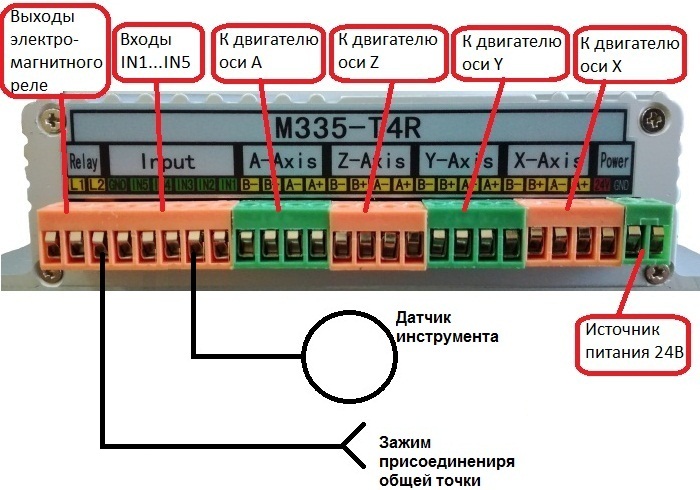
Зажим закрепляем или на станине станка или на самом инструменте.
Штангенциркулем или микрометром измеряем высоту(толщину) датчика инструмента. Полученный результат сохраняем.
Производим установку конфигурации входного сигнала «Probe»
Для этого заходим в меню Config/Port&Pins/Input Signals и устанавливаем конфигурацию входа «Probe” согласно рисунку 3. 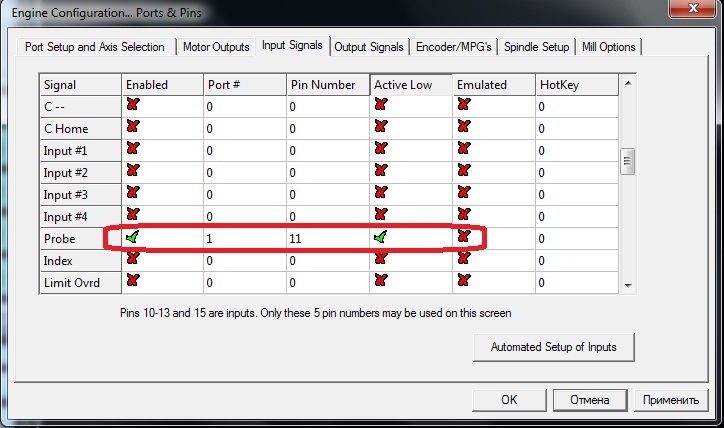
Нажимаем кнопки «Применить» и «ОК».
Производим проверку работоспособности подключенного датчика инструмента. Для этого подаём питание на контроллер управления шаговыми двигателями. Открываем вкладку Mach3 — “Diagnostics”. Касаемся разъёмом «крокодил» пластины датчика. Если всё настроено правильно, то в открытой вкладке на панели «Port 1 current State» должен погаснуть выделенный индикатор, а на панели «Input signal current State” должен изменить цвет на зелёный индикатор «Digitize”, рисунок 4. 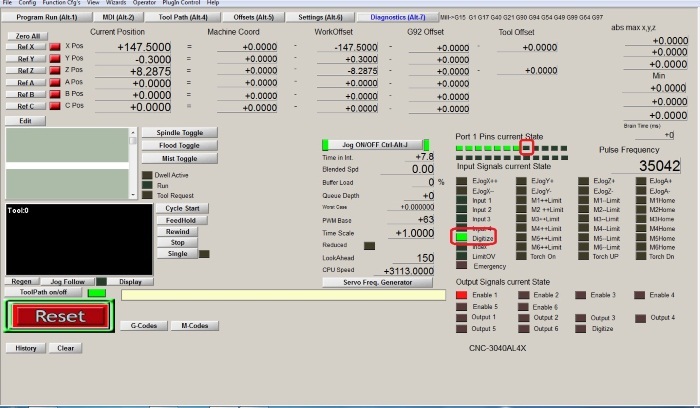
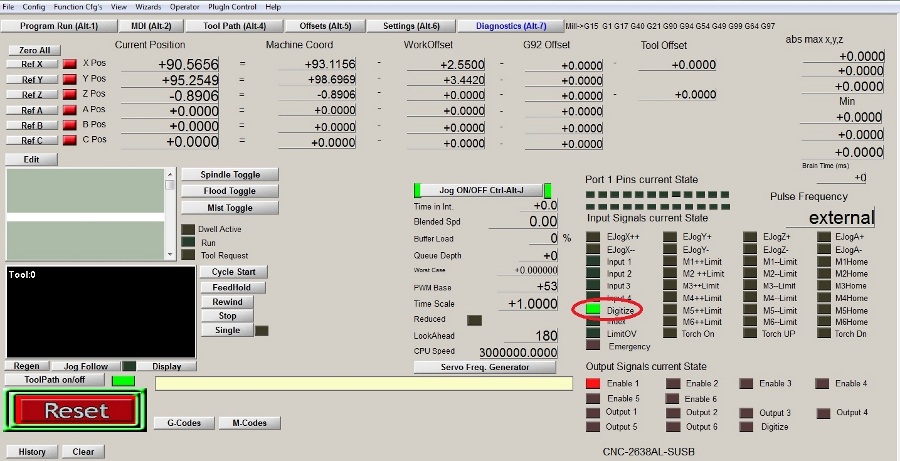
При работе с USB адаптером срабатывает только индикатор Digitize индикаторы Pins current State не используются , рисунок 5.
Далее подключаем скрипт приведённый в файле скрипт_zero_tool. Txt. При работе с LPT- портом или скрипт zero_tool_usb.txt при работе с USB адаптером.
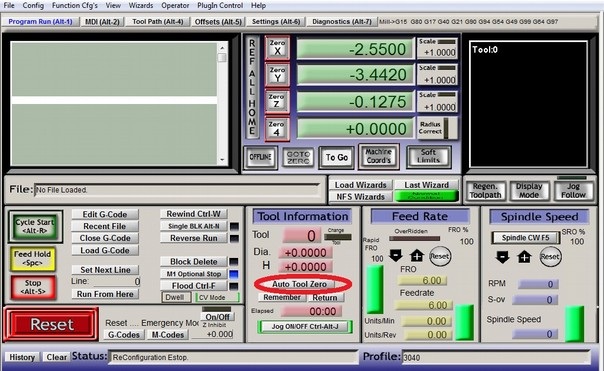
Открываем главный экран (вкладка Program Run). После этого открываем выпадающее меню “Operator” и выбираем пункт «Edit Button Script”. После этого на главном экране начинают мигать несколько кнопок. Выбираем кнопку «Auto Tool Zero” панели «Tool Information” рисунок 6.
После нажатия кнопки открывается окно скрипта рисунок 7.

Окно как правило пустое, если в нём присутствует какой-либо текст -удаляем.
Открываем в «блокноте» файл скрипт_zero_tool.txt или zero_tool_usb.txt , копируем его содержимое и вставляем скопированное в в ранее открытое окно скрипта рисунок 8.
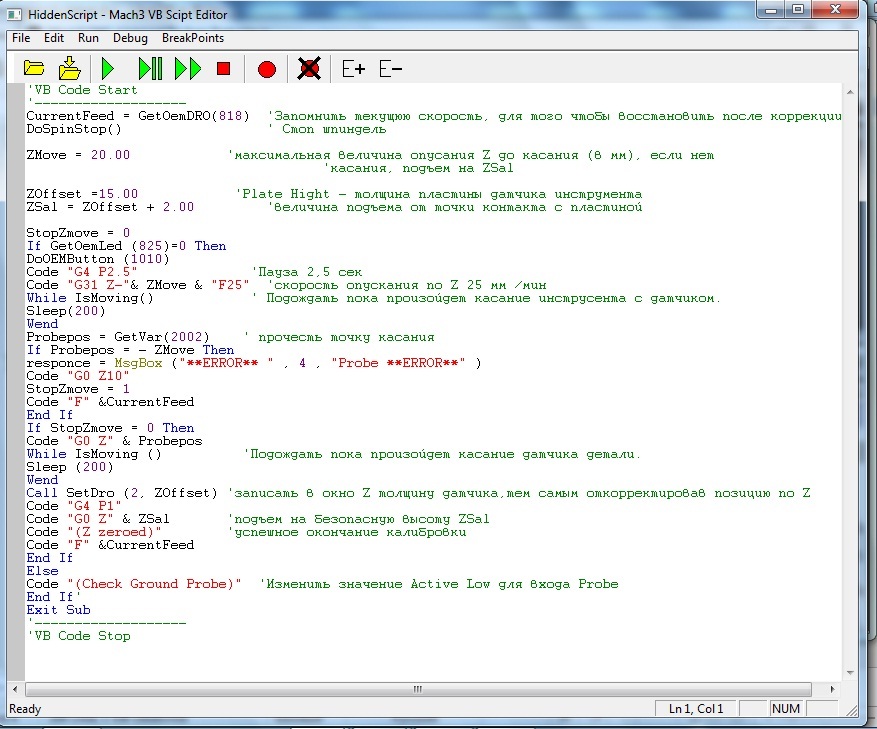
Рисунок 8
В строке «ZOffset =15.00 ‘Plate Hight — толщина пластины датчика инструмента» при работе с LPT-портом заменяем, если необходимо, значение 15.00 на ранее измеренную высоту датчика инструмента.
В строке PlateOffset = 13.3 ‘Толщина датчика инструмента при работе с USB-адаптером заменяем, если необходимо, значение 15.00 на ранее измеренную высоту датчика инструмента.
Величина подъёма инструмента от точки касания пластины датчика инструмента 2мм.
Если необходимо большее расстояние от пластины датчика до инструмента, заменяем в строке
«ZSal = ZOffset + 2.00 ‘величина подъема от точки контакта с пластиной» значение 2.00 на необходимое для скрипта LPT- порта и в строке ZNew = PlateOffset + 2.00 ‘ZNew = толщина датчика + 2 mm, где 2mm величина подъема от точки контакта с пластиной, для скрипта с USB-переходником.
Сохраняем.
Производим проверку работоспособности скрипта. Для этого рекомендуется заменить инструмент в шпинделе на обрезок мягкого провода. Подключаем станок. Устанавливаем датчик инструмента на поверхность рабочего стола или заготовки. Подключаем провод общей точки к станине станка (проводу вставленному в шпиндель если станина диэлектрическая). Устанавливаем по оси Z расстояние от конца провода до датчика менее чем 20мм. В скрипте для LPT-порта заданно расстояние поиска точки контакта 20мм если расстояние инструмента от пластины датчика окажется больше, то точка -20мм от начальной будет принята за нулевую.
Нажимаем кнопку «Auto Tool Zero”, шпиндель с должен опускаться со скоростью 25мм/минуту, для скрипта LPT-порта и 100мм/минуту для USB- адаптера, до касания провода с пластиной датчика. После касания, если не изменялись данные должно произойти обнуление координаты оси Z, присвоение ей значения «Zoffset» и отвод инструмента на величину указанную в параметре «величина подъема от точки контакта с пластиной». Если параметры скрипта не изменялись, то после окончания процедуры в окне координат по оси Z должно быть значение 17.00мм (15.3мм).
Примечание. При использовании скрипта LPT-порта совместно с адаптером «Моделист USB-LPT»
скрипт корректно выполняет свои функции только если:
-единицы измерения в меню “Config→Select Native Units” установлены миллиметры;
— в машинных координатах (“Machine Coord’s” ) значение координаты оси Z в положительном направлении изменения координат не превышает значение «ZMove» . Для исключения данного ограничения в работе скрипта необходимо перед началом работы произвести обнуление машинных координат (машинные координаты по оси Z обнуляются в крайнем верхнем положении рабочего органа станка). Или второй вариант – увеличить диапазон по «ZMove» до значения, которое гарантированно не будет превышено координатами по оси Z в направлении положительного перемещения. Скрипт предназначенный для работы с USB-адаптером может использоваться так же и с LPT-портом
Rem VBScript To probe In the z axis
If GetOemLed (825) <> 0 Then ‘Проверка нет-ди замыкания между датчиком и фрезой
Code «(Z-Plate is grounded, check connection and try again)» ‘Предупреждение выводимое в строку статуса если есть замыканае между датчиком и фрезой
Else
‘Code «G4 P1» ‘Пауза 1 сек, чтобы дать время для установки
Sleep 100
PlateOffset = 13.3 ‘ 0 Then
Call SetDro (2, PlateOffset) ‘присвоить значение толщины датчика координате Z
‘Code «G4 P1» ‘Пауза для обновления.
Sleep 500
ZNew = PlateOffset + 2 ‘ZNew = толщина датчика + 2 mm, где 2mm величина подъема от точки контакта с пластиной
Sleep 100
‘ZNew = 2 ‘ координата ZNew должна быть больше толщины датчика
Code «G0 Z» &ZNew
Code «(Z axis is now zeroed)» ‘ Сообщение в строке состояния»
End If
Sleep 100
Code «F» &CurrentFeed ‘Возврат к прежней подаче
End If
Источник