- Работа с датчиком инструмента в Mach3
- Датчик автоопределения высоты фрезы
- #1 OFFLINE Alekse79
- #2 OFFLINE niksooon
- #3 OFFLINE Alekse79
- #4 OFFLINE Ewgeniy
- #5 OFFLINE mihams
- #6 OFFLINE Alekse79
- #7 OFFLINE Ewgeniy
- #8 OFFLINE mihams
- #9 OFFLINE Ewgeniy
- #10 OFFLINE mihams
- #11 OFFLINE Ewgeniy
- #12 OFFLINE vv92
- #13 OFFLINE mihams
- #14 OFFLINE Cooler
- #15 OFFLINE niksooon
- #16 OFFLINE Cooler
- #17 OFFLINE 3D-BiG
- #18 OFFLINE niksooon
- #19 OFFLINE 3D-BiG
- #20 OFFLINE niksooon
Работа с датчиком инструмента в Mach3
В комплекте станка может поставляться (или заказываться отдельно) датчик касания инструмента (алюминиевая или стальная пластина с присоединённым к ней проводом) -далее датчик инструмента и вторым проводом с зажимом типа «крокодил» для присоединения общей точки контроллера управления к станине станка, если он металлический, или к самому инструменту — если станок изготовлен из фанеры или в шпинделе использованы керамические подшипники.
Присоединение датчика инструмента
Провод присоединённый к самому датчику подключается к клемме входов контроллера IN1…IN5) контроллера в алюминиевом корпусе. Второй провод с «крокодилом» подключаем к клемме GND клеммника INPUT.
Существует два варианта контроллеров в алюминиевом корпусе. Первый вариант был в производстве и до начала 3-го квартала 2016 года. Новая ревизия контроллера поставляется с 3-го квартала 2016 г.
Для ранней версии контроллера подключение концевых выключателей возможно с использованием схемы актуальной ревизии контроллера. Настройки Mach3, так же одинаковы.
Рисунок 1 подключение датчика инструмента к 3-х осевому контроллеру в алюминиевом корпусе.
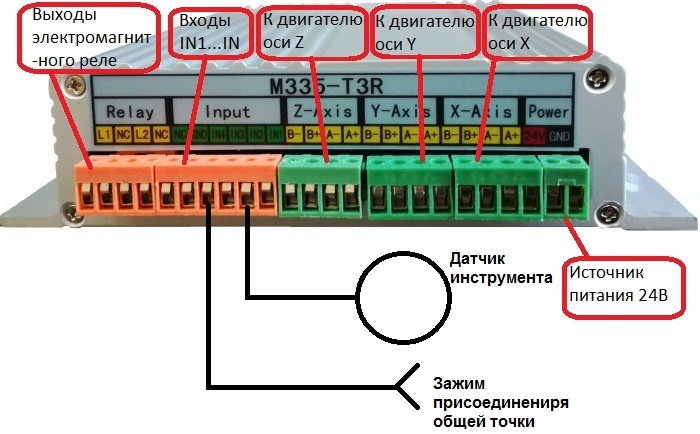
Рисунок 2 подключение датчика инструмента к 4-х осевому контроллеру в алюминиевом корпусе. 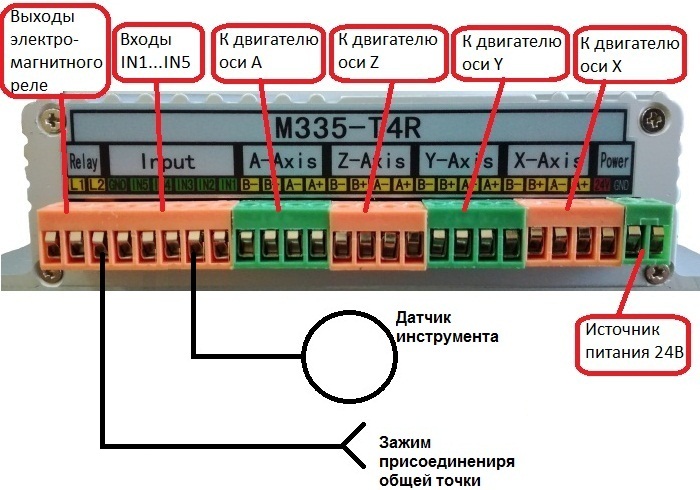
Зажим закрепляем или на станине станка или на самом инструменте.
Штангенциркулем или микрометром измеряем высоту(толщину) датчика инструмента. Полученный результат сохраняем.
Производим установку конфигурации входного сигнала «Probe»
Для этого заходим в меню Config/Port&Pins/Input Signals и устанавливаем конфигурацию входа «Probe” согласно рисунку 3. 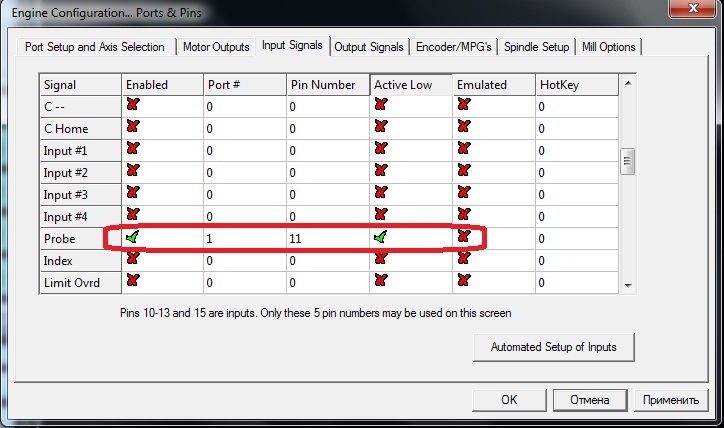
Нажимаем кнопки «Применить» и «ОК».
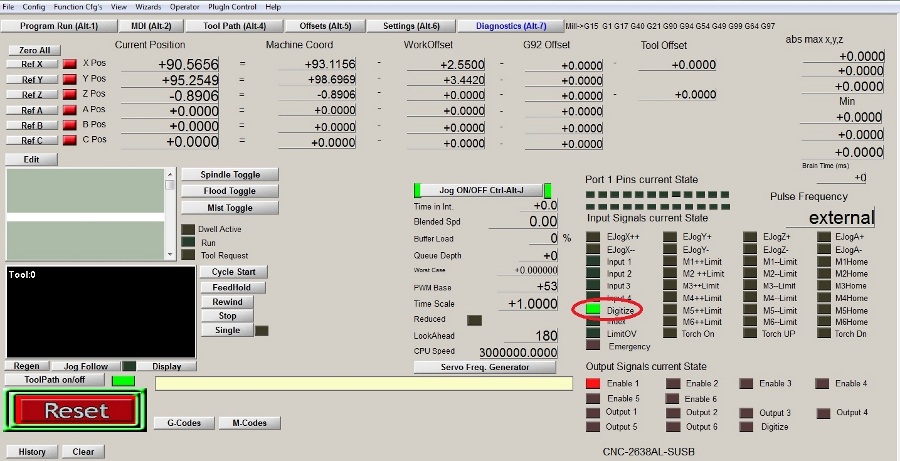
Производим проверку работоспособности подключенного датчика инструмента. Для этого подаём питание на контроллер управления шаговыми двигателями. Открываем вкладку Mach3 — “Diagnostics”. Касаемся разъёмом «крокодил» пластины датчика. Если всё настроено правильно, то в открытой вкладке на панели «Port 1 current State» должен погаснуть выделенный индикатор, а на панели «Input signal current State” должен изменить цвет на зелёный индикатор «Digitize”, рисунок 4. 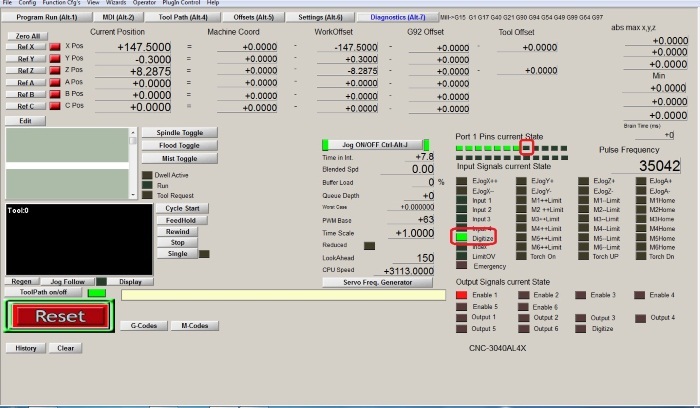
При работе с USB адаптером срабатывает только индикатор Digitize индикаторы Pins current State не используются , рисунок 5.
Далее подключаем скрипт приведённый в файле скрипт_zero_tool. Txt. При работе с LPT- портом или скрипт zero_tool_usb.txt при работе с USB адаптером.
Открываем главный экран (вкладка Program Run). После этого открываем выпадающее меню “Operator” и выбираем пункт «Edit Button Script”. После этого на главном экране начинают мигать несколько кнопок. Выбираем кнопку «Auto Tool Zero” панели «Tool Information” рисунок 6.
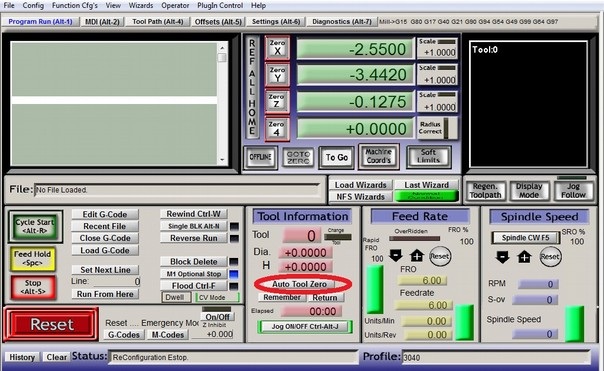
После нажатия кнопки открывается окно скрипта рисунок 7.

Окно как правило пустое, если в нём присутствует какой-либо текст -удаляем.
Открываем в «блокноте» файл скрипт_zero_tool.txt или zero_tool_usb.txt , копируем его содержимое и вставляем скопированное в в ранее открытое окно скрипта рисунок 8.
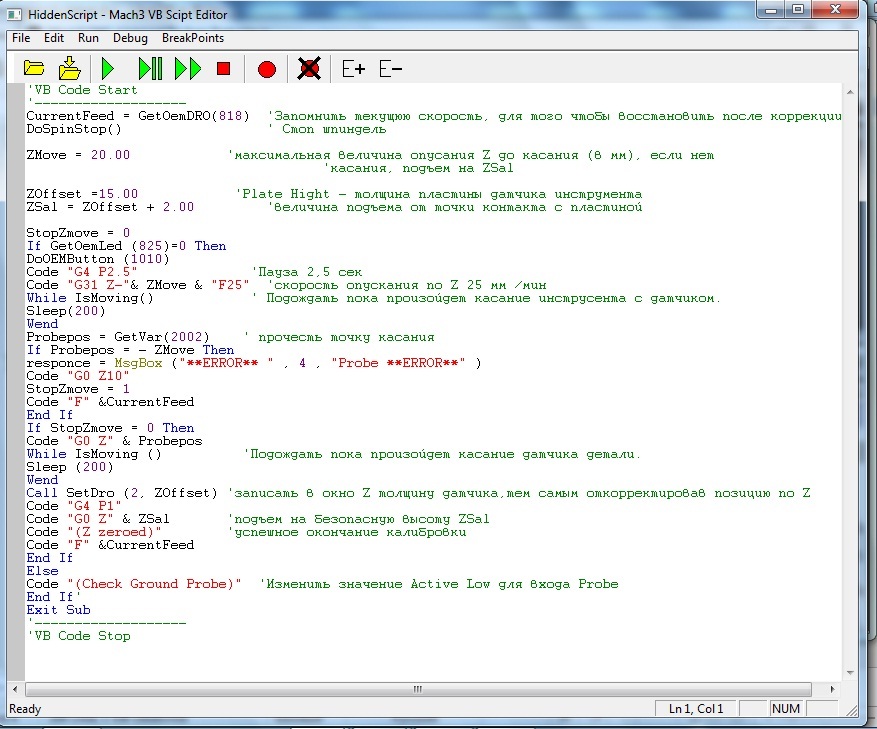
Рисунок 8
В строке «ZOffset =15.00 ‘Plate Hight — толщина пластины датчика инструмента» при работе с LPT-портом заменяем, если необходимо, значение 15.00 на ранее измеренную высоту датчика инструмента.
В строке PlateOffset = 13.3 ‘Толщина датчика инструмента при работе с USB-адаптером заменяем, если необходимо, значение 15.00 на ранее измеренную высоту датчика инструмента.
Величина подъёма инструмента от точки касания пластины датчика инструмента 2мм.
Если необходимо большее расстояние от пластины датчика до инструмента, заменяем в строке
«ZSal = ZOffset + 2.00 ‘величина подъема от точки контакта с пластиной» значение 2.00 на необходимое для скрипта LPT- порта и в строке ZNew = PlateOffset + 2.00 ‘ZNew = толщина датчика + 2 mm, где 2mm величина подъема от точки контакта с пластиной, для скрипта с USB-переходником.
Сохраняем.
Производим проверку работоспособности скрипта. Для этого рекомендуется заменить инструмент в шпинделе на обрезок мягкого провода. Подключаем станок. Устанавливаем датчик инструмента на поверхность рабочего стола или заготовки. Подключаем провод общей точки к станине станка (проводу вставленному в шпиндель если станина диэлектрическая). Устанавливаем по оси Z расстояние от конца провода до датчика менее чем 20мм. В скрипте для LPT-порта заданно расстояние поиска точки контакта 20мм если расстояние инструмента от пластины датчика окажется больше, то точка -20мм от начальной будет принята за нулевую.
Нажимаем кнопку «Auto Tool Zero”, шпиндель с должен опускаться со скоростью 25мм/минуту, для скрипта LPT-порта и 100мм/минуту для USB- адаптера, до касания провода с пластиной датчика. После касания, если не изменялись данные должно произойти обнуление координаты оси Z, присвоение ей значения «Zoffset» и отвод инструмента на величину указанную в параметре «величина подъема от точки контакта с пластиной». Если параметры скрипта не изменялись, то после окончания процедуры в окне координат по оси Z должно быть значение 17.00мм (15.3мм).
Примечание. При использовании скрипта LPT-порта совместно с адаптером «Моделист USB-LPT»
скрипт корректно выполняет свои функции только если:
-единицы измерения в меню “Config→Select Native Units” установлены миллиметры;
— в машинных координатах (“Machine Coord’s” ) значение координаты оси Z в положительном направлении изменения координат не превышает значение «ZMove» . Для исключения данного ограничения в работе скрипта необходимо перед началом работы произвести обнуление машинных координат (машинные координаты по оси Z обнуляются в крайнем верхнем положении рабочего органа станка). Или второй вариант – увеличить диапазон по «ZMove» до значения, которое гарантированно не будет превышено координатами по оси Z в направлении положительного перемещения. Скрипт предназначенный для работы с USB-адаптером может использоваться так же и с LPT-портом
Rem VBScript To probe In the z axis
If GetOemLed (825) <> 0 Then ‘Проверка нет-ди замыкания между датчиком и фрезой
Code «(Z-Plate is grounded, check connection and try again)» ‘Предупреждение выводимое в строку статуса если есть замыканае между датчиком и фрезой
Else
‘Code «G4 P1» ‘Пауза 1 сек, чтобы дать время для установки
Sleep 100
PlateOffset = 13.3 ‘ 0 Then
Call SetDro (2, PlateOffset) ‘присвоить значение толщины датчика координате Z
‘Code «G4 P1» ‘Пауза для обновления.
Sleep 500
ZNew = PlateOffset + 2 ‘ZNew = толщина датчика + 2 mm, где 2mm величина подъема от точки контакта с пластиной
Sleep 100
‘ZNew = 2 ‘ координата ZNew должна быть больше толщины датчика
Code «G0 Z» &ZNew
Code «(Z axis is now zeroed)» ‘ Сообщение в строке состояния»
End If
Sleep 100
Code «F» &CurrentFeed ‘Возврат к прежней подаче
End If
Источник
Датчик автоопределения высоты фрезы
#1 OFFLINE Alekse79


- Из:Москва
День добрый! На станке по управлением Mach стоит автоопределение нуля по Z. Он сделан в виде металлического «пятака». Но у меня проблема, инструмент определяется на 1.5мм длиннее чем есть на самом деле. Похоже что где-то поставлены данные что толщина пятака 1.5 мм, а он у меня толщиной 3 мм. Подскажите где редактируется этот параметр в Mach
#2 OFFLINE niksooon
- Пол: Мужчина
- Из:Кашира
Есть кнопочка полезная edit button script в окне Оperator.
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
#3 OFFLINE Alekse79
- Из:Москва
Есть кнопочка полезная edit button script в окне Оperator.
Если правильно понял надо редактировать скрипт(((. Там скрипты-то написаны хотя бы на джаве? Али еще какой язык?
#4 OFFLINE Ewgeniy

- Пол: Мужчина
- Из:Москва
Вам без разницы на чем они написаны, просто зайдите в редактирование, во второй строчке, по моему, цифра — толщина датчика, поставьте цифру соответствующую толщине вашего датчика и сохраните скрипт. Я тут в каком то посте даже скрин всего скрипта приводил и точное местоуказание этой цифры.
#5 OFFLINE mihams
- Из:Kovrov
Если правильно понял надо редактировать скрипт(((. Там скрипты-то написаны хотя бы на джаве? Али еще какой язык?
#6 OFFLINE Alekse79
- Из:Москва
Всем спасибо, разобрался довольно быстро. Особо порадовало что знакомый язык VB, когда-то давно даже чего-то на нем прогал.
#7 OFFLINE Ewgeniy
- Пол: Мужчина
- Из:Москва
И чЁ, применили арсенал всех своих знаний по VB что бы вместо одной цифры поставить другую?
Люди иногда маленько не в себе конечно бывают. даже настолько. )))
Сообщение отредактировал Ewgeniy: 09 Ноябрь 2016 — 00:24
#8 OFFLINE mihams
- Из:Kovrov
И чЁ, применили арсенал всех своих знаний по VB что бы вместо одной цифры поставить другую?
Люди иногда маленько не в себе конечно бывают. даже настолько. )))
вы ж не знаете что за скрипт у него.
у меня, например, и скин и скрипты самопальные. и фига кто за минуту разберется
#9 OFFLINE Ewgeniy
- Пол: Мужчина
- Из:Москва
т.е. известную человеку цифру (он же её вычислил) найти невозможно, ага, она видимо там на ассемблере прописана. )))
и я вот до сих пор не понимаю, зачем цитировать мой пост (да и любой другой), если вы сразу же на него и отвечаете, вот это для меня неразрешимая загадка.
Сообщение отредактировал Ewgeniy: 09 Ноябрь 2016 — 00:50
#10 OFFLINE mihams
- Из:Kovrov
т.е. известную человеку цифру (он же её вычислил) найти невозможно, ага, она видимо там на ассемблере прописана. )))
и я вот до сих пор не понимаю, зачем цитировать мой пост, если вы сразу же на него и отвечаете, вот это для меня неразрешимая загадка.
да не обязательно эти значения в скрипте должны быть
я вообще считаю, что все переменные, которые могут измениться, нужно вводить через дро на отдельно сделанной вкладке
#11 OFFLINE Ewgeniy
- Пол: Мужчина
- Из:Москва
издевается, ну это понятно и простительно тут это любят )))))
ну вы можете считать конечно так как вам хочется, а у меня скачанный у добрых людей скрипт, прописал нужные значения.
1. Толщину датчика.
2. Скорость первого подхода к датчику.
3. Скорость второго подхода к датчику.
4. Высоту «отскока» от датчика после замера.
и как то уж год как не парюсь на эту тему. ))
#12 OFFLINE vv92

- Пол: Мужчина
- Город: Н.Новгород
- Из:Н.Новгород
Мы не ищем легких путей, чё.
А так-то да, но нет.
#13 OFFLINE mihams
- Из:Kovrov
да это вы издеваетесь.
а я пытаюсь объяснить, что не у всех скачанный у добрых людей скрипт, и находиться толщина,скорости и прочее не обязательно должны в скрипте и не обязательно скрипт должен находится на стандартной кнопке.
вы ж не знаете что за скрипт у него.
у меня, например, и скин и скрипты самопальные. и фига кто за минуту разберется
и к слову. у меня вообще этого скрипта нет)))
просто вводится толщина заготовки
#14 OFFLINE Cooler
- Пол: Мужчина
- Из:Оснабрюк
Доброе время суток!
Приобрел датчик высоты инструмента.

У него два сэнсора,как я понял (инструкция на китайском).
Первый сенсор подключил к «INPUT 1»,второй к «PROBE».
Идикация при нажатии на датчик в «Diagnostics» есть, тут вроде все работает.
Нарыл вот такой скрипт:
«PlateOffset=57.5 ‘толщина платы мм.
Zup=25 ‘Расстояние на которое отойдет фреза после коррекции
MaxZPlus=250 ‘максимальный ход станка по оси Z мм.
Sleep 100 ‘Пауза 0,1 сек.
CurrentFeed = GetOemDRO(818) ‘Запомнить текущюю скорость, для того чтобы восстановить после коррекции.
Code «F300» ‘Задать скорость подачи до касания инструментом
ZNew = GetDro(2) -MaxZPlus ‘опустить инструмент до касания
Code «G31Z» &ZNew
While IsActive (Input1)= 0’Подождать покa Input1 не станет не активным.
Wend
Code «F50» ‘замедлить подачу до 50мм\мин
ZNew = GetDro(2) -6
Code «G31Z» &ZNew ‘опустить инструмент до касания
While IsMoving() ‘Подождать пока произойдет касание платы.
Wend
If PlateOffset <> 0 Then
Call SetDro (2, PlateOffset) ‘записать в окно Z толщину платы, тем самым откорректировав позицию по Z
Code «G4 P0.25» ‘пауза для успешной записи значения в DRO
ZNew = PlateOffset + Zup ‘вычислени точки подьема
Code «G0 Z» &ZNew ‘поднять на высоту отхода после коррекции
While IsMoving ()
Wend
Code «(Z axis is now zero !)» ‘послать сообщение в статус
End If
Code «F» &CurrentFeed ‘Возвращаем установленное значение подачи
Sleep 100″
Судя по скрипту, после срабатывания первого сенсора ось должна замедляется до 50мм\мин и дойти до второго сенсора.
В реале у меня станок делает следующее :
Первый сенсор проходит не меняя скорости, а на втором, станок встаёт и пишет «Probe Ignore,activated at call for probe».
Вот такая вот проблема.
#15 OFFLINE niksooon
- Пол: Мужчина
- Из:Кашира
контакты которые срабатывают первыми и включать на вход PROBE и налаживать работу со скриптом .
Контакты датчика которые срабатывают при его более глубоком нажатии предназначены для аварийной остановки выполнения процедуры поиска 0. Идея в чем -если на срабатывание верхнего датчика система никак не отреагировала, то дабы не сломать датчик или фрезу при дальнейшем опускании оной зацепить эти контакты на вход стоп или е-стоп (куда больше нравиться) и остановить движение вниз.
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
#16 OFFLINE Cooler
- Пол: Мужчина
- Из:Оснабрюк
контакты которые срабатывают первыми и включать на вход PROBE и налаживать работу со скриптом .
Контакты датчика которые срабатывают при его более глубоком нажатии предназначены для аварийной остановки выполнения процедуры поиска 0. Идея в чем -если на срабатывание верхнего датчика система никак не отреагировала, то дабы не сломать датчик или фрезу при дальнейшем опускании оной зацепить эти контакты на вход стоп или е-стоп (куда больше нравиться) и остановить движение вниз.
Ясно, спасибо. Буду дальше ковырять.
Еще вопрос, а как реализовать обдув датчика с магнитным клапаном?
#17 OFFLINE 3D-BiG

- Пол: Мужчина
- Город: Ареал обитания — вся страна, но обычно встречаюсь в Новосибирске.
- Интересы: Полежать на диване, пофлудить на форуме.
- Из:СССР
Вскрывал парочку разновидностей такого датчика:
— первый датчик сделан на оптопаре .т.е. для точного срабатывания, хотя схемотехника нестаблизирована ни по напряжению, ни по температуре. Хотя переделать схемотехнику на стабильную при желании можно, взяв в качестве датчика спаренный фотодатчик от мышки.
— второй, аварийный, — обычный микрик.
Как к Масh приживлять — не знаю, т.к. с ним принципиально НЕ работаю, а работал с такими датчкам на стойках Suntec и LNC.
Еще вопрос, а как реализовать обдув датчика с магнитным клапаном?
Вначале процедуры калибровки пропсываете еще команду открывания электроклапана обдувки. На LNC510i было именно так.
Сообщение отредактировал 3D-BiG: 01 Июнь 2020 — 20:35
Лужу, паяю, станки ЧПУ починяю.
G01 придумали трусы. Реальные пацаны фрезеруют на G00.
ИнженеГры цветы не едят и спасибы не пьют.
#18 OFFLINE niksooon
- Пол: Мужчина
- Из:Кашира
Вскрывал парочку разновидностей такого датчика:
судя по фото выше и количеству проводков -на первом датчике тоже голимая механика . с оптикой выходной кабель 6ти жильный.
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
#19 OFFLINE 3D-BiG
- Пол: Мужчина
- Город: Ареал обитания — вся страна, но обычно встречаюсь в Новосибирске.
- Интересы: Полежать на диване, пофлудить на форуме.
- Из:СССР
судя по фото выше и количеству проводков -на первом датчике тоже голимая механика . с оптикой выходной кабель 6ти жильный.
Лужу, паяю, станки ЧПУ починяю.
G01 придумали трусы. Реальные пацаны фрезеруют на G00.
ИнженеГры цветы не едят и спасибы не пьют.
#20 OFFLINE niksooon
- Пол: Мужчина
- Из:Кашира
Я вот на это ориентировался ,в описании схема подключения есть-https://aliexpress.r. 8#2717#7566#817
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
Источник