- Универсальная делительная головка токарного и фрезерного станка
- Предназначение оснастки
- Классификация устройства
- Изготовление своими руками
- Делительный диск своими руками
- Делительные головки своими руками
- Предназначение оснастки
- Можно ли сделать своими руками?
- Классификация
- Технические характеристики
- Почему делают своими руками?
- Токарные работы по дереву←В начало раздела
- Изготовление делительных дисков
- Изготовление делительных дисков. Обработка круглых деталей на лобзиковом приспособлении
- Обработка крупных деталей на лобзиковом устройстве
- Универсальная делительная головка токарного и фрезерного станка
- Предназначение оснастки
- Классификация устройства
- Изготовление своими руками
- Универсальная делительная головка (УДГ): настройка и цена. Делительная головка для фрезерного станка своими руками
- Предназначение
- Особенности
- Специфические свойства
- Классификация
- Маркировка
- Настройка делительных головок
- Делительная головка своими руками
Универсальная делительная головка токарного и фрезерного станка
Токарное и фрезерное оборудование предназначается для проведения работ, связанных с механическим удалением металла с заготовки для придания требуемой формы и размеров. Для выполнения некоторых работ требуется дополнительная оснастка, к примеру, универсальная делительная головка, устанавливаемая на фрезерном оборудовании.
 Сегодня она встречается довольно часто, так как позволяет проводить обработку сложных поверхностей. Как правило, поворотная головка для фрезерного станка изготавливается и устанавливается на момент выпуска самого оборудования, так как подобрать наиболее подходящий тип оснастки достаточно сложно. Рассмотрим это устройство подробнее.
Сегодня она встречается довольно часто, так как позволяет проводить обработку сложных поверхностей. Как правило, поворотная головка для фрезерного станка изготавливается и устанавливается на момент выпуска самого оборудования, так как подобрать наиболее подходящий тип оснастки достаточно сложно. Рассмотрим это устройство подробнее.
Предназначение оснастки
 Самодельная делительная головка для токарного станка или фрезерного оборудования устанавливается для смещения детали относительно оси установленного режущего инструмента с определенными показателями. При этом можно достигать точного позиционирования инструмента и заготовки относительно друг друга в каждом положении. Пользоваться устройством можно при ведении различной обработки.
Самодельная делительная головка для токарного станка или фрезерного оборудования устанавливается для смещения детали относительно оси установленного режущего инструмента с определенными показателями. При этом можно достигать точного позиционирования инструмента и заготовки относительно друг друга в каждом положении. Пользоваться устройством можно при ведении различной обработки.
Для того чтобы работа могла проходить с высокой точностью, также важно исключить вероятность вибрации устройства. Применяются самые различные методы крепления, все зависит от особенностей конструкции. Положение во время работы станка может корректироваться при помощи подвижного диска или рукоятки.
Возможности рассматриваемой оснастки заключатся в нижеприведенных моментах.
 Фрезерование поверхности для образования шлицов и пазов. Сложная конфигурация будущей детали требует применения специального оборудования, которое позволяет выдерживать определенное расстояние между шлицами или пазами, а также их размеры.
Фрезерование поверхности для образования шлицов и пазов. Сложная конфигурация будущей детали требует применения специального оборудования, которое позволяет выдерживать определенное расстояние между шлицами или пазами, а также их размеры.- Фрезерование поверхности уже созданной канавки. Подобная работа довольно сложна в исполнении, так как требует максимальной точности на момент контроля ширины и глубины образованного углубления.
- Есть возможность частично автоматизировать процесс создания граней на деталях. Примером можно назвать процесс создания гаек с нестандартными параметрами. Подобные работы также требуют высокой точности.
 Фрезерование поверхности для образования шлицов и пазов. Сложная конфигурация будущей детали требует применения специального оборудования, которое позволяет выдерживать определенное расстояние между шлицами или пазами, а также их размеры.
Фрезерование поверхности для образования шлицов и пазов. Сложная конфигурация будущей детали требует применения специального оборудования, которое позволяет выдерживать определенное расстояние между шлицами или пазами, а также их размеры.Для проведения обычной обработки подобная оснастка не требуется.
Классификация устройства
Делительная головка для фрезерного станка таблица технических параметров определяет то, какие именно работы можно проводить на той или иной оснастке. Рассматривая классификацию делительной головки, отметим следующие разновидности устройства.
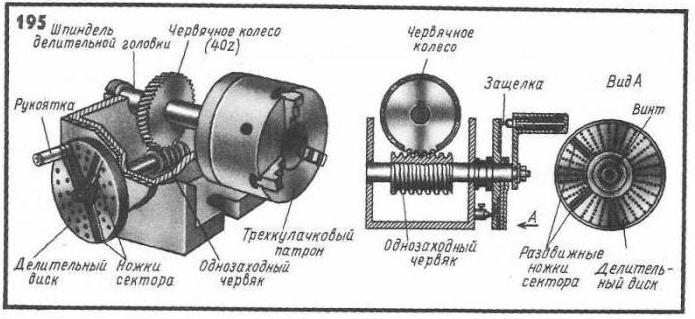
- Простая модель. Ее отличительными чертами можно назвать небольшой вес и простоту управления. Главная часть конструкции представлена шпинделем, который соединен с дисковым лимбом.
- Совмещенная модель. Подобный вариант исполнения можно регулировать специальной рукояткой. Путем увеличения количества нажатий можно увеличить удаление центровой оси обрабатываемой заготовки от установленного режущего инструмента.
- Универсальные образцы, представленные комплексными моделями. Настройка в этом случае проводится при помощи дискового элемента и рукоятки. Сложность конструкции обуславливается наличием дифференциальных зубчатых шестерен.
 Простая модель. Ее отличительными чертами можно назвать небольшой вес и простоту управления. Главная часть конструкции представлена шпинделем, который соединен с дисковым лимбом.
Простая модель. Ее отличительными чертами можно назвать небольшой вес и простоту управления. Главная часть конструкции представлена шпинделем, который соединен с дисковым лимбом.Ремонт практически каждого варианта исполнения сложен, так как нужно знать принцип работы и проводить изготовление всех деталей.
Изготовление своими руками
Стоимость подобной оснастки может быть весьма велика. Именно поэтому многие задаются вопросом, как сделать делительный диск своими руками. Чертеж будущего изделия создается в зависимости от особенностей оборудования, на котором будет проводиться установка делительной головки. Кроме этого, понадобятся следующие компоненты.
- Токарный патрон с лимбом.
- Ограничительный винт.
- Червячный редуктор, который можно получить при разборе старых станков или изготовить своими руками.
После изготовления изделия проводится настройка делительной части. Для этого можно использовать любую ранее изготовленную деталь. После получения определенных результатов выполняется финишная калибровка, позволяющая существенно повысить точность обработки.
Непосредственный процесс настройки элемента можно описать следующим образом.
- Проводится трансформация 360 градусов диска на требуемое число делений, за счет чего происходит выделение секторов.
- Выводится расчетное значение синуса угла.
- Диск выставляется согласно полученному результату. Важно соблюдать высокую точность при установке рассматриваемой оснастки.
- Проводится фиксация корпуса при помощи специального механизма или рукоятки.
 Проводится трансформация 360 градусов диска на требуемое число делений, за счет чего происходит выделение секторов.
Проводится трансформация 360 градусов диска на требуемое число делений, за счет чего происходит выделение секторов.После этого можно проводить монтаж основной рабочей части инструмента.
Промышленные делительные головки могут обойтись более чем в 100 000 рублей. Самодельные устройства стоят около 40−50 тысяч рублей, однако обладают сравнительно меньшей универсальностью и надежностью, точностью в применении. Как ранее было отмечено, важно учитывать правильность установки.
Источник
Делительный диск своими руками
Делительные головки своими руками
Существенно повысить функциональность фрезерного станка можно при использовании специальной оснастки, которую называют делительной головкой. Она используется при производстве сложных деталей, так как позволяет проводить поворот заготовки на определенный градус, который устанавливается оператором станка. При покупке токарного или фрезерного станка можно рассчитывать на то, что в комплекте есть оснастка. В некоторых случаях можно сделать ее своими руками.

Предназначение оснастки
Для того чтобы получить сложную форму зачастую нужно провести смещение заготовки относительно оси станка на определенный угол. Именно делительная головка может применяться для решения поставленных задач. Стоит отметить, что она может стать отдельной частью фрезерного или токарного станка, так и его составляющей.
Крепление проходит на станине токарного или другого станка. Крепление к станине может проходить несколькими способами, что зависит от типа насадки. Положение подвижного элемента оснастки для токарного станка, устанавливается при помощи нескольких рукояток и диска. Диски имеют определенные отверстия, которые позволяют сохранить положение инструмента, применяемого для установки угла.
Рассматриваемая оснастка для токарного оборудования используется для решения нижеприведенных задач:
- Используется фрезерный станок для получения канавок на поверхности детали. Для контроля глубины и ширины устанавливаются параметры, которые выдерживаются при обработке большой партии.
- На деталях проводится формирование граней. При создании гаек нестандартного размера, хвостовиков и различных инструментов нужно проводить использование делительной головкой, которая позволяет устанавливать размеры, угол и другие параметры с высокой точностью.
- Шлицы и пазы также довольно часто фрезеруются на поверхности. Зачастую для этого проводится смещение заготовки на определенный угол. При этом отметим, что делительная головка позволяет достигать размеров высокой точности.
Вышеприведенные моменты определяют то, что рассматриваемая оснастка зачастую просто незаменима. Сделать ее можно самостоятельно для фрезерного и токарного оборудования.
Можно ли сделать своими руками?
Стоимость рассматриваемого устройства промышленного образца достаточно велика, что связано с использованием дорогих материалов и современного оборудования при производстве. Сделать делительную головку можно и своими руками, для чего следует учесть несколько моментов. Для выполнения несложной работы многие решают сделать поворотный механизм своими руками.
Для создания рассматриваемого элемента нужны следующие компоненты:
- для начала требуется червячный редуктор. Зачастую его забирают со старого технического оборудования, а также выточить самостоятельно. Червячный редуктор является важным элементом конструкции. Поэтому нужно обратить внимание на качество конструкции. Наличие даже малейших дефектов недопустимо;
- также понадобится токарный патрон и лимб. Оптимальный диаметр токарного патрона составляет 65 миллиметров. Их можно взять из чертежного кульмана;
- для того чтобы ограничить ход обработки устанавливается стопорящий винт.
Сама конструкция имеет достаточно много особенностей, которые следует учесть при изготовлении своими руками.
Классификация
Существует определенная классификация системы смещения заготовки на определенный угол:
- Простые – довольно просто создать этот вариант исполнения, он прост в настройке и использовании. Основными элементами можно назвать шпиндель, на котором крепится заготовка, а вторым лимб, который имеет на поверхности несколько отверстий. Конструкция проста и надежна, но не может использоваться при получении сверхточных деталей.
- Комбинированные – управление выполняется с помощью рукоятки. Число нажатий оказывает то, что насколько заготовка отклоняется от центральной оси. Комбинированный вариант исполнения применяется при производстве сложного устройства.
- Универсальный – это устройство представляет сложный технологический комплекс, для управления которым используется рукоятка и делительный диск. Конструкция имеет несколько систем зубчатых колес. В некоторых случаях этот ДГ называют дифференциальным.
Вышеприведенные моменты следует учитывать при рассмотрении того, какое устройство можно использовать для обработки заготовок.
Технические характеристики
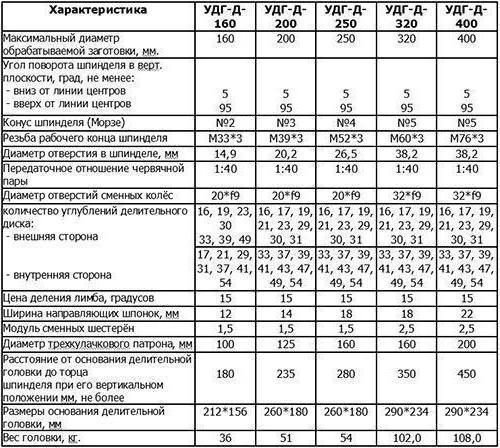
Самодельная делительная головка должна обладать определенными техническими характеристиками, среди которых отметим:
- максимальный диаметр или габаритные размеры заготовки. Этот параметр достаточно важен. Его следует учитывать при создании самодельной делительной головки. максимальный диаметр указывается для токарного оборудования, для фрезерного указывается ширина, длина и высота, то есть линейные размеры;
- соотношение червячной пары;
- диаметр сменного колеса;
- диаметр выходного шпинделя;
- диаметр используемого патрона;
- цена одного деления лимба. Лимб необходим для поворота заготовки на определенный градус. Цена деления указывает на точность работы оборудования;
- максимальная ширина шпонок. Фрезерное оборудование часто используется для создания шпонок на поверхности. Самодельная делительная головка нужна для образования нескольких шпонок;
- масса конструкции. Этот параметр определяет сложности использования конструкции.

Устройство делительной головки
Стоит учитывать, что самодельная делительная головка может обладать различной точностью.
Почему делают своими руками?
При рассмотрении самодельного варианта исполнения следует учесть нижеприведенные моменты:
- Устройство имеет малую стоимость благодаря использованию элементов б/у.
- Все работы можно выполнить самостоятельно без использования услуг квалифицированного специалиста.
- Надежность устройства может зависеть от многого. При выполнении работы следует контролировать качество сборки на каждом этапе
- Использовать самодельный вариант исполнения можно только при производстве малого количества деталей, точность которых меньше.
- Ремонтопригодность можно назвать достоинством устройства.
К недостаткам можно отнести то, что конструкция не позволяет получать детали высокого качество и точности размеров.
В заключение отметим, что стоимость промышленного варианта исполнения достаточно велика, но и служит он гораздо дольше, чем самодельная оснастка. Только при наличии определенного опыта можно провести создание самодельной делительной головки.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Токарные работы по дереву←В начало раздела
![]()
![]()
Изготовление делительных дисков
Делительные диски изготавливают по круглому шаблону, вырезанному из плотного картона. По краю шаблона прочерчивают окружности, которые делят на заданное число частей. Полученные доли тщательно вымеряют делительным инструментом. Шаблон, зажатый между большими шайбами из толстой фанеры, жестко закрепляют на оправке заточного круга, входящей в комплект оснастки станка. К подставке станка временно прикрепляют деревянный брусок, торец которого должен касаться плоскости круга, обращенной к станку (рис. 68.1 А). Из стальной проволоки диаметром 1,5 мм изготавливают фиксатор и сверлом того же диаметра в бруске просверливают два отверстия на уровне окружностей с 48 и 40 изделиями. Точки деления окружностей прокалывают и расширяют шилом до диаметра 1,5 мм. Фиксатор, пройдя сквозь картон, должен войти в брусок и закрепить положение шаблона.
Не фиксируя положения шаблона (или временно сняв его с оправки), вытачивают делительный диск и оставляют его на шпинделе станка. Если делительный диск выполняется с отверстиями, на салазках суппорта устанавливают сверлильный кондуктор с отверстием на уровне оси шпинделя. Отверстия диска и кондуктора должны иметь одинаковый диаметр.
Зафиксировав шаблон на первом делении 48-частной окружности, приступают к сверлению отверстий. Кондуктор подводят к периферии диска, оставляя зазор равный 3-4 мм. (Зазор необходим для свободного отвода стружки.) Закрепленное в ручной или электрической дрели сверло соответствующего диаметра подают через отверстие кондуктора и сверлят диск на глубину около 10 мм (рис. 68.1 Б). Поскольку делительный диск содержит 24 отверстия, шаблон поворачивают на два деления по 48-частной шкале и фиксируют. Заготовка делительного диска также повернется и по предыдущей наладке кондуктора сверлят второе отверстие. Повторяя операцию, на делительном диске насверливают все 24 отверстия.
Если делительный диск имеет не отверстия, а риски, его шкалу нарезают резьбовым резцом. Резец закрепляют так, чтобы его передняя грань встала по вертикали, а вершина находилась на уровне оси шпинделя (рис. 68.1В). Методы деления и фиксации шаблона остаются прежними. Резец подводят до касания с поверхностью делительного диска и отводят вправо. По лимбу поперечной подачи резец подают вперед на 0,1-0,2 мм. Продольной подачей резец ведут по поверхности диска и прорезают риску. Для получения более глубокой риски ход резца повторяют, увеличив поперечную подачу до 0,3 мм. При изготовлении дву-шкального делительного диска (на 48 и 40 делений) риску нарезают от торца к середине. Сначала нарезают правую шкалу, останавливая движение суппорта левым упором. Затем резец переворачивают и, подавая его слева направо, нарезают вторую шкалу с применением правого упора (рис. 68.1 Г). Сочетая упоры с тонкими вкладышами, риски, обозначающие 90 и 45″, прорезают на большую длину, чем остальные. На шкале с 40 делениями удлинение может иметь каждая 5-я риска.
Изготовление делительных дисков. Обработка круглых деталей на лобзиковом приспособлении

Обработка крупных деталей на лобзиковом устройстве
Лобзиковое устройство входит в комплект приспособлений станка «Универсал». С его помощью изготавливают разнообразные плоские детали прямолинейного и криволинейного контура. Однако стандартные пилки рассчитаны на обработку тонких заготовок. Увеличение толщины заготовки вызывает необходимость самостоятельного изготовления узкополотных пил. Пилы изготавливают из часовых пружин шириной 3- 8 мм, нарезая зубья алмазным диском (рис. 68.2А). Перед нарезанием зубьев полотно пружины отпускают. Нарезают зубья с опорой на деревянный столик, в который забивают тонкий штифт и два упора. После первой прорезки полотно смещают, вводят штифт в первую прорезь и нарезают вторую, двигая полотно до упоров и т. д. Вторым проходом диска вдоль полотна нарезанные ромбы стачивают по профилю зуба. Готовые зубья разводят и, не допуская перегрева, пилку закаливают. Прочность полотен шириной 6-8 мм позволяет распиливать бруски толщиной до 40 мм.
Для обработки круглых деталей большого диаметра устройство дополняют съемным приспособлением (рис. 68.2Б). На двух направляющих, прикрепляемых к нижней плоскости лобзикового стола, устанавливают зажимной кронштейн с вертикальной осью – оправкой. Кронштейн перемещают по направляющим и фиксируют на заданном расстоянии от полотна пилки. Обрабатываемую деталь надевают на оправку и, задавая ей вращательное движение, опиливают дугу или полную окружность. В начале обработки пилка должна находиться в точке касания с вырезаемой окружностью. При вырезании внутренней окружности пилку пропускают в отверстие, просверленное рядом с размеченной дугой. Не надевая заготовку на оправку, работающей пилкой делают пропил от отверстия к размеченной дуге. После этого заготовку надевают на оправку и пропиливают всю окружность. Обрабатываемую деталь вращают с небольшой подачей. В приведенном на рисунке примере показана чистовая обрезка собранного колеса с целью устранения эксцентриситета.
Универсальная делительная головка токарного и фрезерного станка
Токарное и фрезерное оборудование предназначается для проведения работ, связанных с механическим удалением металла с заготовки для придания требуемой формы и размеров. Для выполнения некоторых работ требуется дополнительная оснастка, к примеру, универсальная делительная головка, устанавливаемая на фрезерном оборудовании.
Сегодня она встречается довольно часто, так как позволяет проводить обработку сложных поверхностей. Как правило, поворотная головка для фрезерного станка изготавливается и устанавливается на момент выпуска самого оборудования, так как подобрать наиболее подходящий тип оснастки достаточно сложно. Рассмотрим это устройство подробнее.
Предназначение оснастки
Самодельная делительная головка для токарного станка или фрезерного оборудования устанавливается для смещения детали относительно оси установленного режущего инструмента с определенными показателями. При этом можно достигать точного позиционирования инструмента и заготовки относительно друг друга в каждом положении. Пользоваться устройством можно при ведении различной обработки.
Для того чтобы работа могла проходить с высокой точностью, также важно исключить вероятность вибрации устройства. Применяются самые различные методы крепления, все зависит от особенностей конструкции. Положение во время работы станка может корректироваться при помощи подвижного диска или рукоятки.
Возможности рассматриваемой оснастки заключатся в нижеприведенных моментах.
- Фрезерование поверхности для образования шлицов и пазов. Сложная конфигурация будущей детали требует применения специального оборудования, которое позволяет выдерживать определенное расстояние между шлицами или пазами, а также их размеры.
- Фрезерование поверхности уже созданной канавки. Подобная работа довольно сложна в исполнении, так как требует максимальной точности на момент контроля ширины и глубины образованного углубления.
- Есть возможность частично автоматизировать процесс создания граней на деталях. Примером можно назвать процесс создания гаек с нестандартными параметрами. Подобные работы также требуют высокой точности.
Для проведения обычной обработки подобная оснастка не требуется.
Классификация устройства
Делительная головка для фрезерного станка таблица технических параметров определяет то, какие именно работы можно проводить на той или иной оснастке. Рассматривая классификацию делительной головки, отметим следующие разновидности устройства.
- Простая модель. Ее отличительными чертами можно назвать небольшой вес и простоту управления. Главная часть конструкции представлена шпинделем, который соединен с дисковым лимбом.
- Совмещенная модель. Подобный вариант исполнения можно регулировать специальной рукояткой. Путем увеличения количества нажатий можно увеличить удаление центровой оси обрабатываемой заготовки от установленного режущего инструмента.
- Универсальные образцы, представленные комплексными моделями. Настройка в этом случае проводится при помощи дискового элемента и рукоятки. Сложность конструкции обуславливается наличием дифференциальных зубчатых шестерен.
Ремонт практически каждого варианта исполнения сложен, так как нужно знать принцип работы и проводить изготовление всех деталей.
Изготовление своими руками
Стоимость подобной оснастки может быть весьма велика. Именно поэтому многие задаются вопросом, как сделать делительный диск своими руками. Чертеж будущего изделия создается в зависимости от особенностей оборудования, на котором будет проводиться установка делительной головки. Кроме этого, понадобятся следующие компоненты.
- Токарный патрон с лимбом.
- Ограничительный винт.
- Червячный редуктор, который можно получить при разборе старых станков или изготовить своими руками.
После изготовления изделия проводится настройка делительной части. Для этого можно использовать любую ранее изготовленную деталь. После получения определенных результатов выполняется финишная калибровка, позволяющая существенно повысить точность обработки.
Непосредственный процесс настройки элемента можно описать следующим образом.
- Проводится трансформация 360 градусов диска на требуемое число делений, за счет чего происходит выделение секторов.
- Выводится расчетное значение синуса угла.
- Диск выставляется согласно полученному результату. Важно соблюдать высокую точность при установке рассматриваемой оснастки.
- Проводится фиксация корпуса при помощи специального механизма или рукоятки.
После этого можно проводить монтаж основной рабочей части инструмента.
Промышленные делительные головки могут обойтись более чем в 100 000 рублей. Самодельные устройства стоят около 40−50 тысяч рублей, однако обладают сравнительно меньшей универсальностью и надежностью, точностью в применении. Как ранее было отмечено, важно учитывать правильность установки.
Универсальная делительная головка (УДГ): настройка и цена. Делительная головка для фрезерного станка своими руками
Делительная головка универсального типа (УДГ) служит для обработки металлических заготовок на фрезерном станке. Данный элемент позволяет провести несколько видов операций по отделке изделий с учетом особенностей их конфигурации, применяется для производства сложных деталей. Как правило, оборудование комплектуется этим устройством в штатном исполнении. В противном случае потребуется правильно подобрать модель согласно характеристикам имеющегося токарного приспособления.

Предназначение
Делительная головка позволяет преобразить заготовку в нужную конфигурацию посредством смещения детали относительно оси станочного оборудования.
УДГ фиксируется на станине агрегата путем различных видов креплений, в зависимости от типа насадки. Рабочее положение корректируется при помощи подвижных рукояток и диска, который оснащен отверстиями для крепления делительного узла.
Возможности рассматриваемого инструмента:
- Фрезеровка поверхностных канавок. Этот процесс не требует идеальной точности, с учетом правильного контроля глубины и ширины обрабатываемой заготовки.
- Возможность создания граней на деталях. Данная операция целесообразна при изготовлении гаек с нестандартными параметрами, а также рабочих инструментов и хвостовиков заготовок. Такие манипуляции требуют высокой точности.
- Проведение фрезеровочных работ по обработке пазов и шлицев. В этом случае может потребоваться значительная подвижка обрабатываемой детали.
Особенности
Универсальная делительная головка служит для увеличения скорости работ. При этом она не должна подвергаться постоянной переустановке. Изменение позиции по отношении к фрезе выполняется путем постановки устройства в нужное положение. Особо внимательно к этому процессу необходимо относиться при формировании канавок винтового типа. Их изготовление возможно исключительно с применением высокоточной модификации узла.
Перед покупкой делительной головки следует обязательно проверить ее совместимость с имеющимся станком. Любые самодельные вмешательства в конструкцию и непрофессиональные переделки могут негативно отразиться на итоговом качестве продукции.
Специфические свойства
С учетом специфики рассматриваемого инструмента, следует выбирать делительную головку для конкретного фрезерного станка. Элементы подразделяются на несколько типов и видов, отличающихся способом монтажа, размерами, принципом действия и техническими параметрами.
Особое внимание уделяется точности реализации проводимых работ. Кроме того, учитывают сложность и точность настройки показателей оборудования для эксплуатации. Такой подход позволяет выбрать модификацию с высокой точностью и допустимыми погрешностями. Имея определенные навыки и подходящий инструментарий, УДГ можно сделать самостоятельно.
Классификация
Делительные головки для фрезерных станков имеют следующую классификацию:
- Простая модель. Она отличается легким весом и простотой в управлении. Главной частью является шпиндель, который фиксирует заготовку и соединяется с дисковым лимбом. Этот элемент имеет несколько отверстий, позволяющих смещать заготовки относительно фрезерной оси.
- Совмещенные варианты. Устройства регулируются при помощи рукоятки. С большим числом нажатий, увеличивается удаление центровой оси обрабатываемой детали от резака.
- Универсальные образцы представляют собой комплексное оборудование, требующее настройки посредством участия дискового элемента и рукоятки. Процесс осуществляется при участии дифференциальных зубчатых шестерен.
Маркировка
Расшифровка маркировки делительной головки позволит определить модель и возможности ее использования. На примере модификации УДГ-40-Д250 рассмотрим обозначения:
- УДГ – универсальная делительная головка.
- 40 – передаточное число, указывающее на число оборотов рукоятки шпинделя при развороте на 360 градусов.
- Д250 – предельно допустимые габариты обрабатываемой заготовки.
Образцы категории УДГ чаще всего используются для формирования кромок и поверхностей повышенной сложности.

Настройка делительных головок
Возможные переходы инструмента зависят от вида устройства и его технических параметров. Точность обработки определяется по делениям имеющейся шкалы, показатели которой соответствуют 7-му (ГОСТ-1.758) или 9-му (ГОСТ-1.643) уровню калибровки.
Главный процесс настройки заключается в определении габаритов сектора делительной окружности. Кроме того, учитывается диаметр окружности и число отсеков, на которые она делится.
Процесс настройки элемента состоит из следующих этапов:
- Трансформируют 360 градусов полного диаметра в требуемое число делений по секторам.
- Определяют синус получившегося расчетного угла.
- Диск приспособления выставляют по этому показателю.
- Фиксируют корпус блока при помощи рукоятки либо зажимного механизма, после чего монтируют рабочую часть инструмента.
Формулу расчета необходимого угла можно найти в руководстве по эксплуатации УДГ. Обрабатываемую заготовку закрепляют на оправке станка, выполняют продольное смещение стола, производят отделку. На шаг подачи влияет тип обработки. Чтобы повысить производительность, после завершения очередного рабочего цикла, используют ускоренный возврат стола в исходную позицию. Фиксация элементов в измерительных отверстиях диска осуществляется посредством пружин.
Делительная головка своими руками
К минусам рассматриваемого инструмента можно отнести высокую стоимость. В связи с этим делительную головку для проведения простых операций можно сделать самостоятельно. Потребуется набор следующих компонентов:
- Редуктор червячного типа, который можно подобрать из оснащения старых станков или выточить своими руками.
- Токарный патрон с лимбом (подходящий размер – 65 мм в диаметре).
- Ограничительный винт.
Перед производственным процессом следует выполнить настройку делительной части. В этом поможет любая стандартная деталь либо выточенная фигура определенного формата. После сравнительного теста с аналогом, проводится дополнительная калибровка инструментария. Стоимость делительной головки своими руками будет на порядок ниже заводского аналога, цена которого стартует от 40-50 тысяч рублей.
Источник