- Приспособление для разметки центра детали своими руками
- Изготовление параллельного упора и других полезных приспособлений для циркулярки
- Параллельный упор
- Упор для поперечных и угловых резов
- Седловой упор
- Направляющая шина
- Кромочный упор
- Полезные хитрости и советы
- Шаблон-заготовка
- Установочные бруски
- Защита от вырывания материала
- Литье штучной металлической детали.
- Подпишитесь на автора
- Подпишитесь на автора
Приспособление для разметки центра детали своими руками

Привет всем любителям самоделок. В данной статье я расскажу, как сделать приспособление для разметки центра детали своими руками. Оно пригодится для разметки центров профильных труб, деревянных брусков и других деталей. Материалы для сборки данной самоделки легкодоступны, поэтому с этим проблем не будет.
Перед тем как перейти к прочтению статьи, предлагаю посмотреть видеоролик с полным процессом сборки приспособления, а также тестирование готовой самоделки на профильной трубе и бруске.
Для того, чтобы сделать приспособление для разметки центра детали своими руками, понадобится:
* Отрезок профильной трубы 20*20 мм
* Два подшипника с внутренним диаметром 10 мм
* Два болта М10 и гайки с шайбами того же диаметра
* Длинная гайка М8
* Две торцевые заглушки для профильной трубы
* Углошлифовальная машинка, отрезной круг
* Штангенциркуль
* Барашковая гайка М8
* Болт М8 с головкой под шестигранник
* Баллончик молотковой краски
* Токарный станок по металлу
* Защитные очки, перчатки, наушники
* Сверлильный станок, сверло по металлу 6 и 10 мм
* Сломанное сверло диаметром 4 мм
* Малярный скотч
* Кернер
* Слесарные тиски
* Шарик от подшипника
Шаг первый.
Первым делом отмеряем от профильной трубы 150 мм при помощи штангенциркуля.


Далее, придерживая рукой , отпиливаем профильную трубу по разметке при помощи углошлифовальной машинки с отрезным кругом. При работе с углошлифовальной машинкой будьте аккуратны, одевайте перчатки, наушники, а также защитные очки.
Шаг второй.
Наносим разметку под места будущих отверстий, чем точнее будет данная разметка, тем выше будет точность данного приспособления. На профильной трубе, зажатой в тисках, оставляем метки для установки подшипников, а также острия, которое будет находиться строго посередине.





Центральное отверстие с одной стороны имеет диаметр 10 мм, а с другой 12 мм, сделано это для установки длинной гайки.
Шаг третий.
Красим профильную трубу при помощи баллончика с молотковой краской.








Для центрального болта нужно сделать острие. В болте просверливаем отверстие и устанавливаем в него сломанное сверло диаметром 4 мм, после чего затачиваем его и получаем острый наконечник в основании болта. С двух граней протачиваем две гайки М12 на токарном станке, чтобы они вошли в профильную трубу.
Шаг шестой.
Все детали для инструмента готовы.


Его острие при необходимости можно заменить на обычный карандаш для разметки деревянных деталей.
Пришло время проверить приспособление для разметки центра детали. Берем профильную трубу, в данном случае нашлась размером 50*50, устанавливаем инструмент и надавливая на него, проводим от начала до конца детали.
Источник
Изготовление параллельного упора и других полезных приспособлений для циркулярки
Ручная дисковая электропила, которую по-простому называют циркуляркой, – удобный инструмент по резке и раскрою пиломатериалов.
В комплекте с ней обычно поставляются приспособления, помогающие мастеру в работе.
Но такие же приспособления можно сделать или улучшить собственноручно. Да и опыт работы рано или поздно приведет к появлению полностью самодельных приспособ (так их называют), которые при всей незамысловатости способны изрядно облегчить распиловку и сэкономить время.
![]()
Параллельный упор
Обычный параллельный упор для циркулярки – хороший пример того, как незначительное дополнение способно принести немалую пользу. Практически каждая ручная дисковая пила комплектуется параллельным упором для продольного распила заданной ширины. Это действительно полезное приспособление.
![]()
У штатного упора есть один недостаток. В целях безопасности он устанавливается на величины, позволяющие с его помощью проводить распилы шириной меньше 20–25 мм. Сделано это для того, чтобы упор не мешал движению защитного кожуха пилы. Но достаточно прикрепить саморезами к параллельной планке штатного упора деревянный брусок – и его возможности увеличатся, при этом минимальная ширина резки никак не будет ограниченна.
![]()
Обратите внимание! Надо помнить о безопасности – при осуществлении пропилов менее 15 мм брусок не позволяет защитному кожуху закрывать пильный диск.
Упор для поперечных и угловых резов
Приспособление для поперечных резов тоже часто используется. С его помощью распилы досок проходят быстро и точно под углом 90°. Применяется такой упор и для торцевания досок. Его основа – лист фанеры толщиной 10 мм. На нем клеем или саморезами закрепляют направляющий брусок или рейку высотой не менее 20 мм. С нижней стороны основы крепят упор, перпендикулярный направляющей и сделанный из такого же бруска.
![]()
Лишнюю часть основы (от направляющей до пильного диска) отрезают. Поскольку это расстояние для каждой модели ручной циркулярки разное, то и приспособление делается всегда индивидуально. К обрабатываемому материалу его обычно крепят струбцинами.
Продвинутые умельцы изготавливают свои крепежные устройства из деревянных шайб, одна из которых имеет форму эксцентрика. Прижим осуществляется барашковой гайкой на винте. Такое зажимное устройство позволяет очень быстро закрепить упор на пиломатериалах разной ширины.
![]()
Если с другой стороны направляющей установить такой же брусок, но закрепленный под углом 45° к первому, а затем так же отрезать пилой часть основы под 45°, то получится угловой универсальный упор для пропилов и под 45°, и под 90°. Более универсальная конструкция углового упора получится в случае обеспечения вращения бруска. А за соблюдением угла можно следить по транспортиру, закрепленному сверху. Следует заметить, что изготовление транспортира для циркулярки своими руками – более сложная задача.
Седловой упор
Если предстоит напилить циркуляркой множество одинаковых брусков, то стоит потратить время на изготовление простого седлового упора. Его применение с лихвой вернет затраченные минуты. Особенно эффективно седловой упор работает при распиле толстых брусьев, для которых диску требуется два пропила с разных сторон.
![]()
Упор-седло имеет П-образную форму. Основание – доска толщиной 25 мм, ее ширина в точности равна толщине распиливаемого бруса.
К основанию крепятся боковые поверхности из 10 мм фанеры. Ширина боковин должна быть больше ширины бруса, чтобы обеспечить опору площадке циркулярки до момента соприкосновения пильного диска с брусом.
Седло надевается на брус на расстоянии от разметки реза, соответствующем рабочему расстоянию до диска пилы, и через боковины прижимается к брусу струбцинами. Используя боковину как упор для пильной площадки, проводится резка. Если толщина бруса такова, что одного пропила недостаточно, то его переворачивают и делают еще один пропил. Положение упора при этом никак не изменяется.
Направляющая шина
Для разрезов крупногабаритных и длинномерных листовых пиломатериалов на столе будет полезна длинная направляющая шина для циркулярной пилы, сделанная своими руками.
![]()
Основой в данном случае является (8–10 мм) фанерная полоса длиной, превышающей габариты раскраиваемого листа. Сама шина может быть деревянной (брусок толщиной 15–20 мм) или металлической из профиля П-образного сечения. Шина крепится на основу клеем или шурупами. С одной стороны от нее должен оставаться узкий край основы, достаточный для крепления к листу струбцинами. С другой стороны проводится первый разрез пилой по основе. После этого край основы будет точно совпадать с местом прохода диска циркулярки. При работе его совмещают с разметкой на листе, закрепляют упор и проводят пиление листа.
Кромочный упор
Это уже достаточно сложное приспособление, требующее времени и точности при изготовлении. Оно позволяет проводить распил параллельно кромке разрезаемого материала. Полезным будет перед началом работы сделать его чертеж, чтобы не промахнуться в размерах. Вообще-то такой упор есть в комплекте дисковой пилы, но его малая длина не всегда обеспечивает ровный пропил. Большой размер и желаемая прочность требуют изготовления основы упора из фанеры толщиной не менее 15 мм. Из нее же можно сделать и упорную планку.
![]()
Этапы изготовления упора:
- в основании делаются продольные пазы под шпонки;
- шпонки из твердого дерева крепятся на упорной планке;
- между продольными пазами делается еще один сквозной паз для закрепления упорной планки при работе;
- в основании вырезается отверстие под пильный диск циркулярки;
- по бокам основания ставятся ограничительные планки для установки циркулярки и предусматриваются зажимы для ее надежного закрепления.
При установке упора на обрабатываемый материал упорная планка перемещается в пазах основы на нужное расстояние и закрепляется через сквозную прорезь зажимным барашковым винтом. Для того чтобы не мучиться каждый раз с линейкой, можно закрепить ее (или кусок рулетки) на основе упора вдоль направляющих пазов.
Полезные хитрости и советы
Есть такие мелкие приспособления, которые даже инструментом зазорно считать. В то же время они отлично помогают при распиле. Это хитрости бывалых мастеров.
![]()
Шаблон-заготовка
При резке большого количества одинаковых деталей можно первую из них использовать как шаблон для резки последующих экземпляров. Надо всего лишь с одной стороны первого образца закрепить упорную деталь шириной, соответствующей расстоянию от края плиты до режущего диска. Устанавливая такой шаблон на отрезаемый материал, можно сделать множество одинаковых деталей без разметки.
![]()
Установочные бруски
Простейшая деталь, облегчающая установку любого упора и направляющей по разметке, – брусок небольшого сечения. На нем нанесены пропилы, расстояние между которыми равно отрезку от конца подошвы пилы до пильного диска. Два таких бруска помогут установить любые направляющие быстро и точно на требуемом отступе от разметочной линии. Останется только закрепить направляющую.
![]()
Защита от вырывания материала
Защитой может стать любой брусок, по ширине соответствующий толщине разрезаемой заготовки. Если его закрепить на месте выхода пильного диска из обрабатываемого материала, то он сработает как ограничитель и послужит защитой от вырывания и сколов.
Этими приспособлениями не ограничивается набор полезных самоделок, которые облегчают работу с ручной дисковой пилой. Эти – самые простые в изготовлении. Другие требуют времени и навыков. Но умельцы даже такой прибор, как транспортир для циркулярки, делают своими руками. Было бы желание.
Источник
Литье штучной металлической детали.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Студент по имени Питер, поделился удобным способом получения металлических деталей с использованием стандартного abs-пластика. Техника называется литье по выплавляемым моделям. Питер объяснил процесс в несколько шагов, которые подробно описаны ниже:
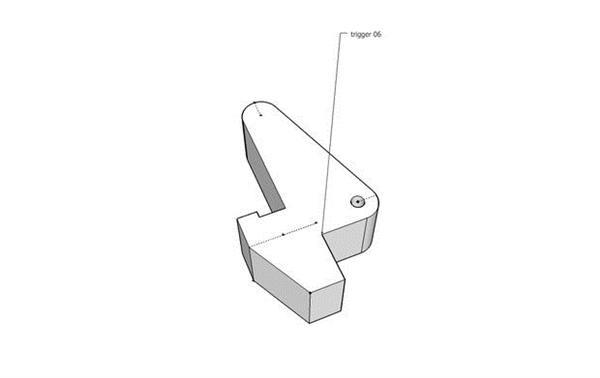
Шаг 1: Проектирование объекта.
Используйте любой CAD для проектирования объекта. Питер рекомендует SketchUp (бесплатно) и OpenSCAD (для более продвинутых пользователей).
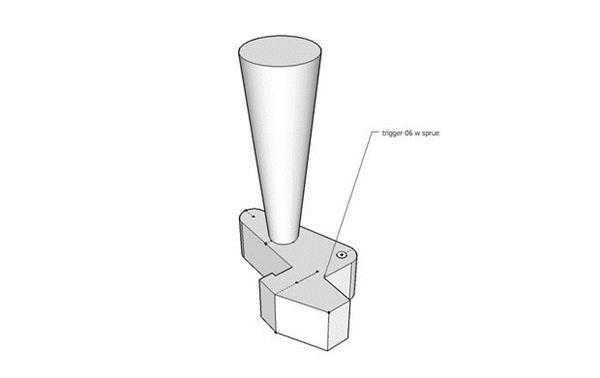
Шаг 2: Добавление литника.
Литник представляет собой конус, соединенный с частью объекта. Хотя длина, ширина и диаметр не должны быть точным, он должен быть достаточно большого диаметра для заливки жидкого металла. В некоторых более крупных объектах может быть удобнее использовать несколько литников.
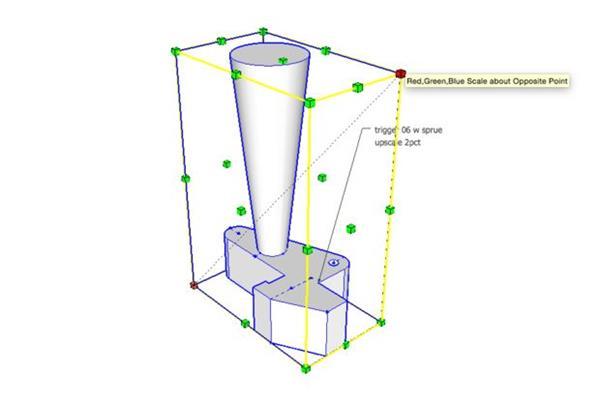
Шаг 3: Увеличить на 2%.
Используя CAD, увеличить модель на 2%. Масштабирование объекта на 2% по всем осям создаст увеличение объема примерно на 6%, который компенсирует усадку металлического объекта, так как он охлаждается от 230 ° С до комнатной температуры.
Шаг 4: 3D-печать детали с литником.
Используйте 3D-принтер для печати 3D объекта. Литник обычно направлен вверх, но Петр отмечает, что некоторые формы могут потребовать расположения детали на боку или вверх ногами.

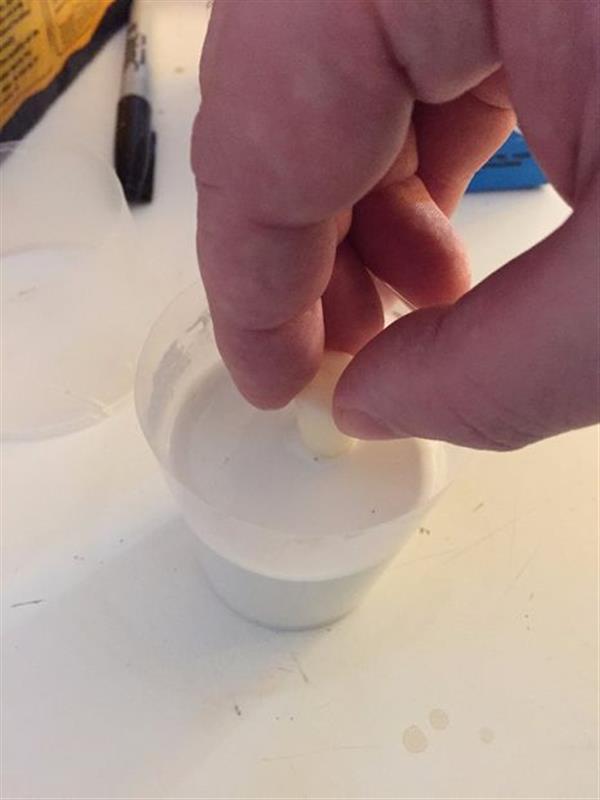
Шаг 5: Утопить деталь в гипсе.
Убедитесь, что объект полностью погружен в гипс, при чем он не должен касаться дна или стороны емкости, и по крайней мере небольшой кусочек литника торчит из гипса.
Шаг 6: Гипс должен полностью высохнуть!
Оптимальное время для упрочнения и сушки 24 часа. Тем не менее, если проект срочный, это время может быть уменьшено с помощью таких методов, как сушка на солнце и сушка феном. Главное, чтобы внутри гипса не осталось воды(!).

Шаг 7: Очистка гипса от пластика.
Одним из наиболее интересных этапов: рекомендуется носить толстые рукавицы или любые огнестойкие рукавицы. Внимание: PLA пары достаточно безопасны, но дым от АБС выделяет неприятный запах и очень опасен при вдыхании. Примите соответствующие меры предосторожности.

Шаг 8: Заливка металла в литниковое отверстие.
Питер рекомендует использовать олово — его нагревают с помощью электрического плавильного котла. Носите защитные очки, длинные брюки, закрытую обувь и тепловые перчатки. Будьте осторожны, так как металл очень горячий,и постарайтесь залить заготовку без воздушных полостей.

Шаг 9: Охладить металл и разрушить гипсовую форму.
Подождите 2 или 3 часа, или до тех пор, металла (не гипс) не станет холодным на ощупь. Следует отметить, что гипс является отличным теплоизолятором, так что металл будет горячим в течение длительного времени.


Шаг 10: Спилить литник.
Используйте ножовку или дремель, чтобы спилить линтик как можно ближе к объекту. Затем рекомендуется пошкурить спил.

P.s. Кстати, печатную деталь можно сделать полой, только не переусердствуйте. Я видел, как один американец баловался с алюминиевыми банками — такое литье тоже может быть интересно. Cсылки прилагаю:
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Источник