- Как сделать авиамодельный двигатель типа ВЕТЕРОК 0,8
- Технические данные «Ветерка»
- Как же изготовить «Ветерок»?
- Порядок сборки головки цилиндра следующий.
- Сборка двигателя
- Самодельный авиамодельный скоростной двигатель.
- Как сделать реально работающий газотурбинный двигатель в домашних условиях
- Делаем ступицу
- Делаем вал
- 3D-печать матриц колеса турбины и NGV
- Изготовление рабочих колес
- Формирование лопастей
- Делаем опору
- Делаем делаем набор металлических проставок
- Опорная шайба
- Сборка внутренней части NGV
- Делаем камеру сгорания
- Рабочее колесо
- Статор компрессора (диффузор)
Как сделать авиамодельный двигатель типа ВЕТЕРОК 0,8
Для советского человека не секрет, что микродвигатели можно сделать своими руками а не только купить готовый. В былые времена многие авиамоделисты сами себе изготавливали микродвигатели а та так же дорабатывали уже существующие. Ниже изложенная статья поможет узнать некоторые моменты самостоятельного изготовления микродвигателя маленького объема. На примере двигателя ветерок с рабочим объемом 0,8 см 3
Технические данные «Ветерка»
Диаметр цилиндра 10 мм
Ход поршня 10 мм
Рабочий объем 0,8 см 3
Рабочие обороты на винте 150х70 мм 12 800 об/мин
Мощность двигателя на валу 0,06 л. с.
Степень сжатия 9 атм
Состав горючего:
75% метилового спирта (метанол);
25% касторового масла.
Авиамодельный двигатель малого объема — около 1 см 3 — давняя мечта наших авиамоделистов. В первую очередь такой двигатель необходим моделистам-школьникам. Чем меньше объем двигателя, тем меньше усилий требуется для того, чтобы его завести. Поэтому двигатель в 1 см 3 наверняка найдет широкое распространение среди юных авиамоделистов. Кроме того, надо учесть, что в последнее время у авиамоделистов-спортсменов во всем мире значительно возрос общий уровень летных достижений моделей свободного полета и намечается стремление через год два уменьшить максимально допустимый рабочий объем двигателя для всех таймерных моделей чемпионатного класса с 2,5 м 3 до 1,5 или даже до 1 см 3 .
Наконец, микролитражные модельные двигатели малых кубатур (до 0,8 см 3 ) могут с успехом применяться и для моделей автомобилей, лодок, глиссеров.
Двигатель «Ветерок» был нами построен и испытан, причем выполнялись одновременно три экземпляра двигателя. Об одном из них мы и хотим вам рассказать.
Изготовление микролитражного двигателя «Ветерок» под силу любой станции юных техников, где есть простейшие токарные и фрезерные станки. Однако надо заметить, что только при аккуратном и точном выполнении всех советов по изготовлению детален и сборке двигателя можно получить желаемые результаты.
Двигатель «Ветерок» двухтактный, калильного типа, может работать на любом спиртовом горючем в смеси с касторкой.
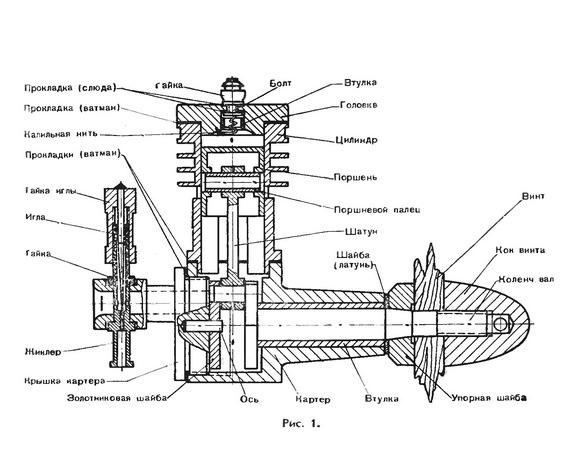
Как же изготовить «Ветерок»?
Начинать изготовление двигателя надо с самой главной детали — цилиндра. Цилиндр состоит из головки, втулки, болта, слюдяных прокладок, калильной нити, гайки и клиньев.
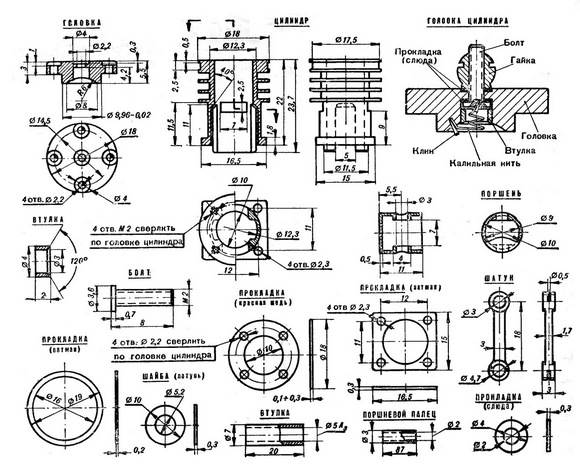
Сама головка изготовляется из материала Д16Т диаметром 20 мм. Пруток зажимается в кулачковый патрон, и производится полная обработка по чертежу той стороны прутка, где должна быть сферическая выемка. Далее сверлятся отверстия диаметром 4 и 22 мм. Сферическая выемка полируется пастой ГОИ. Затем деталь отрезается от заготовки. Обратная сторона детали обрабатывается в специальной оправке, которая зажимается в кулачковый патрон станка. Затем размечаются и сверлятся отверстия под винты крепления к цилиндру.
Болт точится из стали У5 по чертежу. В головке болта высверливается глухое отверстие диаметром 0,6 мм под медный клин для заделки калильной нити.
Это отверстие сверлится под углом к телу болта. Гайка и втулка точатся соответственно из латуни и дюралюминия Д16Т по чертежу.
Калильные нити можно делать из платиновой, родиевой или иридиевой проволоки. Возможно использование проволоки от старых термопар нагревательных термических печей, причем их необходимо калибровать фильерами.
Фильер представляет собой пластинку из нержавеющей нагартованной стали (или из стали У8) толщиной 0,3 мм. В этой пластинке нужно пробить отверстие обломанной иглой с помощью молотка. Иглу держите плоскогубцами. Протяжка проволоки для нити показана на рисунке 3 в.
Нить наматывается в спираль на оправке диаметром 1 мм. Шаг намотки 0,6-0,7 мм.
Особенно хорошо работают спирали, свитые из двойной или тройной проволочки платины толщиной 0,05 мм
Порядок сборки головки цилиндра следующий.
Конец спирали закрепляется медным клином в болте ударами по бородке молоточком. На болт надеваются слюдяные прокладки толщиной 0,3 мм. Со стороны полусферы в головку вставляется болт. В выточку головки закладываются слюдяные прокладки общей толщиной 0,5 мм. За-тем навертывается латунная гайка» которая затягивается круглогубцами до полной герметичности головки. Необходимо проверить, изолирован ли болт от головки. При этом запрессовывается втулка, закрепляется по месту второй конец калильной спирали. Это производится при помощи медного клина. Теперь можно приступить к проверке исправности калильного элемента. Проверка производится под напряжением от одной аккумуляторной банки, дающей напряжение 1,2 — 1,4 в. Из холоднокатаной медной фольги разных толщин изготовляется несколько прокладок соответственно 0,1, 0,2, 0,3 мм. При доводке двигателя выбирается лучшая.
Заготовка цилиндра делается из прутка диаметром 20 мм (рис. 2). Эта заготовка обтачивается на станке до диаметра 18 мм, сверлится сверлом диаметром 9,5 мм. и затем у нее протачиваются наружные размеры. При нарезке ребер желательно подпереть цилиндр задней бабкой и прорезать на обратном ходу. После этого у него протачивается внутренний диаметр до размера 9,8 мм. Отрезанный от заготовка, цилиндр проходит слесарную обработку: опиливается фланец крепления (можно на наждачном круге), засверливаются отверстия в головке и фланце, нарезается резьба для крепления головки цилиндра, распиливаются выхлопные окна и фрезеруются перепускные каналы. Головка цилиндра подвергается термообработке до R 45 — 47, Желательно шлифовать зеркало цилиндра до размера диаметра 10 ± 0,02 мм. Окончательно доводится размер диаметра чугунным притиром с пастой ГОИ (рис. 3, б).
Особое внимание нужно уделить обеспечению герметичности, для чего на плите следует притереть верхний фланец цилиндра. Прокладка под цилиндр вырезается из ватмана (рис. 2).
Поршень точится на токарном станке из стали У10 или У12 диаметром 12 мм. Заготовка обтачивается до диаметра 11 мм и просверливается до диаметра 7 мм, глубиной 10,5 мм. Поршень растачивается внутри по размерам, приведенным на чертеже. Затем протачивается наружный размер до диаметра 10,2 или 10,3 мм, после чего поршень отрезается от заготовки. После этого сверлится отверстие под поршневой палец сверлом диаметром 2,9 мм и зачищается хорошей разверткой ЗА на малом ходу, с маслом. Калится поршень до Rс 60—62, шлифуется снаружи до размера 10 ± 0,02 мм и притирается по цилиндру чугунным притиром (рис. 3, а). Необходимо также притереть отверстие под поршневой палец медной проволокой толщиной 3 мм.
Поршневой палец делается из заготовки стали У8 или У10 диаметром 4 или 5 мм. Заготовка торцуется и засверливается сверлом диаметром 1,9 мм, а затем протачивается снаружи до диаметра 3,2 мм и отрезается от заготовки. После этого деталь следует закалить до Rс = 60-62. Наконец она шлифуется и притирается по отверстию в поршне.
Контур шатуна размечается вдоль проката на прессованном дюралюминиевом профиле Д16Т. Затем засверливаются два отверстия сверлом диаметром 2,9 мм на расстоянии 18 мм. Производится слесарная обработка по чертежу, после чего отверстия разворачиваются разверткой ЗА3 (с маслом), а затем зачищаются. Необходимо следить, чтобы в них не попал абразив, вызывающий сильный износ поршневого пальца. Поверхность шатуна полируется гладким стальным каленым стержнем.
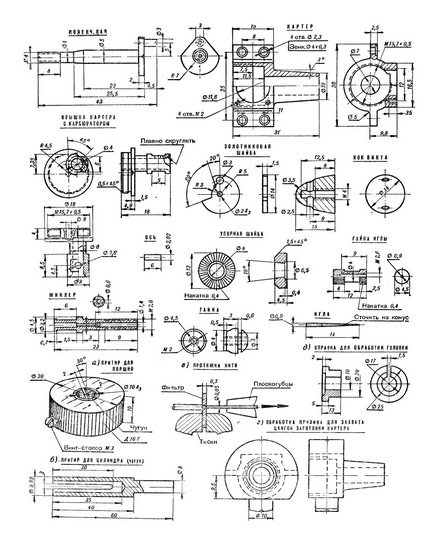
Для коленчатого вала вытачивается заготовка из стали 12XH3A или из 18ХНВА диаметром 14 мм, длиной 43 мм. В ней засверливаются центровые углубления: два — по оси заготовки и два — смещенные от оси на 5 мм. Сначала обрабатывается палец кривошипа в смещенных центрах, после чего в центрах на оси протачивается шейка и носок коленчатого вала. Затем нарезается резьба М4. После этого производится слесарная обработка. Деталь цементируется на глубину 0,5 мм, калится до Rc — 42- 45 и, наконец, шлифуется с притиркой трущихся поверхностей.
На заготовке, зажатой в кулачковый патрон диаметром 50 — 55 мм из Д16Т, протачивается носок картера и кривошипная камера с нарезанием резьбы под крышку, после чего носок картера отрезается от заготовки по размеру, указанному на чертеже. В картер запрессовывается бронзовая втулка, выточенная заранее по чертежу (рис. 5). После этого производится разметка расположения цилиндра и засверливаются центровые углубления по оси цилиндра для обработки места его крепления.
Зажав заготовку картера в центрах, обрабатываете прилив диаметром 10 мм для захвата цангой (рис. 5, г). Зажав заготовку в цанге, обрабатываете место крепления цилиндра по чертежу.
Затем производится фрезерная и слесарная обработка картера. Задняя крышка картера (рис. 5) с карбюратором вытачивается из заготовки Д16Т за два приема. Сначала производится торцевание, затем обработка по внешним размерам и разделка отверстия под ось. На длине 18 мм отрезается крышка от заготовки и производится разметка отверстия карбюратора, которое засверливается сверлом диаметром 3,9 мм и разделывается разверткой 4А3. Деталь зажимается в центре, и производится токарная обработка корпуса карбюратора. После этого происходит слесарная обработка детали по чертежу (рис. 3).
Жиклер и гайка иглы вытачиваются из латуни Л59 или Л62 по чертежу (рис. 3).
Игла карбюратора изготовляется на токарном станке из проволоки ОВС, предварительно нормализованной (прогревается до 200 — 240°С в течение 20 — 30 мин.). Упорная шайба и кок (рис. 3) вытачиваются из Д16Т по чертежу. Крепежные винты подбираются по месту и диаметрам, указанным на чертежах. Размеры и материалы прокладок и шайб указаны на чертежах.
Ось изготовляется из проволоки ОВС диаметром 2,5 мм и шлифуется до чертежных размеров.
Золотниковая шайба (рис. 3) делается из 1,5 мм текстолита или гетинакса. На токарном станке вытачивается круглая заготовка, затем производится ее слесарная обработка по размер рам, указанным на чертеже, и притирается рабочая поверхность.
Сборка двигателя
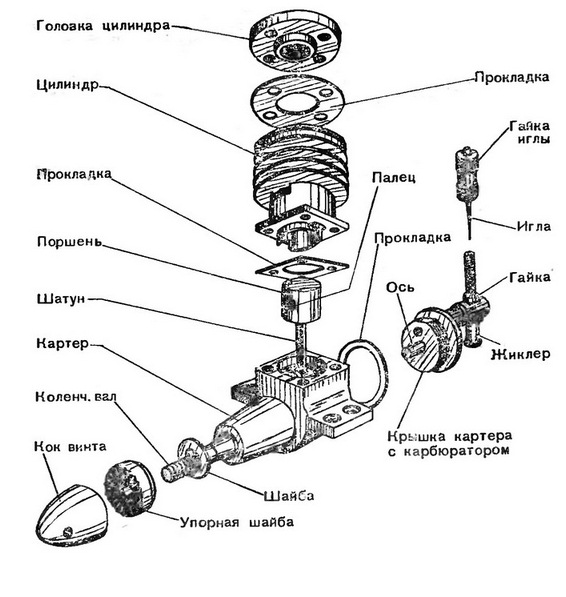
Сборка двигателя производится в следующей последовательности:
- 1) запрессовывается ось золотника;
- 2) надевается золотник, смазанный маслом;
- 3) вставляется в картер коленчатый вал, смазанный маслом;
- 4) соединяется шатун с поршнем поршневым пальцем, нижняя головка надевается на палец кривошипа коленчатого вала;
- 5) ввертывается в картер крышка с прокладкой и золотником;
- 6) прокладывается прокладка под цилиндр, смазываются поршень и цилиндр маслом, надевается цилиндр на поршень;
- 7) завертываются крепежные винты М2 длиной 5 мм;
- 8) проверяется легкость вращения коленчатого вала;
- 9) надевается упорная прокладка, упорная шайба, винт и кок, снова проверяется легкость вращения коленчатого вала;
- 10) устанавливается жиклер и гайка с иглой на карбюратор;
- 11) ставится на место головка с прокладками, и двигатель устанавливается на стенд; подсоединяется резиновой трубкой бачок с горючим;
- 12) подсоединив аккумулятор на массу и гайку головки цилиндра, проверните за винт вал двигателя; закрыв карбюратор пальцем, попытайтесь запустить двигатель, резко нажимая указательным пальцем на винт.
Применяется аккумулятор кадмиево-никелевый, марки КН-10 — 2 банки на 2,4 в.
Регулировка оборотов производится иглой карбюратора. Как только режим двигателя станет устойчивым, отсоедините провода от мотора. Необходимо перед эксплуатацией двигатель обкатать в течение 30 -35 мин.
Источник
Самодельный авиамодельный скоростной двигатель.
Приветствую! Продолжаю рассказ о скоростных самодельных двс. Сейчас расскажу о двс на с которым я стал чемпионом зональных соревнований среди юношей по авиамодельному спорту-в классе Ф-2-А, проходивший в г Курске в конце 80х..
Двс-с блок цилиндром приехал ко мне из г. Краснодар. Лично встречал посылку на ж/д вокзале: передали с проводником. Имел в наличии 3 таких двс— один треснул ( в цвет мет) другой на обмен пошёл. В коллекции остался боле менее с хорошим внешним видом )) — после «поросят»- на других картерах остались следы.
Скоростной-самодельный двс имеет рабочий объём 2,47 кб.см.. Ход поршня -14 мм, диаметр поршня-15 мм.. Продувка- петлевая.
Левый двс- изготовлен под блок цилиндр. Правый—под обыкновенную гильзу. Камера сгорания может формироваться- вставкой со свечой КС-2, вставкой с пистоном и просто головкой ГСК-1. На двс установлены остроконечные коки— до 90х были разрешены.
На задней стенке с конца 80х стали устанавливать автоматы остановки двс. Я начинал летать без них. Выхлоп двс рассчитан для установки резонансной трубы.
По фото можно понять , что оба картера двигателя изготавливались по одному кокилю—это видно по 4ём приливам для крепления блока—хотя на дальнем- 6 болтов. Просто немного доработали кокиль-технологически это не составляет сложности. Так же сделали прилив для крепления хомута для р-трубы. Из за отсутствия хомута==который фиксирует трубу-у меня в 3ем туре труба сдвинулась с выхлопа и результат был не очень. Но всё равно—222 км /ч—во втором туре обеспечил мне 1 место )))— и в дальнейшем я уже фиксировал р. трубу.
Вариант замены блока на гильзу с помощью цилиндра с рёбрами охлаждения. Болты — М 3,5==резьбу М 3— потихоньку я сорвал ))
Источник
Как сделать реально работающий газотурбинный двигатель в домашних условиях


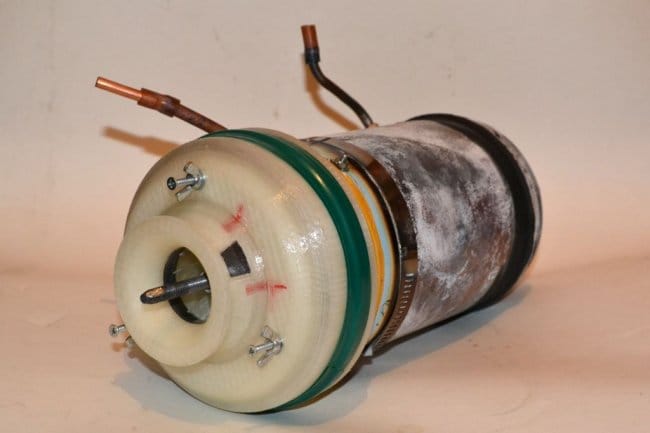
Самое сложное в изготовлении и самое важное для работы турбины — это ступень компрессора. Обычно для его сборки требуется точный обрабатывающий инструмент с ЧПУ или ручным приводом. К счастью, компрессор работает при низкой температуре и может быть напечатан на 3D-принтере.
Еще одна вещь, которую обычно очень трудно воспроизвести в домашних условиях, это так называемая «сопловая лопатка» или просто NGV. Путем проб и ошибок автор нашел способ, как сделать это, не используя сварочный аппарат или другие экзотические инструменты.
Что понадобится:
1) 3D-принтер, способный работать с нитью PLA. Если у вас есть дорогой, такой как Ultimaker – это замечательно, но более дешевый, такой как Prusa Anet, тоже подойдет;
2) У вас должно быть достаточное количество PLA, чтобы напечатать все части. ABS не подойдет для этого проекта, так как он слишком мягкий. Вероятно, можете использовать PETG, но это не проверялось , так что делайте это на свой страх и риск;
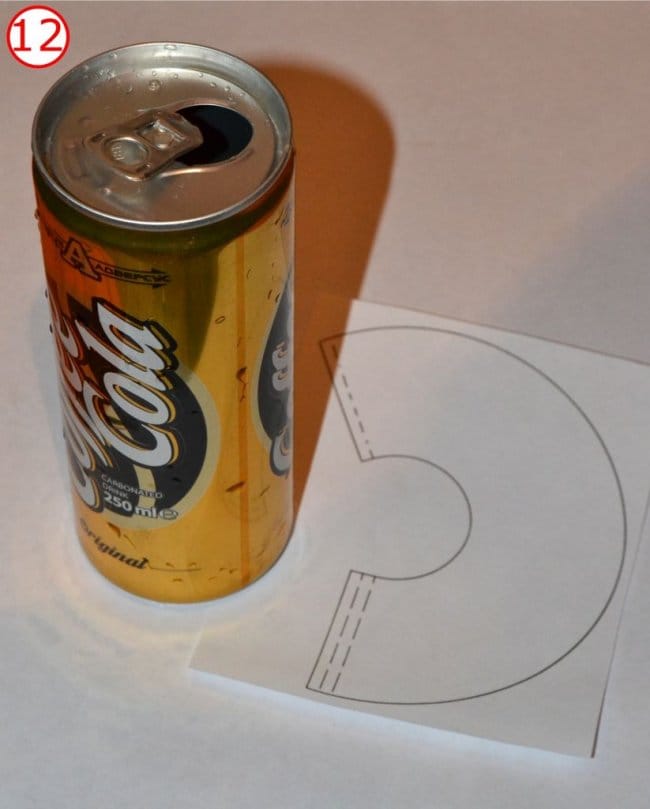
3) Жестяная банка соответствующего размера (диаметр 100 мм, длина 145 мм). Предпочтительно банка должна иметь съемную крышку. Вы можете взять обычную банку (скажем, от кусочков ананаса), но тогда вам нужно будет сделать для нее металлическую крышку;
4) Лист из оцинкованного железа. Толщина 0,5 мм является оптимальной. Вы можете выбрать другую толщину, но у вас могут возникнуть трудности с изгибом или шлифовкой, поэтому будьте готовы. В любом случае Вам понадобится как минимум короткая лента из оцинкованного железа толщиной 0,5 мм, чтобы сделать проставку кожуха турбины. Подойдет 2 шт. Размером 200 х 30 мм;
5) Лист нержавеющей стали для изготовления колеса турбины, колеса NGV и кожуха турбины. Опять толщина 0,5 мм является оптимальной.
6) Твердый стальной стержень для изготовления вала турбины. Осторожно: мягкая сталь здесь просто не работает. Вам понадобится хотя бы немного углеродистой стали. Твердые сплавы будут еще лучше. Диаметр вала составляет 6 мм. Вы можете выбрать другой диаметр, но затем вам нужно будет найти подходящие материалы для изготовления ступицы;
7) 2 шт. 6х22 подшипники 626zz;
8) патрубки 1/2″ длиной 150 мм и два концевых фитинга;
9) сверлильный станок;
10) Точило
11) дремель (или что-то похожее)
12) Ножовка по металу, плоскогубцы, отвертку, плашку М6, ножницы, тиски и т. д .;
13) кусок трубы из меди или нержавеющей стали для распыления топлива;
14) Набор болтов, гаек, хомутов, виниловых трубок и прочего;
15) пропан или бутановая горелка
Если вы хотите запустить двигатель, вам также понадобятся:
16) Баллон с пропаном. Существуют бензиновые или керосиновые двигатели, но заставить их работать на этих видах топлива немного сложно. Лучше начать с пропана, а потом решить, хотите ли вы перейти на жидкое топливо или вы уже довольны газовым топливом;
17) Манометр, способный измерять давление в несколько мм водяного столба.
18) Цифровой тахометр для измерения оборотов турбины
19) Стартер. Для запуска реактивного двигателя можно использовать:
Вентилятор (100 Вт или более). Лучше центробежный)
электродвигатель (мощностью 100 Вт или более, 15000 об / мин; Вы можете использовать свой дремель здесь).
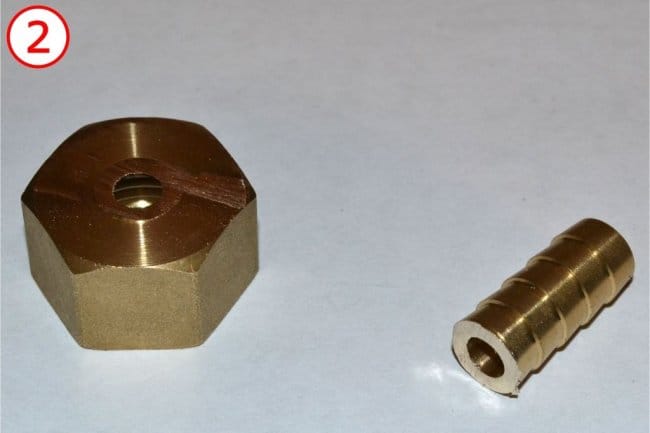
Делаем ступицу
Ступица будет сделана из:
1/2 » патрубок длиной 150 мм;
два 1/2 «штуцера для шлангов;
и два подшипника 626zz;
Ножовкой, отрежьте «елочки» от штуцеров, и используйте сверло, чтобы увеличить оставшиеся отверстия. Вставьте подшипники в гайки и навинтите гайки на патрубок. Ступица готова.





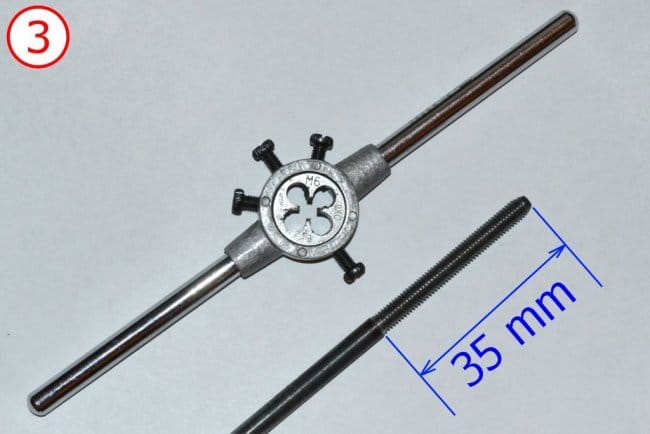
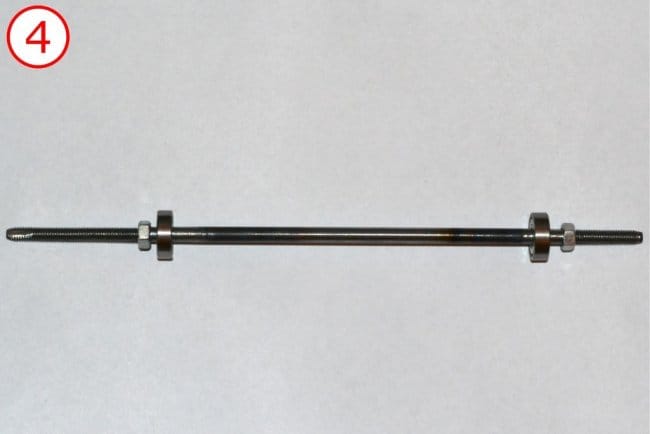
Делаем вал
Теория (и опыт в некоторой степени) говорит, что нет никакой разницы, делаете ли Вы вал из мягкой стали, твердой стали или нержавеющей стали. Так что выбирайте тот, который более доступен для Вас.
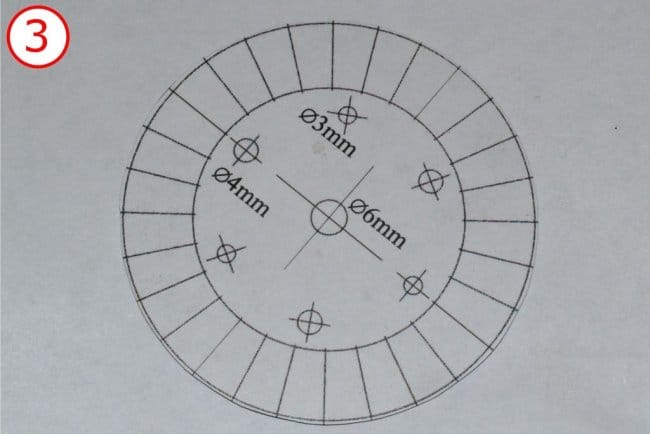
Если вы ожидаете получить приличную тягу от турбины, лучше использовать стальной стержень диаметром 10 мм (или больше). Однако на момент написания статьи был вал всего 6 мм.
Нарежьте резьбу M6, с одной стороны, длиною 35 мм. Далее надо нарезать резьбу с другого конца стержня таким образом, чтобы, когда стержень вставлялся в ступицу ( подшипники упираются в конец патрубка затягиваются с помощью гаек, которые вы сделали из штутцеров для шланга) и когда стопорные гайки завинчиваются до конца резьбы на обеих сторонах, между гайками и подшипниками остается небольшой зазор. Это очень сложная процедура. Если резьба слишком короткая, а продольный люфт слишком велик, можно нарезать резьбу чуть больше дальше. Но если резьба кажется слишком длинной (а продольного зазора вообще нет), исправить это будет невозможно.
Как вариант- валы от лазерного принтера, они точно 6 мм в диаметре. Их недостаток в том, что их предел составляет 20-25000 об / мин. Если вы хотите более высокие обороты — используйте более толстые стержни.


3D-печать матриц колеса турбины и NGV
Для изготовления колеса турбины, а точнее его лопастей используются пресс-матрицы.
Форма лезвия становится более гладкой, если прижимать лопасть не к окончательной форме за один шаг (проход), а к некоторой промежуточной форме (1-й проход) и только затем — к окончательной форме (2-й проход). Поэтому есть STL для обоих типов пресс-матриц. Для 1-го прохода и для второго.
Вот файлы STL матриц для колеса NGV и файлы STL для матриц колеса турбины:
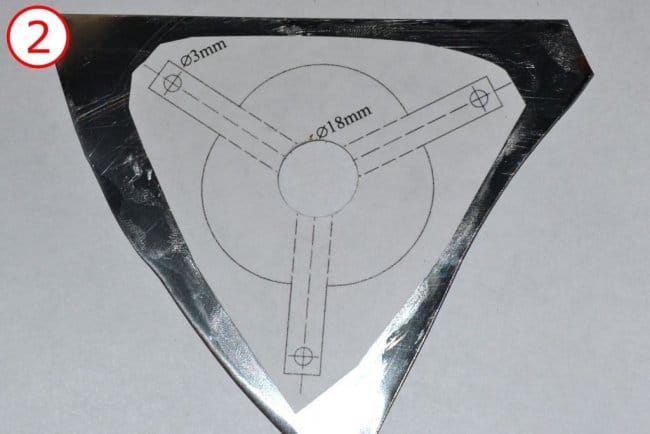
Изготовление рабочих колес


В этой конструкции используются 2 вида стальных колес. А именно: турбинное колесо и колесо NGV. Для их изготовления используют нержавеющую сталь. Если бы они были изготовлены из легкого или оцинкованного материала, их едва хватило бы, чтобы показать, как работает двигатель.
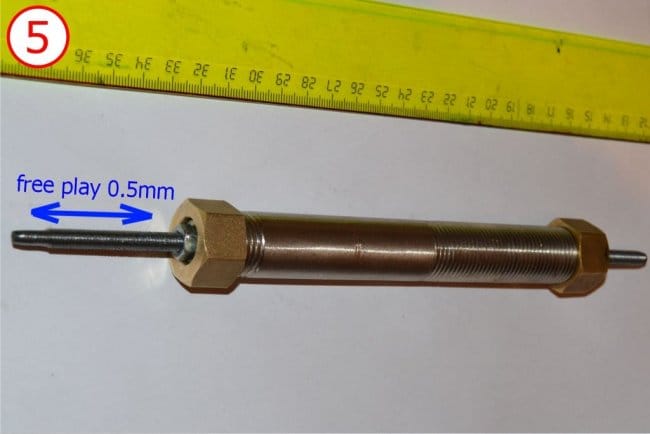
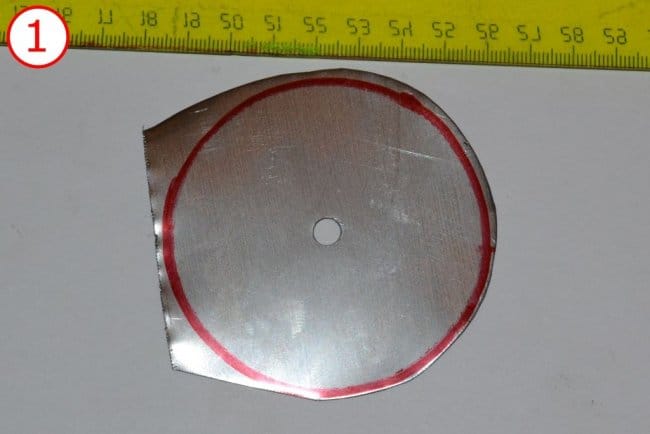
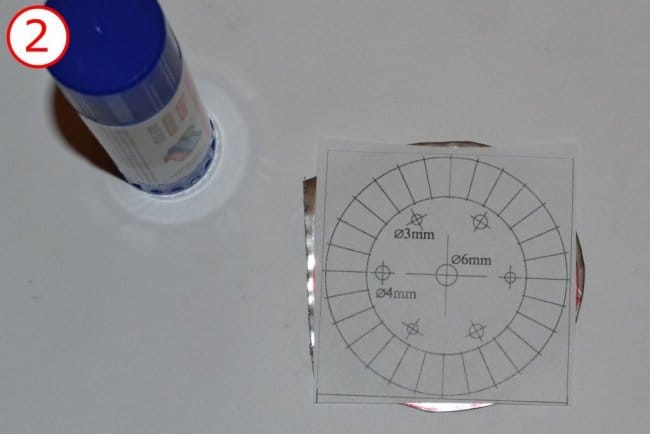
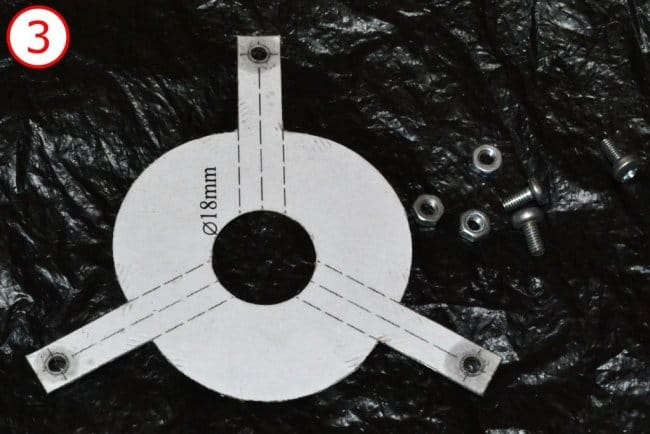
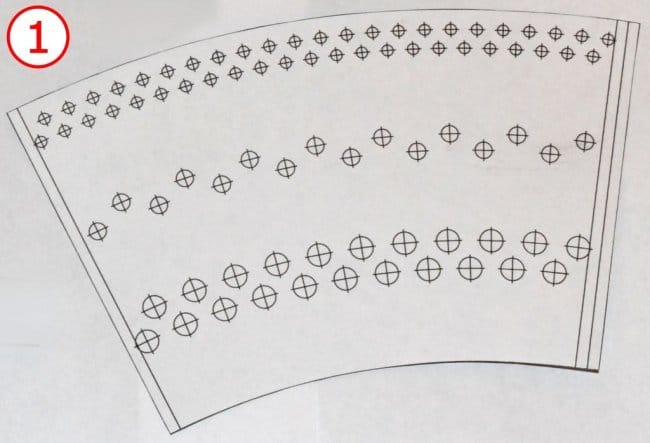
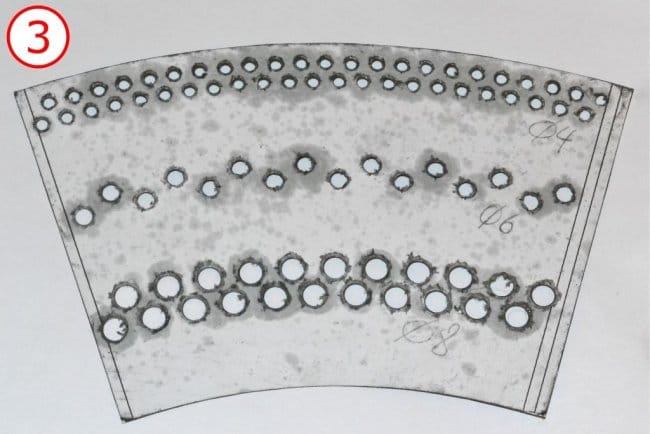
Вы можете вырезать диски из металлического листа, а затем просверлить отверстие в центре, но, скорее всего, вы не попадете в центр. Поэтом просверлите отверстие в листе металла, а затем приклеить бумажный шаблон, чтобы отверстие в металле и место для отверстия в бумажном шаблоне совпали. Вырежьте металл по шаблону.
Просверлите вспомогательные отверстия. (Обратите внимание, что центральные отверстия уже должны быть просверлены. Также обратите внимание, что колесо турбины имеет только центральное отверстие.)
Также неплохо бы оставить немного припуска при резке металла, а затем обточить кромку дисков, используя сверлильный станок и точило.
На этом этапе может быть лучше сделать несколько резервных дисков. Далее будет понятно почему.
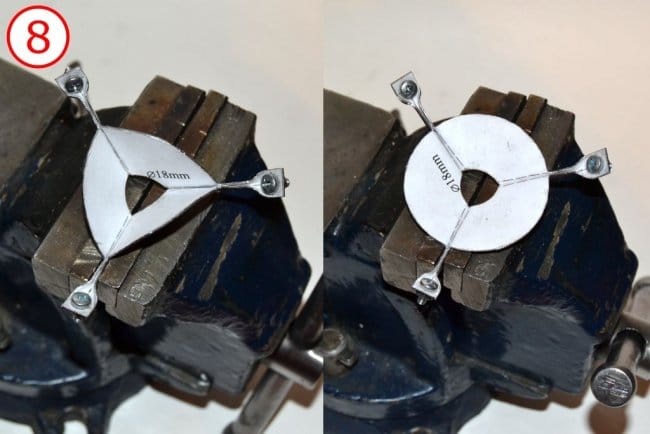
Формирование лопастей



Нарезанные диски трудно поместить в матрицу для формовки. Используйте плоскогубцы, чтобы немного повернуть лопасти. Диски с предварительно закрученными лопатками намного легче формуются матрицами. Зажмите диск между половинами пресса и сожмите в тиски. Если матрицы были предварительно смазаны машинным маслом- все пройдет гораздо легче.
Тиски — довольно слабый пресс, так что, скорее всего, вам нужно будет ударить узел молотком, чтобы сжать его дальше. Используйте несколько деревянных подушек, чтобы не сломать пластиковые матрицы.
Двух этапное формирование (использование матриц 1-го прохода и матриц 2-го прохода для финализации формы) дает определенно лучшие результаты.
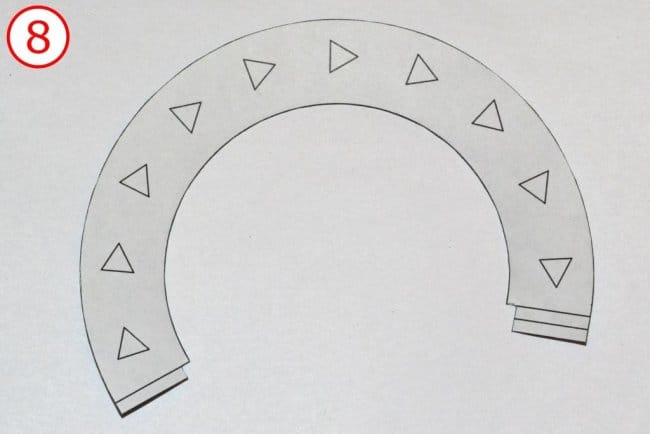
Делаем опору







Файл документа с шаблоном для опоры находится здесь:
Вырежьте деталь из листа нержавеющей стали, просверлите необходимые отверстия и согните деталь, как показано на фотографиях.
Делаем делаем набор металлических проставок






Если бы у вас есть токарный станок, вы можете сделать все проставки на нем. Другой способ сделать это — вырезать несколько плоских дисков из листа металла, положить их один на другой и плотно закрепить их болтами, чтобы получить объемную деталь.
Используйте здесь лист из мягкой (или оцинкованной) стали толщиной 1 мм.
Документы с шаблонами для проставок находятся здесь:
Вам понадобятся 2 маленьких диска и 12 больших. Количество приведено для листа металла толщиной 1 мм. Если вы используете более тонкий или более толстый, вам нужно будет отрегулировать количество дисков, чтобы получить правильную общую толщину.
Отрежьте диски и просверлите отверстия. Обточите диски одинакового диаметра, как описано выше.
Опорная шайба



Поскольку опорная шайба удерживает всю сборку NGV, Вы должны использовать здесь более толстый материал. Вы можете использовать подходящую стальную шайбу или лист (черный) толщиной не менее 2 мм.
Шаблон для опорной шайбы:
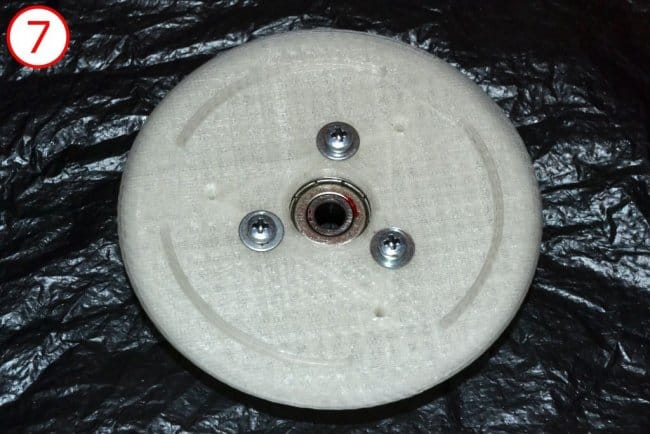
Сборка внутренней части NGV

Теперь у вас есть все детали для сборки NGV. Установите их на ступицу, как показано на фотографиях.
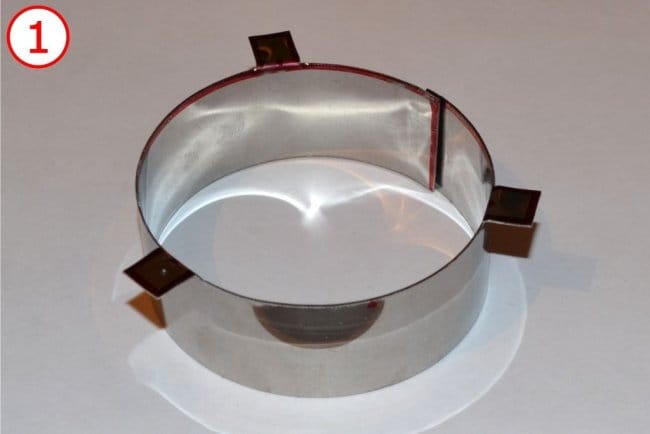
Турбина нуждается в некотором давлении для нормальной работы. А чтобы не допустить свободного распространения горячих газов, нам нужен так называемый «турбинный кожух». В противном случае газы будут терять давление сразу после прохождения через NGV. Для правильного функционирования кожух должен соответствовать турбине + небольшой зазор. Поскольку у нас турбинное колесо и колесо NGV имеют одинаковый диаметр, нам нужно что-то, чтобы обеспечить необходимый зазор. Это что-то — проставка кожуха турбины. Это просто полоса металла, которая обернута вокруг колеса NGV. Толщина этого листа определяет величину зазора. Используйте 0,5 мм здесь.
Просто нарежьте полосу шириной 10 мм и длиной 214 мм из листа любой стали толщиной 0,5 мм.
Сам турбинный кожух будет куском металла, по диаметру колеса NGV. Или лучше пара штук. Здесь у вас больше свободы выбора толщины. Кожух — это не просто полоса, поскольку у нее есть ушки прикрепления.
Файл документации с шаблоном для кожуха турбины находится здесь:




Наденьте проставку кожуха на лопасти NGV. Закрепите с помощью стальной проволоки. Найдите способ зафиксировать проставку, чтобы она не двигалась при удалении провода. Вы можете использовать пайку.
Затем удалите проволоку, и накрутите кожух турбины на проставку. Снова используйте проволоку, чтобы плотно обернуть.


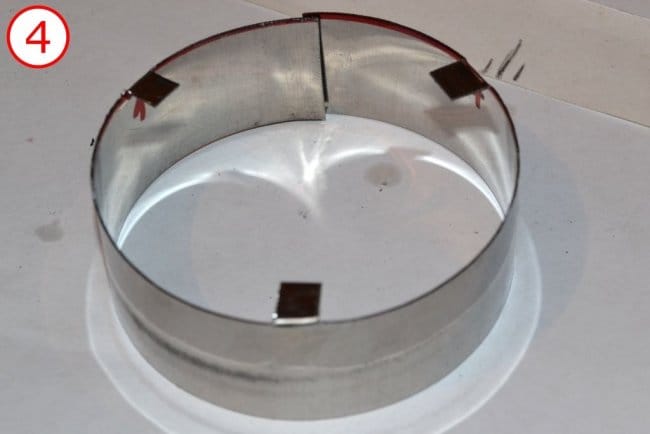


Делайте, как показано на фотографиях. Единственным соединением между NGV и ступицей являются три винта M3. Это ограничивает тепловой поток от горячего NGV к холодной ступице и не дает перегреваться подшипникам.
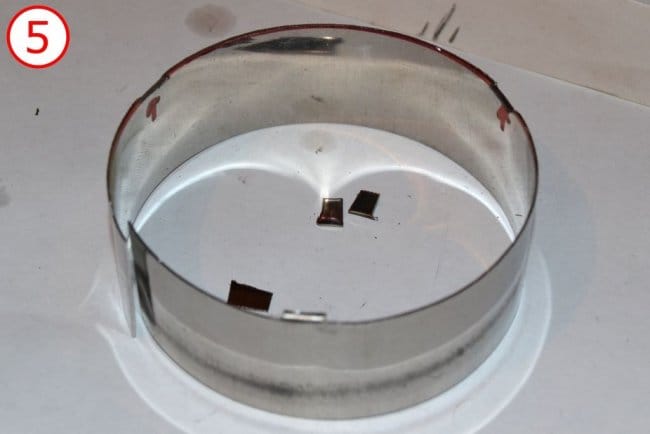
Проверьте может ли турбина вращаться свободно. Если нет — произведите выравнивание кожуха NGV, изменив положение регулировочных гаек на трех винтах M3. Изменяйте наклон NGV, пока турбина не сможет свободно вращаться.
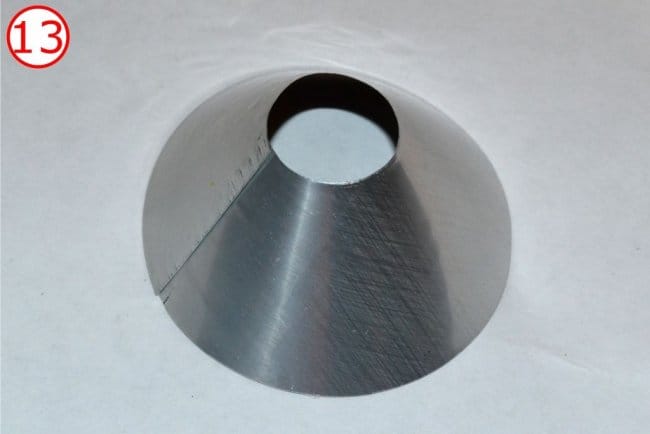
Делаем камеру сгорания











Наклейте этот шаблон поверх металлического листа. Просверлите отверстия и обрежьте форму. Здесь нет необходимости использовать нержавеющую сталь. Сверните конус. Для для того, чтобы он не разворачивался, загните его.
Передняя часть камеры находится здесь:
Снова используйте этот шаблон, чтобы сделать конус. Используйте долото, чтобы сделать клиновые прорези, и затем сверните в конус. Закрепите конус с помощью загиба. Обе части удерживаются вместе только трением двигателе. Поэтому не нужно думать, как их закрепить на этом этапе.
Рабочее колесо



Рабочее колесо состоит из двух частей:
диск с лопастями и кожух
Это крыльчатка Курта Шреклинга, которая была сильно изменена мной, чтобы быть более терпимой к продольным смещениям. Обратите внимание на лабирит, предотвращающий возврат воздуха из-за противодавления. Распечатайте обе части и приклейте покрытие на диск с лопастями . Неплохие результаты можно получить, используя акриловую эпоксидную смолу .
Статор компрессора (диффузор)














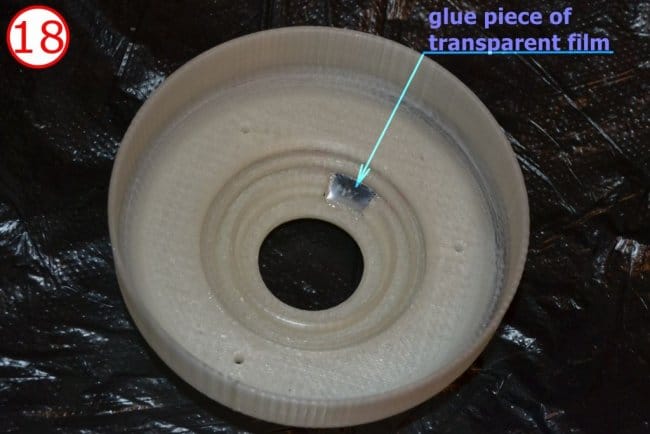
Эта деталь очень сложной формы. И когда другие детали могут быть (по крайней мере, теоретически) сделаны без использования точного оборудования, это невозможно. Что еще хуже, эта часть в наибольшей степени влияет на эффективность компрессора. Это означает, что тот факт, будет ли весь двигатель работать или нет, сильно зависит от качества и точности диффузора. Вот почему даже не пытайтесь сделать это вручную. Сделайте это на принтере.
Для удобства 3D-печати статор компрессора разделен на несколько частей. Вот файлы STL:
3D распечатать и собрать, как показано на фотографиях. Обратите внимание, что гайка с трубной резьбой 1/2″ должна быть прикреплена к центральному корпусу статора компрессора. Она используется для удержания втулки на месте. Гайка крепится с помощью 3х винтов М3.
Шаблон, где просверлить отверстия в гайке:
Также обратите внимание на теплозащитный конус из алюминиевой фольги . Он используется для предотвращения размягчения частей PLA из-за теплового излучения от вкладыша сгорания. В качестве источника алюминиевой фольги здесь можно использовать любую банку из под пива.
Вам понадобится консервная банка длиной 145 мм и диаметром 100 мм. Лучше, если вы можете использовать банку с крышкой. В противном случае вам нужно будет установить NGV со ступицей на дно консервной банки, и у вас возникнут дополнительные проблемы со сборкой двигателя для обслуживанием.
Отрежьте одно дно консервной банки. В другом дне (или лучше в крышке) вырежьте круглое отверстие 52 мм. Затем нарежьте его кромку на сектора, как показано на фотографиях.



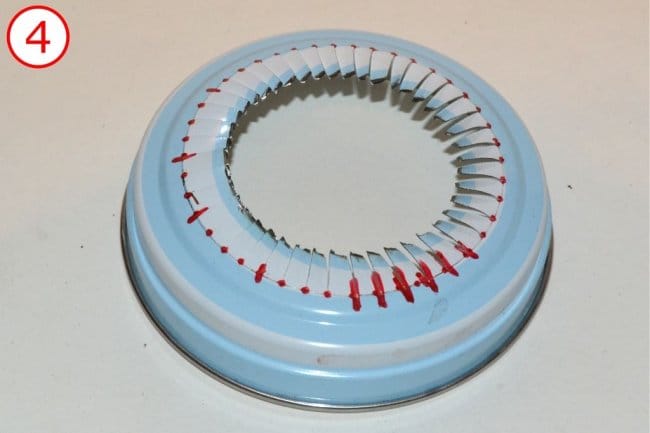
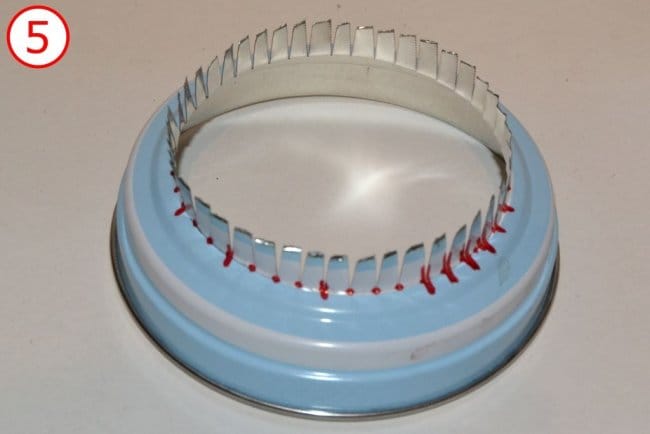

Вставьте сборку NGV в отверстие . Оберните сектора стальной проволокой плотно.
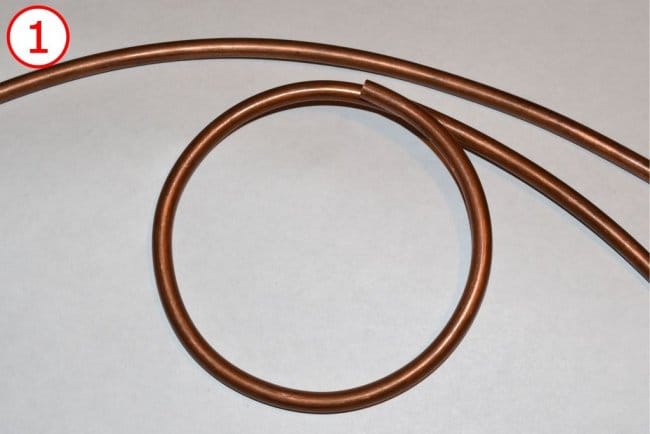
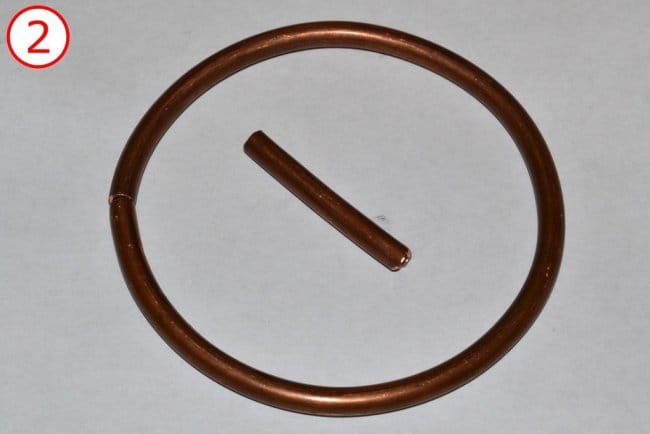
Сделайте кольцо из медной трубки (наружный диаметр 6 мм, внутренний диаметр 3,7 мм). Или лучше Вы можете использовать трубки из нержавеющей стали. Топливное кольцо должно плотно прилегать к внутренним компонентам вашей консервной банки. Припаяйте его.
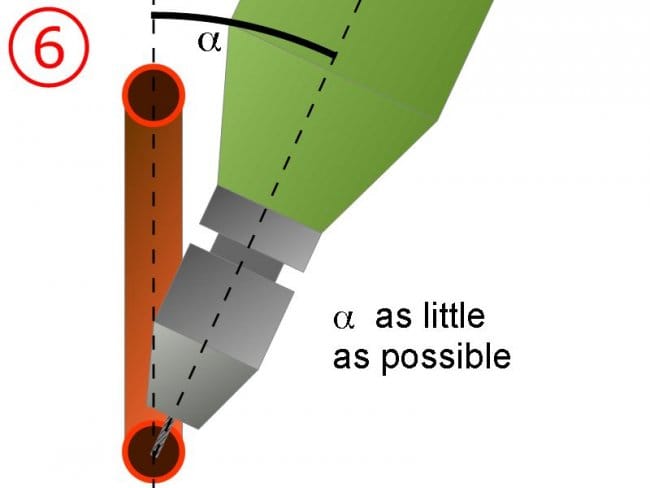
Просверлите топливные форсунки. Это всего лишь 16 штук отверстий по 0,5 мм, равномерно распределенных по кольцу. Направление отверстий должно быть перпендикулярно потоку воздуха. Т.е. нужно просверлить отверстия на внутренней стороне кольца.







Обратите внимание, что наличие так называемых «горячих точек» в выхлопе двигателя зависит практически исключительно от качества топливного кольца. Грязные или неровные отверстия, и в итоге вы получите двигатель, который просто разрушит себя при попытке запустить его. Наличие горячих точек зависит гораздо меньше от качества вкладыша, чем пытаются сказать другие. Но топливное кольцо очень важно.
Проверьте качество разбрызгивания топлива, поджигая его. Языки пламени должны быть равны друг другу.
После завершения установите топливную форсунку в корпус консервной банки.
Все, что вам нужно сделать на этом этапе, это собрать все части вместе. Если дела пойдут хорошо, проблем с этим не возникнет.














Замажьте крышку консервной банки термостойким герметиком, вы можете использовать силикатный клей с жаростойким наполнителем. Можно использовать графитовую пыль, стальной порошок и так далее.
После того, как двигатель собран, проверьте, свободно ли вращается его ротор. Если это так, сделайте предварительное испытание на огнестойкость. Используйте какой-нибудь достаточно мощный вентилятор, чтобы продуть воздухозаборник или просто вращайте вал с помощью dremel. Слегка включите топливо и зажгите поток в задней части двигателя. Отрегулируйте вращение, чтобы пропустить пламя в камеру сгорания.
ОБРАТИТЕ ВНИМАНИЕ: на этом этапе вы не пытаетесь запустить двигатель! Единственная цель испытания на огнестойкость состоит в том, чтобы нагреть его и посмотреть, хорошо ли он ведет себя или нет. На этом этапе вы можете использовать баллон из бутана, который обычно используется для ручных горелок. Если все нормально вы можете перейти к следующему шагу. Однако лучше герметизировать двигатель с помощью герметика для печи (или силикатного клея, наполненного небольшим количеством термостойкого порошка).
Вы можете запустить двигатель, либо вдувая воздух в него, либо вращая его вал каким-либо стартером.
Будьте готовы сжечь несколько дисков NGV (и, возможно, турбины) при попытке запуска. (Вот почему на шаге 4 было рекомендовано сделать несколько резервных.) Как только вы освоитесь с двигателем, вы сможете без проблем запустить его в любое время.
Обратите внимание, что в настоящее время двигатель может служить в основном в образовательных и развлекательных целях. Но это полностью функциональный турбореактивный двигатель, способный вращаться до любых желаемых оборотов (в том числе и до само разрушающихся). Не стесняйтесь улучшать и модифицировать дизайн для выполнения ваших целей. Прежде всего, вам понадобится более толстый вал, чтобы достичь более высоких оборотов и, следовательно, тяги. Второе, что нужно попробовать — это обернуть внешнюю поверхность двигателя металлической трубой — топливопроводом и использовать ее в качестве испарителя для жидкого топлива. Здесь пригодится конструкция двигателя с горячей наружной стенкой. Еще одна вещь, о которой стоит подумать, это система смазки. В простейшем случае это может иметь форму маленькой бутылки с небольшим количеством масла и двумя трубами — одна труба для снятия давления с компрессора и направления его в баллон, а другая труба для направления масла из баллона под давлением и направления его в задняя балка. Без смазки двигатель может работать только в течение от 1 до 5 минут в зависимости от температуры NGV (чем выше температура, тем меньше время работы). После этого Вам необходимо самостоятельно смазать подшипники. А с добавленной системой смазки двигатель может работать долго.
Источник