- FLYING BEAR GHOST 5 | Откидной держатель филамента
- Подпишитесь на автора
- Зачем это все?
- Моделирование
- Параметры печати.
- Сборка и установка.
- Датчик филамента
- FLYING BEAR GHOST 5 | DIRECT МОДЕРНИЗАЦИЯ | E3D V6 РАДИАТОР
- Подпишитесь на автора
- Директ.
- Радиатор E3D V6.
- Кожух.
- Процесс сборки (коротко).
- FlyingBear Ghost 5 для бытовых нужд. Опыт, лайфхаки, инструменты и полезные ресурсы
- Подпишитесь на автора
- Сразу главное для тех, кому лень всё читать
- Почему FlyignBear Ghost 5?
- Условия использования
- Приемлемые ограничения
- Важные требования
- Возможности владельца
- Муки выбора
- Программы в использовании
- Неочевидные проблемы
- Трудноснимаемый носок ***
- Заедающая подача **
- Прокручивающийся фиттинг ***
- Пластик плохо входит в индикатор подачи **
- Потеря форматирования карточки *
- Потеря связи с Cura ***
- Названия STL-файлов ***
- Распиаренные, но не проблемы
- Плохой обдув
- Кривой стол
- Посредственное сопло
- Непрямая подача
- Прошивка
- Катушка на задней стенке
- Тюнинг Cura и другого софта
- Авторасширение отверстий
- Поправка на время печати
- Полезные параметры
- Качество
- Ограждение
- Заполнение
- Материал
- Скорость
- Перемещение
- Поддержки
- Тип прилипания к столу
- Инициирующие G-коды
- Как вообще настроить Cura
- Полезные инструменты и обвес
- Типовые процессы и их особенности
- Сборка
- Снятие детали после печати
- Замена филамента
- Доработка детали напильником
- Загадки
- На паузе не прекращается подогрев сопла
- Деньги и время
- Полезные ссылки
FLYING BEAR GHOST 5 | Откидной держатель филамента
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
В этой статье хочу рассказать о том, как я сделал откидной держатель филамента на боковой стороне GHOST 5.

Для тех кто не любит текст вот ссылка на видео
Зачем это все?
Все очень просто. Я расставил принтеры на стеллаже в 2 яруса. Сделал подсветку над каждым этажом. Все компактно и удобно. Между принтерами расстояние не более 100 мм. Пробел на втором этаже займет еще один медвежонок, где-то едет!

Менять пластик, который весит сзади очень не удобно! Кто владеет данным принтером в ограниченном пространстве меня поймут. Намучившись с заменой пластика через заднее место, я стал думать как решить эту проблему.
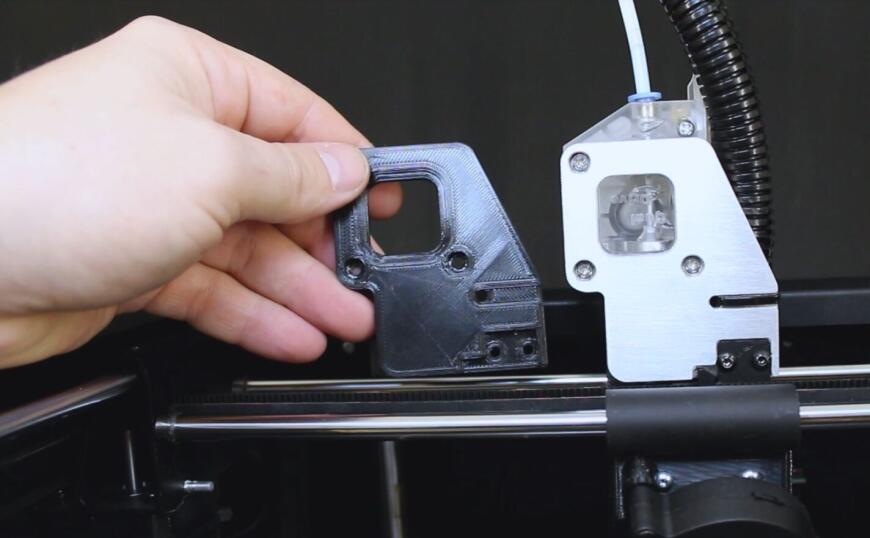
В идеале замена пластика должна происходить с лицевой стороны принтера, ну максимум с боку. Решение логично — сделать крепление с боку, с механизмом откидывания в перед.
Моделирование
Что бы было удобно работать быстренько обмерил и смоделил части принтера, которые мне нужны для работы. Люблю, когда на все есть модели.
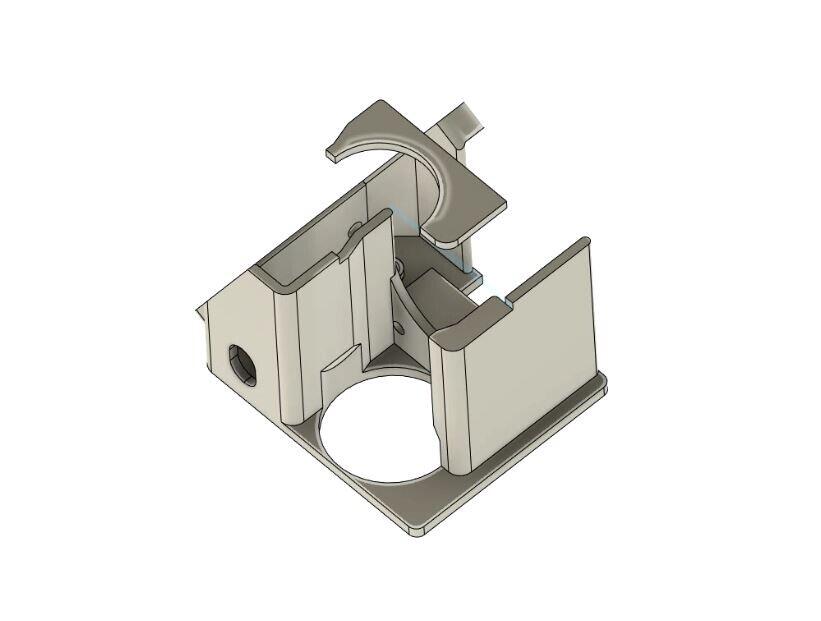
 Конструкция держателя состоит из: кронштейна, рычага с декоративными вставками (вставки не обязательны), крышки, трубки-держателя катушки и логотипа (куда же без него).
Конструкция держателя состоит из: кронштейна, рычага с декоративными вставками (вставки не обязательны), крышки, трубки-держателя катушки и логотипа (куда же без него).
 На кронштейне есть полка, ограничивающая рычаг в крайних положениях. Так же на кронштейне есть 2 паза, а на рычаге эластичный фиксатор, которые призваны немного фиксировать рычаг в крайних положениях, что бы ничего не подпрыгивало при печати и замене пластика.
На кронштейне есть полка, ограничивающая рычаг в крайних положениях. Так же на кронштейне есть 2 паза, а на рычаге эластичный фиксатор, которые призваны немного фиксировать рычаг в крайних положениях, что бы ничего не подпрыгивало при печати и замене пластика.
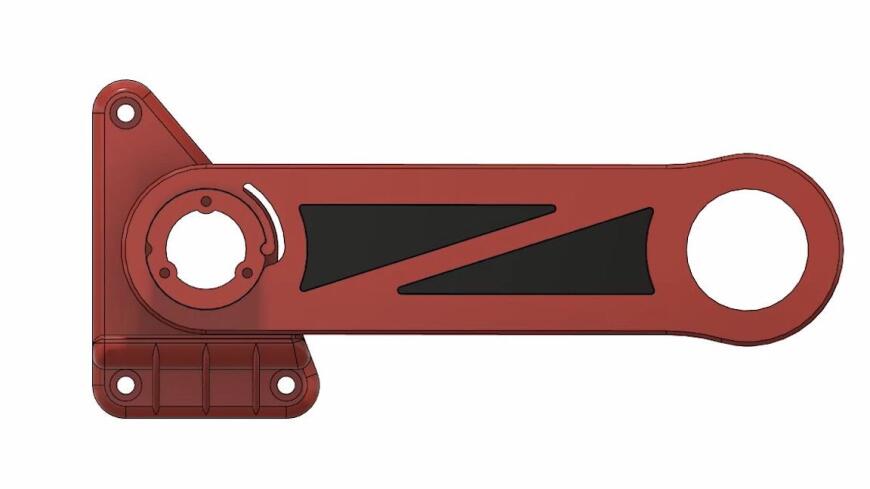
Рычаг накидывается на кронштейн и прижимается крышкой, которая притягивается 3 винтами М3х8 ISO 7380.
Трубка-держатель филамента вставляется в отверстие рычага упором вверх и фиксируется 2 установочными винтами М3х10 DIN 913. Можно просто вклеить держатель в рычаг. Заметил при испытании, что упор на держателе при откидывании оказывается снизу и катушка пластика легко снимается. Специально этого не планировал, но удобно и ладно!
Параметры печати.
Все печатал пластиком PETG. Сопло 0,4 мм, слой 0,25 мм. Все детали кроме рычага — заполнение сетка 30%. Рычаг — заполнение сетка не менее 50%, а лучше заполнение 100%. Иначе рычаг отгибается от веса килограммовой катушки.
Сборка и установка.
Собирается все интуитивно понятно. Для установки решил задействовать имеющиеся отверстия на вертикальных стойках принтера.
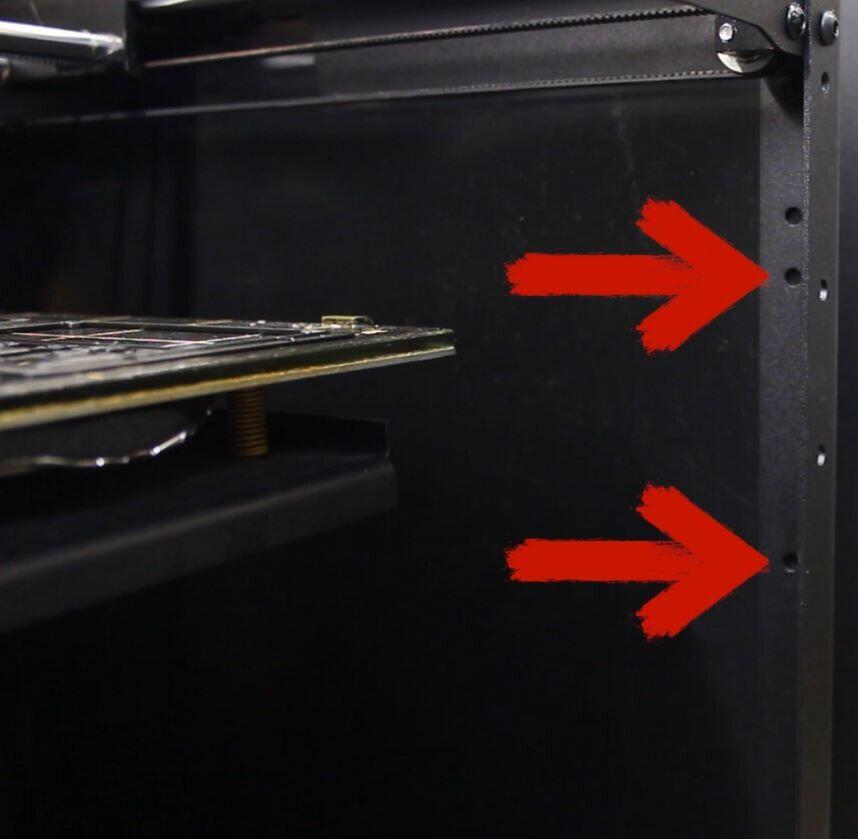
Для этого изнутри через отверстия в стойках сверлим 2 отверстия в боковой панели.

Закрепляем держатель на 2 винта М4х12 ISO 7380 с 2 гайками М4 на боковой панели, сверлим третье отверстие через кронштейн и фиксируем еще винтом и гайкой.

Держатель готов к работе!

Датчик филамента
Долго думал куда установить датчик окончания филамента, ведь он тоже должен находиться на удобной позиции. Были мысли закрепить его на держателе выше катушки. Но тогда нужен механизм поворота датчика вокруг трубки-держателя и синхронизация этого механизма с откидыванием рычага, так как если этого не сделать, то датчик окажется внизу при откидывании. Решил не усложнять все и просто закрепить его на верхнем правом углу лицевой стороны принтера.
Для датчика смоделировал адаптер, к которому он прикручивается винтом М3х20 и гайкой М3, а адаптер винтом М3х8 крепится на корпус.

В корпус датчика на входе вставил небольшой отрезок тефлоновой трубки, что бы пластик вставлять было легче и каплей клея зафиксировал его на одной стороне корпуса датчика филамента. Трубка от головы вставляется в верхнюю часть и фиксируется нейлоновой стяжкой.
Что бы стало возможным вставлять трубки в корпус датчика, нужно раскрыть его и в местах куда входит и выходит трубка срезать ребрышки.
Ну вот, собственно, все что хотел рассказать/показать.
С таким держателем замена пластика стала удобной и быстрой. Буду ставить этот девайс на всех медведей.
Кто захочет себе такой держатель, вот ссылки на скачивание:
Источник
FLYING BEAR GHOST 5 | DIRECT МОДЕРНИЗАЦИЯ | E3D V6 РАДИАТОР
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Данный пост будет посвящён очень популярному на сегодняшний день, по моему мнению, 3D принтеру — FLYING BEAR GHOST 5. А точнее его модернизации.

Кто не любит текст вот ссылка на видео.
И да, сразу хочу сказать, данный мод опробован на 5 призраках, качество, по сравнению со стоком, просто супер! Печатает одинаково хорошо как PLA так и TPU! Но я печатаю постоянно, для тех кто печатает редко возможно и боудена хватает.
Кроме пары тройки минусов данного принтера, боуден, я считаю, главным минусом. А так же гладкий термобарьер в паре с родным радиатором не очень справляются со своей работой при длительной печати! Поэтому я заменю боуден на директ, а родной радиатор на E3D V6.
При проектировании модификации я поставил следующие цели:
1. Самое главное — директ
2. Установить радиатор E3D V6
3. Сохранить максимально возможное количество родных деталей
4. Простота сборки и разборки
5. Сохранить распределительную плату на каретке
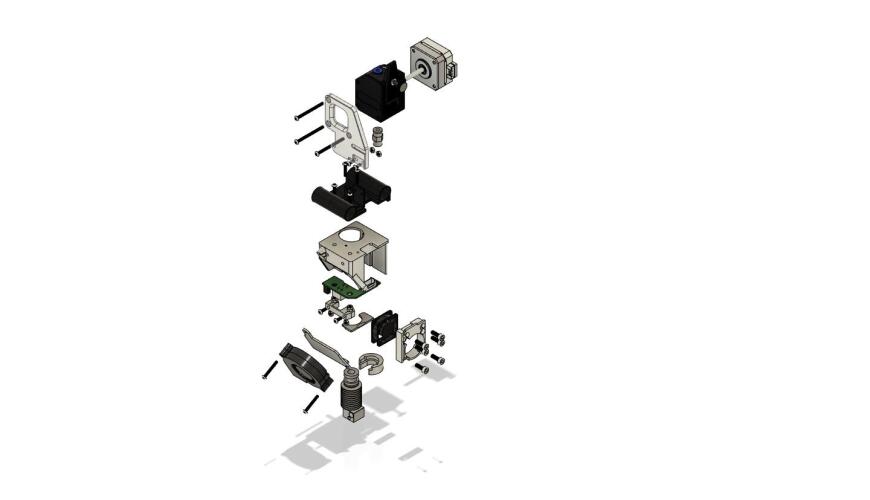
Директ.
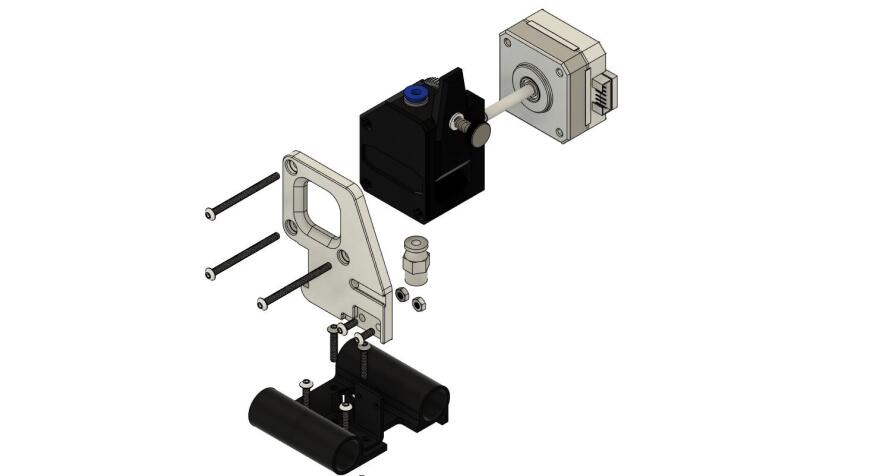
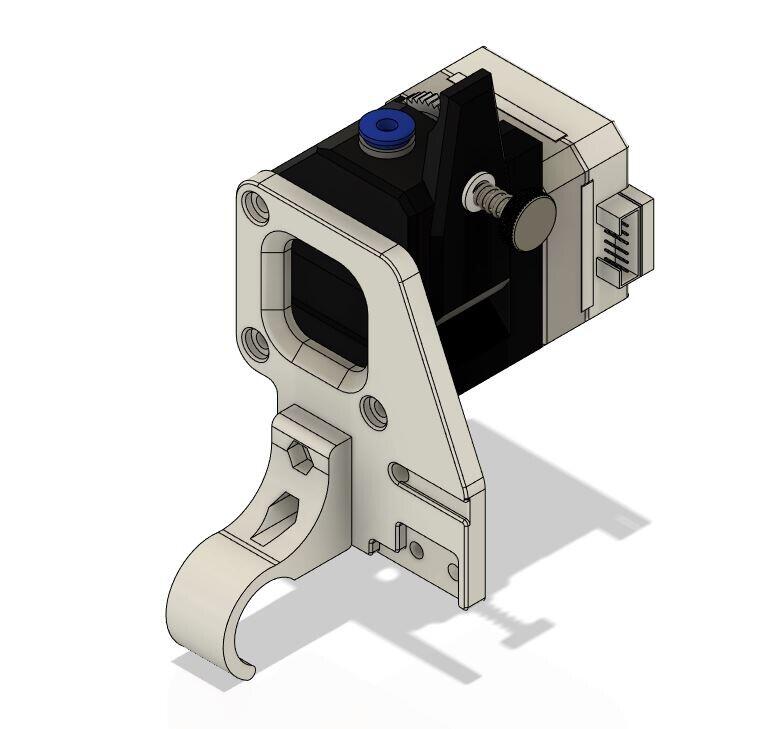
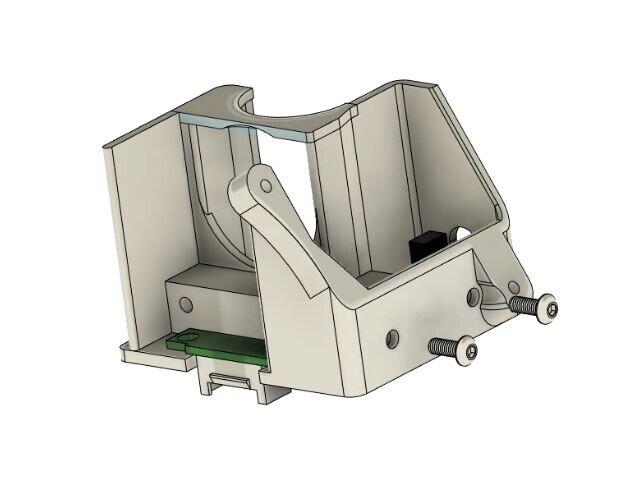
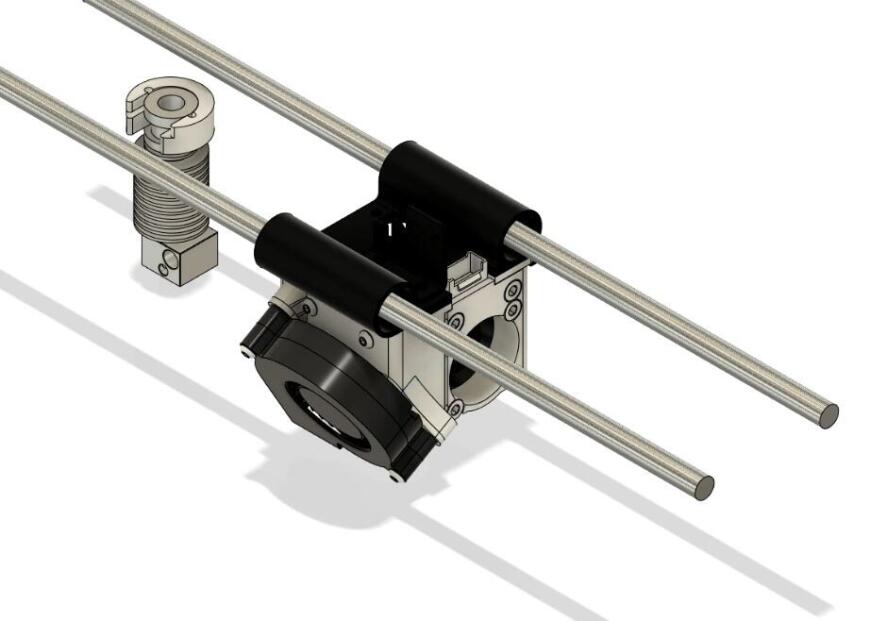
Головка принтера не очень располагает под установку Директ системы… Мало места и чуть в сторону — рабочая область по XY становится меньше. Поэтому, я решил просто поднять все вверх с помощью пластины на безопасное расстояние, чтобы головка ничего не цепляла и соединить разрыв небольшим кусочком тефлоновой трубки.
При проектировании пластины я не хотел ставить мотор на лицевой стороне. Хотелось оставить окошечко, через которое видно заправку пластика. И тут так совпало, что уголок фиксации ремня и гофрированной трубки с проводами оказались почти на одной плоскости с лицевой поверхностью фидера. Судьба, подумал я, и закрепил фидер и двигатель винтами М3х40 через пластину. А пластину установил на уголок 2 винтами М3х8 с 2 гайками. Получилась достаточно простая конструкция.
Пластину тестировал фрезерованную из алюминия 5мм и печатную, в итоге остановился на печатном варианте. Так как прочности пластика достаточно и не нужно пускать стружку!
После публикации видео много комментариев было по поводу этой крепежной пластины, что она не внушает доверия и закреплена на тонколистовом уголке! Пластинка конечно немного гнется, если ее сильно потянуть, но совсем не значительно и со своей задачей справляется! Так как вес фидера и мотора с пластиной около 250 гр.
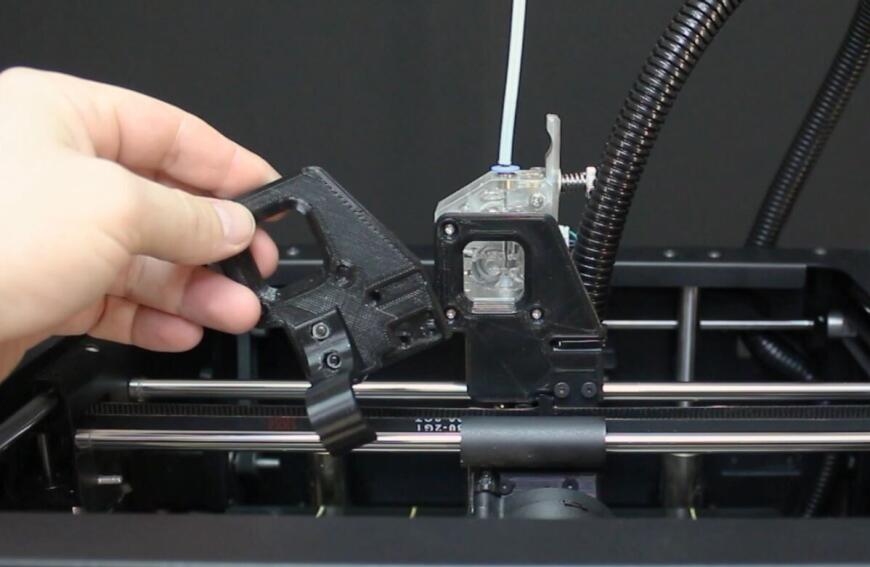
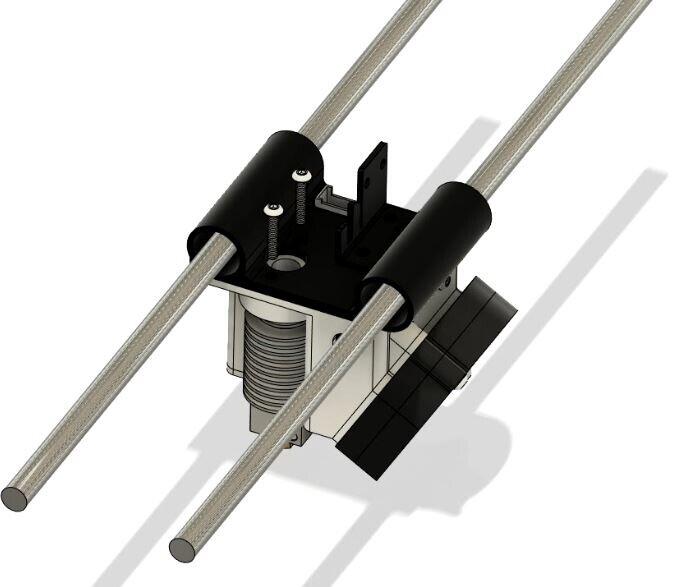
Данная конструкция совместима с родным радиатором и кожухом каретки. Ниже схема как все собирается и фото как это все выглядит в живую.
Но для тех кто сомневается насчет прочности, я добавил усиление на переднюю часть каретки.
Радиатор E3D V6.
Охлаждающий радиатор GHOST 5 в паре с гладким термобарьером не очень справляются со своей задачей при длительной печати PETG пластиком, поэтому я поставлю радиатор V6.
А трубка до самого сопла, по моему мнению, очень плохое конструктивное решение. Так как стоит фитингу немного разболтаться, а с большим откатом на боудене он по-любому разболтается, пластик попадает в полость термобарьера и плохо выходит наружу. Поэтому я поставлю металлический цельный термобарьер.
ВНИМАНИЕ! При установки радиатора E3D V6 область печати по оси Z уменьшится до 195 мм.
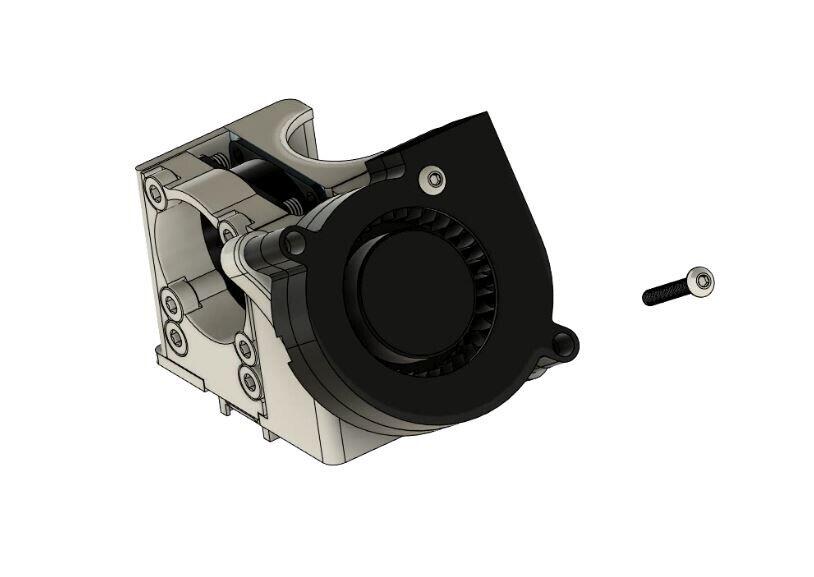
Кожух.
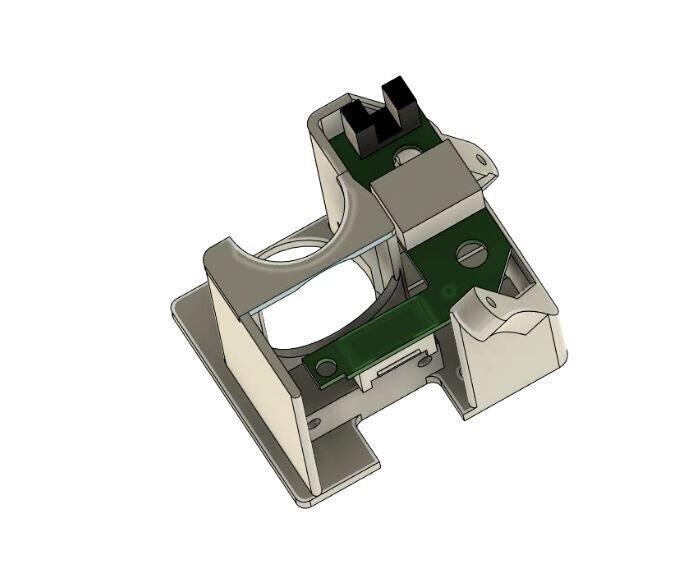
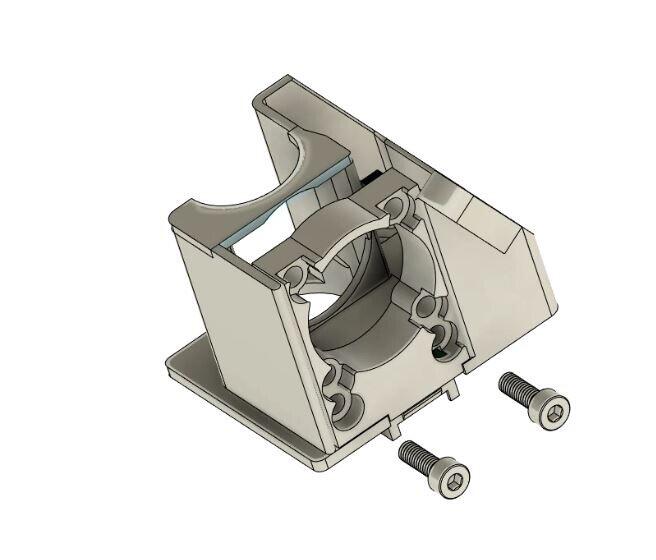
Для того чтобы установить V6 радиатор, сохранить плату, вентилятор радиатора и вентилятор обдува детали пришлось полностью переделать пластиковые детали кожуха.
Теперь кожух состоит из общего корпуса, заслонки низа радиатора, прижимной скобы платы, крепления вентилятора 30х30 и крышки.
Если бы не плата, то конструкция была бы проще. Основной целью тут было максимально открыть радиатор с противоположной стороны от вентилятора.
Процесс сборки (коротко).
Заслонку вклеиваем в корпус
 Устанавливаем плату
Устанавливаем плату
 Прижимную скобу платы нашпиговываем гайками М3 и устанавливаем на плату. Этот элемент держит гайки для закрепления всего кожуха на каретке.
Прижимную скобу платы нашпиговываем гайками М3 и устанавливаем на плату. Этот элемент держит гайки для закрепления всего кожуха на каретке.
 Через корпус фиксируем скобу от выпадения
Через корпус фиксируем скобу от выпадения
 Устанавливаю крепление вентилятора
Устанавливаю крепление вентилятора
 Фиксирую винтами М4х16 в нарезанную в корпусе резьбу
Фиксирую винтами М4х16 в нарезанную в корпусе резьбу
Устанавливаю вентилятор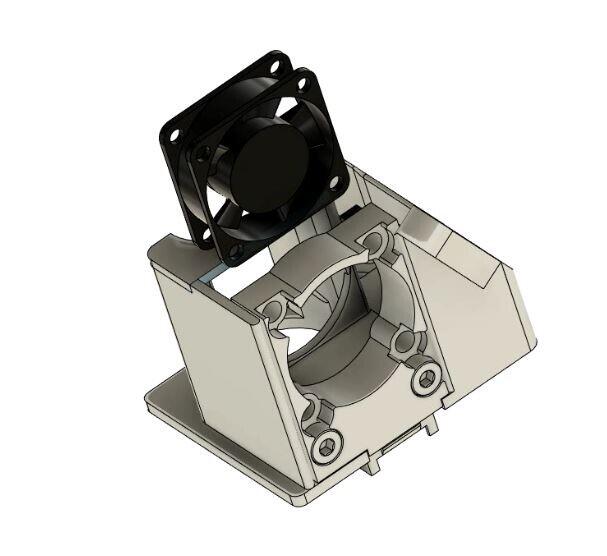
Фиксирую винтами М4х16. В отверстиях вентилятора тоже нарезана резьба
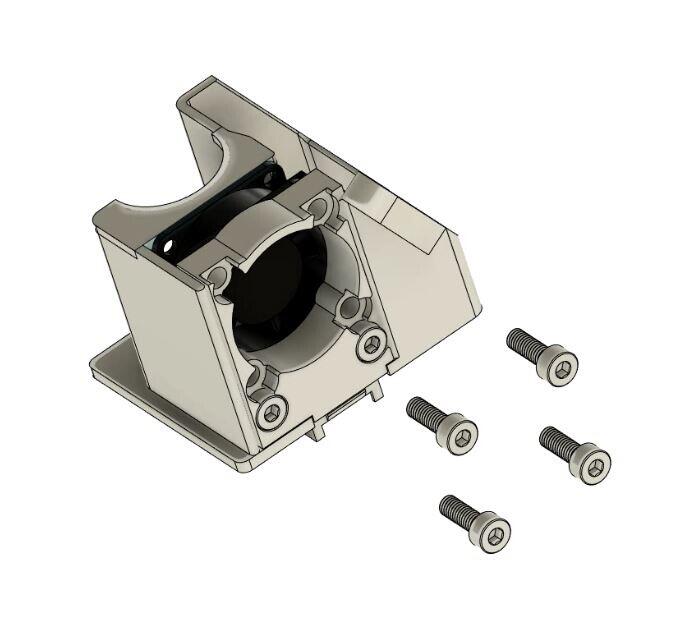 Устанавливаю крышку
Устанавливаю крышку
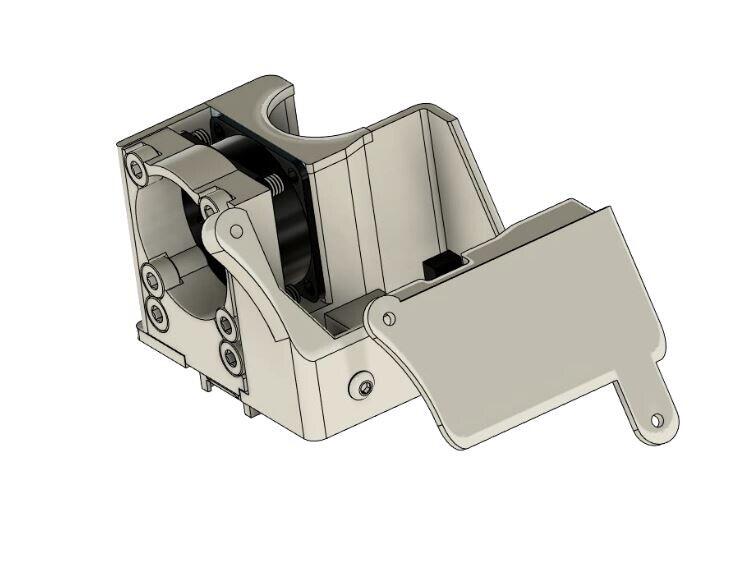
На крышку накидываю вентилятор обдува детали и фиксирую винтами М3х20
 Кожух готов. Кожух крепится к каретке так же как и оригинальный вариант. Вставляется ступенькой в паз и сверху притягивается 2 винтами М3х16.
Кожух готов. Кожух крепится к каретке так же как и оригинальный вариант. Вставляется ступенькой в паз и сверху притягивается 2 винтами М3х16.
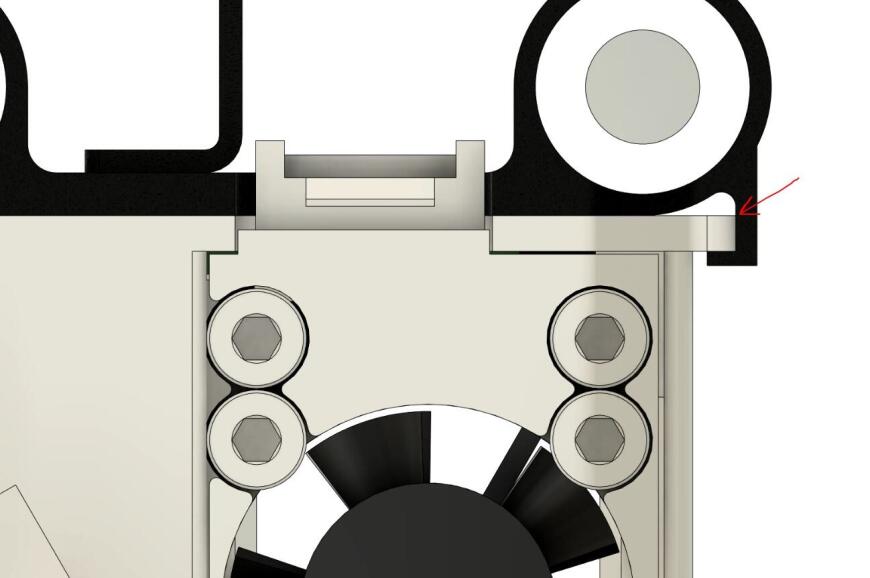
На радиатор накидывается скоба, с установленными в нее гайками М3. И притягивается к каретке 2 винтами М3х16
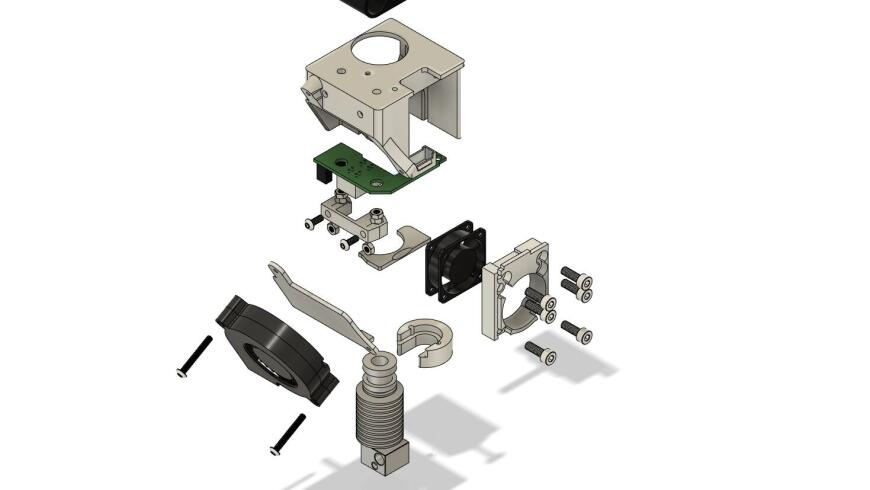
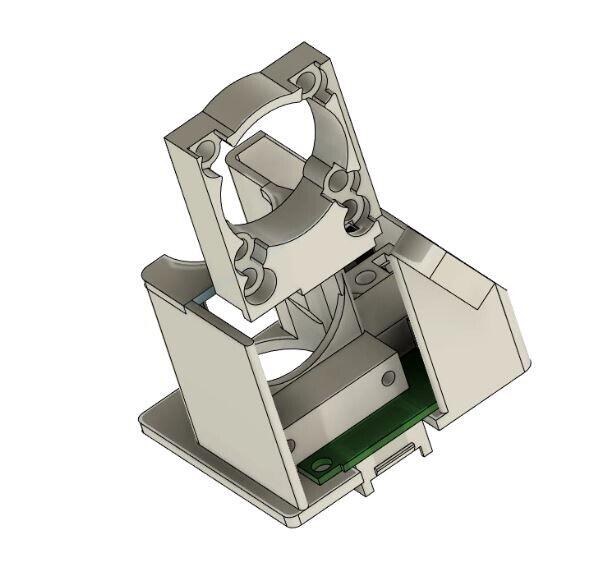
 Вся конструкция в разнесенке
Вся конструкция в разнесенке
 В заключении хочу сказать, что теперь этот принтер меня полностью устраивает. Он стал основным принтером в моем парке оборудования.
В заключении хочу сказать, что теперь этот принтер меня полностью устраивает. Он стал основным принтером в моем парке оборудования.
После модернизации принтер подойдет всем печатникам и станет надежной машиной, которая достойно печатает разными пластиками и стоит не дорого!
Не претендую на лучшую конструкцию директа для GHOST 5, а просто делюсь своим опытом.
Ссылки на скачивание 3D моделей для печати и модернизации:
Детали изменялись, на диске есть папка «Доработано 30.12.20»
Источник
FlyingBear Ghost 5 для бытовых нужд. Опыт, лайфхаки, инструменты и полезные ресурсы
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Обзор принтера FlyingBear Ghost 5 на основе четырёх месяцев активного использования. Лайфхаки, дополнения и полезные ресурсы.
Сразу главное для тех, кому лень всё читать
- Это статья-дополнение к тому, что вы и так нагуглили в очевидных источниках.
- Модель для бытовых нужд — ОК. Для коммерции — ХЗ.
- 25 тыс. руб. на начало 2021. Нет, это не дорого.
- Тюнить не надо. Хотя кто ж вас остановит.
- Дорабатывать напильником придётся. Если руки совсем-совсем-совсем кривые — не берите. Если умеете повесить полочку на гипсокартонную стену — хватит навыков и разобраться с принтером.
- Проблемы — не там, где кажется. И не там, где говорят.
- Море фана так-то. И летающий медведь на боку.

Почему FlyignBear Ghost 5?
Это раздел с описанием личных обстоятельств автора. Можно пропустить, если контекст приобретения и эксплуатации принтера вас не интересует.
Условия использования
Принтер нужен в хозяйстве строго для бытового использования и исключительно для личных нужд, без коммерции. Основные модели — мелкие предметы от мыльниц и ящичков до направляющих для пилы и заглушек для фрезера.
Приемлемые ограничения
- Скорость печати может быть низкой. Нет задачи экономить время, несколько часов на печать детали — нормально. Партии не печатаю.
- Разнообразие пластиков не нужно. Почти исключительно работаю с PLA. Думаю про использование PETG, но необходимости не вижу. ABS — теоретически да, по факту крайне редко. Экзотические — точно нет (не хочу печатать в квартире ядовитыми материалами).
- Идеальное качество не нужно. Редкие подарки можно довести наждачкой–дихлорэтаном–лаком. Но большинство одариваемых радо и базовому качеству деталей.
Ничего специального от принтера не требуется. Печатает ширпотреб с Thingiverse — ну и ладушки.
Важные требования
- Размер распечатываемых деталей. Большинство моделей с Thingiverse имеют примерно 15–20 см по максимальной стороне и 10–15 см по второй по размеру.
- Распространённость запчастей и расходников. Особенно касается сопла (принтер с нетиповым соплом уже был, спасибо, больше не надо).
- Печать прямо на столе, без промежуточного слоя (подложки). Отдирать надоело.
- Минимизация поддержек. Так же причина, что и с подложкой — надоело отдирать. Чем больше наклон (угол), который принтер может напечатать без поддержки — тем радостней жить.
Возможности владельца
Инженерная подготовка — средняя. Могу диагностировать и устранить мелкие механические повреждения бытовых приборов. Собираю устройства по инструкциям (не обязательно внятным). Управляюсь с базовыми инструментами (паяльник, мультиметр, отвёртки-шуруповёрты, метчики, напильники и т. п.). С электроникой дела стараюсь не иметь.
Знакомство с 3D-печатью — на бытовом уровне. Знаю ключевые термины. Поверхностно понимаю устройство принтера. Моделирую и печатаю простые предметы для использования в быту. Коммерческой печатью и печатью для использования в машинах и механизмах не занимаюсь. Эстетические качества моделей до идеала не довожу, использую «как есть» сразу после печати. Тюнингом принтеров не занимаюсь.

Типичные модели — заглушка аккумуляторного слота и патрубок пылеотвода для циркулярной пилы. Достаточно PLA, к качеству поверхности требования очень спокойные.
Муки выбора
Предыдущий принтер не устраивал по ТТХ: низкое качество печати, отсутствие обновлений сопровождающих программ, малые размеры деталей. Работал 7 лет, но больше не мог.
FlyingBear Ghost 5 в это время активно рекламировался на Youtube-каналах. Покупка того, что рекламируют, мне не претит, и стоило обдумать этот вариант.
Убедили такие аргументы продажников.
- Простота сборки. Для меня сборка — не развлечение, а вынужденная задача. Лучше бы её избежать. Но если уж совсем нельзя — ладно, только инструкцию дайте нормальную. Инструкций полно, это ОК.
- Приемлемая цена. 25–30 тысяч — комфортный для меня диапазон стоимости игрушки. Эта модель в него уложилась.
- Авторитет уже купивших блогеров. Последней и очень своевременной каплей стал Михаил HeARTWood Кучук (эй, продавцы, дайте ему премию, что ли, какую?).
Особенно привлекали такие технические параметры.
- Большой (примерно 20x20x20 в сантиметрах) максимальный размер детали. В предыдущем принтере был размер 10x10x10, это мучение.
- Связь с компьютером по WiFi. Не люблю провода.
- Оптимальность выбора. Может быть, есть модель получше в этом ценовом диапазоне?
- Неявные технические проблемы. В промо-роликах говорили только о второстепенных вещах и мелком тюнинге, ничего серьёзного не обсуждали.
- Отличия от имеющегося принтера. Возможно, по каким-то привычным показателям новый принтер «просядет» по сравнению со старым.
Что по сумме баллов перевесило — вы уже поняли.
Программы в использовании
У всех программ и расширений есть бесплатный режим использования. Его достаточно для бытовых нужд.
- Autodesk Fusion 360. Программа для 3D-моделирования. Требует отдельного освоения, не будем сейчас об этом.
- Ultimaker Cura. Слайсер. Отправляет STL-файл с моделью на печать. Даёт возможность менять настройки печати под задачу. Глючит.
- ThingiBrowser. Расширение Thingiverse для Cura. Позволяет заходить в свой аккаунт и выкачивать оттуда модели сразу в слайсер, без промежуточного сохранения файлов на диск.
- Расширение MKS WiFi для Cura. Позволяет управлять принтером и отправлять модели на печать через WiFi.
Конспект опыта использования
В этом разделе собраны и коротко перечислены все важные технические и технологические нюансы. Подряд читать смысла нет, используйте скорее как справочник в случае беды.
Неочевидные проблемы
Звёздочками (от * до ***) помечен суммарный вес проблемы. Чем больше звёздочек, тем больше бесит и тем разумней провести профилактику.
Ни одна из этих проблем не остановила использование принтера дольше, чем на день. Большинство решаются за минуты и без особых приспособлений — нужно просто знать (нагуглить или догадаться), что делать и куда смотреть, вот и всё.
Короче, не пугайтесь 🙂
Трудноснимаемый носок ***
Силиконовый носок занят то ли теплоизоляцией, то ли теплопередачей. Это неважно, потому что можно без него.
Что происходит. Всё время немножко слезает. Заправить — мучение, снять — как ни странно, тоже. А снимать нужно, чтобы менять сопло (это штатная операция по обслуживанию принтера, и в ней не было бы никаких сложностей, если бы не носок).
Решение. Возможно, нужно подбирать другую модель. На AliExpress полно. Стоят копейки. Но моё решение: содрать и забить.

Заедающая подача **
Экструдер для подачи филамента — то есть для вытягивания его с катушки и передачи дальше в нагревательный элемент и сопло — расположен отдельно от печатающей головки. Такая конструкция называется Bowden.
Ну а раз отдельно расположен, то и отдельно ломается. Точнее, глючит поначалу.
Что происходит. При замене филамента он застревает — и ни туда, ни сюда. Кусок пластика может отломиться и остаться внутри.
Решение. Придётся несколько раз разобрать и собрать экструдер, понять его устройство, подтянуть натяжение там и сям.
Важно. Будьте нежны и аккуратны. Чуть поднажать — и экструдер сломается, он из пластика. Нежны и аккуратны!
После двух сборок-разборок моему экструдеру надоело заедать и он уже несколько месяцев ведёт себя идеально. То есть это не та проблема, с которой вы будете регулярно встречаться. Скорее сюрприз для новичка.
Прокручивающийся фиттинг ***
Филамент может застрять не только в самом экструдере, но и на выходе из него. Это хуже: потребуется доработка.
Что происходит. Вы не можете вытащить кусок застрявшего филамента. И разборка экструдера не помогает. Нужно развинтить фиттинг — но как? Он прокручивается в пазу.
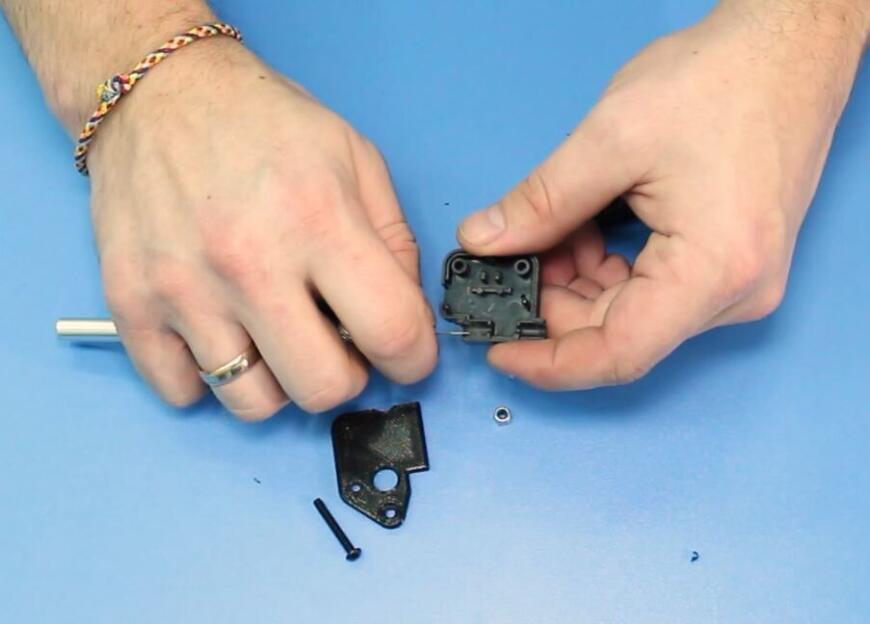
Решение. Вкрутить в фиттинг стопорящий винт. Звучит непонятно, но выглядит элементарно — см. фото.
Идея в том, чтобы зафиксировать шайбу в экструдере. Тогда гайку фиттинга открутить уже элементарно.
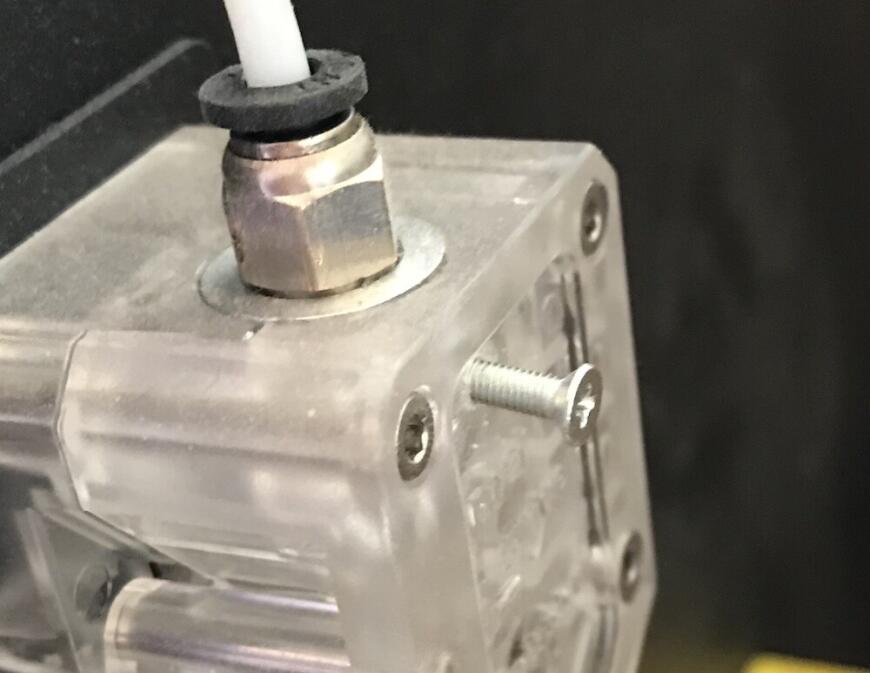
- Просверлить сверлом на 2 мм глухое отверстие через пластик и часть шайбы. Глухое — чтобы не задеть резьбу фиттинга.
- (опционально) Нарезать в отверстии резьбу метчиком М3. Если нет метчика — ну и не нарезайте, без резьбы тоже можно.
- Закрутить болт М3 до фиксации шайбы. Если вы нарезали резьбу, то он закрутится сквозь пластик экструдера и металл шайбы — и шайбу это, конечно, зафиксирует. Если резьбу не нарезали — что ж, крутите сквозь пластик, упирайтесь в отверстие на шайбе и надейтесь, что этого усилия будет достаточно для фиксации.
- Открутить гайку фиттинга. Уф.
Пока что это самая мерзкая из всех проблем принтера. Особо противна она тем, что непонятно, как они там собирали-то фиттинг, не зафиксировав шайбу? Ну вот как-то справились, а нам теперь разгадывать загадку.
Пластик плохо входит в индикатор подачи **
Когда будете впервые заправлять филамент — не сможете его засунуть в индикатор (чёрная коробочка под экструдером). Уж что там внутри мешает, разбираться не будем, проблема решается и без разборки индикатора.
Что происходит. Вы засовываете пластик в индикатор — а он не засовывается.
Решение. Срезать пластик под углом 45 градусов. Аккуратно кусачками (они в комплекте к принтеру). И так поступать каждый раз перед новой заправкой.
Проблема и решение настолько распространены, что на Thingiverse полно устройств для аккуратного срезания пластика. Но они не нужны, кусачек достаточно.
Немного раздражает, что это нужно делать каждый раз. Но, с другой стороны, мы же знаем, что бытовые 3D-принтеры по уровню технического совершенства сейчас примерно на уровне классических «Жигулей»: работают, но всё время приходится там и сям подпиливать. И с бубном танцевать. Вот и потанцуем.
Потеря форматирования карточки *
Файлы на печать уходят в принтер не непосредственно. Сначала они попадают на SD-карточку — и там хранятся. Карточка съёмная. Для WiFi-режима использования вынимать её особенно не нужно — но случается. Например, иногда хочется стереть с карточки все старые файлы — это можно сделать, только вытащив карту из принтера.
Что происходит. Вы вытащили карту из принтера, вставили её в свой кардридер — и не видите карту. Форматирование слетело. Форматируете заново средствами компьютера — нет, не помогает.
Решение. Вставьте карту в фотоаппарат Nikon (через переходник SD/microSD) и отформатируйте её там.
Файловая система exFAT у Nikon полностью совместима с файловой системой, понятной принтеру. Почему компьютерное форматирование не даёт такой совместимости — не знаю. Про другие фотоаппараты тоже не знаю. Узнаете — расскажите.
Потеря связи с Cura ***
FlyingBear Ghost 5 регулярно теряет связь с Cura. Кто виноват — неизвестно, но проблемы возникают почти при каждом включении.
Что происходит. Вы запускаете Cura — а она не видит принтер по WiFi.
Решение. Тут только шаманские танцы с бубнами в случайном порядке. Что-то всегда да помогает.
- Выключить принтер и Cura. Включить принтер. Подождать пару минут (принтер не сразу цепляет сеть). Включить Cura. Порадоваться, что всё заработало.
- Если не заработало — ещё раз перезагрузить Cura.
- Если опять не заработало — переподключить принтер к WiFi (заново выбрать сеть и ввести пароль), вкл/выкл Cura.
- Если снова не заработало — перезагрузить в том числе и компьютер.
Похоже, что в сетях на частоте 5ГГц принтер и Cura видят друг друга уверенней, чем на несколько уже подустаревших 2.4 ГГц. Так что покупка нового роутера тоже может облегчить вам жизнь.
Это самая регулярная из встречающихся проблем. Дважды в день — не предел. Принтер и комп стоят в трёх метрах друг от друга, других проблем с устройствами в сети нет.
Названия STL-файлов ***
К названиям STL-файлов, которые вы отправляете на печать, у принтера богатый список требований.
- Повторять названия нельзя. Cura сразу ругнётся на дубль, переназовёте.
- Слишком длинные названия — нельзя. 8 символов съест всегда, больше — как повезёт. Переименовывайте.
- Русскоязычные — нельзя. Cura не ругается! Узнать невозможно, только догадаться по опыту. В общем, если печать с компьютера ушла, а на принтере не завелась — это он, файл с кириллицей в названии. Переименовывайте.
Что происходит. Вы отправляете файл на печать — а он не уходит. Или Cura ругается, или просто печать не запускается без объявления войны.
Решение. Обязательно соблюдайте эти три условия: уникальность, длина, латиница. И всё будет ОК с STL-файлами. Во всяком случае, с их именами.
Возможно, в какой-то из прошивок эта странность с именами решена хотя бы на уровне «Выдаём понятную ошибку». В стандартной прошивке этого нет, приходится угадывать (ну или сразу не ошибаться).
Распиаренные, но не проблемы
В популярных обзорах на принтер обычно обсуждаются одни и те же «проблемы». Коротко: это вообще не проблемы, на них можно забить сразу.
Погружайтесь, если вы любитель тюнинга и доведения всего до абсолютного идеала (я — нет). А не любитель — так и не страдайте.
Плохой обдув
Что говорят: ай-ай-ай, ужасный обдув, так жить нельзя, всё развалится или напечатается криво-косо.
На самом деле: «плохой обдув» заметить трудно, на бытовых деталях его «плохость» вообще никак не сказывается.
Кривой стол
Что говорят: некоторым приходит с завода кривой стол, и это страшная беда.
На самом деле: возможно, некоторым и приходит — но производитель, похоже, эти кривые столы меняет без проблем (хотя время на ожидание потратить придётся).
Посредственное сопло
Что говорят: соплом из стандартной поставки печатать нельзя, это ужас-ужас, меняйте на хорошее.
На самом деле: на бытовых моделях разница вообще не заметна.
Непрямая подача
Что говорят: Direct — круто и быстро, Bowden — медленный отстой, срочно всем апгрейдиться.
На самом деле: Bowden лично мне непривычен. И да, действительно с ним медленней. Но пока потенциальный выигрыш от Direct’а не выглядит таким уж привлекательным по сравнению с геморроем, потребным на обновление. Не парюсь.
Что говорят: жуткий шум, так жить нельзя, меняйте драйвера срочно.
На самом деле: точно тише пылесоса. В комнате с принтером можно читать, разговаривать, смотреть Youtube. Если день удался, можно даже спать. В соседней комнате Zoom-совещаться и работать часами — без проблем. Бесшумным всё равно не станет, так что апгрейд — только для тех, кто уверен в своих инженерно-электротехнических навыках.
Прошивка
Что говорят: плохая прошивка, плохая! Меняйте срочно на что-нибудь непонятное и некрасивое, зато правильное в технических нюансах.
На самом деле: местами прошивка и правда могла быть лучше. Но анонсируемые замены в этих желаемых местах тоже не бог весть что предлагают. Шило на мыло, короче.
Катушка на задней стенке
Что говорят: нельзя приставить принтер к стенке и забыть, всё время надо отодвигать от стены для замены филамента.
На самом деле: ага, надо отодвигать. Меня не парит.
Тюнинг Cura и другого софта
Этот раздел дан тут для полноты картины и не специфичен именно для FlyingBear Ghost 5. Скорее всего, рецепты пригодятся и для других принтеров (но, конечно, не для всех).
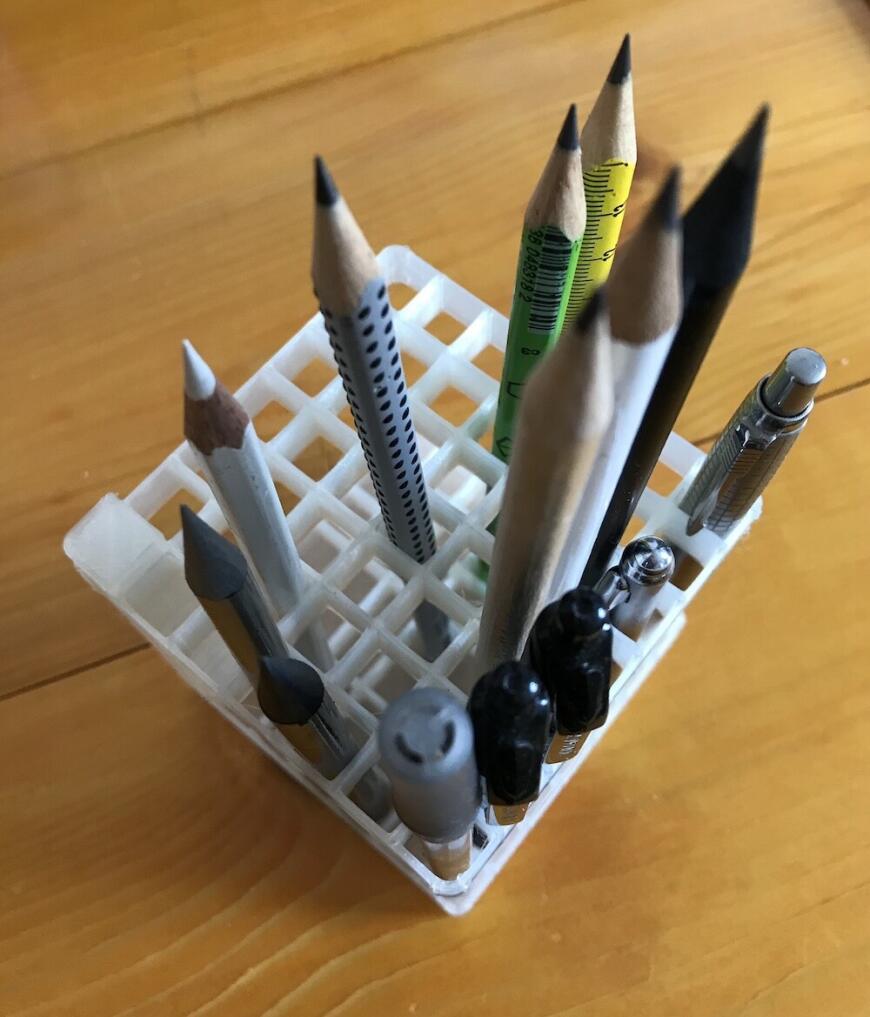
Авторасширение отверстий
Любые отверстия при 3D-печати норовят получиться капельку уже, чем задумано. И этой «капельки» хватает, чтобы штырь не лез в гнездо, а винт не вкручивался в резьбу.
Чтобы забыть о проблеме, используйте по назначению параметр «Горизонтальное расширение отверстия» в Cura. Введите туда 0.2 мм — этого достаточно.
Теперь все отверстия (и всё, что на них похоже) будут печататься чуть-чуть шире, чем указано в исходнике. А с учётом усадки или растекания пластика — то на то и выйдет.

Без авторасширения отверстий держатели неодимовых магнитов (это вот эти длинные разноцветные трубочки) печатались через пень колоду. Теперь порядок.
Поправка на время печати
Cura сильно недооценивает время печати детали. Во всяком случае, для FlyingBear Ghost 5 ошибка довольно велика: слайсер ошибается в полтора, а на больших моделях даже и в два раза.
Умножайте в уме, что тут ещё скажешь.
Полезные параметры
Вечный вопрос: а как Cura-то настраивать?
Вот то, что я для себя (бытовые нужды!) считаю важным.
Некоторые из этих параметров на самом деле автовычисляемы. Но их пришлось переписать вручную по разным там инструкциям и советам. Не жалею.
Остальные параметры можно оставлять по умолчанию или играться на своё усмотрение. Мне они не пригодились.
Качество
Высота слоя — 0.2 мм
Высота первого слоя — 0.3 мм
Ограждение
Толщина стенки — 0.8 мм (иногда меняю на 0.4 мм)
Количество линий стенки — 0.2 мм
Расстояние очистки внешней стенки — 0.2 мм
Фильтровать только небольшие зазоры — да
Горизонтальное расширение отверстия — 0.2 мм
Выравнивание шва по оси Z — Острейший угол (иногда меняю на Пользовательский)
Заполнение
Плотность заполнения — 13% (для усиления 20%, для суперпрочных 60%)
Шаблон заполнения — Линии (тут можно играть, толку никакого)
Соединять линии заполнения — да
Процент перекрытие заполнения — 10%
Перекрытие заполнения — 0.045 мм
Дистанция окончания заполнения — 0.1 мм
Материал
(настройки для PLA приемлемых брендов — SolidFilament, eSun, GeekFilament)
Температура сопла — 190 градусов
Температура стола — 55 градусов
Температура стола для первого слоя — 55 градусов
Скорость
Скорость печати — 90 мм/с (если нужно повысить качество, то 60 мм/с)
Скорость перемещения — 120 мм/с
Скорость первого слоя — 30 мм/с (можно быстрей, я перестраховщик)
Перемещение
Величина отката — 5 мм (если нужно повысить качество, то 6 мм)
Скорость отката — 40 мм/с
Режими комбинга — Везде
Поднятие оси Z при откате — нет
Поддержки
Генерация поддержек — нет (всегда, когда это возможно)
(если всё-таки приходится генерить)
Угол нависания поддержки — 70 градусов
Шаблон поддержек — Зигзаг
Количество линий стенки поддержки — 0
Плотность поддержек — 20%
Разрешить кайму поддержек — да
Зазор поддержки по оси Z — 0.2 мм
Зазор поддержки по осям X/Y — 0. 5 мм
Минимальная зона поддержек — 5 кв. мм
Тип прилипания к столу
Тип прилипания к столу — Нет (если площадь контакта детали со столом крохотная или стенки слишком узкие — Подложка)
Z Offset — 0 («слоновья нога» минимальна, не страдаю от неё)
Инициирующие G-коды
Может раздражать то, как принтер себя ведёт при старте печати.
- Сначала греет сопло, потом стол. Или наоборот? Короче, не одновременно.
- Зачем-то печатает длинную «разгонную» полоску в левой части стола. А мог бы и не печатать.
Ну и в конце тоже что-то может не устраивать.
За стартовое и финальное поведение принтера (как и за всё остальное, но не будем об этом сейчас) отвечает G-код. Несколько G-команд в начале печати, несколько в конце. Их можно менять.
Инструкций, как всегда, полно. Главное — знать, как их искать. Вот, слова «стартовый g-код» помогут.
Как вообще настроить Cura
Для тех, кому хочется «окончательно разобраться» с Cura, есть огромная видеоинструкция Дмитрия Соркина. Её стоит смотреть не спеша и параллельно настраивать свою Cura. Конспектировать эту видеоинструкцию тоже полезно — опять же, под свои задачи и непонимания.
Простых инструкций «Делай так, и всё будет хорошо, инфа 100%» не существует.
Звучит как пафосное «Идите и бейтесь головой об стену, а то ишь захотели на готовенькое». На самом же деле всё проще: Cura и из коробки даёт отличный результат на FlyingBear Ghost 5, а все настройки — это уже очень постепенное и не такое уж обязательное дело.
Полезные инструменты и обвес
Принтеру нужно обслуживание. А для обслуживания — разные мелкие железки и пластиковые детальки. Перечислю состав своего «инструментального ящика», для старта его достаточно.
Кусачки. Лежат в коробке вместе с принтером, покупать отдельно не нужно. Требуются каждый раз при заправке филамента (см. выше). Кусачки эти острые, поэтому лучше надеть на них чехольчик (печатайте его в масштабе 110%, а то может не налезть).
Изопропиловый спирт + бумажные салфетки. Деталь отлипает во время печати? Протрите стол изопропиловым спиртом. Стол не пострадает, спирт быстро испарится. На 3–5 дней одной протирки хватает. Электропитание на это время лучше, пожалуй, отключить. Такой спирт продаётся в магазинах для чинителей телефонов — прямо на кассе стоит.
Лопатка для снятия деталей. Хорошая модель продаётся на AliExpress. В коробке с принтером лежит другая лопатка, с ней тоже можно жить.
Система подвесов. Все эти кусачки и лопатки нужно где-то хранить. Проще всего — прямо на принтере. Модульная система крючочков и коробочек очень для этого подходит: печатайте, клейте на внешнюю стенку — и готово. Сделать кастомный модуль под себя в [эту систему — хорошее упражнение в 3D-моделировании.
Держатель палочки. В экран лучше тыкать специальным стилусом, а не пальцами. Этот стилус есть в поставке, но потерять его — как два пальца об асфальт. Лучше сразу закрепить на принтере в специальной держалке. Саму держалку приклеить суперклеем — например, на верхнюю перекладину рамы.
«Правильное» сопло. Всюду рекламируют сопло от Trianglelab. ТТХ: 0.4 мм 1.75. Поменяйте, если хотите гарантий хотя бы в качестве сопла. Но чуда ждать не стоит.
Обрезатель фасок. Не знаю, как этот инструмент правильно называется. Удобен для сглаживания острых и оплывших углов модели. И снова продаётся на Ali. Модель, кажется, любая, тип лезвия тоже.
Щётка для очистки сопла. Пластик прилипает тут и там — а особенно противно он налипает на сопло. Взмахнул медной щёткой — и всё, поверхность снова чистая. Ничего не тлеет по углам, снова можно печатать.
Очиститель филамента. Говорят (и давайте этому верить), что пруток пластика бывает грязный и этой своей грязью забивает сопло. Начинаются проблемы. Правда это или нет — не знаю, но в ритуальных целях всё-таки пользуюсь очистителем филамента. Простейшая модель — открывающаяся коробочка с вложенными кусочками губки — зашла мне лучше всех.
Удлинитель держателя филамента. На стандартный держатель не налезают стандартные же катушки с пластиком. Ой. Решение — удлинитель-расширитель стандартного держателя. Суперклеем наклеивать ОК, на термоклее не удержится.
Кисточка. Смахивать пыль со стола лучше кисточкой, а не руками. Берите любую.
Иголки для прочистки сопла. Если пластик застрял и не хочет вытекать — ему иногда (не слишком часто) нужно помочь: потыкать супертонкой иголочкой 0.35 мм. Не самый нужный инструмент, но пусть будет под рукой.
Клипсы на катушки. Пластик постоянно разматывается, это раздражает. Моделей клипс для его фиксации очень много, вот простейшая и, кажется, самая универсальная. Для всех моих катушек точно подходит.
Ключ на 7 мм. Понятно, что у вас в хозяйстве такой уже почти наверняка есть. Но пусть будет отдельный для принтера. Модель, конечно, любая, лишь бы можно было подлезть к соплу.

Модульный подвес — это вещь. Парочку модулей придётся сделать самостоятельно или доработать напильником. Не бойтесь клеить двусторонним скотчем на боковую стенку принтера — выдержит.
Типовые процессы и их особенности
Некоторые дела либо важно сделать один раз, либо приходится повторять регулярно. В этом разделе — особенности таких дел.
Сборка
В середину обзора — как самое ненужное — запрячем то, с чего все обычно начинают. Список инструкций по сборке, установке и первому запуску.
- Вложенная в принтер бумажная инструкция. Её с лихвой достаточно. Но если страшно по бумажке, есть альтернативы.
- Инструкция Амперки. Скриншоты с пояснениями. Хороша тем, что позволяет оценить объём работ и двигаться медленно.
Если случился какой-то затык — поможет поиск на Youtube. Даже и по-русски уже видео о сборке полным-полно, вы легко их найдёте. Рекомендовать конкретную уже немного поздновато: не помню, какая именно мне пригодилась.
Снятие детали после печати
37 градусов — примерная температура стола в момент безопасного отлипания детали. На экранчике температура стола почти всегда видна (хотя и не всегда в одном и том же месте). Дождитесь. Не отрывайте, дождитесь. **Не отрывайте!** Поторопитесь, сломаете стекло, будете обвинять рептилоидов и мировое правительство — оно надо? Пять минут дела не решат. Ждите.
Если деталь большая, следите не за температурой стола, а за звуками. Начинает хрустеть, как весенний лёд — о, отлипает! Пять минут — и полностью отлипнет. Не пугайтесь, с этими страшными звуками ничего не сломается.
С полностью остывшего стола деталь снимается вообще без усилий. То есть можно забыть, пообедать, вернуться и снять лёгким движением руки.
Клей на стол не нужен. Откалибруйте как следует, а потом протирайте изопропиловым спиртом раз в 3–5 дней — и всё будет хорошо.
Не забывайте сдирать стартовую полоску филамента слева на столе. Впрочем, даже если два–три раза подряд об этом всё-таки забыть — ничего страшного не произойдёт.
Замена филамента
Довольно суетливое действие. В целом инструкция понятна и лучше действовать по ней, но есть нюансы.
- Сначала греем сопло, потом делаем всё остальное. Это ритуал, смысла в нём немного. Но вот так: сначала греем.
- Нажимаете стрелку — система что-то там спрашивает. Соглашайтесь. «Confirm» — это то же самое, что и ОК, и «Да», и «Поехали». Если вы совсем не знаете английского, запишите это слово себе в шпаргалки, оно важное и нужное. И написано на кнопке.
- Когда пластик уже залез в сопло, включайте режим Low (самая левая кнопка). Все остальные действия — в режиме High.
- После того, как из сопла полез новый филамент, подождите ещё минуты три. С новым вылезут и остатки старого. Если этого не сделать, первые слои ближайшей модели будут пятнистыми, грязными. А это ведь неприятно.
И стратегическое решение: если у вас есть возможность — поставьте принтер так, чтобы его легко было поворачивать при замене филамента. Тянуться назад и вслепую заряжать пруток — совсем не вариант.
Доработка детали напильником
FlyingBear Ghost 5 — не из тех принтеров, которые всегда выдают готовую идеальную деталь. Дорабатывать придётся.
Отдельно список инструментов и приёмов не пишу — это стандартные инструменты и приёмы для стандартной же доработки напильником чего угодно. Но мысль собрать свой отдельный набор юного доводильщика в целом неплоха. Попробуйте ею воспользоваться. Spoiler: нож, обрезатель фасок, наждачка, Dremel, дихлорэтан и маленький плоский напильник — точно войдут, остальное по желанию.
Загадки
В модели FlyingBear Ghost 5 не так уж много загадок.
Совсем неразрешимой можно назвать только одну.
Хотя, может быть, о чём-то я ещё не знаю?
На паузе не прекращается подогрев сопла
Большие модели печатать долго. Иногда больше суток. Делать это без перерыва на сон затруднительно.
Значит, хорошо бы принтер останавливать, например, вечером. А, например, утром — продолжать с той же точки.
Поставить печать на паузу можно. Продолжить — тоже можно. А вот что нельзя — так это остановить подогрев сопла и выключить вентилятор на время паузы.
Почему так — неведомо. Возможно, что-то изменится в следующих прошивках.
На практике же эта загадка приводит к тому, что нужно очень заранее планировать печать больших моделей. И если что-то загрузит принтер на 16 часов — значит, в 8 утра первым делом включать печать, а не свет в спальне.
Деньги и время
Самое важное — как водится, в конце.
- Цена базового комплекта FlyingBear Ghost 5 — в психологическом диапазоне «хороший бытовой принтер» (в марте 2021 это 25–30 тыс. руб).
- Везут из Китая (про склад в России скорее врут). Доставляют за месяц, таможня не прикапывается, привозят курьером к парадной (поднять придётся самостоятельно, в одиночку это посильно, но коробка громоздкая).
- Инструменты и комплектующие можно не покупать (или покупать не сразу). В базовой поставке полно мелких ништяков.
- На сборку — часа два.
- На лечение вылезших косяков и настройку под себя — неделя в фоновом режиме (по полчаса в день максимум). Но руки должны расти из приемлемого места.
- Регулярное обслуживание (смазка и контроль износа) — раз в три месяца при ежедневном использовании. Не капризен.
Полезные ссылки
Конечно, никто не отменял гугление на доступных вам языках. Хорошая новость: по-русски уже тоже кое-что есть (в основном в видеообзорах на Youtube).
Но если хочется прямых ссылок — то вот.
- Официальный магазин производителя. На Aliexpress, но это не страшно: доставляют, обслуживают, гарантируют что там положено гарантировать. Запчасти там же.
- Раздел по FlyingBear Ghost на сайте AlexGyver. Вселяет уверенность в том, что это не поделка трёх китайских студентов, а что-то, чем живые люди пользуются. На самом верху — полезные ссылки на прочие полезные ресурсы. Всё на русском языке.
- Youtube-канал производителя. Подписи на английском, в самих роликах только видеоряд, без звука. Сборка показана во всех деталях вдоль и поперёк, остальное — уж что найдёте. К сожалению, без английского будет очень трудно сориентироваться в роликах (разве что по картинкам)?
- Youtube-канал Дмитрия Соркина. Для тех, кто позиционирует себя как инженер. Всё по взрослому: нюансы печати и устройств, собери-разбери, бескомпромиссное качество. Я обычно с третьей минуты ролика перестаю понимать происходящее. Но есть несколько очень подробных разборов железа и софта, их стоит найти и глянуть.
- Git-версия этой статьи. Туда можно закидывать pull requests, если что-то в этой публикации не понравится. Или наоборот, так понравится, что захочется развить мысль.
Источник