- Самодельная газовая тигельная печь
- Тигельная печь: варианты конструкции, изготовление своими руками
- Виды тигельных печей
- Устройство тигельной печи
- Отличия самодельного и заводского агрегата
- Тигельная печь своими руками: пошаговая инструкция
- Материалы и технология
- Сборка кирпичного колодца
- Тигель: назначение, принципы плавки, изготовление, варианты, схемы
- Немного о плавке
- Восстановление
- Выдержка
- Из чего делать
- О графитовых тиглях
- Способы нагрева
- Электронагрев
- Видео: электрический тигель для плавки свинца
- Видео: индукционный нагрев своими руками
- Видео: мини печь для плавки алюминия
- Делаем тигли
- Керамический нейтральный
Самодельная газовая тигельная печь

Габариты и все размеры печи исходят из размера основного элемента футеровки- кирпичей ШЛ-0,5 типоразмера №5. Размеры кирпича 230х113х65.
Для футеровки понадобилось всего 6 кирпичей:
-2 кирпича на под, рядом друг с другом, между кирпичами, посредине, отверстие для аварийного слива расплава;
— 2 кирпича рядом- второй слой, с вырезанными по кругу секторами, посредине кирпича , сбоку, отверстие тангенциально для пламепровода;
— 2 кирпича рядом- третий слой с такими же вырезанными по кругу секторами.
Диаметр камеры выбирается примерно равным внешнему диаметру тигля плюс два диаметра трубы горелки. В моём случае это 87+2х20= 130+ обмазка=140 мм.


На фото справа видна подставка под тигель. В кирпичах под подставкой имеется слив в случае прохудения тигля. А в самой подставке снизу сделаны крест- накрест канавки.
В качестве обмазки берётся шамотный мертель. Вот здесь я уже писал о нём. Стоит заиметь в полиэтиленовом пакете забодяженный мертель для быстрого ремонта камеры.
Работа по обработке кирпичей не представляет трудностей. Кирпич легко обрабатывается пилами и наждачкой. Пилы, правда, на долго не хватит 🙂
Справа- исходный кирпич 🙂 Прямолинейные разрезы- ножовка по дереву, для криволинейных разрезов- самодельная пила из ножовочного полотна с крупными зубами, с уменьшенной (сточенной) шириной полотна. ( Фото взято с постройки другого девайса).

Для облегчения откытия крышки плавилки сделан лифт от ножного привода. На фото слева- крышка в исходном состоянии. На фото справа- с нажатой педалью.




Вот устройство лифта более подробно. Шток, приваренный к крышке, ходит внутри трубки, закреплённой к углам конструктива плавильной камеры. Шток толкает рычаг ножной педали. На переднем плане- полка для нержавеющей миски, для аварийного слива расплава.

Крышка может быть не обязательно такая, как у меня. Это может быть крышка от барбекюшницы куполообразная, а может быть и простая нержавеющая кастрюля. У жены или тёщи в хозяйстве должны быть такие 🙂
Изнутри крышка футерована матом(одеялом) Cerablanket Сухоложского завода. Огнеупорность до 1260 гр.(На практике выдерживает прямое пламя газовой горелки). Продаётся метражём в рулонах шириной 610 мм, толщина от 13 до 50 мм. У меня остались обрезки после постройки муфеля . К крышке внутри приварены стержни из нержавеющих электродов. К ним и крепится футеровка при помощи нержавеющей или нихромовой проволоки.
Вывод пламени через крышку, так же, как и ввод в плавильную камеру, осуществляется через обрезки муллитокремнезёмистой трубки МКР. В крайнем случае через обрезки нержавеющей трубы 45/40 или 57/50.

Горелка применена из описанных мной ранее . Там она фигурирует под названием прямая стационарная на 1/2 дюйма. Нержавеющий патрубок со временем обгорает. Тут уж ничего не поделаешь. Никакие обмазки сильно не помогут. Тут можно лишь посоветовать делать патрубок на резьбе, чтобы быстро менять, или делать не из трубы, а свернуть из листовой нержи. Но нового патрубка хватит по крайней мере на год.


Мощности этой горелки хватает, чтобы расплавить 5 кг бронзы за 45 минут. И это без применения наддува воздухом. Для наддува на дюймовый патрубок подаётся с центробежного вентилятора поток воздуха через гофрированную трубку. Но я не хочу умощнять горелку, потому что я использую металлические сварные тигли, а быстрый нагрев (большой градиент) температуры им совсем не полезен.
Кстати о тиглях. Вот так они выглядят.

Они сделаны из нержавеющей трубы 87/80. Высота 140. Объём 700 см3. В пересчёте на бронзу 5,6 кг под завязку. Дно приваривается аргоновой сваркой. С течением времени (приблизительно на 50 плавок) всё равно появляется щель по сварному шву. Поэтому греть не быстро, без фанатизма. Вопросов покрова, флюсов и раскислителей сейчас не буду касаться, это отдельная песня.
Ну и, конечно, ничто не мешает вам использовать покупной тигель.
Но я, честно говоря, опасаюсь их использовать. Сварной тигель при прохудении начнёт капать. А если керамический треснет, то может стать мучительно больно. На этой оптимистической ноте разрешите откланяться.
Источник
Тигельная печь: варианты конструкции, изготовление своими руками
В домашней мастерской компактная тигельная печь помогает отливать из алюминия мелкие элементы механизмов, болванки, сувениры, аксессуары для интерьера. Агрегат устроен так, чтобы можно было плавить материал в сжатые сроки с минимальными усилиями. Устройства, применяемые в промышленных масштабах, напротив, имеют целью экономию топлива, они управляются в автоматизированном режиме.
Виды тигельных печей
В основу классификации обычно закладывается вид энергии, используемый для плавления металла. Так, газовые тигельные печи, как и электрические, нашли широкое применение в промышленном секторе, их активно используют для работы с алюминием и другими легкоплавкими материалами.
Модели, действующие на твердом топливе, распространены в относительно небольших мастерских, не имеющих узкой специализации (в частности, у домашних умельцев, так как это простейшая конфигурация). В отдельную категорию выносятся индукционные тигельные печи, использующие электромагнитное поле, их подключают к источнику переменного тока.
 Индукционная тигельная печь
Индукционная тигельная печь
Причины востребованности индукционных установок:
- высокая производительность,
- легкость управления и обслуживания, широкие возможности для автоматизации процесса,
- возможность слива массы без остатка, полного опорожнения тигля,
- обеспечение быстрого плавления,
- отсутствие промежуточных нагревательных элементов.
В зависимости от условий функционирования различают печи:
- компрессорные (создают избыточное давление),
- вакуумные,
- открытые.
Индукционные тигельные печи могут быть:
- периодическими,
- непрерывными,
- полунепрерывными.
Плавильный тигель бывает:
- керамическим (оптимальный вариант, не вступает в контакт с обрабатываемыми материалами),
- проводящим графитовым (долговечный, подходит для работы с драгоценным ломом),
- металлическим.
Последний подразделяется на водоохлаждаемые и проводящие модификации.
Устройство тигельной печи
Индукционная плавильная печь состоит из каркаса, индуктора, камеры нагрева, механизма наклона, вакуумной системы. Агрегат не имеет сердечника, в нем цилиндрический плавильный тигель размещается непосредственно в полости индуктора. Смесь исходных материалов плавится в тигле под воздействием электромагнитной энергии. Все компоненты заключаются в кожух – этот каркас обеспечивает жесткость конструкции, предотвращает рассеивание мощности.
 Внешний вид индукционной плавильной печи
Внешний вид индукционной плавильной печи
Более простыми являются схемы тигельных печей, функционирующих на базе твердого топлива, к примеру, на древесном угле – их легче выполнить своими руками из подручных материалов. Корпус из металлического цилиндра укрепляется огнеупорным слоем из бетона или шамотной глины с песком. В эту шахту впоследствии помещают топливо. Сверху устанавливают тигель, например, чайник, консервную банку с толстыми стенками, любую крепкую емкость из нержавейки.
В нижнем секторе шахты присутствует отверстие, предназначенное для подачи воздуха, здесь же расположено решетчатое основание. Эти элементы позволяют поддерживать процесс горения, менять температуру. Лишний воздух выводится через заслонку. Для нагнетания обычно используют трубу пылесоса или фен.
Тигельные печи, предназначенные для единовременного плавления более 10 кг алюминия, оснащают крышкой, чтобы металл равномерно прогревался. Все элементы примитивных моделей выполняют из чугуна или стали – эти материалы не деформируются при нагревании в кустарных условиях.
Отличия самодельного и заводского агрегата
Чтобы понять разницу, нужно взять за точку отсчета цель использования оборудования. Агрегаты домашней сборки обычно нужны для периодического применения (перерывы могут быть существенными), поэтому на первый план в них выходит минимальная себестоимость, возможность выполнения простейших манипуляций, нетребовательность в обслуживании.
В том случае, если результаты плавки используются для получения заработка, целесообразнее приобрести заводскую индукционную модель – такое оборудование способствует аккуратной работе, помогает точно соблюдать замеры, сводит к нулю вероятность попадания нежелательных примесей.Такое же оборудование сложно выполнить своими руками – сборка индуктора, выбор тигля, обустройство экрана требует профильных навыков. Создать конденсаторную батарею и генератор сможет не каждый.
 Тигельная печь своими руками
Тигельная печь своими руками
Нельзя упускать из внимания эргономические показатели печей. В кустарных заготовках им уделяется минимум ресурсов, как правило, такие вариации неудобны в использовании, зачастую опасны ввиду применения подручных материалов. В заводских линейках для обеспечения комфортной работы применяются проверенные технологии, в частности, это касается конфигурации и поворотного механизма тигля. Важно, что в них созданы условия для предотвращения травматизма.
Тигельная печь своими руками: пошаговая инструкция
Если предстоит периодически плавить до 3 кг лома, будет достаточно производительности агрегата, сложенного из печного кирпича.
Материалы и технология
- 20-25 красных кирпичей,
- решетку-гриль,
- изоленту,
- фен и отрезок трубы, подходящий под диаметр его сопла,
- консервную банку с высокими толстыми стенками,
- стальную проволоку,
- уголь (понадобится для розжига).
Кирпичи закладываются в основу корпуса, они служат огнеупорной защитой агрегата. Тигель в этом случае – консервная банка, с противоположных сторон верхней ее части выполняют 2 отверстия и пропускают через них стальную проволоку. Эта импровизированная ручка поможет вытащить из печи емкость со сплавом.
Для подачи воздуха домашние мастера используют фен, включенный в «холодном» режиме, к нему приматывают с помощью изоленты отрезок трубы, конструкция превращается в импровизированный воздуховод.
Схема такой тигельной печи для плавки алюминия предельно проста, ее можно выполнить и без специфических навыков. При изготовлении нельзя использовать расходные материалы, имеющие цинковое покрытие: в процессе использования могут выделяться токсичные пары.
Сборка кирпичного колодца
Первый ряд выкладывается в виде прямоугольного контура, внутреннее отверстие должно иметь такие параметры, чтобы в него поместился целый кирпич. Следующий ряд выполняется аналогично, но на одной стороне два кирпича должны образовать коридор, в который будет поступать кислород, с габаритами, соответствующими описанному выше воздуховоду.
 Кирпичи в основе корпуса служат огнеупорной защитой печи
Кирпичи в основе корпуса служат огнеупорной защитой печи
Сверху устанавливается решетка-гриль, если ее нет, можно воспользоваться металлической пластиной или крышкой с отверстиями.Решетку фиксирует третий ряд кирпичей, здесь уже не нужно оставлять проем для воздуховода.
Заготовку из фена и трубы подводят к соответствующему кирпичному ряду, включают воздуховод только после того, как насыпанный на решетку уголь будет растоплен. Интенсивность горения можно менять, переключая рычажок режимов фена. Тигель подвешивают на крайнюю кладку за проволоку, при необходимости ее можно дополнительно зафиксировать с помощью 2 кирпичей. Когда банка разогреется и слегка покраснеет, в нее можно загрузить алюминиевый лом.
Опытные мастера рекомендуют плавить металл именно в подогретом тигле, потому что сочетание холодной банки и холодного лома может привести к прогоранию емкости, в этом случае ставший жидким алюминий вытечет в огонь.
Подобная печь проста в устройстве, работа с ней не вызовет затруднений. После того, как металл расплавится, тигель аккуратно вынимают, держа за проволоку. Чтобы избежать при этом ожогов, рекомендуется использовать огнеупорные перчатки. Нужно заблаговременно убедиться в том, что все используемые компоненты не имеют в составе токсичных веществ. В процессе эксплуатации также нужно следить, чтобы в емкость не попадали брызги воды.
Источник
Тигель: назначение, принципы плавки, изготовление, варианты, схемы

Автор: Колесников Юрий Фёдорович, инженер-теплоэнергетик*
© При использовании материалов сайта (цитат, изображений) указание источника обязательно.
Тигель – сосуд для плавки металла. В тиглях плавят, как правило, передельный металл, т.е. уже доведенный до нужной степени качества для отливки в форму или аффинажа (глубокой очистки от примесей). Генеральная линия развития большой металлургии – уменьшение количества переделов, вплоть до выпуска кондиционного металла сразу из плавильной печи, но в промышленности тигельная плавка до сих пор сохраняет существенное значение, а в кустарном мастерстве и ювелирном деле доминирует.
Тигель не просто достаточно жаростойкая посудина. Его химический состав и конструкция должны соответствовать виду переплавляемого металла и режиму плавки. В этой статье описывается, как сделать тигель своими руками и каким условиям он должен удовлетворять для пользования дома или в малой мастерской. В расчете на начинающих металлургов придется сперва коснуться самого процесса плавки металла, т.к. требования к тиглю определяются в основном его условиями.

Плавка металла в тигле в домашних условиях
Немного о плавке
В глубоком вакууме переплавляемый металл высокой чистоты можно нагреть точно до температуры плавления или чуть выше, и выдержать при ней некоторое время, чтобы расплавились крошечные, буквально в несколько атомов, остатки кристаллитов. Затем металлу возможно дать остыть чуть ниже температуры плавления – он останется жидким, как перенасыщенный раствор без кристаллика-затравки. Если теперь металл вылить, также в вакууме, в форму из химически абсолютно инертного материала, в которую помещен затравочный кристаллик того же металла, то, соблюдая все тонкости данной технологии, получим монокристаллическую отливку, обладающую уникальными свойствами.
В любительских условиях вакуумная плавка, увы, неосуществима. Чтобы правильно самому изготовить тигель для плавки металла, нужно учесть ряд особенностей плавки в не инертной химически газовой среде. Переплавляемый металл, во-первых, взаимодействует с воздухом, отчего часть его теряется на образование окисла, что особенно важно при переплавке лома драгметаллов: при своей температуре плавления (1060 градусов Цельсия) даже золото заметно окисляется. Чтобы до некоторой степени компенсировать окисление, тигель должен создавать для расплава восстановительную среду или быть химически инертным, если металл плавится чистым открытым пламенем, см. далее.
Во-вторых, чтобы металл в тигле не застыл, пока его донесут до литейной формы, чтобы остатки исходных кристаллитов не испортили отливку, и расплав приобрел достаточную текучесть, металл в тигле перегревают. Напр., температура плавления цинка – 440 градусов, а его же литейная – 600. Алюминия, соотв., 660 и 800. Поскольку перегрев металла после расплавления требует некоторого времени, заодно происходит и дегазация расплава, это в-третьих.
Восстановление
В металлургии в качестве восстановителей используют преимущественно атомарный углерод C, моноксид углерода CO (угарный газ) и водород H. Последний чаще всего случайный гость, т.к. для данной цели слишком активен и поглощается металлами, не образуя с ними химических соединений, в больших количествах, что портит литейный материал. Напр., твердая платина при комнатной температуре способна поглотить до 800 объемов водорода. Платиновая болванка в водородной атмосфере буквально на глазах вспухает, трескается и распадается на куски. Если их вынуть их водородной камеры и нагреть, водород выделится обратно.
Примечание: сходным образом, но в меньших количествах, металлы поглощают/выделяют и другие газы, напр. азот. Именно поэтому требуется дегазация расплава, см. также ниже.
Заметную долю водородное восстановление имеет место при нагреве открытым пламенем газовой горелки, при его контакте с менее нагретой поверхностью. До порчи металла дело не доходит – поглощенный водород далее в процессе плавки выделяется и сгорает. Но, если к газопоглощению склонен и материал тигля, он во время плавки может треснуть и лопнуть, это нужно обязательно иметь в виду.
Восстановление CO заметно, если металл в тигле плавится открытым пламенем жидкостной (бензиновой, керосиновой, дизельной) горелки, по тем же причинам. Жидкое топливо сгорает много медленнее газа, и зона его догорания тянется на несколько см от сопла горелки. Восстановление угарным газом – самое, с точки зрения металла, чистое: оно не портит металл и не дает побочных продуктов при сильном избытке восстановителя. Поэтому восстановление CO широко используется в металлургии при выплавке металла из руды, но как сделать тигельную печь (см. далее), в которой компенсация окисления полностью обеспечивалась бы CO, пока никто не придумал.
Атомарный углерод восстановитель достаточно энергичный для того, чтобы компенсировать окисление. Создать с помощью C восстановительную среду в тигле также несложно: достаточно ввести свободный углерод в той или иной аллотропической модификации в состав его материала или весь тигель выполнить из жаростойкого и механически достаточно прочного аллотропа C; таковым является графит. При восстановлении C существует опасность науглероживания расплава, но графит выделяет при нагреве совсем немного атомарного углерода. Если греть металл в графитовом тигле газовым пламенем, то избыточный C тут же найдет себе более «вкусный» для него H и опасность науглероживания сведется к нулю. А для прочих способов нагрева (см. далее) можно подобрать размеры, конфигурацию тигля и присадку графита к его материалу так, что лишнего C просто не будет при любом мыслимом режиме плавки. Это очень ценное свойство графита, тоже имейте в виду.
Примечание: коэффициент температурного расширения графита ТКР отрицательный, что существенно компенсирует термическое расширение тигля, повышает его стойкость и увеличивает ресурс. Тоже ценное качество.
Выдержка
Итак, почему расплав в тигле нужно перегревать и выдерживать, понятно. Хотя литье из металла совсем другая тема, здесь все же нужно упомянуть, что время выдержки расплава следует соблюдать достаточно точно. Химически чистые металлы на практике почти не применяются, напр. золото 9999 очень быстро истирается; исключение электротехническая медь и цинк для оцинкови, они чем чище, тем лучше. Чаще всего используют т. наз. эвтектические сплавы; напр. сталь это эвтектика железа с углеродом, а дюраль – сложная эвтектика из нескольких компонент. Если дать расплаву перестояться, структура эвтектики в отливке изменится и готовое изделие выйдет порченым. Особенно критично время выдержки для бронзы и латуни: лить их нужно немедленно, как только игра расплава в тигле видимо изменится, станет спокойнее. Помните, как инженер Телегин в «Хождении по мукам» А. Н. Толстого беспокоился, как бы бронза не перестоялась?
Применительно к изготовлению самодельного тигля дегазация расплава при выдержке значима тем, что в это время он (тигель) испытывает значительные динамические нагрузки от пузырьков выделяющихся газов и/или игры самого расплава. Т.е., сделать тигель выдерживающим большое количество термических деформаций и, если требуется восстановительным, мало. Его материал должен быть и достаточно вязким, чтобы выдерживать ударные волны от лопающихся пузырьков и толчки от струй расплава. Именно этим обстоятельством объясняется низкая стойкость и надежность самодельных графитовых тиглей, (см. далее).
Из чего делать
Плавильные тигли изготавливаются (см. рис. ниже):
- керамическими химически нейтральными;
- керамическими графитированными;
- графитовыми;
- чугунными;
- стальными.

Тигли для плавки металла из различных материалов
Их сравнительные характеристики таковы:
- Керамические нейтральные – используются для переплавки лома ювелирных изделий с сохранением пробы, т.к. при косвенном нагреве (см. ниже) свойств металла не изменяют. Самому сделать можно, но сложновато (см. далее) и стоит ли? Тигель для золота на 50 г стоит в ювелирном магазине до 100 руб. Без проблем пригодны для плавки в индукционной печи (см. далее), т.к. почти не поглощают энергию электромагнитного поля (ЭМП). Ресурс – 10-30 плавок.
- Керамические графитированные – пригодны для плавки любого металла; в домашних условиях до 1,5-2 кг за раз. Для использования в индукционной печи ее мощность на то же количество металла придется повысить в 1,5-2 раза вследствие поглощения ЭМП токопроводящим графитом. Самому сделать можно, см. далее. Ресурс – до 50 и более плавок.
- Графитовые – пригодны для переплавки старого, окисленного лома цветных и драгоценных металлов, т.к. создают сильную восстановительную среду. Плавка серебра открытым газовым пламенем в графитовом тигле позволяет почти полностью восстановить исходный вес окисленного металла. Самостоятельно не делаются, см. ниже. Ресурс – более 100 плавок.
- Чугунные – используются в основном для переплавки красной меди в бескислородную, т.к. активно поглощают кислород. Ресурс – до 30 плавок, а потом аморфный углерод из чугуна уходит и тигель деградирует.
- Стальные – самодельный дешевый вариант для плавки небольших количеств алюминиевых и магниевых сплавов и др. химически инертных в расплаве металлов. Возможно применение для переплавки небольших количеств свинца в рыболовные грузила и т.п.
Примечание: графитовые, чугунные и стальные тигли для использования в индукционных печах (см. далее) совершенно непригодны, т.к. полностью поглощают энергию ЭМП.
О графитовых тиглях
Графитовые тигли делают или точеными из массивного природного графита (дорогие), или спеченными при высокой температуре из графитового порошка (подешевле, но все равно не очень-то дешевые). Любители часто пытаются делать «графитовые» тигли из молотого графита на связующем из каолина и т.п., но это получаются не графитовые, а чрезмерно графитированные керамические тигли – хрупкие, выдерживающие не более 10 плавок и портящие металл вследствие избыточного выделения атомарного углерода мелкодисперсным графитом. Более-менее рациональный способ использования молотого графита в любительской тигельной плавке – сделать из него настольную мини тигельную печку для керамических нейтральных тиглей, см. рис.
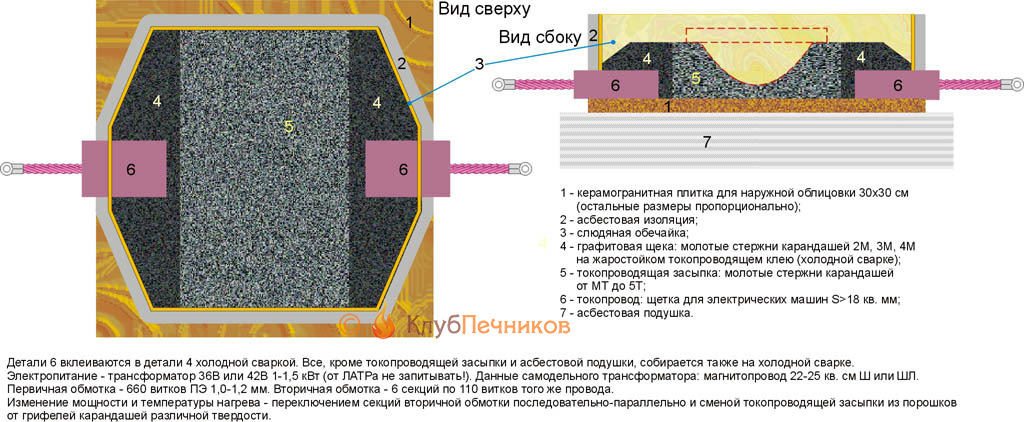
Графитовая мини-печь для нагрева ювелирного тигля
Холодную сварку для сборки данной печи следует использовать на температуру не ниже 800 градусов – хорошо проводящие электричество щеки за время одной плавки не греются выше 400. Не намного более нагреется без тигля и графитовый порошок, но, когда тигелек в него вдавлен, он окажется в горячем пятне свыше 1000 градусов вследствие уплотнения порошка под тиглем.
Если плавится золото, то после окончания плавки и остывания печи графитовый порошок высыпают и перетряхивают, т.к. он спекается. Для плавки серебра и мельхиора порошок удаляют и перетряхивают через 3-5 плавок, так печь быстрее нагревается. В любом случае, чтобы держать восстановительную среду, печь во время плавки накрывают слюдяной крышкой.
Способы нагрева
Если требуется переплавить за раз более 150-200 г металла, то к тиглю понадобится соорудить и тигельную печь, иначе добиться однородности расплава и высокого качества отливки будет очень трудно. Исключение – легкоплавкий и легко восстанавливающийся свинец: его за один раз в домашних условиях можно переплавить до 20-30 кг. Относительное исключение – цинк для горячей оцинковки, его расплава в тигле без печи может быть до 2-2,5 кг, но поверх него обязательно нужно сыпать буру, чтобы зеркало расплава было полностью покрыто ее кипящим слоем. Стальной крепеж бросают в расплав сквозь слой буры.
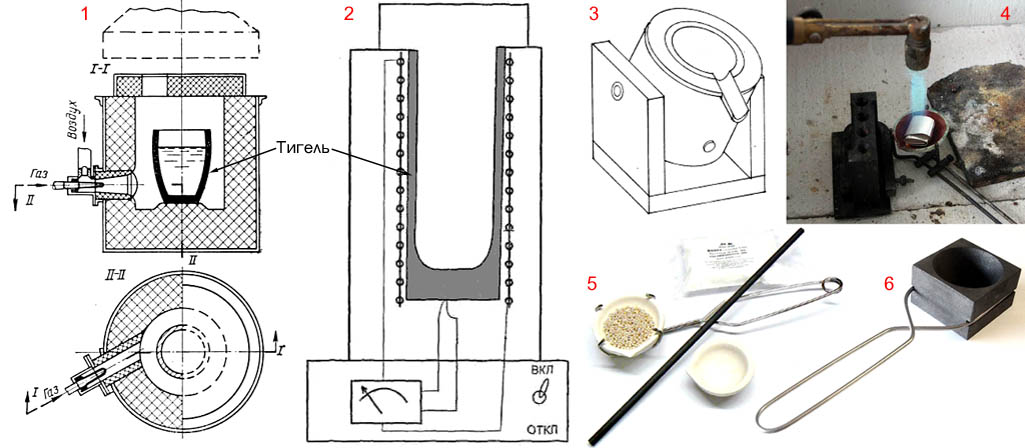
Оптимальный во всех отношениях способ нагрева тигля в печи – газом, поз. 1 на рис., но газовая тигельная печь достаточно сложное сооружение, хотя и вполне может быть изготовлена самостоятельно. Наиболее подходящий тигель для газовой печи – керамический графитированный, т.к. его материал обладает довольно высокой теплопроводностью. При особо высоких требованиях к чистоте металла лучше использовать керамический нейтральный тигель. При пониженных для легкоплавких металлов – чугунный, как лучше проводящий тепло и тем самым экономящий топливо. Графитовые тигли в газовую печь ставят, только если требуется сильное восстановление старого окисленного металла, а опасность науглероживания несущественна, напр., при переплавке извлеченного из земли серебра на аффинаж
Способы плавки металла в тигле
Для легкоплавких металлов часто наиболее экономичной оказывается электрическая тигельная печь, поз. 2; она может быть т. наз. омической (с нагревом нихромовой спиралью) или индукционной, с нагревом от генератора электромагнитных колебаний, см. ниже. В индукционной печи применимы только керамические нейтральные или, в ограниченных пределах, графитированные тигли.
Если тигель боле чем на 2-2,5 кг металла, то тигельную печь по правилам безопасности нужно делать опрокидывающейся (поз. 3), т.к. и 1 кг пролитого на пол расплава это уже большая беда. Металл в мелких ювелирных тиглях, наоборот, предпочтительно греть без печи, непосредственно пламенем горелки, поз. 4. В таком случае тигель все время плавки удерживают специальным пружинным захватом, поз. 5 и 6.

Примечание: серебро и его сплавы, а также свинец на грузила, в домашних условиях в количестве до 15-20 г можно плавить, используя вместо тигля… ложку из пищевой нержавейки, см. рис. справа. Для безопасности тогда надо сделать к губкам тисков прокладки с продольными пропилами под ручку ложки. Пламя – исключительно газовое; бензиновое может сжечь ложку.
Электронагрев
Омические тигельные печи используются в основном для плавки свинца или олова. Для более тугоплавких металлов они оказываются неэкономичными, но свинца в домашней тигельной электропечи за раз можно переплавить до 20 кг; как самому сделать электрический тигель для плавки свинца см. напр. видео:
Видео: электрический тигель для плавки свинца
Плавка алюминия в тигле, оказывается выгоднее индукционная вследствие его высокой электропроводности, но с медью этот фокус уже не проходит – ее температура и скрытая теплота плавления много больше. При индукционном способе плавки металл греют вихревые токи Фуко, для чего тигель с ним помещают в ЭМП катушки из толстого медного провода, питаемой переменным током от генератора электромагнитных колебаний. Как сделать своими руками генератор для индуктивного нагрева небольших количеств металла, напр., на безделушки, описано в других материалах, или, к примеру, см. след. видео руководство.
Видео: индукционный нагрев своими руками
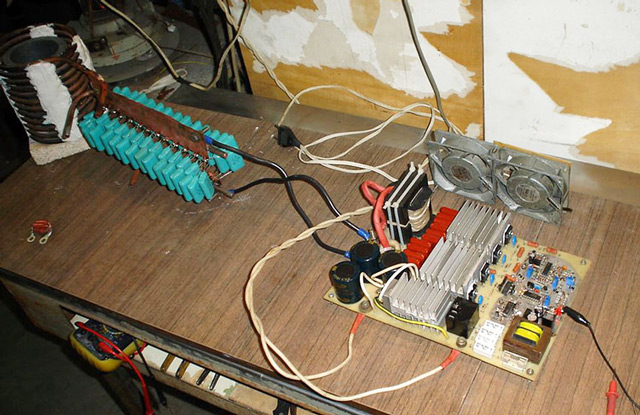
Индукторная тигельная печь для плавки алюминия
С увеличением количества переплавляемого металла не только растет необходимая мощность генератора, но и падает оптимальная его частота, это сказывается т. наз. поверхностный эффект (скин-эффект) в металле. Если 100-200 г алюминия можно переплавить в ЭМП от любого самодельного генератора для индуктивного нагрева, то установка на 1,5-2 кг дюраля или магниевого сплава представляет собой уже солидное сооружение, см. рис. справа. Если вы намерены работать с алюминием, то хорошенько подумайте – а стоит ли нечто подобное городить? Не проще ли выйдет мини газовая печь для плавки небольших количеств алюминиевых сплавов, см. напр. ролик
Видео: мини печь для плавки алюминия
Делаем тигли
Теперь пришло время сделать своими руками плавильный тигель. Из вышесказанного ясно, что своими руками имеет смысл делать тигли:
- Стальной;
- Керамический нейтральный;
- Керамический графитированный.
О стальных тиглях особо говорить нечего – это просто посудина из стали в приваренной ручкой. Используются стальные тигли для переплавки легкоплавких металлов; иногда – цинка на горячую оцинковку с качеством до 3+. Стальные тигли для свинца, олова и цинка пригодны только для плавки одного конкретного металла, т.к. после 1-2 плавок сами покрываются им изнутри.
Керамический нейтральный
Состав смеси для формирования керамического нейтрального тигля – 7 частей шамотной глины, 1 часть мелко молотого шамота (до фракции
Источник