- Как согнуть профильную трубу?
- Особенности
- Что понадобится?
- Способы
- Болгаркой
- Заполняем песком
- С помощью пружины
- Посредством воды
- Рекомендации
- Как гнуть профильную трубу своими руками в домашних условиях
- В чем заключается сложность гибки профильного проката
- Необходимость учета профиля
- Особенности наиболее популярных методов гибки труб
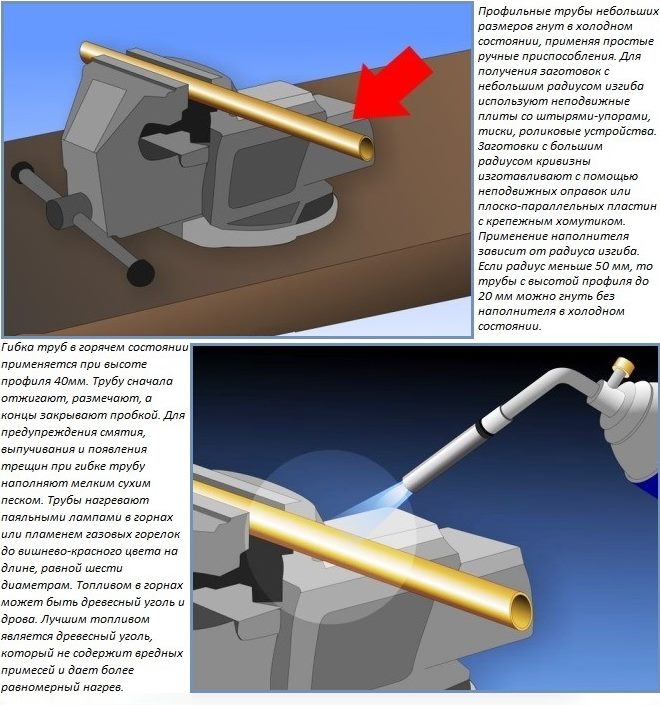
- Гибка профтруб с предварительным нагревом
- Как согнуть трубу без предварительного нагрева
- Приспособления для гибки труб
- Гибочная плита
- Гибка по оправке
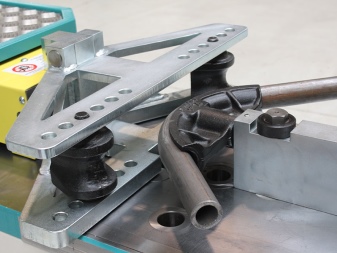
- Применение профилегиба
Как согнуть профильную трубу?

Гнутая профильная труба – обязательный элемент в конструкции беседок, навесов, теплиц, заборов, даже гаражей. Толстостенный профиль большого сечения используются при возведении крыш зданий. От того, насколько качественно согнётся профиль, зависит надёжность и приглядный вид возводимого сооружения.



Особенности
В отличие от трубы с круглым сечением, загиб профиля с квадратным или прямоугольным представляет собой большую сложность. Из-за наличия резких углов, из которых была отлита профильная труба, гнуть профиль в некоторых случаях нужно частично. Применяют следующие подходы.
- Воздействуя на трубу изнутри давлением. Это может быть любая сыпучая или жидкая среда. Она поможет трубе принять правильную форму при изгибании, без проминания и «морщин» с внутренней стороны.
- Нагрев профиля до температуры, близкой к той, при которой сталь размягчается.
При изгибании трубы на профиль воздействуют сила сжатия с внутренней стороны изгиба и сила растяжения – с внешней. Стороны теряют правильное расположение, приданное им на заводе.
Если не соблюсти радиусы изгиба – профиль лопнет снаружи и/или промнётся внутрь с противоположной стороны. Влияние оказывают и толщина стенок, габариты сечения. Испорченное изделие восстановлению не подлежит.


Что понадобится?
Самый быстрый способ – использование профиле- или трубогиба. Холодное сгибание трубы до 10 мм – и квадратной, и круглой похоже на сгибание арматуры. Достаточно соблюсти правило – не менее 15 наружных радиусов круглой трубы либо не менее 15 значений большей ширины прямоугольной трубы. Сгибание квадратного профиля потребует Если нет доступа к промышленному трубогибу, в котором гибка по радиусу выставляется очень точно, то помогут болгарка и сварочный аппарат. Но «ломаное» гнутьё – крайняя мера.
Холодное гнутьё также возможно при помощи простого приспособления, сделанного из другой трубы (или арматуры) и специальной скобы с большой площадью захвата, позволяющей согнуть круглую или квадратную трубу постепенно. Такой способ используется, когда идеальный, равномерный сгиб необязателен.


Самодельный профильный трубогиб – в простейшем случае плита с отверстиями, в которую вставлены штыри. Они расположены так, чтобы сгибаемая труба проходила между ними, но заранее выстраиваются с обеих сторон по кривой. Другой вариант – рычаг с овальным шаблоном, выполняющим роль своеобразного лекала, состоящего из плоскопараллельных плоскостей. Используют также специальный ролик-колесо, прокатываемый по зоне будущего изгиба: глубина прогибания регулируется прилагаемой силой. Все способы самодельного гнутья требуют определённой сноровки и опыта.

Способы
Согнуть профиль 40×20 или 20×20 в домашних условиях особого труда не составит. Для этого подойдут все способы, перечисленные ниже. Узкие профтрубы (менее 20*20), особенно тонкостенные, гнутся с помощью примитивного захвата или даже на любой криволинейной и гладкой поверхности.
Главное – не гнуть изделие по радиусу, меньшему, чем 10-15 сторон (значений ширины) профтрубы, не делать резких движений. Так, для размера 40 на 20 см радиус гиба не ниже 0,3 м.


Болгаркой
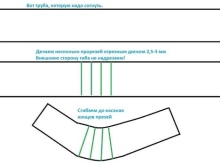
Болгарка (или углошлифовальный ручной электростанок с отрезным диском по металлу) позволяет согнуть профильную трубу своими руками, используя пропилы. Они отстоят на равном расстоянии друг от друга, когда их более двух. Один пропил позволит сделать лишь резкий, прямоугольный изгиб. Чем больше пропилов – тем плавнее изгиб. Он примет вид правильной ломаной. Пропилы нужны, чтобы лишний металл с внутренней стороны не образовывал складки, придающие трубе неприглядный вид.
Величина угла каждого пропила определяется общим гибочным углом, делённым на количество выпиленных зазоров. Чтобы профтруба приняла аккуратный вид, и внутрь не затекала дождевая вода, пропилы должны быть с острым углом у наружной стенки трубы, а не прямоугольными. Например, арочная труба, имеющая угол сгиба в 180 градусов, при 20 пропилах требует угол для каждого из них в 9 градусов. Добиться этого можно лишь на крупногабаритном профиле и при использовании более тонких дисков – либо делать пропилы ножовкой по металлу, а не болгаркой.


Разогревать для этого профтрубу незачем. Пропилы размечаются и выполняются в соответствии с радиусом изгиба, запрашиваемого заказчиком. При этом одна из стенок – наружная остаётся целой, что позволит конструкции не развалиться, но труба теряет прочность. Для обретения профтрубой исходной прочности получившиеся стыки провариваются с помощью сварки.
Данный метод относят к холодному гнутью трубы. Термообработка (сваривание) осуществляются уже после сгибания – а не до него, как это происходит в случаях, описанных ниже. Недостаток – ребристая наружная и внутренняя поверхности сгиба, что исключает плотный контакт с криволинейными конструкциями, например, при накладывании композитных или пластиковых кровельных листов поверх каркаса, собранного из таких труб.



Заполняем песком
Перед тем как прогреть трубу, её заполняют песком. Сила упругости, которой обладает песок, позволит профилю не смяться. Внутренняя сторона сгиба останется гладкой. Чтобы согнуть трубу таким образом, сделайте следующее.
- Закройте концы трубы деревянными заглушками, в которых прорезаны продольные отверстия. Последние нужны, чтобы нагреваемый воздух выходил из трубы, заглушки не выбило. Длина заглушек в 10 раз больше ширины профиля.
- Прокалите участок трубы, на котором она согнётся.
- Насыпьте в трубу песок со средней зернистостью. Предпочтительно использовать просеянный и хорошо вымытый песок, предварительно прокалённый до 150 градусов.
- Проверьте, что труба хорошо закрыта, и отметьте участок трубы, подвергаемый сгибанию.
- Зафиксируйте трубу в тисках на верстаке.
- Нагрейте трубу до вишнёво-красного цвета и согните её в отмеченном месте.
- После остывания трубы удалите заглушки и высыпьте песок.
Согнутая дугой труба готова к дальнейшей работе.


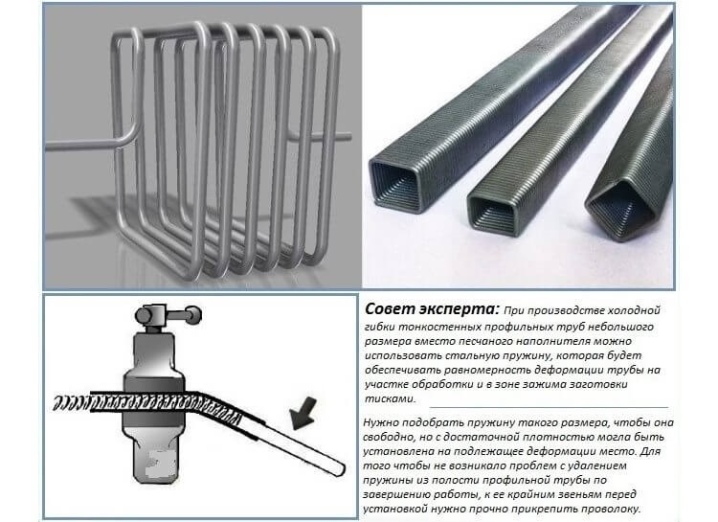
С помощью пружины
Если под рукой песка не оказалось, доступа к нему нет – воспользуйтесь квадратной пружиной, витки которой расположены плотно. Пружина предотвратит деформацию и неравномерное изменение толщины стенок трубы, поможет сохранить ей форму.
Свойства высокоуглеродистой стали, из которой изготавливают пружины, не меняются при прокаливании – она обладает такой же упругостью, как и в холодном состоянии.
Посредством воды
Сгибание с помощью воды впору назвать «ледяным гибом». Закройте один конец плотной заглушкой, налейте воду, закройте второй конец и дождитесь морозного дня. Когда вода замёрзнет и расширится, согнуть её будет намного легче, чем в обычных домашних условиях. Изгиб при этом выйдет ровным, без сморщивания и разрывов. Недостаток такого способа – слишком короткую трубу согнуть не удастся, а стальная труба (если она не из нержавейки) может покрыться ржавчиной изнутри, потеряв при этом значительную часть прочности.

Рекомендации
Не пытайтесь изготовить резкий изгиб профиля со значительным углом. Заготовка сломается, и испорченный её участок отправится в металлолом. Не используйте для сгибания профтрубы арматуру, вдев прут в конец трубы – она деформирует её края на конце профиля. Выправить такое повреждение также очень сложно. Попытки рассчитать «правильную» толщину прута под стенки профтрубы не дадут результата – погнётся либо профиль, либо арматура.
Не пытайтесь перегреть металлический профиль при помощи сверхвысокотемпературной горелки (например, с помощью газосварочного аппарата, включённого в режиме резки стали), разогревая его ярче красного оттенка. Став жёлто-оранжевым, железо (да и сталь тоже) размягчается, профиль перекашивается.
Такое повреждение необратимо, испорченные заготовки можно лишь переплавить. В домашних условиях переплавка стали недоступна.


Не сгибайте профиль рывковыми движениями. Слишком быстрая гибка труб приводит к их надломам. Особенно надлому подвержен алюминий и сплавы на его основе. Спешка не нужна. Нагревайте трубу перед сгибанием один раз. Многократный (несколько и более раз) нагрев приведёт к потере прочности стали. Если отдельные участки трубы перегреты при неравномерном нагреве требуемого отрезка, то остудите их, пока цвет нагрева не станет равномерным. Сгибание перегретой трубы приведёт к её разрыву.
При невозможности быстро удалить деревянные пробки, их можно выжечь, нагревая концы трубы. Температура прожига и воспламенения дерева в несколько раз ниже температуры плавления стали. Никаких неприятных последствий в этом случае не наступит. Частичный подпил (истончение стальных стенок) в месте сгиба недопустим. При сгибании такая труба лопнет – её прочность недостаточна для образования плавного изгиба.


Не используйте ствол дерева в качестве овальной или круглой поверхности. Дерево может не выдержать такой нагрузки. Для этого существует отдельное приспособление, притом не одно. Профиль 20х40 и иные размеры, включая 20х20, слишком тонкостенны, чтобы гнуть их, вставляя штыри внутрь. Чтобы получить волнистый, крученый профиль, обычный подвергается ковке. Но ковать профтрубу не рекомендуется тем, кто не обладает навыками кузнеца, этим вы испортите её. Ковка профиля – художественный способ обработки, находящий применение при изготовлении облегчённых по весу перил, ворот, дверей из профтрубы более тонкого сечения.
Согнуть профтрубу, за вид которой не будет стыдно, самостоятельно по силам каждому. Всего насчитывается более десятка станков и приспособлений, заменяющих профессиональный профилегиб. Выбор подходящего метода – дело добровольное.

О том, как согнуть профиль руками без профилегиба, смотрите в следующем видео.
Источник
Как гнуть профильную трубу своими руками в домашних условиях
Вопросом о том, как согнуть профильную трубу, не используя для этого специальное оборудование, задаются многие из тех, кто собирается возвести на своем приусадебном участке теплицу. Такие сооружения, изготовленные из гнутых труб, не только пропускают значительно больше света, но и отличаются высокой устойчивостью и долговечностью, если сравнивать их с конструкциями из деревянных брусков. Кажется, что загнуть профтрубу, создав из нее арочную конструкцию, непросто, но, если разобраться в особенностях этого процесса, вполне возможно эффективно выполнить его, используя для этого простейшие приспособления.

Самодельные конструкции из профильных труб характеризуются хорошей надежностью и низкой металлоёмкостью
В чем заключается сложность гибки профильного проката
Суть гибки металлического проката вне зависимости от формы его профиля состоит в том, что профильным трубам придается частичный или полный изгиб. Выполняют такую технологическую операцию двумя способами: воздействуя на изгибаемую трубу только давлением или дополнительно нагревая участок трубы, в области которого выполняется изгиб. В ходе выполнения изгиба на металлическую трубу одновременно действуют две силы:
- сила сжатия (с внутренней части изгиба);
- сила растяжения (с внешней части изгибаемого участка).
Именно воздействие таких разнонаправленных сил вызывает сложности, характерные для процесса гибки любых профильных труб.
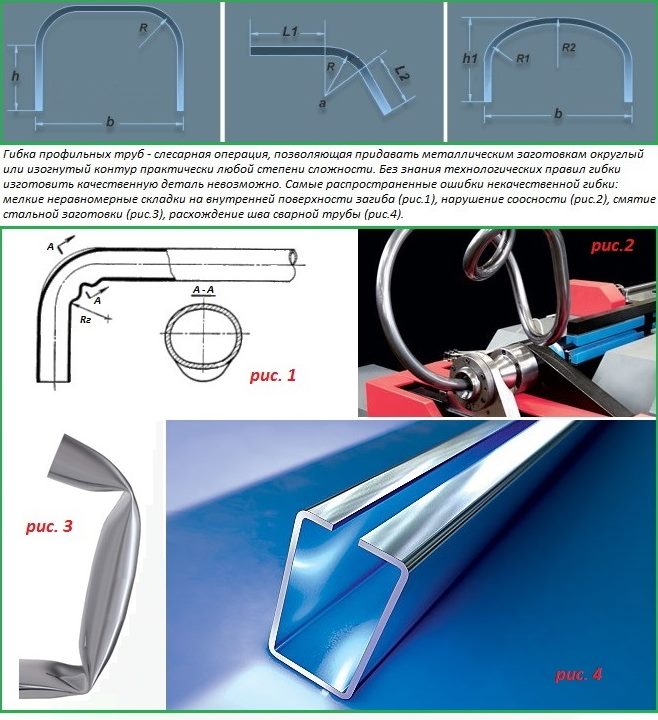
- Сегменты материала трубы, которая в процессе гибки изменяет свою форму, могут утратить соосность своего расположения, что приводит к тому, что отдельные участки трубы будут располагаться в разных плоскостях;
- Стенка профтрубы, расположенная с внешней стороны изгиба и подвергаемая растяжению, может не выдержать нагрузки и лопнуть.
- Внутренняя стенка трубы, подвергаемая сжатию, может покрыться складками, которые напоминают гофру.
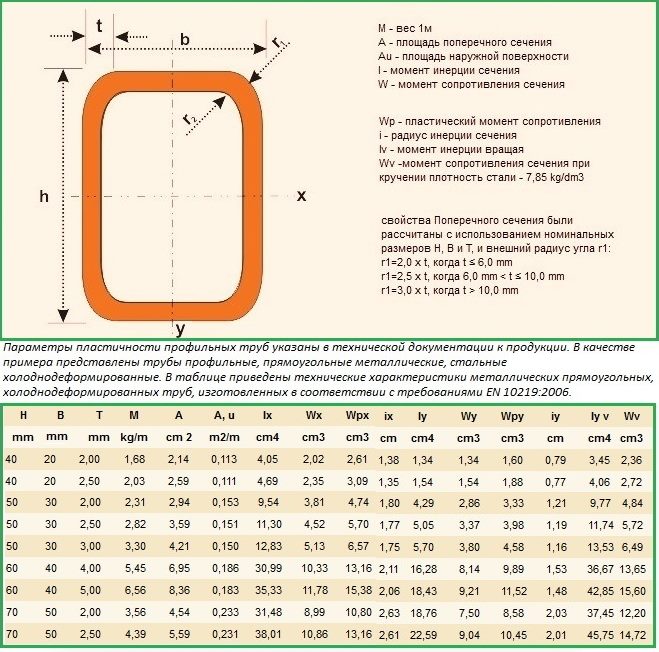
Технические характеристики профильных трукб
Если не учитывать тонкости такого технологического процесса, то вместо того, чтобы согнуть профильную трубу, можно просто смять изделие, безвозвратно испортив его.
Чтобы такого не произошло, необходимо учитывать не только характеристики материала трубы, но и ее геометрические параметры – размеры сечения, толщину стенок, радиус, на который необходимо выполнить изгиб. Знание перечисленного позволит выбрать подходящую технологию и согнуть профтрубу правильно, не смяв ее и не получив гофрированную поверхность.
Необходимость учета профиля
К категории профильного трубопроката причисляются изделия, имеющие различную форму поперечного сечения – круглую, квадратную, овальную или плоскоовальную. Несмотря на такое разнообразие, для возведения теплицы или навеса преимущественно используют прямоугольные или квадратные трубы. Это связано с тем, что на их плоских стенках намного легче смонтировать внешнее покрытие.
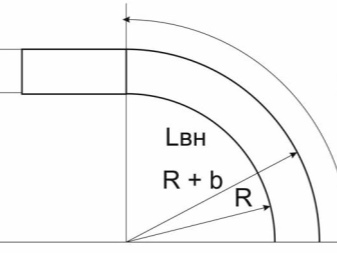
Ассортимент современных профильных труб отличается большим разнообразием. Их геометрические параметры, основными из которых являются площадь поперечного сечения и толщина стенки, определяют пластические возможности изделия. Последние характеризует такой показатель, как минимально допустимый радиус закругления. Именно данный параметр позволяет определить, на какой минимальный радиус можно согнуть профтрубу, чтобы она не подверглась повреждению.
Избегайте типичных ошибок, приводящих к порче заготовок
Чтобы определить такой параметр трубы с квадратным или прямоугольным профилем, как минимальный радиус сгибания, достаточно знать высоту ее профиля. Если вы собираетесь согнуть профильную трубу с поперечным сечением в виде прямоугольника или квадрата, следует придерживаться следующих рекомендаций.
- Трубы, высота профиля которых не превышает 20 мм, можно гнуть на участках, длина которых превышает величину, равную 2,5хh (h – высота профиля).
- Изделия, высота профиля которых превышает 20 мм, можно успешно сгибать на участках, длина которых соответствует 3,5хh и более.
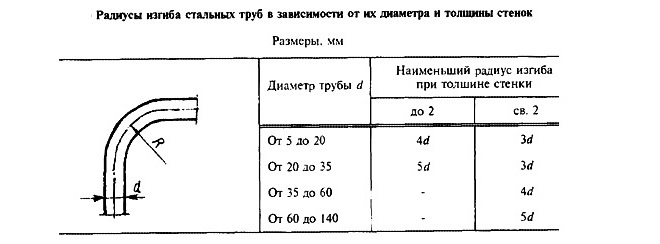
Минимальные радиусы изгиба стальных труб
Такие рекомендации пригодятся тем, кто своими руками собирается согнуть профильные трубы для того, чтобы изготовить из них стеллажи, навесы и различные рамные конструкции. При этом, однако, следует иметь в виду, что на возможность качественного сгибания труб оказывает влияние и толщина их стенки. Изделия, толщина стенки которых меньше 2 мм, лучше вообще не гнуть, а при необходимости создания конструкций из них использовать сварные соединения.
В домашних условиях согнуть профтрубы, которые изготовлены из углеродистых или низколегированных сталей, можно только с учетом определенных нюансов. Такие трубы после гибки могут отпружинивать и возвращаться в исходное состояние, поэтому готовые конструкции необходимо повторно подгонять по шаблону. Величину отпружинивания характеризует такой параметр профильных труб, как пластический момент сопротивления – Wp. Данный параметр указывается в сопроводительной документации (чем он ниже, тем меньше будут отпружинивать профтрубы в процессе их гибки).
Особенности наиболее популярных методов гибки труб
В производственных или домашних условиях профтрубы гнут как с нагревом, так и в холодном состоянии. Нагрев, который производят при помощи газовой горелки, значительно повышает пластичность металла, благодаря чему для изгиба требуется прилагать меньше усилий. Трубы небольшого сечения можно согнуть и без нагрева, поскольку они и так отличаются хорошей пластичностью.
Нормативные рекомендации относительно использования нагрева имеются только для изделий круглого сечения. Так, нагревать перед гибкой рекомендуется трубы, диаметр сечения которых превышает 10 см. В тех случаях, когда согнуть необходимо квадратные или прямоугольные трубы, ориентироваться стоит на собственный опыт или советы других домашних мастеров.
- Без предварительного нагрева гнут трубы, высота профиля которых не превышает 10 мм.
- Если высота профиля труб превышает 40 мм, их обязательно следует нагревать перед гибкой.
Перед началом работ определитесь со способом гибки
Если в вашем распоряжении имеется трубогиб, с его помощью вы легко справитесь с задачей холодной гибки труб, высота профиля которых находится в интервале 10–40 мм. При отсутствии такого приспособления необходимо решать вопрос о том, как согнуть трубу без трубогиба, предварительно проведя несложные испытания. Они помогут вам определить, следует нагревать профтрубу перед гибкой или нет. Проводятся эти испытания следующим образом. Один конец трубы зажимается в тиски, а на второй надевается труба с большим размером внутреннего сечения. Если при помощи такого плеча удается согнуть зажатую в тиски трубу, можно выполнять этот процесс без предварительного нагрева.
Гибку труб по различным методикам хорошо демонстрирует обучающее видео, однако не будет лишним предварительно изучить этот процесс во всех подробностях.
Гибка профтруб с предварительным нагревом
Чтобы своими руками согнуть профильную трубу горячим методом, необходимо предварительно заполнить ее песком. Это позволит сделать изгиб более качественным и равномерным. Поскольку вам придется иметь дело с горячим металлом, все работы следует выполнять в плотных брезентовых рукавицах. Сама гибка, с реализацией которой можно ознакомиться по видео, выполняется в следующей последовательности.
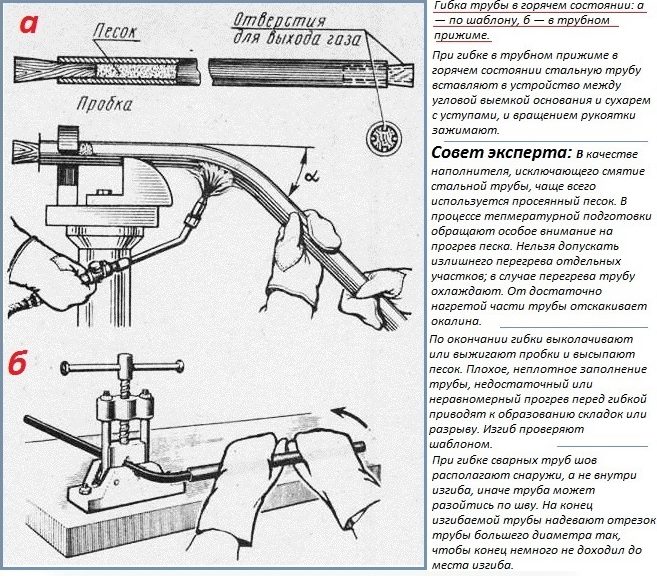
- Оба конца профильной трубы необходимо закрыть заглушками, которые изготавливаются из деревянных брусков. Длина таких заглушек должна быть в 10 раз больше ширины их основания, которое, в свою очередь, должно иметь площадь, в два раза превышающую площадь отверстия в трубе, закрываемого с их помощью.
- После подгонки заглушек под внутреннее сечение трубы на одной из них выполняется 4 продольных паза, которые необходимы для выведения газа, скапливающегося в трубе при нагревании заполняющего ее песка.
- Участок профтрубы, который вы планируете согнуть, требуется предварительно отжечь.
- В качестве наполнителя для трубы надо использовать песок средней зернистости. Если нет очищенного строительного песка, можно взять любой, даже из детской песочницы, но его следует соответствующим образом подготовить. Так, песок сначала просеивают через сито с размерами ячейки 2–2,5 мм, чтобы удалить из него гравий и мелкие камешки, а окончательное просеивание выполняют на сите с размерами ячейки 0,7 мм. Окончательное просеивание необходимо для того, чтобы удалить из песка пылевые включения, которые могут спечься при нагревании.
- Подготовленный песок необходимо прокалить при температуре 150 градусов Цельсия.
- Перед набивкой песком один конец трубы закрывают заглушкой, на которой нет газоотводных каналов. Во второй конец вставляется воронка, через которую порционно засыпают подготовленный песок. Чтобы песок равномерно и плотно заполнял всю внутреннюю полость трубы, при его засыпании необходимо постукивать по стенкам изделия, используя для этого деревянную или резиновую киянку.
- После полного заполнения трубы песком ее второй конец также закрывают заглушкой.
- Участок, который будет нагреваться для дальнейшего сгибания, необходимо отметить мелом.
- Трубу нужно закрепить в тисках с шаблоном или в трубном зажиме. При этом важно, чтобы сварной шов, если он есть на поверхности изделия, оказался сбоку. Придерживаться этого требования надо потому, что сварной шов нежелательно подвергать сжатию или растяжению.
- Участок трубы, предварительно отмеченный мелом, нагревают докрасна при помощи газовой горелки. После полного прогрева трубу аккуратно, не совершая резких движений, сгибают в один прием, прикладывая усилия строго в вертикальной или горизонтальной плоскости.
- После остывания согнутой трубы полученный результат сравнивают с шаблоном. Если все нормально, то из концов изделия удаляют пробки и высыпают песок.
Правильная технология ручной гибки «на горячую»
Данный метод, который несложно реализовать и в домашних условиях, лучше всего использовать в тех случаях, когда на профтрубе надо сформировать единичный угловой изгиб. Многократный нагрев металла может привести к потере его прочности, а избежать этого невозможно, если вы гнете трубу для ее использования в качестве элемента арочной конструкции.
Как согнуть трубу без предварительного нагрева
Самому согнуть профильную трубу, не нагревая ее предварительно, можно как с наполнителем, так и без него. Не требуют наполнения песком или канифолью трубы, высота профиля которых не превышает 10 мм.
Нюансы гибки тонкостенных труб малого азмера
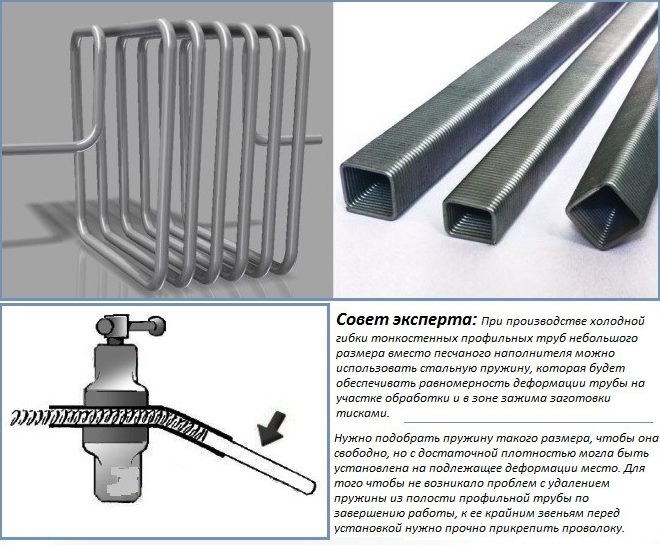
Существует еще одна методика, предполагающая использование вместо наполнителя пружины с плотной навивкой витков, которая вставляется во внутреннюю полость профтрубы и защищает стенки изделия от деформации, а также от чрезмерного изменения их толщины в процессе гибки.
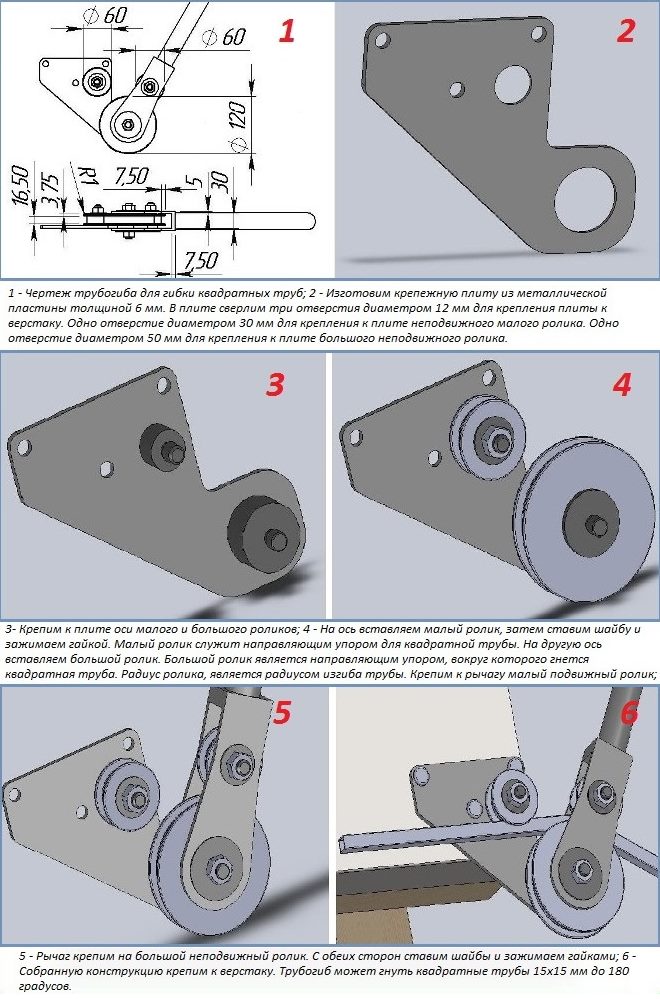
Чертеж и детали механического трубогиба для профильных труб

Конструкция элементарного трубогибочного приспособления проста и доступна для самостоятельного изготовления
Тем, кому надо согнуть своими руками профильные трубы, предварительно не нагревая их, можно воспользоваться обучающим видео и следующими несложными рекомендациями.
- Получать требуемый изгиб на профильных трубах можно с помощью простейших приспособлений – тисков, оправок, гибочных плит.
- Можно использовать ручной трубогиб для изделий с круглым профилем. В этом приспособлении необходимо переделать рабочие ролики, форма выемки в которых должна соответствовать профилю трубы.
- Наиболее эффективно и точно согнуть трубы можно с помощью профилегибочного станка, который можно приобрести или изготовить своими руками.
Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
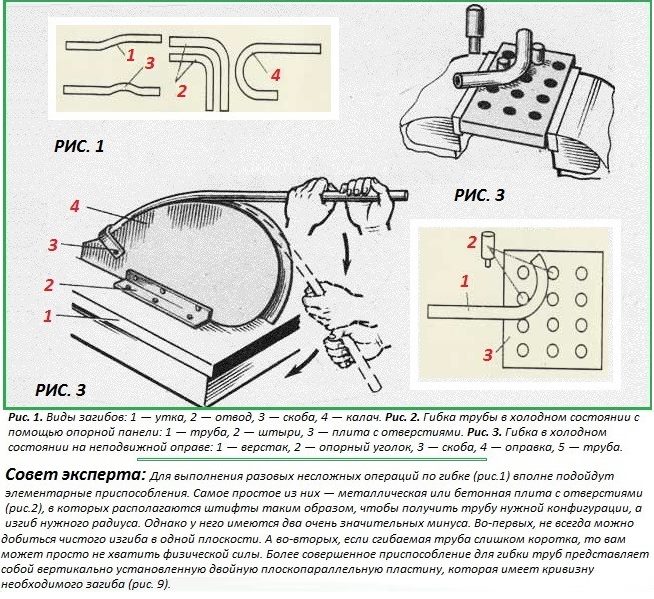
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.

Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
Сделать разовый изгиб трубы помогут элементарные приспособления
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.

Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
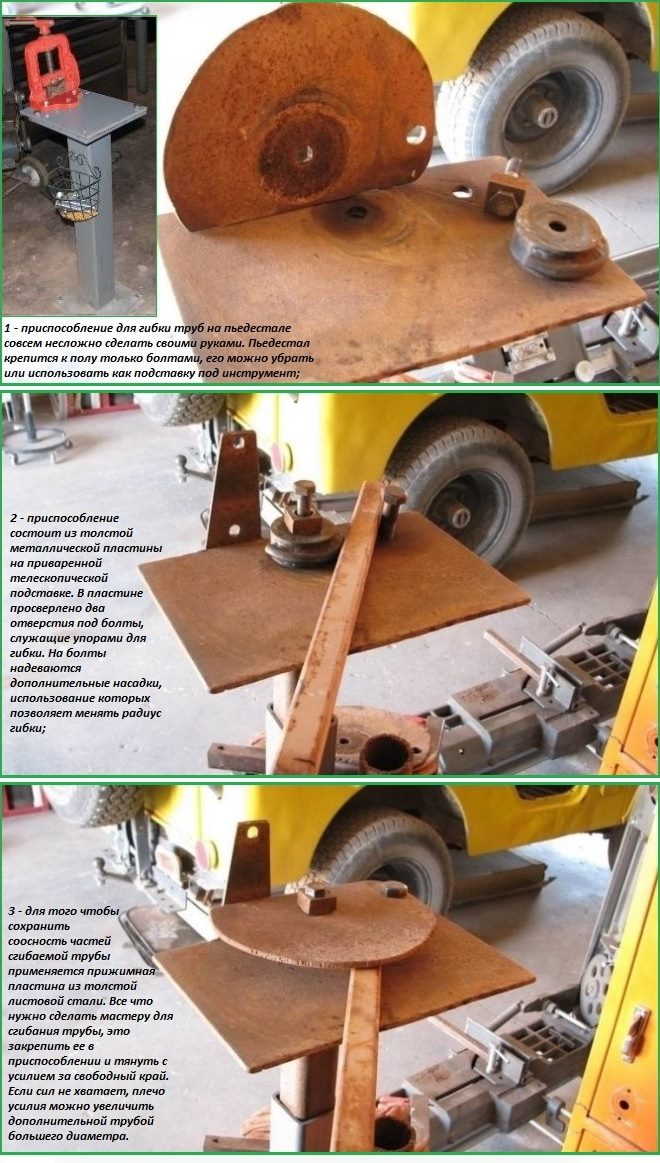
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
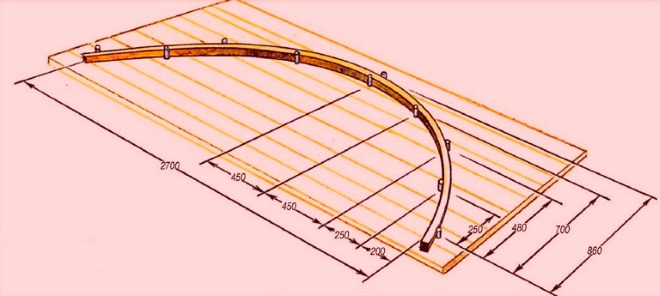
Схема стенда для гибки профильных труб
Принцип изготовления несложного самодельного гибочного устройства
В тот момент, когда вы не будете использовать такой модернизированный трубогиб, его пьедестал можно приспособить для выполнения различных слесарных операций.
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.

Сгибание профильной трубы при помощи оправки
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.

Один из многочисленных вариантов самодельного профилегиба
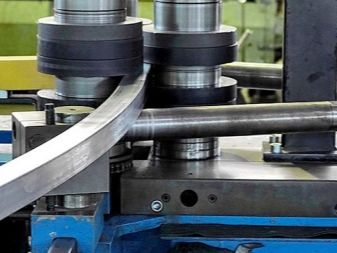
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
Очевидно, что вариантов устройств, позволяющих эффективно сгибать профильные трубы для изготовления теплицы, навеса или других конструкций, достаточно много. Рассмотрев эти варианты и выбрав из них тот, который оптимально соответствует вашим возможностям и потребностям, всегда можно обеспечить себя удобным и недорогим трубогибочным устройством.
Источник