- Изготовление гнутого швеллера
- Технология изготовления гнутого швеллера показана на четырех рисунках, представленных ниже.
- Для выполнения вышеперечисленных операций необходимо выполнить расчет в Excel нескольких технологических размеров.
- Основные способы гибки балки и швеллера
- Особенности изгиба швеллера
- Способы гибки швеллера
- Гибка швеллера в домашних условиях
- Особенности гибки двутавровой балки
- Холодная ковка своими руками
- Особенности изгиба швеллера
- Типы гибки
- Способы гибки швеллера
- Собственноручная гибка
- Гибка швеллера в домашних условиях
- Основные принципы гибки металла
- Особенности гибки двутавровой балки
- Разновидности и конструкция гибочных станков
- Чем вам помочь?
- Принцип использования трубогиба
- Изготовление гнутого швеллера
- Лучшие ответы
- Альтернативные способы сгибания
- Используем болгарку
- Способ с применением пружины
- Заполняем трубу песком
- Поможет обыкновенная вода
Изготовление гнутого швеллера
Опубликовано 20 Июл 2013
Рубрика: Механика | 2 комментария
 Изготовление гнутого швеллера двойной последовательной «V» — образной гибкой на листогибах (листогибочных прессах) из прямоугольных листовых заготовок – это одна из наиболее широко распространенных технологий единичного и мелкосерийного производства.
Изготовление гнутого швеллера двойной последовательной «V» — образной гибкой на листогибах (листогибочных прессах) из прямоугольных листовых заготовок – это одна из наиболее широко распространенных технологий единичного и мелкосерийного производства.
. гнутого профиля в машиностроении и строительстве.
В этой небольшой статье мы рассмотрим вкратце технологический процесс изготовления гнутого швеллера и выполним расчет в Excel некоторых важных, на мой взгляд, технологических размеров.
Технология изготовления гнутого швеллера показана на четырех рисунках, представленных ниже.
1. Установим заготовку, прижав ее к рабочей поверхности упора №1.

2. Нажмем на педаль листогиба – выполним первый сгиб.

3. Переустановим заготовку-полуфабрикат, прижав ее к рабочей поверхности упора №2.

4. Нажмем на педаль листогиба – выполним второй сгиб – швеллер готов!

Для выполнения вышеперечисленных операций необходимо выполнить расчет в Excel нескольких технологических размеров.
Исходные данные: нам нужен гнутый из листа толщиной S равнополочный швеллер с внутренними радиусами изгиба R , с высотой H и с шириной полок B .
Алгоритм действий:
1. Определим размеры заготовки — рассчитаем длину развертки профиля — L .
2. Определим расстояние от края заготовки до оси линии сгиба — a .
3. Вычислим координаты установки упора №1 – U1 .
4. Вычислим координаты установки упора №2 – U2 .
5. Для определения технологической возможности изготовления гнутого швеллера с заданными размерами рассчитаем размер от края свободной полки швеллера до оси матрицы – c и проверим – не упирается ли швеллер в конце хода пуансона в его боковую поверхность.
При отсутствии на вашем компьютере программы MS Excel можно выполнить расчет в программе Calc из бесплатного пакета Open Office.
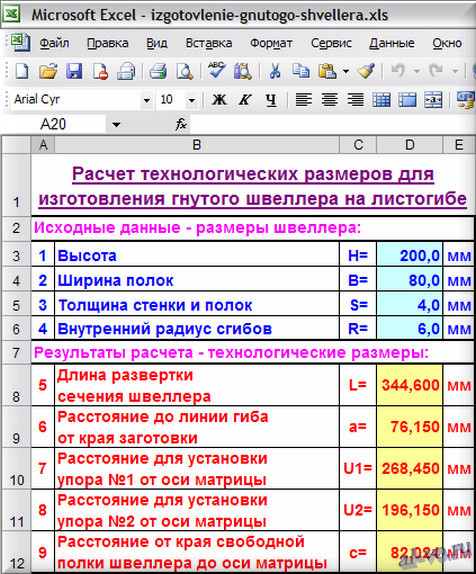
Исходные данные — в ячейках со светло-бирюзовой заливкой, результаты расчетов — в ячейках со светло-желтой заливкой.
Заполняем ячейки исходными данными:
1. Высоту швеллера H в миллиметрах заносим
в ячейку D3 : 200
2. Ширину полок швеллера В в миллиметрах пишем
в ячейку D4 : 80
3. Толщину стенки и полок S в миллиметрах пишем
в ячейку D5 : 4
4. Внутренний радиус сгибов R в миллиметрах записываем
в ячейку D6 : 6
Последующий расчет Excel выполнит на основе этих данных и выдаст пять необходимых технологических размеров.
Расчет в Excel выполняем по формулам:
5. Длину развертки сечения швеллера L в миллиметрах считаем
в ячейке D8 : =2*(D4-D5-D6)+D3-2*(D5+D6)+ПИ()*(D5/LN (1+D5/ D6)) =344,600
L =2*( B — R — S )+ H -2*( R + S )+3.14*( S /ln (1+ S / R ))
6. Расстояние до линии сгиба от края заготовки a в миллиметрах считаем
в ячейке D9 : =D4-D6-D5+ПИ()/4*(D5/LN (1+D5/D6)) =76.150
a = B — R — S +3.14/4*( S /ln (1+ S / R ))
7. Расстояние для установки упора №1 от оси матрицы U1 в миллиметрах рассчитываем
в ячейке D10 : =D8-D9 =268.450
U1 = L — a
8. Расстояние для установки упора №2 от оси матрицы U2 в миллиметрах рассчитываем
в ячейке D11 : =D3-D5-D6+ПИ()/4*(D5/LN (1+D5/D6)) =196,150
U2 = H — S — R +3.14/4*( S /ln (1+ S / R ))
9. Расстояние от края свободной полки швеллера до оси матрицы с в миллиметрах считаем
в ячейке D12 : =(D3-D4-D5)*(2^0,5)/2 =82.024
c =( H — B — S )*(2^0.5)/2
Боковая поверхность пуансона не должна отстоять от оси матрицы на расстоянии больше, чем c . Иначе в процессе гибки швеллер упрется в пуансон! В нашем примере это не грозит произойти, так как значение с весьма велико – 82,024 мм! Вряд ли пуансон будет зачем-либо изготовлен общей толщиной порядка 160 мм (два размера с )!
Уважаемые читатели, для получения анонсов статей моего блога прошу оформить подписку в окне «Подпишитесь на новости», расположенном вверху страницы. Введите адрес своей электронной почты и нажмите на кнопку «Получать анонсы статей». Изредка к вам на почтовый ящик будет приходить небольшое уведомление о появлении на моем блоге новой статьи, ее название и краткое описание. Если вам что-то не понравится или просто надоест автор или тема, вы прямо в почте всегда можете отказаться от подписки.
Жду ваших комментариев!
Ссылка на скачивание файла: izgotovlenie-gnutogo-shvellera (xls 31,5KB).
Источник
Основные способы гибки балки и швеллера
Чтобы согнуть двутавровую балку, понадобится особое оборудование. Швеллер же можно согнуть и вручную. Мы расскажем о всех способах гибки проката далее..

Швеллер и двутавр относятся к стандартным профилям и используются в ряде сфер, где к жесткости конструкций из них предъявляются повышенные требования. Прочным заготовкам с П- или Н-образным сечением сложнее придать криволинейность. Чтобы согнуть швеллер или двутавровую балку, понадобится особое оборудование. Далее — о конкретных способах придания профилям нестандартной формы.
Особенности изгиба швеллера

Швеллер симметричен лишь по условной горизонтали. Этим осложняется его изгиб, выполняемый в трех направлениях:
- по полкам;
- по стенке (полками наружу или внутрь).
Если гнуть металлический швеллер по полкам при помощи специального оборудования, риск деформации последних исключается. Во втором случае возможен их перекос из-за повышенного давления рабочего элемента оборудования.
Различают три типа изгиба П-образного швеллера:
- плавный (заготовка превращается в криволинейное изделие с одним или несколькими радиусами);
- местный (на выходе получается деталь с парой прямых концов, соединенных под одним заданным углом).
В домашних условиях согнуть плавно швеллер практически невозможно — для этого требуются профилегибочные станки, весьма громоздкие и дорогие. Местным способом гибки пользуются многие любители, которым для определенных целей понадобился гнутый профиль. Тем более, для этого достаточно пары инструментов, которые у настоящего умельца всегда под рукой.
Способы гибки швеллера
Есть следующие способы плавного сгибания профиля:
- Ручной. Понадобится бензорез или ацетиленовая горелка и шаблон из листа металла, на котором рисуют радиус предполагаемого изгиба. К листу привариваются ограничители. Один конец фиксируется тисками. Участок профиля нагревают и загибают вплотную к ограничителям. Последние также допускается приварить с выпуклой стороны, чтобы деформируемая заготовка лучше держала форму.
- Станочный. Агрегаты, задача которых — гнуть габаритный швеллер, называются профилегибами. Они подходят и для других видов профилей. Операция по приданию заготовке выпуклости/вогнутости именуется вальцеванием. Металл проходит через большие ролики, закрепленные на определенном расстоянии, и деформируется. Достоинства метода — возможность обойтись без нагрева заготовки, быстрота работы, универсальность (существуют станки для самых крупных швеллеров), точность загиба. Недостатки — внушительные размеры оборудования и высокая стоимость. Профилегибы используют лишь на предприятиях, выпускающих металлопрокат или подобную продукцию.
Гибка швеллера в домашних условиях
Последовательность работы такова:
- на полках швеллера наносятся разметочные линии в соответствии с требуемым углом наклона (изгиба) профиля;
- с обеих сторон болгаркой вырезается треугольный кусок металла; важно, чтобы резка выполнялась точно, симметрично, иначе заготовку не получится согнуть;
- профиль загибается под выбранным углом в месте выреза;
- для возвращения прочности стык заваривается;
- сварной шов обрабатывается шлифовальным диском.
Этот метод — единственно верный, который позволит гнуть металлический швеллер без использования дорогого оборудования.
Особенности гибки двутавровой балки
- изгиб плашмя (например, для рельсов);
- изгиб на ребро (для несущих конструкций).
Выполняется гибка двутавровой балки только на профилегибочных станках. Для способа «на ребро» требуются особые машины, предотвращающие завал боковых сторон и сохраняющие сечение профиля.
Наименьший радиус изгиба зависит от размеров профиля и устанавливается заводом-изготовителем станков. Процесс выполняется по аналогии со швеллером с любыми видами балок (колонными либо широкополочными).
Чтобы заготовка не получилась кривой, необходим тщательный контроль за каждым этапом работы со стороны оператора агрегата. Хоть современные машины не требуют участия человека в операциях, они не смогут повлиять на жесткость конструкции, если исходные параметры будут выставлены неверно. Поэтому работа на станке выполняется плавно, желательно, неторопливыми подходами. Если требуется получить минимальный радиус для конкретного двутавра, лучше разбить процесс гибки на несколько стадий.
Приведенные выше советы помогут начинающим специалистам гнуть металлический швеллер или двутавр. Во многих городах страны есть предприятия, готовые выполнить описанные работы на профилегибочных станках. Обратиться к ним намного выгоднее, чем покупать оборудование на свои деньги. Согнуть швеллер же в домашних условиях не составит труда, если под рукой имеется нужный инструмент. Если вам известны иные способы плавного или местного изгиба профилей, поделитесь своими навыками в комментариях к статье.
Источник
Холодная ковка своими руками
Особенности изгиба швеллера

Швеллер симметричен лишь по условной горизонтали. Этим осложняется его изгиб, выполняемый в трех направлениях:
- по полкам;
- по стенке (полками наружу или внутрь).
Если гнуть металлический швеллер по полкам при помощи специального оборудования, риск деформации последних исключается. Во втором случае возможен их перекос из-за повышенного давления рабочего элемента оборудования.
Различают три типа изгиба П-образного швеллера:
- плавный (заготовка превращается в криволинейное изделие с одним или несколькими радиусами);
- местный (на выходе получается деталь с парой прямых концов, соединенных под одним заданным углом).
В домашних условиях согнуть плавно швеллер практически невозможно — для этого требуются профилегибочные станки, весьма громоздкие и дорогие. Местным способом гибки пользуются многие любители, которым для определенных целей понадобился гнутый профиль. Тем более, для этого достаточно пары инструментов, которые у настоящего умельца всегда под рукой.
Типы гибки
Существует два основных способа сгибания металлических листов:
- Продольная — до изгиба материал не разогревается. Из-за этого невозможно сгибать заготовки большой толщины.
- Поперечная — включает три технологические операции — изгиб, осаживание, вытяжка. Предварительно деталь нагревается. Кромки сгибаются без разогревания.
Радиусная гибка металла осуществляется с помощью ручного или промышленного оборудования. Зависимо от того, какую форму готового изделия нужно получить, изменяется конструкция станков.
Листогибочный пресс (Фото: Instagram / stankoprom)
Способы гибки швеллера
Достоинство плавного метода — сохранения целостности заготовки. На швеллере не будет сварочных швов, что сохранит его прочностные характеристики и коррозионную стойкость. Гибка швеллера осуществляется медленно, постепенно, пока изделие не обретет требуемую форму.
Есть следующие способы плавного сгибания профиля:
- Ручной. Понадобится бензорез или ацетиленовая горелка и шаблон из листа металла, на котором рисуют радиус предполагаемого изгиба. К листу привариваются ограничители. Один конец фиксируется тисками. Участок профиля нагревают и загибают вплотную к ограничителям. Последние также допускается приварить с выпуклой стороны, чтобы деформируемая заготовка лучше держала форму.
- Станочный. Агрегаты, задача которых — гнуть габаритный швеллер, называются профилегибами. Они подходят и для других видов профилей. Операция по приданию заготовке выпуклости/вогнутости именуется вальцеванием. Металл проходит через большие ролики, закрепленные на определенном расстоянии, и деформируется. Достоинства метода — возможность обойтись без нагрева заготовки, быстрота работы, универсальность (существуют станки для самых крупных швеллеров), точность загиба. Недостатки — внушительные размеры оборудования и высокая стоимость. Профилегибы используют лишь на предприятиях, выпускающих металлопрокат или подобную продукцию.
Собственноручная гибка
Чтобы знать, как работать с металлическими листами, изготавливать изделия требуемой формы, нужно учитывать радиусы гибки листового металла. Максимальные и минимальные радиусы можно посмотреть по специальным таблицам, которые можно найти в интернете. Этапы проведения технологического процесса:
- Проверяется целостность листа.
- Рассчитывается соотношение толщины заготовки, усилий, передаваемых через оборудование на неё, прочности металла.
- Изготавливается чертёж будущего изделия.
- Выставляется угол на оборудовании.
После запуска производится изгиб. Важно перепроверить точность выставления детали, чтобы не случилось перекоса.
Радиусная гибка — отдельный технологический процесс, с помощью которого обрабатываются металлические листы. Он позволяет деформировать металл, не изменяя его структуры. Мастеру нужно рассчитывать углы, принимая во внимание вид металла, сплавов, толщину листа. Неправильные расчёты приведут к образованию микротрещин, которые повлияют на целостность детали.
Гибка швеллера в домашних условиях
Строительных дел мастера наверняка задавались вопросом, как согнуть данный профиль. В гаражных условиях возможен лишь местный загиб, поскольку для громоздкого станка вряд ли найдется место. Для работы понадобятся сварочный аппарат, а также болгарка с обоими видами дисков.
Последовательность работы такова:
- на полках швеллера наносятся разметочные линии в соответствии с требуемым углом наклона (изгиба) профиля;
- с обеих сторон болгаркой вырезается треугольный кусок металла; важно, чтобы резка выполнялась точно, симметрично, иначе заготовку не получится согнуть;
- профиль загибается под выбранным углом в месте выреза;
- для возвращения прочности стык заваривается;
- сварной шов обрабатывается шлифовальным диском.
Этот метод — единственно верный, который позволит гнуть металлический швеллер без использования дорогого оборудования.
Основные принципы гибки металла
Когда мастеру нужно получить изделие с углами определённой формы, он может разрезать металлический лист, а затем сварочным аппаратом соединить отдельные детали под нужным углом. Однако нагревание материала до высоких температур изменяет его структуру, что может негативно сказаться на свойствах металла.
Чтобы не нарушать целостность заготовки, не изменять структуру материала, можно провести сгибание металлических листов. Принцип гибки заключается в том, что наружные слои металла растягиваются, а внутренние сжимаются. Листы предварительно не разогреваются. Оборудование работает по принципу системы рычагов, на которые передаёт усилие мастер или привод. Максимальный угол изгиба определяется зависимо от толщины заготовки, вида материала, его характеристик.
При изгибании листов по радиусу или под острыми углами, необходимо предварительно проверять точность выставления деталей. Если произошёл перекос, а изделие было согнуто, могут образоваться микротрещины, которые приведут к разрушению целостности заготовки при эксплуатации.
Особенности гибки двутавровой балки
Двутавр — стандартный профиль, который сгибается только по радиусу (плавно). В зависимости от назначения деформированного изделия различают два вида работы:
- изгиб плашмя (например, для рельсов);
- изгиб на ребро (для несущих конструкций).
Выполняется гибка двутавровой балки только на профилегибочных станках. Для способа «на ребро» требуются особые машины, предотвращающие завал боковых сторон и сохраняющие сечение профиля.
Наименьший радиус изгиба зависит от размеров профиля и устанавливается заводом-изготовителем станков. Процесс выполняется по аналогии со швеллером с любыми видами балок (колонными либо широкополочными).
Чтобы заготовка не получилась кривой, необходим тщательный контроль за каждым этапом работы со стороны оператора агрегата. Хоть современные машины не требуют участия человека в операциях, они не смогут повлиять на жесткость конструкции, если исходные параметры будут выставлены неверно. Поэтому работа на станке выполняется плавно, желательно, неторопливыми подходами. Если требуется получить минимальный радиус для конкретного двутавра, лучше разбить процесс гибки на несколько стадий.
Разновидности и конструкция гибочных станков
Изделия из листового металла обрабатываются с помощью разных видов оборудования для гибки. Разновидности листогибов:
- Ручные механизмы. Представляют собой станки, которые работают по системе рычагов. Для сгибания заготовок мастеру нужно прилагать усилия через специальные ручки, поднимающими прижимную пластину.
- Оборудование с гидравлическими, пневматическими приводами, электродвигателями. Это промышленные станки, которые позволяют сократить усилие со стороны рабочего при проведении гибки.
- Вертикальные листогибочные прессы. Заготовка располагается на рабочем столе. Сверху на неё начинает давить рабочая часть пресса. Она приводится в движение пневматической или гидравлической системой.
- Трубогибы с разными системами управления. Могут быть ручными, оборудованными приводами, облегчающими рабочий процесс.
- Угловые трубогибы.
- Дорновые трубогибы.
Сложности применения станков напрямую зависят от системы управления. Ручные модели требуют точной проверки размещения заготовки, передачи усилий на рычаги, чтобы согнуть заготовку. Если на оборудовании установлена система ЧПУ, рабочий процесс становится более эффективным, точным, быстрым. Однако работать на станках, оборудованных ЧПУ сложнее чем на простых моделях. Нужно знать, как выставлять настройки, задавать алгоритмы, снимать ошибки.
Чем вам помочь?
Предлагаемая гибка сортового проката включает в себя гибку круглой трубы (отводы, спирали, змеевики, кольца, полукольца), швеллера, балки, профильной трубы, уголка, арматуры.
Гибка сортового проката актуальна как в строительстве, например для изготовления элементов облицовки, лестничных ограждений, предметов ландшафтной архитектуры, так и в для производства деталей машино- и станкостроения.
Гибка на трехвалковом профилегибочном станке позволяет нам гнуть профильный сортовой прокат c различным диапазоном размеров сортамента, подлежащего гибке.
Мы осуществляем гибку профилей из различного металла:
- — алюминий;
- — черный металл;
- — нержавеющая сталь;
- — оцинкованный металл;
- — латунь;
- — медь
Технические возможности станка РВТ-35
| Размер профиля (мм) | Вид профиля | |
| 1200 | 700 | |
| 1400 | ||
| 1400 1500 | ||
| 1000 1600 | 1200 | 1200 |
| 1000 | ||
| 2500 | ||
| 1000 1200 2000 | 1200 | 1500 2000 |
Наличие высокотехнологичного оборудования позволяет нам осуществлять процесс гибки практически любого сортового металлопроката, а также производить ускоренную обработку конструкций, имеющих даже нестандартные сечения и диаметры.
Мы понимаем, что наша продукция должна выдерживать на себе большую нагрузку и от качества ее исполнения зависит не только долговечность объектов, но и безопасность людей. Поэтому на нашем производстве каждый рабочий процесс контролируется и продукция проходит строгий контроль качества.
Принцип использования трубогиба
Согнуть профильную трубу (особенно это касается изделий крупного диаметра) своими руками далеко не всегда представляется возможным. Для этих целей существуют специальные устройства – трубогибы. Стандартный трубогиб оборудован ведущим колесом, которое, перемещаясь вдоль одной из граней, аккуратно сгибает отрезок трубы в необходимом направлении.
Рекомендуем ознакомиться: Виды бесшовных нержавеющих труб и особенности их применения
Трубогибы бывают двух видов:
- Ручные. Колесо устройства приводится в действие вручную, посредством специальной рукоятки. Хорошо подходят для труб с небольшой площадью сечения.
- Электрические. Использование таких устройств оправдано в тех случаях, когда объем работ достаточно велик, а сами трубы обладают при этом солидными габаритами. Аппарат включается в стандартную сеть электропитания, а перемещение колеса осуществляется посредством электропривода. Позволяет получать более ровные изделия при ощутимой экономии времени.
Если работы носят однократный характер, покупка собственного трубогиба может оказаться нерентабельной. В таком случае стоит подумать о взятии устройства в аренду, либо рассмотреть один из альтернативных способов сгибания.
Изготовление гнутого швеллера
Опубликовано 20 Июл 2013 Рубрика: Механика | 2 комментария
Изготовление гнутого швеллера двойной последовательной «V» — образной гибкой на листогибах (листогибочных прессах) из прямоугольных листовых заготовок – это одна из наиболее широко распространенных технологий единичного и мелкосерийного производства.
. гнутого профиля в машиностроении и строительстве.
В этой небольшой статье мы рассмотрим вкратце технологический процесс изготовления гнутого швеллера и выполним расчет в Excel некоторых важных, на мой взгляд, технологических размеров.
Лучшие ответы
На левом кольце — 20 резов, на правом — 40 резов, смоделировано в Кореле в масштабе 1:1 25 мм или сантиметров? 25 мм можно гнуть совсем без резов…
Автокад сам не нарисует. Подобные вещи можно посмотреть в Справочнике конструктора-машиностроителя например Анурьева. Там все размеры секторов, радиусы и зазоры приводятся. Если не найдете справочник, нарисуйте в масштабе и на чертеже определите количество резов, с учетом зазоров на сварочные швы.
Наверное швеллер N25. Желательно уточнить, N-швеллера, и относительно какой полки Вы собираетесь его гнуть, Даже такой швеллер можно согнуть без резов. Гнуть нужно по шаблону, постепенно прогревая полки швеллера (бензорезом, ацетиленовым резаком) , желательно 2-мя. Для этого один из концов швеллера нужно защемить. Гнуть желательно на металлическом листе. Где прочерчен радиус изгиба. И приварены ограничители, вокруг которых и будет производиться гибка. Чтобы подстраховаться от разгиба, с выпуклой стороны, тоже необходимо приваривать несколько ограничителей, по мере изгиба.
Конечно можно, только надо еще и дискретность знать.
Можно гнуть с резами. Но сам видел как гнули рельс только нагревая резаком.
Альтернативные способы сгибания
К счастью, для сгибания труб вовсе не обязательно иметь под рукой специальное оборудование. Народная смекалка уже давно изобрела не один способ добиться желаемого результата без использования трубогиба.
Используем болгарку
На участке, где требуется сделать загиб трубы при помощи болгарки делается несколько поперечных распилов. Чем меньше должен быть радиус изгиба, тем большее количество распилов понадобится. В большинстве случаев достаточно трех. Далее, профильная труба без особых усилий сгибается, а места пропилов завариваются при помощи сварки.
Если заваренные участки аккуратно зашлифовать, то полученное изделие будет выглядеть очень достойно. Никаких складок или сильной потери прочности на месте сгиба не возникнет. А вот идеальной округлости такой способ не даст, ведь загиб будет состоять из нескольких прямых участков, расположенных под углом друг к другу.
Способ с применением пружины
Для изготовления пружины понадобится стальная проволока сечением 2 мм. Проволока загибается по форме профиля с таким расчетом, чтобы сторона каждого сегмента была на несколько миллиметров меньше, чем соответствующая сторона профиля трубы и могла свободно перемещаться по ее внутренней протяженности.
Далее, пружина просто вставляется в трубу, и сгибается до необходимого радиуса. Для облегчения процедуры сгиба участок трубы можно разогреть.
Обратите внимание! Чтобы не возникло проблем с удалением пружины из полости профильной трубы после процедуры сгибания, к ближайшему ее концу следует надежно прикрепить кусок проволоки.
Заполняем трубу песком
Этот способ поражает простотой и эффективностью, ведь все необходимые материалы в буквальном смысле лежат под ногами:
- Предварительно подготавливаем два деревянных клинышка, которые смогут плотно закрыть полость трубы.
- Деревянный клин плотно забиваем в конец трубы.
- Заполняем трубу песком, предварительно просеянным и просушенным.
- Вбиваем второй клин.
Рекомендуем ознакомиться: Какую лучше трубу выбрать для дымохода
Далее, один из концов трубы фиксируется и производится сгибание. Для облегчения процедуры участок трубы также можно нагреть. По окончании работ клинья удаляются, а песок высыпается.
Использование плотной песчаной подушки поможет предотвратить деформации, обеспечив ровный и прочный сгиб.
Поможет обыкновенная вода
Один конец профильной трубы закрывается заглушкой, после чего в полость заливается вода. Непременное условие – наличие отрицательной температуры, достаточной для замерзания жидкости. После замерзания воды труба без особых проблем согнется, а место сгиба будет красивым и прочным.
Это важно! Метод подходит для труб из цветных металлов, не подверженных коррозии.
Источник