- Как настроить гармонь самому?
- Пой,гармоника!
- Всё о гармони и гармонистах
- Настройка язычковых инструментов
- О порогах возбуждения язычков и показателях стабильности строя
- Область темперирования и этапы настройки
- Особенности шлифовки язычков для повышения-понижения их частоты
- Инструменты для настройки
- Поведение язычка после механической обработки,релаксации внутренних напряжений и приклеивания лайки
- Что влияет на точность настройки
- Определения направления темперации
- Настройка области темперирования
- Порядок настройки планок и особенности опиливания язычков
- Контроль качества настройки
- Пой,гармоника!
- Всё о гармони и гармонистах
- Изготовление голосовых язычков
- Раскрой стальной ленты,пробивка отверстия и разметка контура язычка
- Формирование контура и подгонка язычка к голосовому проёму
- Шлифовка профиля язычка и доведение до нужного тона
- Наклёпка заготовленного язычка на планку
- Особенности изготовления язычков низких тонов
Как настроить гармонь самому?
- Сообщений: 52
- Спасибо получено: 3
Всем привет! Прошу строг не судить, но я решился написать новую тему. В последнее время меня мучает вопрос настройки гармони. У меня есть старинная гармонь чайка, которая досталась в плохом состоянии в выломанными голосами. Планки я заменил, но играет она отвратительно. Плюс была ржавчина на голосах, ее кое как почистил.
Решил проверить, по тюнеру правую сторону и оказывается настройка там не в ноль, а совсем другая. Каждая кнопка имеет разные отклонения. То в плюс, то в минус. Читал, что настройку производят в квинту и кварту, по схеме, но не понял как это?
Прошу не забрасывать меня тапками и писать мол типа лучше отдай мастеру и т.п. Мне очень хочется разобраться в этом вопросе. Если вам не жалко поделиться своими знаниями, то я с удовольствием приму к сведению.
Пожалуйста Войти или Регистрация, чтобы присоединиться к беседе.
- Юрий 50
 —>
—>- Не в сети
 —>
—>- Сообщений: 519
- Спасибо получено: 119
Пожалуйста Войти или Регистрация, чтобы присоединиться к беседе.
- Николай
- Автор темы —>
- Не в сети
 Автор темы —>
Автор темы —>- Сообщений: 52
- Спасибо получено: 3
Здравствуйте, Юрий! Много раз уже читал эту тему. Да, там очень много написано полезной информации, которой не найти на просторах интернета. Для себя я уже многое узнал из данной темы. Понимаю, что это не легкое дело и многие не хотят браться сами за него. Бояться сделать только хуже! Но это понятно)
На самом деле гармонь же реально настроить самому? или? Читая тему, которую Вы мне посоветовали, было понятно, что многие сейчас уже профессиональные мастера смогли не только научиться настроить гармонь, но и сделать свою собственную.
Мне не понятно только одно, неужели никто не может пообщаться со мной по этому вопросу. На сайте очень много людей, которые большие специалисты в этой области и их опыт несомненно выше чем моего. Может каждый из мастеров хранит свой секрет?
Про настройку в унисон слышал многое, но пробовать настраивать не решаюсь. Тем более правая сторона на заводской чайке была настроена точно не в ноль.
Приведу свои догадки на этот счет: по всей видимости гармонь строилась по некоторой разгонки, которую применяли в свое время на фабрике. Например на гармони чайка два там уже совсем другая настройка. Вот только разгадать, как настраивали ее у меня ни как не получается. Например ля первой октавы настроенна в унисон, а другая кнопка уже в минус 25 и так далее по всем кнопкам, то в минусе то в плюсе.
Пожалуйста Войти или Регистрация, чтобы присоединиться к беседе.
Источник
Пой,гармоника!
Всё о гармони и гармонистах
Настройка язычковых инструментов
Частота колебаний язычка в некоторой степени зависит от силы воздушного потока, действующего на язычок. В тех пределах, в которых изменяется давление воздуха в меховой камере инструмента, частоты язычков могут изменяться до 12 центов, точность же настройки, которой достигают квалифицированные мастера,— единицы центов. Поэтому язычковые инструменты настраивают при строго постоянном давлении воздуха, близком к нормальному среднему давлению воздуха в меховой камере инструмента, соответствующему средней громкости звучания.
Минимальная разница в давлении воздуха по обе стороны язычка, при которой в нем могут возбудиться колебания, так называемый порог возбуждения язычка, равен в среднем 4—25 мм вод. ст. и увеличивается от низких нот к высоким.

О порогах возбуждения язычков и показателях стабильности строя
Минимальность порогов возбуждения — один из показателей высоких звуковых качеств язычковых инструментов. Различие порогов возбуждения соседних тонов не должно быть заметно на слух. Слишком высокое давление воздуха на язычок приводит к срыву его колебаний. В хороших инструментах порог срыва колебаний составляет 210—250 мм вод. ст. Настройка при средней величине давления воздуха в камере приводит к тому, что при достижении пороговых значений давлений частота колебаний язычка будет отклоняться от среднего значения на 1 —1,5 Гц. Общая величина изменения частоты язычка при изменении давления воздуха от порога возбуждения до порога срыва колебаний — показатель стабильности строя.
Область темперирования и этапы настройки
Высотное положение области темперирования в язычковом инструменте несколько иное, чем в фортепиано,— обычно это октава ми 1 — ми 2 . Это объясняется тем, что октава ми 1 —ми 2 находится практически посредине диапазона мелодии язычкового инструмента, в ней хорошо прослушиваются биения в настраиваемых квинтах и квартах.
Принципы построения планов настройки такие же, как описанные нами ранее для фортепиано. Общее количество настроек язычкового инструмента меньше, чем у фортепиано.
Различают черновую настройку язычков с точностью примерно 1/2 полутона, предварительную настройку голосовых планок с точностью 1/12 — 1/16 полутона и окончательную настройку голосовых планок уже в корпусе инструмента с точностью 1/32 полутона.
Особенности шлифовки язычков для повышения-понижения их частоты
Частота колебаний любой системы пропорциональна корню квадратному из отношения жесткости системы к ее колеблющейся массе. Поэтому при шлифовке металла язычка частота изменяется в зависимости от того параметра, который больше изменился в результате данной операции.
При шлифовке в любом месте язычка одновременно меняются и его масса, и жесткость. Однако степень этого изменения различна в зависимости от места обработки. Обработка основания язычка уменьшает отношение жесткости к массе, так как изменяет жесткость в большей степени, чем массу. Поэтому при такой обработке частота колебаний язычка уменьшается. Аналогично рассуждая, легко понять, что при обработке вершины язычка частота его собственных колебаний увеличивается.
Инструменты для настройки
Инструмент для настройки язычков несложен. Это шаберы круглого сечения, надфили (с мелкой бархатной насечкой), тонкая стальная пластинка-подголосник (иногда называемая голосником, стройником), поддерживающая язычок при его обработке, крючки для подъема внутренних язычков. Могут понадобиться наковальня, молоток, плоскогубцы, нож и ножницы.
На предварительной настройке, когда снимается достаточно толстый слой металла, применяется абразивный круг, приводимый в движение небольшим электродвигателем с помощью гибкого вала.
В фабричных условиях настройку производят в специальной заглушённой кабине, которая оборудована воздуходувкой — устройством для создания необходимого перепада давлений воздуха по обе стороны язычка (за счет разрежения воздуха). Стол воздуходувки снабжен специальным приспособлением для зажима голосовой планки. Установив голосовую планку, ее сначала возбуждают щипком с помощью подголосника.
Предварительную настройку производят в унисон по контрольным (эталонным) язычкам. При подкладывании подголосника под внутренний язычок надо следить за тем, чтобы язычок не заклинивался и не деформировался.
Поведение язычка после механической обработки,релаксации внутренних напряжений и приклеивания лайки
Высота звучания язычка изменяется в процессе его механической обработки, которая создает в теле язычка напряжения. Их релаксация приводит к последующему изменению жесткости в месте крепления язычка и, как следствие, к изменению высоты звука. При обработке язычок нагревается, и в процессе остывания в нем также изменяются напряжение и высота звука. В результате явлений релаксации звук, издаваемый язычком, повышается довольно быстро после окончания его настройки; для разных язычков это повышение различно.

Приклейка лайки вызывает противоположное изменение частоты — понижение звука. Эта операция в какой-то мере компенсирует завышение звука, вызываемое релаксацией механических напряжений. Точную настройку проводят уже после приклейки лайки. Если настройку язычков производят по слуху, то пользуются контролем частоты биений, которая для настроенных интервалов та же, что и для фортепиано.
В настоящее время существуют специальные приборы, которые существенно облегчают процесс предварительной настройки в производственных условиях. В этом случае частоты язычков сравниваются с эталонными частотами, вырабатываемыми электронным генератором, а контроль степени настройки осуществляется визуально по экрану электронно-лучевой трубки.
Что влияет на точность настройки
На высоту тона язычков влияют резонаторы и корпус инструмента, поэтому окончательная, чистовая настройка производится только в корпусе того инструмента, в котором будут установлены данные резонаторы. Здесь необходимо проверить состояние и качество приклейки лайковых клапанов на планках, влияющих на настройку.
На точность настройки язычка на голосовой планке влияет даже плотность установки планки на резонаторе и надежность герметизации планки по периметру канифольно-восковой мастикой. При неплотной установке и разгерметизации планка сама начинает вибрировать вместе с язычком, давая биения в звуке.
Инструмент и оборудование, применяемые при окончательной настройке, в принципе не отличаются от инструментов для предварительной настройки, но метод настройки в большинстве случаев слуховой, по биениям, который пока позволяет достичь большей точности.
Определения направления темперации
Поэтому здесь иная методика определения направления темперации. Основание язычка плотно зажимается каким-либо металлическим ребром, при этом повышается жесткость язычка, а его собственная частота увеличивается.
Допустим, мы проверяем нижний язычок интервала, направление темперации которого должны определить. Прижатие основания повышает частоту нижнего звука, и это повышение либо увеличивает число биений в данном интервале, либо уменьшает. Увеличение числа биений говорит о том, что интервал был настроен в зоне сужения интервала, уменьшение числа биений — о том, что интервал был настроен в зоне расширения.
Настройка области темперирования
В многоголосых инструментах (современные аккордеоны и баяны) область темперирования настраивают по какой-либо одной паре язычков на сжим и разжим меха. Язычки на других голосовых планках закрывают пластинкой с мягкой прокладкой (например, лайкой). Планки области темперирования, оставшиеся открытыми, называют строевыми.
После настройки области темперирования настраивают все остальные строевые планки, находящиеся в том же ряду.
Порядок настройки планок и особенности опиливания язычков
Дальнейший порядок настройки планок мелодии и аккомпанемента может быть выбран следующий:
- язычки басовой части большой октавы (октавными интервалами по язычкам мелодии, принятым за строевые);
- язычки басовой части малой октавы (октавными интервалами по язычкам большой октавы баса);
язычки контроктавы (октавными интервалами по язычкам большой октавы баса); - язычки первой октавы аккомпанемента (в унисон с язычками мелодии);
- язычки малой октавы аккомпанемента (в октаву с язычками первой октавы аккомпанемента);
- язычки нестроевых планок мелодии (в унисон с язычками строевых планок мелодии).
В многоголосых инструментах третьи и четвертые ряды язычков настраивают в октаву и в розлив с язычками строевых планок, возможен также и пятый ряд язычков, который настраивают на октаву выше.
Опиливание язычков в процессе настройки требует высокой тщательности и аккуратности. Поспешность приводит к многократному снятию слоя металла то у основания, то у вершины. Многократное подпиливание язычка ухудшает его свойства: снижается стабильность частоты при изменении воздушного давления, понижается порог срыва колебаний, уменьшается громкость, ухудшается тембр — он становится гнусавым, неглубоким. Единственное улучшение — понижение порога возбуждения — не оправдывается на фоне прочих нежелательных изменений звуковых свойств.
Бывают язычки другого рода — слишком жесткие. Недостатки таких язычков: повышенный порог возбуждения, необходимость большого расхода воздуха, громкий, крикливый тембр.
Контроль качества настройки
Качество настройки необходимо постоянно контролировать. Каждый вновь настраиваемый ряд голосовых планок нужно проверять по возможно большему числу ранее настроенных рядов интервалами в унисон и октаву. Требуется обязательная сверка язычков мелодии, баса и аккомпанемента.
Целесообразно проверить последовательность одноименных интервалов и обратить внимание на равномерность изменения частоты биений в соседних интервалах. Если инструмент имеет розлив, то его тембральная окраска также должна равномерно изменяться от тона к тону.
Заканчивают проверку строя контролем правильности звучания аккордов в мелодии и басах, а также проверкой одновременно звучащих аккордов мелодии и аккомпанемента.
Существенный момент проверки настройки: окончательный контроль должен выполняться не реже, чем через сутки после последней настройки, то есть когда будет практически закончен процесс релаксации механических напряжений и строй станет устойчивым.
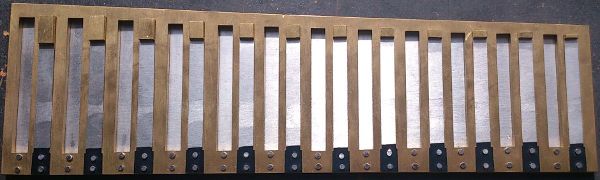
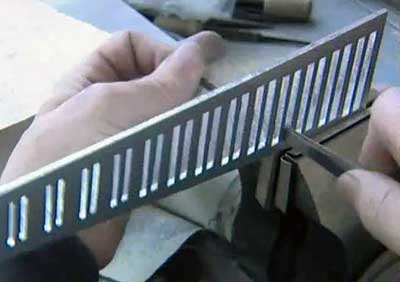
Мастер по изготовлению голосовых планок показывает, как выпиливают голос в нужный тон впроцессе изготовления голосовых планок:
Источник: В.Г.Порвенков «Аккустика и настройка музыкальных инструментов», 1990г.
Источник
Пой,гармоника!
Всё о гармони и гармонистах
Изготовление голосовых язычков
Изготавливают недостающие язычки в том случае, если ремонтируют цельные или секционные планки или если в мастерской не оказалось запасных кусковых планок. B зависимости от тона язычков для их изготовления применяют термообработанную стальную ленту толщиной от 0,35 до 0,7 мм.
Раскрой стальной ленты,пробивка отверстия и разметка контура язычка
Если стальная лента широкая, ее разрезают на полоски, ширина которых равна ширине язычка y основания. Для этого применяют ручные ножницы по металлу, рычажные ножницы,прикреплённые к рабочему столу, или роликовые ножницы.
Нарезанные полоски разрезают на отрезки длиной 200-300 мм. На отрезках стали намечают места для заклепочного отверстия и пуансоном пробивают его.
Далее в планочное отверстие туго насаживают заклепку, выступающий конец которой продевают в отверстие стальной полоски; последнюю большим пальцем левой руки прижимают к планке и c противоположной стороны планочного отверстия большой иглой или шилом проводят риску, определяющую будущие габаритные размеры язычка. Стальная полоска должна быть установлена так, чтобы ее продольная ось совпала с продольной осью планочного проема.
Формирование контура и подгонка язычка к голосовому проёму
Подгонку язычка по проему планки производят в специальной латунной или стальной вводке, имеющей продольные пазы разной ширины и глубины. Меньшие по размеру язычки устанавливают в пазы меньшего размера, большие в большие.
Чтобы получить минимальные просветы между кромками язычка и стенками планочного проема, шлифовать кромки язычка нужно напильником с мелкой насечкой постепенно, очень аккуратно, неоднократно проверяя зазоры на свет.
Шлифовка профиля язычка и доведение до нужного тона
Язычок шлифуют c наружной стороны, придавая ему необходимый по тону профиль. Внутреннюю сторону язычка шлифовать не рекомендуется, так как снятие с поверхности стали воронения способствует более быстрой коррозии.
Ручное шлифование производят трехгранным напильником c полубархатной насечкой; при этом опорой для шлифуемого язычка является торцовая поверхность бруска из твердолиственной породы древесины (бук, дуб, клен, самшит).
Чтобы язычок при шлифовании не скользил по торцовой поверхности бруска, на него прибивают упорную шпильку, к которой и прижимается язычок.
Неопытный шлифовальщик, стремящийся получить правильно звучащий и хорошо обработанный язычок, должен тщательно осмотреть профиль парного голоса и при доведении язычка до тона в основном руководствоваться формой профиля этого парного язычка. Тон шлифуемого язычка проверяют и доводят до унисона c парным язычком.

Для получения правильного профиля язычка следует шлифовать язычок так, чтобы кривизна профиля на шлифованной стороне была плавной, чтобы язычок при колебании изгибался по всей рабочей длине, риски от шлифования на поверхности язычка были мелкими и располагались строго перпендикулярно к продольной оси язычка.
Наклёпка заготовленного язычка на планку
Заготовленный, но еще не отрезанный от полоски язычок приклепывают к планке, после чего ребром напильника его отрезают от полоски.
Перед приклепыванием выступающий конец заклепки вставляют в цилиндрическое углубление на небольшой специальной наковальне и ударами молотка c обратной стороны расклепывают заклепку, которая прижимает язычок к планке. Затем планку с язычком переворачивают и легкими ударами молотка расклепывают второй конец заклепки.
При выполнении этой ответственной операции надо следить, чтобы на заклепке не образовалось боковой кривизны, так как она отведет продольную ось язычка в сторону от продольной оси проема и кромка язычка будет соприкасаться c боковой стенкой платочного проема. Кривизна заклепки в направлении продольной оси язычка приведет к тому, что между верхней кромкой язычка и торцовой стенкой проема образуется большой просвет и, наоборот, при изгибе в другую сторону язычок немного сместится к торцовой поверхности проема и будет ударяться o нее при колебаниях.
B случае изгиба и небольшого смещения язычка в ту или другую сторону планку ставят на ребро, выступающую часть заклепки прижимают к поверхности наковальни и легкими ударами молотка по ребру планки выпрямляют заклепку, придавая язычку нужное направление.

После установки язычка на свое место заклепку расклепывают окончательно, надежно закрепляя язычок на планке.
Приклепка язычка к планке должна быть выполнена так, чтобы пятовая часть его плотно прилегала к планке и язычок не поворачивался вокруг заклепки. Однако следует иметь в виду,что чрезмерное расклепывание приведет к расширению сечения заклепки и возникновению больших напряжений в материале планки к пятовой части язычка, вызывающих их деформацию.
Особенности изготовления язычков низких тонов
В качестве материала для накладок применяют листовую латунь марок Л62, Л68. Длина накладки должна быть не более 1/5 длины рабочей части язычка.
Для жесткого и прочного соединения накладки с язычками их припаивают или закрепляют двумя заклепками.
Технология соединения накладок и язычков следующая: из листовой латуни (толщиной 1,0-1,5 мм) нарезают кусочки указанной выше длины и шириной, равной ширине язычка (с допуском на обработку 0,2 мм).
Одну плоскость накладки и наружную поверхность язычка y вершины шлифуют полубархаты напильником. Эти поверхности покрывают смесью хлористого цинка c нашатырем (хлористого цинка 25%, нашатыря 75%), а между поверхностями язычка и накладки закладывают тонкий слой припоя (ПМц-54),
слегка прижимают их плоскогубцами и припаиваемый участок нагревают на открытом пламени. После полного расплавления припоя язычок должен остыть. Затем напильником обрабатывают кромки и наружную поверхность язычка.
Присоединение накладки к язычку заклепками заключается также в обработке соединяемых поверхностей, высверливании двух отверстий диаметром 0,7-1,0 мм, в изготовлении и подгонке по отверстиям заклепок, в приклепывании накладки язычку и обработке напильником.
Чтобы язычки не деформировались, заклепки надо изготавливать из латунной проволоки марки Л68 или Л62.
Убедившись в правильности наклепки, устанавливают язычок в рабочее положение.
Источник: «Ремонт гармоник,баянов и аккордеонов», И.Г.Фадеев, И.А.Кузнецов
Источник