- Как сделать оборудование для производства гвоздей своими руками
- Описание гвоздильной конструкции
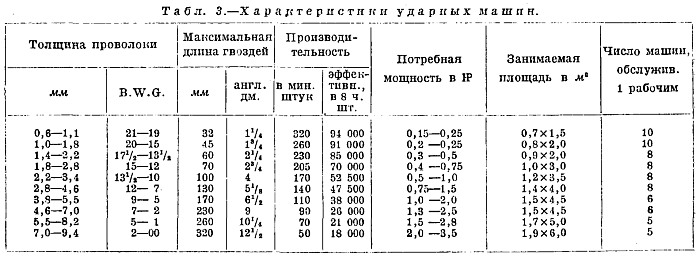
- Перечень основных технических характеристик
- Дополнительное оборудование
- Схема и устройство станка для изготовления гвоздей из проволоки
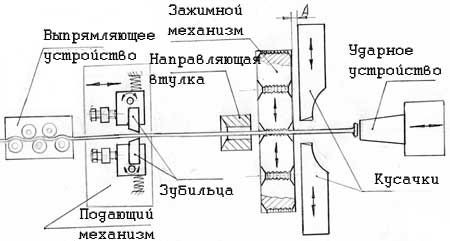
- Схема гвоздильного станка с описанием принципа действия
- Преимущества и недостатки прессовального станка для производства гвоздей
- Промышленное изготовление проволочных гвоздей в домашних условиях
- Станок для производства гвоздей своими руками
- Как сделать оборудование для производства гвоздей своими руками
- Описание гвоздильной конструкции
- Перечень основных технических характеристик
- Дополнительное оборудование
- Схема и устройство станка для изготовления гвоздей из проволоки
- Схема гвоздильного станка с описанием принципа действия
- Преимущества и недостатки прессовального станка для производства гвоздей
- Промышленное изготовление проволочных гвоздей в домашних условиях
- Станок для производства гвоздей: устройство и принцип работы аппарата
- 1 Особенности работы гвоздильного станка
- 1.1 Работа станка по производству гвоздей (видео)
- 1.2 Рекомендации по выбору заводского оборудования
- 2 Дополнительное оборудование
- 2.1 Как избежать брака при производстве?
- Производство гвоздей как бизнес
- Какими бывают гвозди?
- Преимущества бизнеса на гвоздях
- Процесс производства гвоздей: описание
- Как организовать производство
- Регистрация завода
- Оборудование
- Персонал
- Помещение (цех)
- Какая проволока нужна: рассказываем о сырье
- Сбыт и маркетинг
- Выгодно ли производство гвоздей: финансовый план
- Риски бизнеса
- Модели проволочно-гвоздильных автоматов и цены
- Виды станков для производства гвоздей
- Принцип работы проволочно-гвоздильного автомата
- Популярные модели проволочно-гвоздильных автоматов
- Как правильно выбрать станок
- Заключение
Как сделать оборудование для производства гвоздей своими руками
Изготовление гвоздей является одним из самых рентабельных производственных процессов. Для полного рабочего цикла понадобится специальное оборудование и несколько дополнительных приспособлений. Важным этапом является ознакомление со спецификой конструкции гвоздильного станка и принципа его действия.
Описание гвоздильной конструкции
Современное оборудование для производства гвоздей представляет собой сложный производственный комплекс, который предназначен для выполнения нескольких типов операций. Из-за этого сделать его своими руками будет весьма проблематично.
Основным материалом изготовления является проволока, сделанная из стали, меди или латуни. Она поставляется в бухтах, поэтому перед началом производства необходимо выполнить ее обработку – размотку и выпрямление. Затем можно приступать к производству готовой продукции.
Этапы производства гвоздей с помощью специального станка.
- Установка проволоки в захватывающий механизм оборудования.
- Протяжка заготовки, в результате которой она выравнивается.
- Формирование шляпки гвоздя. С помощью винторезных головок выполняется фиксация заготовки. Деформация конца проволоки происходит с помощью ударного механизма. В результате этого выполняется расплющивание и формирование шляпки.
- Заготовка протягивается на заданную длину. Пара резаков с двух сторон делают обрезание, тем самым формируя острый конец гвоздя.
Это общее описание процесса производства с помощью гвоздильного станка. Несмотря на незначительную разницу в компоновке моделей оборудования технология производственного процесса остается неизменной.
С целью оптимизации расходов по закупке оборудования размоточное устройство можно сделать своими руками. Оно представляет собой конусную металлическую конструкцию, установленную на опорной вертикальной стойке.
Перечень основных технических характеристик
Следующим этапом является определение требуемых технических и эксплуатационных качеств станка. Определяющим показателем гвоздильного оборудования является его производительность, т.е. скорость изготовления аппаратом готовой продукции. Но кроме этого следует учитывать ряд других факторов.
Привод всех движущихся механизмов зачастую осуществляется через кулачковые узлы. Они соединяются с электродвигателем. От него зависит скорость выполнения операций, а также максимальный диаметр стальной заготовки. Настройка оборудования осуществляется с помощью регулировки узлов подачи проволоки, установки усилия воздействия ударного механизма для формирования шляпки гвоздя. Таким образом можно установить частоту работы всех механизмов станка.
Основные технические характеристики оборудования для изготовления гвоздей:
- максимальный и минимальный диаметр стержня;
- пределы изменения длины заготовки;
- производительность;
- масса и габариты оборудования;
- потребляемая мощность электродвигателя.
Диаметр шляпки готового гвоздя зависит от сечения проволоки. Ударный механизм имеет стандартный размер. В процессе производства можно лишь изменить величину усилия воздействия на заготовку.
Преимуществом современных аппаратов для производства гвоздей является практически полная автоматизация их работы. Важно правильно настроить первичные параметры и своевременно подавать проволоку в захватный узел станка.
Дополнительное оборудование

Кроме вышеописанного к производственной установке для оптимизации процесса производства рекомендуется приобрести несколько дополнительных агрегатов. Они предназначены для последующей обработки гвоздей и их упаковки.
Используемая проволока имеет защитный слой смазки, который предотвращает ее ржавление в процессе хранения. Однако это придает готовому изделию нетоварный вид. Поэтому для окончательной обработки гвоздей рекомендуется приобрести или сделать своими руками промышленный вращающийся барабан.
Он представляет собой емкость, установленную на опорную конструкцию. С одной стороны подключается привод от электродвигателя. Барабан заполняется небольшим количеством каустической соды и готовыми гвоздями. В процессе вращения происходит очистка поверхности изделий. После такой обработки гвозди полностью готовы к упаковке.
Дополнительно можно купить фасовочный автомат. С его помощью можно еще на стадии производства сделать упаковку готовой продукции для дальнейшего складирования или реализации. Предварительно следует приобрести тару для фасовки готовой продукции.
Для детального ознакомления с принципом работы станка по производству гвоздей рекомендуется посмотреть видеоматериал:
Источник
Схема и устройство станка для изготовления гвоздей из проволоки

Принцип действая ударного станка для серийного производства проволочных гвоздей разных размеров – весьма прост и понятен. А следовательно и усройтсво станка освоить совсем не сложно. Он не требует высокой квалификации для его настройки и обслуживания. Поэтому данный вид оборудованния можно смело преобретать в б/у состоянии, тогда его цена начинается от 2800$. Стартуя с этой цены можно приобрести станки для изготовления гвоздей из проволоки диаметром до 4мм и длинной до 120мм. Серийное производство гвоздей на собственном станке – это стабильный источник дохода в гараже или в домашних услвоиях.
Схема гвоздильного станка с описанием принципа действия
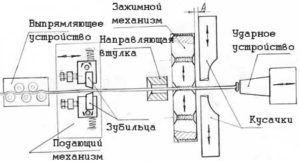
Схематическое изображение устройства ударного аппарата.
Проволочные гвозди производят на ударных и прессовальных машинах. Наиболее распространены ударные станки, формирующие гвоздь ударом двумя молотами.
Проволоку пропускают между двух рядов роликов а, а. Далее она попадает в подаватель А (образованный собачкой б и прижимающей ее пружиной в), который совершает колебания, амплитудой, равной длине гвоздя с запасом для формирования шляпки. Для увеличения/уменьшения амплитуды служит палец кривошипа е. В движение подаватель приводят кривошип е, тяга д, система рычагов г.
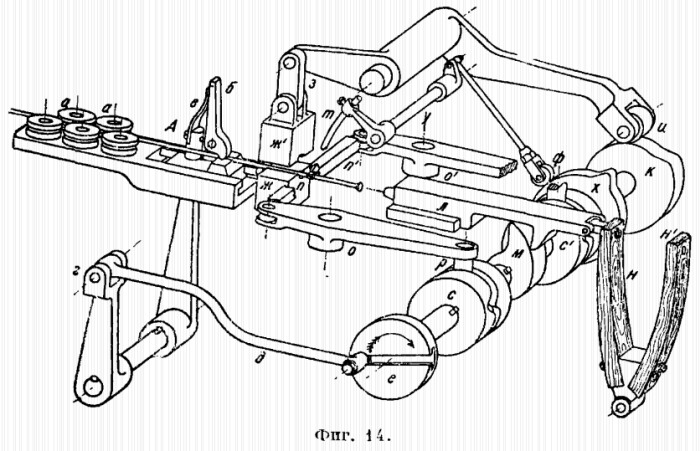
Пройдя подаватель, проволока прогоняется между зажимными щеками ж, ж’, причем ж – статична, на ж’- воздействует прижимная сила рычага з, движимого фигурной шайбой к (фигура 14).
Щеки оснащены зубчатыми канавками, позволяющими фиксировать проволоку при расклепывании головки. Также в щеках имеется форма, соответствующая геометрии нижней части шляпки.
За щеками расположены ножи п, п’, движимые соответственно рычагами о, о’, которые приходят в движение под воздействием шайб с и с’, на внешней поверхности которой прорезаны фигурные канавки (фигура 14).
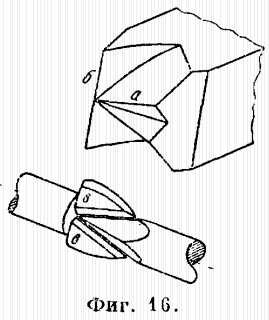
Ножи имеют пирамидальную форму (фигура 16). Вырез а служит для прессования острого конца, лезвия б – срезают лишнее. Оставшиеся «лепестки» убираются во время полировки.
Избежать быстрого затупления ножей позволяет конструктивная особенность, при которой ножи едва касаются друг друга. Такая конструкция не позволяет полностью отрезать гвоздь. Окончательное отделение изделия от проволоки происходит с помощью выбрасывателя т, движение которому сообщают рычаги у и тяга ф, приводимые в действие кулачком х.
По выступу молота л ударяет рессора н, н’, сообщая ему импульс. Молот ударяет по гвоздю, формируя шляпку. Деревянная рессора (в некоторых машинах стальная) сжимается с помощью кулачка м. (фигура 15, кривая Д).
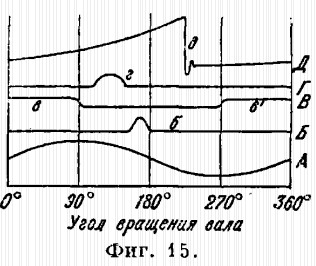
На графике (фигура 15) изображен порядок отдельно взятых рабочих ходов станка для производства гвоздей. Подавателю, который подает проволоку вперед, соответствует кривая А.
Ходы щек, удерживающих проволоку, описаны кривой В (когда подаватель двигает проволоку в обратном направлении, щеки ее не фиксируют).
Рабочий ход ножниц с момента фиксации проволоки описан кривой Г.
Работа выбрасывателя, отделяющего готовое изделие, показана кривой Б.
Последовательность работы молота видна на кривой Д.
Далее подаватель занимает крайнюю рабочую точку, щеки размыкаются, рабочий цикл начинается с начала (кривая В).
Разница между номинальной и реальной производительностью составляет порядка 20-40%. Причиной тому простои, обусловленные заменой и установкой инструмента, заправка станков новыми кругами проволоки, браком и пр. При изготовлении гвоздей, от 2,5% до 3,5% материала теряется на «лепестках». До 1% доходят потери на брак.
Преимущества и недостатки прессовального станка для производства гвоздей
Прессовальные машины обладают более высокой производительность, но требуют частой замены матриц и щек. Высокие нагрузки на формирующие элементы станков приводят к их быстрому износу.
Прессовальные машины устроены аналогично, но в них вместо молота, установлен штамп, формирующий головку гвоздя постепенным нажимом. Штамп приводится в действие фигурной шайбой либо эксцентриком. В обратном направлении проволока подается принудительно (в отличие от ударных станков, где оно происходит под действием пружины). Такая конструкция повышает производительность практически в 2 раза. В прессовальных машинах отбросы производства составляют порядка 3% от веса использованной проволоки. Это «лепестки» и брак.
Промышленное изготовление проволочных гвоздей в домашних условиях

Обыкновенные гвозди изготавливают из необожженной проволоки. Материалом служит литое железо с характеристиками:
- С 0,18-0,25%;
- Р 0,02 – 0,06%;
- сопротивление на разрыв при удлинении не более 28%, 45-50 кг/мм2, полученное томасовским процессом.
Зазубренные гвозди производят из проволоки, которую после волочения отжигают, подвергают травлению разбавленной серной кислотой с последующим гашением известковым молоком и сушкой. Затем протягивают и выпрямляют на деревянных щеках.
Гвозди с тонкими шляпками большого диаметра, включая толевые, изготавливают из высококачественного Сименс-мартеновскую литого железа с характеристиками:
- С 0,03%;
- Р до 0,03%;
- сопротивление на разрыв при удлинении до 34% и одновременном уменьшении диаметра до 75%, 34-37 кг/мм2.
После волочения до диаметра, близкого к заданному, проволоку отжигают, удаляют с нее окалину и повышают жесткость, протягивая в 1 ход.
На штукатурные, трубные, бочарные костыльки идет проволока из литого железа, полученная томасовским методом, которую подвергают отжигу, снова протягивают и дважды волочат до получения установленного диаметра.
Для гвоздей с большими шляпками различных форм (полукруглая, алмазная и пр.) берут волоченную не отожженную Сименс-мартеновскую проволоку.
Отожженная и оцинкованная проволока используется при производстве скоб, фиксирующих колючую проволоку на столбах при установке проволочных заграждений.
Источник
Станок для производства гвоздей своими руками
Как сделать оборудование для производства гвоздей своими руками
Изготовление гвоздей является одним из самых рентабельных производственных процессов. Для полного рабочего цикла понадобится специальное оборудование и несколько дополнительных приспособлений. Важным этапом является ознакомление со спецификой конструкции гвоздильного станка и принципа его действия.
Описание гвоздильной конструкции
Современное оборудование для производства гвоздей представляет собой сложный производственный комплекс, который предназначен для выполнения нескольких типов операций. Из-за этого сделать его своими руками будет весьма проблематично.
Основным материалом изготовления является проволока, сделанная из стали, меди или латуни. Она поставляется в бухтах, поэтому перед началом производства необходимо выполнить ее обработку – размотку и выпрямление. Затем можно приступать к производству готовой продукции.
Этапы производства гвоздей с помощью специального станка.
- Установка проволоки в захватывающий механизм оборудования.
- Протяжка заготовки, в результате которой она выравнивается.
- Формирование шляпки гвоздя. С помощью винторезных головок выполняется фиксация заготовки. Деформация конца проволоки происходит с помощью ударного механизма. В результате этого выполняется расплющивание и формирование шляпки.
- Заготовка протягивается на заданную длину. Пара резаков с двух сторон делают обрезание, тем самым формируя острый конец гвоздя.
Это общее описание процесса производства с помощью гвоздильного станка. Несмотря на незначительную разницу в компоновке моделей оборудования технология производственного процесса остается неизменной.
С целью оптимизации расходов по закупке оборудования размоточное устройство можно сделать своими руками. Оно представляет собой конусную металлическую конструкцию, установленную на опорной вертикальной стойке.
Перечень основных технических характеристик
Следующим этапом является определение требуемых технических и эксплуатационных качеств станка. Определяющим показателем гвоздильного оборудования является его производительность, т.е. скорость изготовления аппаратом готовой продукции. Но кроме этого следует учитывать ряд других факторов.
Привод всех движущихся механизмов зачастую осуществляется через кулачковые узлы. Они соединяются с электродвигателем. От него зависит скорость выполнения операций, а также максимальный диаметр стальной заготовки. Настройка оборудования осуществляется с помощью регулировки узлов подачи проволоки, установки усилия воздействия ударного механизма для формирования шляпки гвоздя. Таким образом можно установить частоту работы всех механизмов станка.
Основные технические характеристики оборудования для изготовления гвоздей:
- максимальный и минимальный диаметр стержня;
- пределы изменения длины заготовки;
- производительность;
- масса и габариты оборудования;
- потребляемая мощность электродвигателя.
Диаметр шляпки готового гвоздя зависит от сечения проволоки. Ударный механизм имеет стандартный размер. В процессе производства можно лишь изменить величину усилия воздействия на заготовку.
Преимуществом современных аппаратов для производства гвоздей является практически полная автоматизация их работы. Важно правильно настроить первичные параметры и своевременно подавать проволоку в захватный узел станка.
Дополнительное оборудование
Кроме вышеописанного к производственной установке для оптимизации процесса производства рекомендуется приобрести несколько дополнительных агрегатов. Они предназначены для последующей обработки гвоздей и их упаковки.
Используемая проволока имеет защитный слой смазки, который предотвращает ее ржавление в процессе хранения. Однако это придает готовому изделию нетоварный вид. Поэтому для окончательной обработки гвоздей рекомендуется приобрести или сделать своими руками промышленный вращающийся барабан.
Он представляет собой емкость, установленную на опорную конструкцию. С одной стороны подключается привод от электродвигателя. Барабан заполняется небольшим количеством каустической соды и готовыми гвоздями. В процессе вращения происходит очистка поверхности изделий. После такой обработки гвозди полностью готовы к упаковке.
Дополнительно можно купить фасовочный автомат. С его помощью можно еще на стадии производства сделать упаковку готовой продукции для дальнейшего складирования или реализации. Предварительно следует приобрести тару для фасовки готовой продукции.
Для детального ознакомления с принципом работы станка по производству гвоздей рекомендуется посмотреть видеоматериал:
Схема и устройство станка для изготовления гвоздей из проволоки
Принцип действая ударного станка для серийного производства проволочных гвоздей разных размеров – весьма прост и понятен. А следовательно и усройтсво станка освоить совсем не сложно. Он не требует высокой квалификации для его настройки и обслуживания. Поэтому данный вид оборудованния можно смело преобретать в б/у состоянии, тогда его цена начинается от 2800$. Стартуя с этой цены можно приобрести станки для изготовления гвоздей из проволоки диаметром до 4мм и длинной до 120мм. Серийное производство гвоздей на собственном станке – это стабильный источник дохода в гараже или в домашних услвоиях.
Схема гвоздильного станка с описанием принципа действия
Схематическое изображение устройства ударного аппарата.
Проволочные гвозди производят на ударных и прессовальных машинах. Наиболее распространены ударные станки, формирующие гвоздь ударом двумя молотами.
Проволоку пропускают между двух рядов роликов а, а. Далее она попадает в подаватель А (образованный собачкой б и прижимающей ее пружиной в), который совершает колебания, амплитудой, равной длине гвоздя с запасом для формирования шляпки. Для увеличения/уменьшения амплитуды служит палец кривошипа е. В движение подаватель приводят кривошип е, тяга д, система рычагов г.
Пройдя подаватель, проволока прогоняется между зажимными щеками ж, ж’, причем ж – статична, на ж’- воздействует прижимная сила рычага з, движимого фигурной шайбой к (фигура 14).
Щеки оснащены зубчатыми канавками, позволяющими фиксировать проволоку при расклепывании головки. Также в щеках имеется форма, соответствующая геометрии нижней части шляпки.
За щеками расположены ножи п, п’, движимые соответственно рычагами о, о’, которые приходят в движение под воздействием шайб с и с’, на внешней поверхности которой прорезаны фигурные канавки (фигура 14).
Ножи имеют пирамидальную форму (фигура 16). Вырез а служит для прессования острого конца, лезвия б – срезают лишнее. Оставшиеся «лепестки» убираются во время полировки.
Избежать быстрого затупления ножей позволяет конструктивная особенность, при которой ножи едва касаются друг друга. Такая конструкция не позволяет полностью отрезать гвоздь. Окончательное отделение изделия от проволоки происходит с помощью выбрасывателя т, движение которому сообщают рычаги у и тяга ф, приводимые в действие кулачком х.
По выступу молота л ударяет рессора н, н’, сообщая ему импульс. Молот ударяет по гвоздю, формируя шляпку. Деревянная рессора (в некоторых машинах стальная) сжимается с помощью кулачка м. (фигура 15, кривая Д).
На графике (фигура 15) изображен порядок отдельно взятых рабочих ходов станка для производства гвоздей. Подавателю, который подает проволоку вперед, соответствует кривая А.
Ходы щек, удерживающих проволоку, описаны кривой В (когда подаватель двигает проволоку в обратном направлении, щеки ее не фиксируют).
Рабочий ход ножниц с момента фиксации проволоки описан кривой Г.
Работа выбрасывателя, отделяющего готовое изделие, показана кривой Б.
Последовательность работы молота видна на кривой Д.
Далее подаватель занимает крайнюю рабочую точку, щеки размыкаются, рабочий цикл начинается с начала (кривая В).
Разница между номинальной и реальной производительностью составляет порядка 20-40%. Причиной тому простои, обусловленные заменой и установкой инструмента, заправка станков новыми кругами проволоки, браком и пр. При изготовлении гвоздей, от 2,5% до 3,5% материала теряется на «лепестках». До 1% доходят потери на брак.
Преимущества и недостатки прессовального станка для производства гвоздей
Прессовальные машины обладают более высокой производительность, но требуют частой замены матриц и щек. Высокие нагрузки на формирующие элементы станков приводят к их быстрому износу.
Прессовальные машины устроены аналогично, но в них вместо молота, установлен штамп, формирующий головку гвоздя постепенным нажимом. Штамп приводится в действие фигурной шайбой либо эксцентриком. В обратном направлении проволока подается принудительно (в отличие от ударных станков, где оно происходит под действием пружины). Такая конструкция повышает производительность практически в 2 раза. В прессовальных машинах отбросы производства составляют порядка 3% от веса использованной проволоки. Это «лепестки» и брак.
Промышленное изготовление проволочных гвоздей в домашних условиях
Обыкновенные гвозди изготавливают из необожженной проволоки. Материалом служит литое железо с характеристиками:
- С 0,18-0,25%;
- Р 0,02 – 0,06%;
- сопротивление на разрыв при удлинении не более 28%, 45-50 кг/мм2, полученное томасовским процессом.
Зазубренные гвозди производят из проволоки, которую после волочения отжигают, подвергают травлению разбавленной серной кислотой с последующим гашением известковым молоком и сушкой. Затем протягивают и выпрямляют на деревянных щеках.
Гвозди с тонкими шляпками большого диаметра, включая толевые, изготавливают из высококачественного Сименс-мартеновскую литого железа с характеристиками:
- С 0,03%;
- Р до 0,03%;
- сопротивление на разрыв при удлинении до 34% и одновременном уменьшении диаметра до 75%, 34-37 кг/мм2.
После волочения до диаметра, близкого к заданному, проволоку отжигают, удаляют с нее окалину и повышают жесткость, протягивая в 1 ход.
На штукатурные, трубные, бочарные костыльки идет проволока из литого железа, полученная томасовским методом, которую подвергают отжигу, снова протягивают и дважды волочат до получения установленного диаметра.
Для гвоздей с большими шляпками различных форм (полукруглая, алмазная и пр.) берут волоченную не отожженную Сименс-мартеновскую проволоку.
Отожженная и оцинкованная проволока используется при производстве скоб, фиксирующих колючую проволоку на столбах при установке проволочных заграждений.
Станок для производства гвоздей: устройство и принцип работы аппарата
Основная особенность мини-станка для изготовления гвоздей и саморезов заключается в том, что он практически полностью функционирует в автоматическом режиме.

Станок по производству гвоздей
Единственная операция, которую при работе нужно сделать своими руками – сменить бобину с проволокой.
1 Особенности работы гвоздильного станка
Ручной мини-станок для производства гвоздей и саморезов удобен тем, что проволока в бобине крепится с помощью специального держателя. В процессе изготовления саморезов или гвоздей проволока последовательно разматывается. Это делает процесс изготовления изделий практически непрерывным.
Сейчас на рынке представлено большое количество таких агрегатов, гораздо проще приобрести его, чем сконструировать своими руками.
Гвоздильный мини-станок ударного действия для производства саморезов образует головку изделия при мгновенном ударе по проволоке пуансона.
Такое устройство оснащается пружинами, изготовленными из дерева или металла. Пружины позволяют достигнуть большой степени прогиба, необходимой для правильной работы ударного инструмента. Гвоздильный мини-станок не отличается высокой производительностью.

Для изготовления гвоздей используется низкоуглеродистая стальная проволока
При его работе 10-15% вала задействуется в работе, а остальные 85% тратятся на обратный ход молотка. В мини-станках для изготовления саморезов, которые работают за счет кривошипно-шатунного механизма, используется мгновенный ковочный удар.
Как и изделие, собранное своими руками, так и заводской аналог при работе издает сильный шум.
Пресс-автоматы для производства саморезов и гвоздей, работающие по принципу ударного действия довольно часто выходят из строя. Эксплуатационный срок ударной головки и режущей кромки и них также невысок.
Все эти недостатки устранены в станках для производства саморезов и гвоздей ротационного типа. В этих агрегатах прессование головки изделия происходит не посредством удара, а за счет давления. Если в агрегате изменить возвратно-поступательные движения элемента на радиальные, то все недостатки автоматов ударного действия будут устранены.
Такой агрегат выполняет работу в следующей последовательности:
- Заготовка для гвоздя фиксируется матрицей зажимного барабана.
- При вращении барабан производит высадку заготовки качающимся пуансоном.
- Матрица зажимного барабана продвигает заготовку вперед.
- Подается новый отрезок проволоки.
Станок для производства гвоздей имеет собственные технические характеристики.

Зажимной механизм станка
Для непрерывного и эффективного производства следует обратить внимание на такие показатели:
- диаметр отдельно взятого стержня должен быть равен 6 мм;
- длина гвоздя должна составлять от 12 до 320 мм;
- за 60 сек агрегат должен изготовить от 100 до 600 изделий;
- показатель максимальной мощности станка должен быть не менее 20 кВт.
1.1 Работа станка по производству гвоздей (видео)
к меню ↑
1.2 Рекомендации по выбору заводского оборудования
Сейчас все станки для производства гвоздей и саморезов делятся на два класса: с фиксированным размерами производимой продукции и универсальные станки. Первый класс может производить изделия с диаметром от 1 до 2,8 мм, при длине от 9 до 50 мм.
Оборудование универсального типа стоит несколько дороже, но позволяет изготавливать изделия, отличающиеся широким диапазоном размеров.
При выборе заводского оборудования предпочтительней всего приобретать устройства таких марок как:
- АГМ2 – размер гвоздя 40-100 мм;
- гвоздильный станок АГ4316 – размер гвоздя 25-120 мм;
- автоматический станок LDN3 – скорость изготовления 320 шт/мин.
Неплохо зарекомендовал себя станок АВ4118, с помощью которого можно изготовить толевые, круглые, тарные гвозди. Производительность агрегата составляет 330 изделий в минуту. Также внимание следует обратить на модели АВ4116 и К09.117 параметры их производительности практически совпадают, но присутствует разница в стоимости.
Агрегаты могут производить до 550 готовых изделий в течение минуты. Марки самых недорогих гвоздильных станков могут работать только с проволокой, диаметр которой равен 2,2 мм. Ограничения имеются и по длине изготавливаемого изделия – до 60 мм. При выборе станка для изготовления гвоздей, важно определить какой агрегат (исходя из объемов производства) понадобится.

Пример вариантов изготавливаемых метиз
Это может быть как мощный, высокопроизводительный многофункциональный проволочно-гвоздильный автомат, так и станок для производства небольших партий. Заводской автомат изготавливает изделия по следующей технологии: производится установка бобины с проволокой, обеспечивая непрерывную подачу.
Устройство производит обрезку проволоки под необходимым углом. Это происходит так, чтобы линия отреза впоследствии была острием готового гвоздя. На противоположном отрезке проволоки при помощи ударного молотка автомата формируется шляпка изделия.
При выборе представленного агрегата особое внимание необходимо уделять таким параметрам как максимальная длина готового изделия, диапазон стержней и производительность.
Современные станки могут изготавливать гвозди с длиной от 12 до 20 см, при диапазоне диаметра стержней от 1,2 до 9 мм. Производительность современного оборудования колеблется в пределах от 100 до 600 гвоздей в минуту. Еще один параметр заключается в наличии или отсутствии функции, обеспечивающей регулировку размера шляпки.
Кроме того, производя выбор оборудования, следует обратить внимание на такие характеристики как вес и габариты. На сегодняшний день наиболее функциональными и удобными считаются те установки, которые работают в автоматическом режиме.
2 Дополнительное оборудование
При производстве гвоздей кроме основного аппарата рекомендуется приобрести галтовочный станок. Такое устройство обеспечивает очистку полученных гвоздей от обсечки, ржавчины и острых кромок. Кроме того такой аппарат эффективно производит полировку продукции.

Барабан для галтовки гвоздей
Галтовочный станок состоит загрузочного устройства, барабана для галтовки, барабана, предназначенного ля отсева опилок и вибросита. Очистка произведенных изделий проводится с помощью древесных опилок. Выбирая галтовочное устройство необходимо обращать внимание на диапазоны диаметров обрабатываемых изделий, допустимую длину заготовки, производительность, расход опилок, массу и габариты.
В роли вспомогательного оборудования также может выступать станок, обеспечивающий заточку отрезного ножа. Если планируется производить не только гладкий вид гвоздей, но и всевозможные крепежи, для которых необходима кольцевая и винтовая накатка, необходимо приобрести накатный агрегат.
к меню ↑
2.1 Как избежать брака при производстве?
Если изделия получаются кривыми, то есть необходимость в выравнивании рихтовальных роликов. Это нужно выполнять таким образом, чтобы подающаяся к ножу проволока находилась в горизонтальном положении. Также рекомендуется проводить периодическую смазку внутренних роликов подачи, чтобы не допускать их засорения стружкой.
При получении большого количества согнутых изделий углы скоса обрубных ножей меняются на 10 градусов в большую или меньшую сторону.
Еще один способ решения проблемы – это полная замена ножа, после этого отбойник регулируется таким образом, чтобы его падение не опережало обрезку гвоздя.
Если изделие перегибается под шляпкой, то причиной этому может послужить смещение зажимных планшетов от центра подачи проволоки в сторону. В таких случаях необходимо подвергнуть более точной регулировке плашки, обеспечивающие зажим, или заменить их на новые. Причиной некорректной работы станка может послужить засоренность плашечной коробки.

Автоматический станок для производства гвоздей в небольшом цеху
Для предупреждения засоров необходимо в тех местах, где зажимные плашки соприкасаются выложить небольшой мягкий кусочек тряпки. Если гвозди получаются разной длины, то необходимо так откорректировать подающий резак, чтобы угол заточки составлял 80 градусов. Также можно провести более сильное натяжение пружины, отводящей нож или полностью ее заменить.
Некорректное производство может быть обусловлено некорректной работой рихтовальных роликов.
В этом случае, нужно провести их регулировку таким образом, чтобы их вращение производилось легко, а перегиб подающейся проволоки не был слишком сильным.
Если шляпка изготовленного гвоздя сбита вниз, то нужно проследить за тем, чтобы плоскость станины и плашечной коробки находились в одинаково вертикальном положении. Также необходимо проверить прокладки, находящиеся под верхней планкой, при необходимости их нужно добавить. Если люфт после этого не устранится, то планки следует заменить на новые.
Производство гвоздей как бизнес
В России потребление гвоздей увеличивается на 7% ежегодно последние несколько лет. Такой рост открывает окно возможностей для новых предпринимателей. В статье мы приведем детальный бизнес план цеха по производству гвоздей, расскажем о рисках, преимуществах, этапах становления дела и приведем расчеты его окупаемости.
Какими бывают гвозди?
Есть много видов и типов гвоздей. Это многопрофильный крепежный материал, который в зависимости от назначения имеет свои особенности.

Перечислим основные классификации:
- Базовая:
- Нержавеющие — для досок.
- Оцинкованные — для работы с бревнами.
- Латунные — для бетона.
- Пластиковые — для гипсокартона.
- По виду шляпки:
- с широкой шляпкой;
- с узкой шляпкой;
- без шляпки.
Типы гвоздей такие:
- строительные обычные;
- винтовые (ершенные);
- гребенчатые;
- шиферные;
- финишные;
- анкерные;
- кровельные;
- для битума;
- для сеток;
- для жести;
- дюкерт-гвозди;
- кислотоупорные;
- медные;
- электрооцинкованные;
- с антикоррозийным покрытием.
Преимущества бизнеса на гвоздях
Гвозди используются профессионалами и любителями – это основной крепежный материал, необходимый для строительно-отделочных работ. Потребность в товаре остается высокой даже при том, что дефицита в нём нет.
Производство гвоздей как бизнес привлекает несколькими характерными преимуществами.
Во-первых, организовать промышленное производство несложно. Не нужно вкладываться в покупку и организацию большого цеха. Потребуется сравнительно небольшая площадь (возможно реализовать идею в домашних условиях) с небольшими затратами на отопление, вентиляцию, водопровод.
Во-вторых, производство автоматизировано и не требует от рабочих специальных навыков.
В-третьих, расходный материал не требует особых условий для хранения и транспортировки.
В-четвертых, есть много способов реализации готового продукта. Можно, например, продавать гвозди оптом.
Процесс производства гвоздей: описание

Простота технологии изготовления товара — ещё одно достоинство бизнеса:
- Металлическая проволока (в бухтах) по ходу разматывания выпрямляется и поступает в гвоздильный станок.
- Автомат захватывает проволоку, нарезает ее на заготовки нужной длины.
- Станок обрабатывает заготовки высадочным ползуном:
- формируются шляпки, которым придается рифленость — она снижает риск соскальзывания при работе молотком;
- на стержне гвоздя делаются насечки для более прочного крепления;
- создается острие.
- Если нужна дополнительная обработка поверхности (оцинковка, воронение, лужение), заготовка поступает в специальный аппарат.
- Готовый продукт сбрасывается в приемный бункер.
Как организовать производство
Организовать бизнес на гвоздях можно с небольшими инвестициями. В таблице приведена примерная сумма, необходимая для открытия мини завода, однако начать можно с меньшими деньгами. Особенно при наличии собственного гаража.
Таблица 1. Стартовые инвестиции для бизнеса по производству гвоздей.
Аренда помещения, 50 кв. м
Сырье (на месяц при полной загрузке)
Заработная плата, 4 чел.
Расчеты актуальны для города с населением до 1 млн чел. Дополнительные расходы — на коммунальные платежи, рекламу, подготовку помещения.
Регистрация завода
Небольшое производство гвоздей можно зарегистрировать в форме ИП (индивидуального предпринимателя). Это подходит при малых объемах производства и продаж. Работа в форме физического лица не позволяет сотрудничать с крупными потребителями и оптовыми поставщиками.
Построить большую сбытовую сеть можно в форме юридического лица (ООО). Здесь реально увеличивать масштабы работы и сотрудничать со стройкомпаниями, посредниками.
При регистрации деятельности указывается код ОКВЭД 25.93 «Производство изделий из проволоки, цепей и пружин».
Сертификата, разрешающего промышленное изготовление гвоздей, не требуется. Однако лучше отдать свой товар на экспертизу для получения добровольного сертификата ГОСТ. Такой документ даст весомые преимущества бизнесмену при продажах и заключении договоров на поставку.
Оборудование

На закупку техники не уйдёт много денег. Точно понадобится гвоздильный аппарат. Станок подбирается в зависимости от типа производимого изделия.
Если создание обычных строительных гвоздей потребует простой техники, то для других видов нужны дополнительные станки;
- Держатель для проволоки. На него крепятся бобины с сырьем.
- Аппарат для обработки внешнего вида гвоздей. Оцинковка, воронение, лакирование, закаливание, лужение и другие операции значительно улучшают характеристики изделий.
- Гидравлические тележки для транспортировки сырья и готового продукта в цеху, на складе.
В этом бизнес плане мы для примера возьмем станок 1С 0,9-16 производительностью 450 шт./мин.
Персонал
Низкие трудозатраты – еще одна особенность бизнеса. Почти всю работу выполняет оборудование, которое требует лишь обслуживания и контроля. Обслуживать станки будет один рабочий-оператор под руководством технолога/старшего по цеху. Технолога можно «сделать» самому. Производители гвоздичных автоматов проводят обучение по использованию своей техники.
Рабочие будут управлять техникой и производством, заниматься упаковкой и отгрузкой готового товара, приемом сырья, складскими работами.
Потребуется уборщик, который будет следить за чистотой в цеху.
Большое внимание нужно уделить поиску каналов сбыта – с этим лучше всего справится менеджер по продажам.
Заниматься доставкой продукции покупателям в первое время может и сам бизнесмен (для снижения расходов). Отчетность же будет вести бухгалтер на аутсорсинге.
Помещение (цех)
Под производство не потребуется больших площадей. Можно разместиться на 50 кв. м, часть из которых займут склады, часть – сам рабочий цех с оборудованием.
При подборе помещения учитывайте следующее:
- должны быть подведены все коммуникации (электричество 380 В, водопровод, освещение, отопление, вентиляция);
- искусственное освещение в цеху должно быть ярким — вне зависимости от размеров цеха и покрытия стен;
- на складе лучше поддерживать теплую и сухую атмосферу, чтобы предотвратить воздействие влаги на проволоку и готовые изделия;
- производство шумное, потому снимать помещение в жилых блоках не стоит;
- должен быть оборудован автомобильный подъезд к помещению для доставки сырья и отгрузки товара.
Какая проволока нужна: рассказываем о сырье

Крепежный материал делают из стальной проволоки различного диаметра сечения (в зависимости от вида и размера). Для строительных гвоздей используется проволока следующих марок: СТ 1 КП, СТ 2 КП, СТ 3 КП. Она продается в бобинах весом 200-1500 кг. Для небольшого производства подойдут бухты весом до 500 кг, чтобы у станка хватало мощности для разматывания мотка.
Найти сырье не составит проблемы. Оно продается в каждом российском регионе на металлопрокатных базах. Для долгосрочного успеха важно найти высококачественную проволоку.
К расходным материалам относят ящики, коробки – тара, в которой будут храниться готовые изделия – и машинное масло для гвоздичного аппарата.
Сбыт и маркетинг
Бизнес считается высококонкурентным. На рынке много крупных, средних и малых производителей гвоздей. Чтобы привлечь клиентов, необходимо позиционировать себя как надежного поставщика высококачественного товара.
Нужна реклама в печатных СМИ (включая тематические издания), а также в интернете. В сети нужно публиковать, продвигать свои объявления и рекламу с помощью всех возможных онлайн-ресурсов и инструментов.
Важна прямая реклама и непосредственный контакт с крупными потребителями. Самое лучшее – это найти крупного оптового покупателя. Это:
- строительные компании;
- металлопрокатные базы;
- строительные магазины, включая сетевые;
- производители мебели;
- строительно-ремонтные бригады.
Налаживать деловые контакты можно путём обзвона потенциальных клиентов, рассылки коммерческих предложений на электронную почту, визитов в офисы.

Выгодно ли производство гвоздей: финансовый план
Сумма первоначальных затрат – 1,56 млн руб.
В качестве примера возьмем изготовление гвоздей размером 3,0 х 80 мм. За 8-часовую смену можно изготовить 216 тыс. изделий (935 кг). Цех будет работать в одну смену 22 дня в месяц. Объем производства за этот срок – 4,752 млн изд. (20,6 т).
Средняя цена 1 кг материала — 75 руб. Так что за месяц можно заработать 1,545 млн руб.
Общий размер ежемесячных затрат составит 740 тыс. руб.
Чистая прибыль — 805 тыс. руб.
В идеальных условиях дело может окупиться менее чем за 2 месяца. Но с учетом высокой конкуренции и других рисков продавать весь произведенный за месяц товар почти невозможно.
Принимая в расчет, что уходить будет 30% от всего изготовленного месячного объема, определяем, что срок окупаемости увеличивается минимум втрое. А с учетом фактора сезонности — еще больше. Если активно продвигать продукцию, бизнес на гвоздях окупится примерно за 6-9 месяцев.
Таблица 2. Экономическое обоснование бизнес идеи.
Сумма первоначальных инвестиций
Производительность в месяц
4,752 млн изд. (20,6 т)
Чистая прибыль в месяц
Риски бизнеса
Помимо преимуществ рассмотрим и возможные риски нашей бизнес идеи.
Риск №1. Высокая конкуренция. На рынке РФ работает множество производителей гвоздей. Большей частью это российские компании, хотя есть и зарубежные. В таких условиях пробиться и получить свою рыночную долю новому участнику непросто.
Новичок может столкнуться с дополнительными сложностями — например, если решит завоевать покупателей низкой ценой (ценовым демпингом). Большинство производителей работает с оптовыми базами, которые, приняв товар по низким ценам, могут увеличить свою наценку и приблизить цену к среднему значению.
Риск №2. Популярность гвоздей. Этот расходный материал остается товаром массового потребления, но постепенно уходит в прошлое. Все чаще люди покупают саморезы и другие метизные изделия. В силу своих преимуществ они попросту удобнее классических гвоздей.
Риск №3. Качественное сырье. Для успеха бизнеса жизненно важно использовать высококачественную стальную проволоку. Однако одни производители не могут обеспечить должного качества, другие продают бобины хорошего материала по высоким ценам. Прежде чем начать дело, необходимо найти поставщика подходящего сырья и заключить предварительные договоренности по поставкам.
На продажи крепежных изделий влияет фактор сезонности. Летом и весной строительство активизируется, а в холодное время года потребление материала заметно снижается.
Перечисленные риски считаются базовыми — их предпринимателю необходимо учесть и просчитать. Но самое важное – заинтересовать и найти покупателей. Нужно лично контактировать с представителями компаний, которым потенциально могут быть крупными заказчиками. Такие покупатели смогут загрузить работой предприятие, благодаря чему срок окупаемости наступит быстрее.
Модели проволочно-гвоздильных автоматов и цены
Производство гвоздей может быть очень прибыльным бизнесом, но только при условии, что оборудование для метизов будет работать безупречно в течение длительного срока.
Прежде всего следует приобрести и установить станок для производства гвоздей. Такое оборудование производится как в нашей стране так и за её пределами, поэтому прежде чем принять окончательное решение о покупке. Необходимо узнать все необходимые характеристики такого изделия.
Виды станков для производства гвоздей
Агрегаты отличаются по мощности и производительности. Мощность такого оборудования обычно составляет от 3 до 20 кВт.
Чем выше мощность станка, тем большее количество метизов будет изготовлено за 1 минуту. От мощности оборудования будет зависеть возможность работы с проволокой большого диаметра.

Максимальная толщина гвоздей производимых такими автоматическими установками составляет 9 мм. При этом минимальный диаметр проволоки, которую можно использовать для производства метизов обычно не превышает 1,2 мм.
Прежде чем приобретать оборудование, необходимо также определить максимально и минимально возможный размер производимых метизов. Диапазон длины производимой продукции может составлять от 12 до 320 мм.
Принцип работы проволочно-гвоздильного автомата
Станок по производству гвоздей работает следующим образом:
- В аппарат подаётся проволока необходимого диаметра.
- С помощью специальных ножей проволока разрезается на отрезки нужной длины.
- Заготовка надёжно зажимается и происходит формирование шляпки.
- Осуществляется заострение гвоздя с противоположной стороны.
После полного завершения этого процесса производится выход готовой продукции. В зависимости от размера метизов и производительности автомата, полных циклов за 1 минуту может быть от 100 до 600.

Оборудование для выпуска гвоздей позволяет получить за 1 рабочую смену до 3 тонн готовой продукции. При правильном подходе к организации такого бизнеса, окупить приобретённое снаряжение можно в течение нескольких месяцев.
Популярные модели проволочно-гвоздильных автоматов
Приобретать лучше стоит проверенное временем оборудование, которое уже прошло испытание в реальных условиях работы. Исключением из этого правила, является лишь возможность покупки девайса, от проверенного производителя, который выпустил новую модель станка с улучшенными показателями.
В настоящее время для производства гвоздей применяются следующие модели агрегатов:
1. АВ4118 — одноударный проволочно-гвоздильный автомат, производящий метизы диаметром от 2,5 до 6,3 мм.

Длина изготавливаемых станком гвоздей может составлять от 32 до 200 мм. Оборудование позволяет изготавливать метизы не только из проволоки круглого сечения.
С помощью АВ4118 можно производить гвозди квадратного и винтового профиля. Масса девайса — 4720 кг, мощность двигателя — 11 кВт. Стоимость после ремонта (б/у) 280 000 руб.
2. К09.117.02 — высокопроизводительное устройство для изготовления гвоздей.

Длина производимой продукции составляет от 13 до 150 мм. Максимальный диаметр проволоки — 5 мм. Мощность — 5,5 кВт. Масса — 2900 кг. Цена (б/у) 230 000 руб.
3. К09.117.01 — проволочно-гвоздильный автомат для метизов длиной от 13 до 120 мм.

Диаметр гвоздя от 2,0 — 4,2 мм. Аппарат имеет высокую производительность при общей мощности 5,5 кВт. Питание осуществляется от сети трёхфазного тока напряжением 380 В. Купить б/у агрегат можно за 180 000 руб.
4. АГ4116 — одноударная модель для выпуска гвоздей длиной от 13 до 250 мм. Стоимость (новый) 950 000 руб и б/у 180 000 руб.

Для изготовления метизов применяется проволока гвоздильная сечением 2,0 — 4,2 мм. Производительность оставляет не менее 350 шт/мин.
5. АСГ 4.02 — позволяет изготавливать метизы длиной до 120 мм. Мощность двигателя — 5,5 кВт.

При такой мощности удаётся получить производительность гвоздей до 525 шт/мин. Масса устройства — 2650 кг. Средняя цена — 420 000 руб.
6. Z94-2C — модель проволочно-гвоздильного девайса для метизов диаметром от 1,2 — 2,8 мм. Стоимость от 280 000 руб.

Производительность устройства при номинальной мощности в 2,2 кВт, составляет не менее 350 шт/ мин. Длина производимой продукции от 16 до 50 мм.
7. ТНА 40/120 S-E — чешский станок для изготовления гвоздей, отличается высокой производительностью и качеством продукции.

Можно получить изделия длиной до 120 мм при диаметре используемой проволоки 40 мм.
8. Z4-x — китайский агрегат мощностью 3 кВт производит метизы длиной до 100 мм, в количестве до 300 шт/мин. Вес 1430 кг.

9. E127LYHIA — проволочно-гвоздильный автомат китайского производства. Оборудование позволяет производить высококачественную продукцию.

Станок также отличается низкой шумностью при работе. Длина изготавливаемых метизов составляет от 40 до 110 мм. Мощность двигателя — 4 кВт. Стоимость уточняйте у продавца.
Все перечисленные агрегаты идеально подходят для организации собственного бизнеса, а выбор конкретной модели зависит от необходимой производительности и размеров метизов.
Как правильно выбрать станок
Выбор проволочно-гвоздильного аппарата зависит от многих факторов, но прежде всего следует обратить внимание на следующие характеристики:
- Проволока для выпуска гвоздей может быть использована такого диаметра, который не превышает максимального значения указанного в техпаспорте. Диаметр также зависит от длины метизов. Как правило, чем длиннее требуется получить изделие, тем более толстой должна быть проволока.
- Длина гвоздей — у всех моделей станков имеется ограничение по размеру метиза. Большинство агрегатов позволяют справиться с необходимостью выпуска изделий от 2,0 до 100 мм, но если нужен автомат для более мелких или крупных гвоздей следует внимательно изучить технические характеристики девайса перед его приобретением.
- Производительность — чем больше этот показатель, тем выше прибыль от бизнеса по выпуску стальных изделий. Высокопроизводительные модели, предназначенные для изготовления больших по размеру гвоздей имеют высокую мощность двигателя. Прежде чем открывать такое производства, следует убедиться в том, что проблем с подключением к электрической сети трёхфазного тока не возникнет.
- Изготовление нестандартной продукции — как правило используется стальная проволока круглого сечения, но в некоторых моделях проволочно-гвоздильных автоматов, может применяться квадратное и с винтовой насечкой сырьё. Если необходимо изготовить именно такую продукцию, то следует заранее позаботиться о приобретении станка с расширенными возможностями.
- Возможность регулирования размера шляпки — в том случае, когда требуется изготовить нестандартные изделия с широкой шляпкой такая функция будет особенно необходима.
- Стоимость — приобрести оборудование для выпуска гвоздей можно по цене от 120 тыс. руб. до 1 млн. руб. Цена станка напрямую зависит от его производительности и наличию дополнительных функций, поэтому если имеется финансовые ограничения, то можно начинать бизнес с приобретения небольшого устройства, с постепенным расширением производства посредством направления части прибыли на эти цели.
- Размер и масса — станок для изготовления гвоздей может весить более 5 тонн. При такой массе размеры устройства также будут значительными. Чтобы в предназначенном помещении можно было разместить автомат, необходимо заранее рассчитать его габариты.
Перечисленные критерии выбора являются основными, поэтому прежде чем приобретать станок, следует узнать все его характеристики и соотнести их с теми требованиями, которые будут предъявляться к оборудованию на предприятии.
Заключение
Основным этапом на пути открытия собственного бизнеса по производству метизов является выбор качественного и подходящего по мощности станка. После покупки потребуется его правильная установка и подключение.
Также необходимо будет приобрести вспомогательные устройства и инструменты, и конечно же, расходный материал, благодаря использованию которого можно будет получить продукцию высочайшего качества.
Источник