- Индикатор часового типа Mitutoyo 0.001-1 mm, 2109-10 — обзор и разборка
- Токарное дело
- Как пользоваться индикатором часового типа
- Как работать с индикатором часового типа
- Индикатор часового типа (а) и его устройство (б). Как пользоваться индикатором часового типа
- Где взять приспособу для измерения расстояния от ВМТ
- Самодельная стойка для индикатора часового типа
Индикатор часового типа Mitutoyo 0.001-1 mm, 2109-10 — обзор и разборка
В двух частях
1 — внешний обзор, характеристики
Сегодня мы рассмотрим и полностью разберем японский индикатор часового типа Mitutoyo 0.001-1 mm, модель 2109-10. Этим индикатором комплектовались нутромеры этого же производителя (их я также опишу в ближайшее время). Этому экземпляру уже 30 лет. Об истории их появления в СССР я расскажу в конце статьи, а сейчас приступим.
В общем-то, весь измерительный инструмент в мире, так или иначе, соблюдает определенные стандарты, так же и этот индикатор Mitutoyo. По размерам, по характеристикам и функционалу он соответствовал отечественным аналогам. Его можно было поставить и в советский нутромер, или в штангенрейсмус, или в какое иное измерительное устройство и все отлично совместится (ну, почти все).
+ Щелкайте по фото, чтобы увеличить!

Диаметр головки 57 мм, толщина 24 мм, полная высота — 105 мм. Как и советские индикаторы, аналоги, корпус сделан из немагнитного сплава (у нас делали из алюминия). Измерительный наконечник вывинчивается, на конце впрессованный шарик из закаленной стали. Стальной измерительный стержень и такая же присоединительная гильза 8 мм диаметром (у нас они были с допуском h7). Белый циферблат, состоящий из двух элементов: внешней поворотной шкалы и центрального диска. Тонкая основная стрелка черного цвета. Малая стрелка — указатель перемещения измерительного стержня. Выше основной стрелки логотип производителя Mitutoyo, затем — Made in Japan. Вправо цена деления шкалы и диапазон измерений 0.001-1 mm (значит, одно деление равно 1 микрометру, а диапазон — 1 миллиметр), затем название модели, или номер в каталоге — NO. 2109-10. Ну и — 6 JEWELS (это скорее для рекламы — 6 камней в механизме). По краю идут два плоских кольца — ограничители поля допуска, их можно вращать.

Сбоку на корпусе винт со стопорной пластиной — он фиксирует поворот шкалы, для установки относительного нулевого положения. Верхняя часть измерительного стержня (или рейки), закрыта алюминиевым колпачком. Так как индикатор универсальный, а не только для нутромеров, то к нему может привинчиваться рычаг — арретир, который сопрягается с верхней частью стержня — с его помощью можно вручную поднимать этот стержень. Для установки этого рычага сбоку на корпусе предусмотрено место — крепежный винт и отверстия для штифта точной фиксации.

Серийный номер изделия выбит снизу на корпусе.
Защитное стекло индикатора сделано вовсе не из стекла — из оргстекла, на советских индикаторах обычно использовалось — если плоское, то стекло, если выпуклое — оргстекло. Но были и исключения.

Задняя сторона. Здесь пластмассовая крышка на четырех винтах. отечественные индикаторы имели алюминиевую крышку (либо вообще ее не имели). Кстати, эти индикаторы выпускались и с алюминиевыми задними крышками, с ушком.
Насчет характеристик скупо — документации на эти индикаторы у меня нет. На сайте Mitutoyo этой модели уже нет. Если кратко:
Тип — многооборотный индикатор часового типа
Диапазон на 1 оборот — 1 мм
Цена деления — 0,001 мм
Класс точности — 1 (предположительно)
Кратко расскажу историю, конечно не индикаторов этого типа, а этого и подобных ему образцов. Во второй половине 80-х годов ХХ века в СССР начали широко поступать измерительные приборы из капстран, не все они были высокого уровня, многие отсеивались при первой же поверке Госстандартом СССР (ГОСТы в Советском Союзе были очень жесткие и исполнялись безукоризненно). Продукция японской корпорации Mitutoyo также импортировались в Союз. В том числе и такие индикаторы.
В конце 80-х годов я работал на машиностроительном заводе «Гидромаш» в Алма-Ате. В отделе Главного Метролога, и мои обязанности заключались в ремонте и юстировке оптико-механических линейно-угловых средств измерений — весь список, 100%. Завод выпускал военную продукцию — ныне известные ракеты-торпеды «Шквал». Так как эта продукция была крайне секретной, сложной и чрезвычайно перспективной, на уровне союзных министерств и ведомств заводу выделялось самое новейшее оборудование и средства измерений, вне очереди. Пришли и нутромеры с этими индикаторами. Половина нутромеров была забракована Госстандартом и попала мне в руки — на ремонт, так сказать. А вот к индикаторам претензий не было — они проходили поверку на отлично.
Тем не менее, со временем у меня скопилось различного импортного мерителя несколько сотен единиц. Руки на него не доходили. А когда в 1993 году завод начали уничтожать, я некоторые образцы «приватизировал». Кто-то скажет — «стырил», я скажу — «спас». Так как новые собственники — американцы и итальянцы все пустили на убой. Станки вырывали мостовыми кранами, ломая станины, приборы выбрасывали «на хранение» под дождь, снег, солнце. тогда погибло народного добра на многие миллионы, и не рублей — долларов.
К сожалению, я забрал считанные единицы измерительных приборов, увы.
Во второй части статьи будет полная разборка этого индикатора.
Михаил Дмитриенко, специально для PRETICH.ru
2019 г.

Когда наш завод громили, я немного «приватизировал» инструмента. в 90-е продавал. Вот эта Митутойо сейчас здорово поднялась, скупила в России много заводов, которые инструмент измерительный делали.
А раньше в арабских странах, в Австралии, Канаде — наш инструмент запросто можно было встретить. Ценился. Не такой симпатичный, как у японцев или швейцарцев, зато качество и надёжность намного выше.
| Добавить комментарий |
| Пожалуйста, авторизуйтесь для добавления комментария. |
| Реклама |
| Авторизация |
| Вы не зарегистрированы? Забыли пароль? Источник Токарное делоКак пользоваться индикатором часового типа
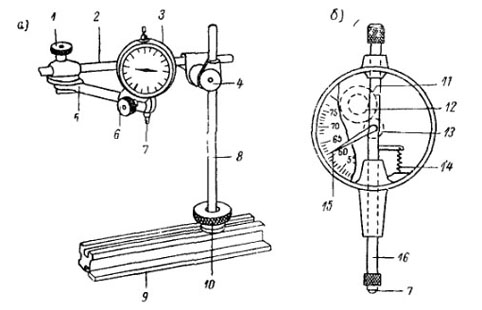
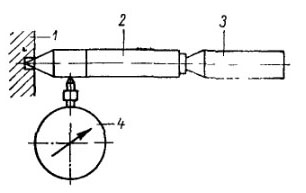
по капитальному ремонту двигателя В основании 9 индикатора (а) посредством накатанной гайки 10 закрепляется стойка 8, на которой при помощи зажима 4 удерживается стержень 2. Этот стержень зажимом 1 соединен со стержнем 5, на котором посредством зажима 6 закреплен индикатор 3 с кнопкой 7. Ослабив винты зажимов 1, 4 и 6, а также гайку 10, можно установить индикатор 3 в любом положении. Затем следует закрепить эти зажимы. Кнопка 7 является (б) концом стерженька 16, который проходит через корпус индикатора. На части стерженька, расположенной внутри корпуса, нарезаны зубья, образующие рейку, сцепленную с маленькой шестерней 12. При перемещении стерженька 16 вдоль оси шестерня 12 вращается, и ее вращение через шестерни 11 и 13 передается оси, на которой закреп пена стрелка 15. Конец стрелки расположен над шкалом каждое деление которой соответствует перемещению стерженькака 16 на 0,01 мм. Под действием пружинки 14 стерженек 16 отводится вниз и кнопкой 7 прижимается к проверяемой поверхности. Как работать с индикатором часового типаУстановив основание индикатора на суппорт станка или плиту, положенную на станину, подводят кнопку индикатора к поверхности проверяемой детали и медленно поворачивают последнюю. При правильном положении детали стрелка индикатора не должна отклоняться от первоначального положения. Проверка положения размеченной детали с помощью индикатора и установочного валика показана на рис.. На торце детали 1 в той точке ее, через которую, например, должна проходить ось отверстия, подлежащего обработке — нанесено керном углубление. В это углубление входит острым (левым) концом установочный валик 2, правый конец которого поддерживается центром 3 задней бабки. К боковой поверхности валика прижата кнопка индикатора 4 При правильно установленной детали и медленном вращении ее стрелка индикатора не должна отклоняться, т. е показывать биения валика. Индикатор часового типа (а) и его устройство (б). Как пользоваться индикатором часового типа
Проверка точности установки центрах размеченной детали. Источник Где взять приспособу для измерения расстояния от ВМТИзвините, я все о своем, как тот лысый о расческе.. Млин, ну кажется вот все что угодно продается, особенно инструмент любой. Ан хрен. Нигде нихрена в наличии нету.. Или я искать не умею.
Для Явы незаменимая вещь.У меня была самодельная Никакая наглазковая технология не давала такого эффекта, как регулировка уоз с помощью индикатора. Но боюсь, уже не найду. Мог отдать вместе с мото, когда продавал. У меня была попроще, и длина по месту сделана, чтобы бак не снимать при регулировке. Проще в том смысле, что промежуточного толкателя не было, на шток индикатора просто накручивался удлинитель. А здесь самый дешевый Вот это ближе к теме.. Значит, оно может еще называться «Адаптер для индикатора» =) Хрень по ссылке, боюсь, под другую резьбу — под тоненькие свечи. Но уже что то,спасибо =) Правда штоль нигде нет? ок, развернутый ответ.. Если двигатель исправен или почти исправен, то вобщем как бы проблемы и нету — нужно только найти саму ВМТ +- не важно сколько, а это можно сделать чем угодно, в том числе и пальцем. Однако, когда механизм зажигания изношен, разболтан, все размерные цепи нарушены, а сам двигатель неизвестно когда и неизвестно кем ( предположительно школьниками) собран, этого недостаточно. Нужно точно найти ВМТ, открутить от нее вниз заданное расстояние (желательно точно) и добиться того, что бы контакты прерывателя размыкались именно в этот момент. Для этого необходимо крутить вал мотора туда-обратно, а для этого нужна повторяемость измерений. А когда делаешь это один, важно что бы ничего еще и не вываливалось в процессе. Источник Самодельная стойка для индикатора часового типа
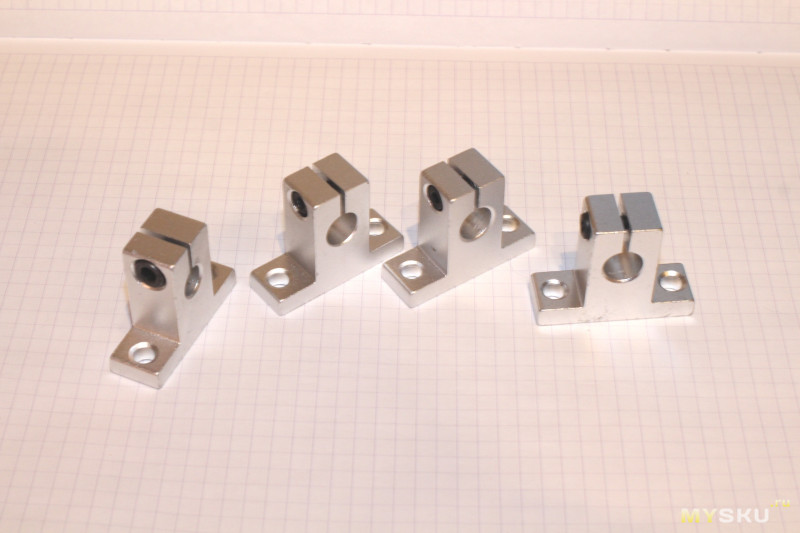
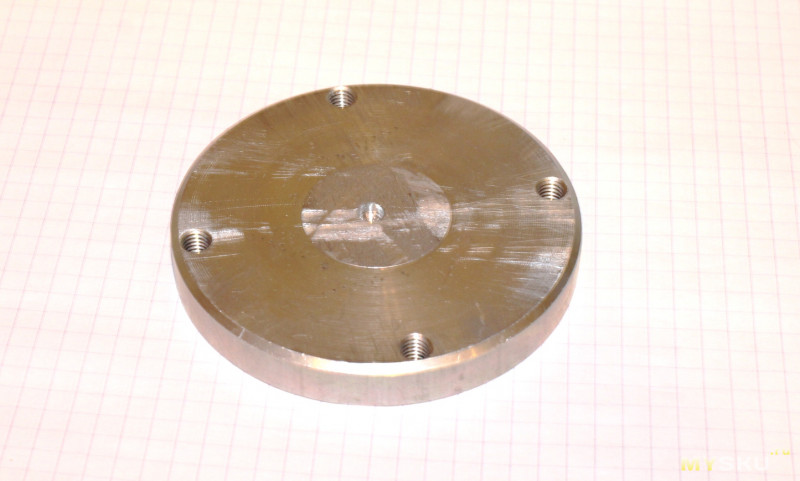
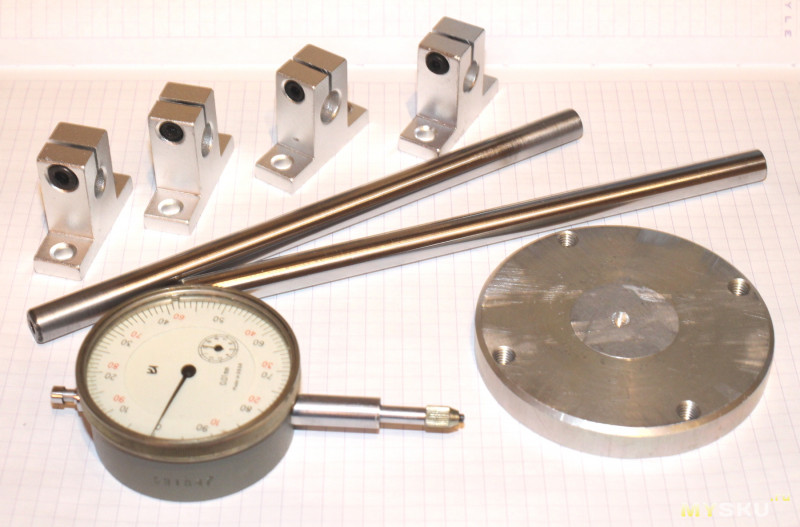
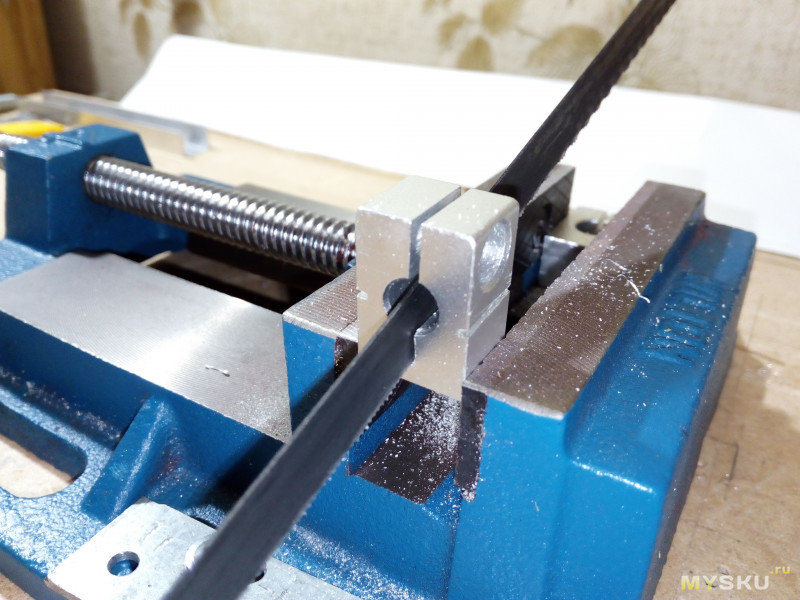
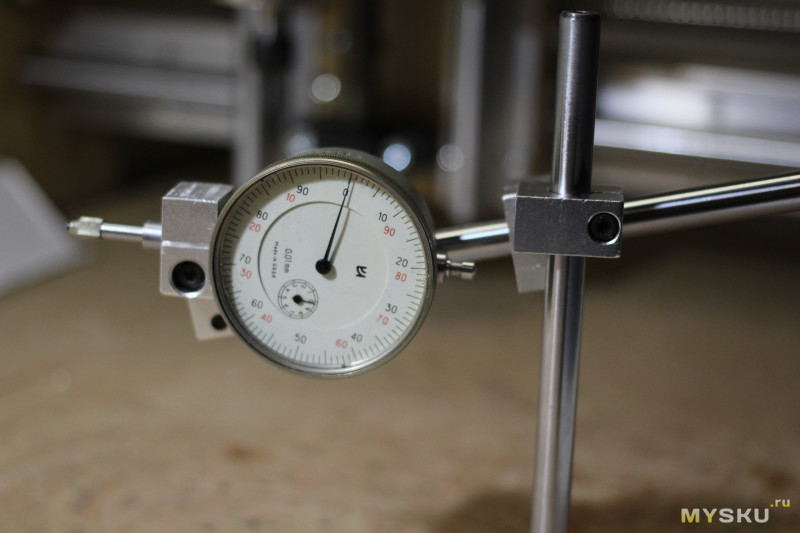
Речь пойдет о самодельной стойке для индикатора часового типа (далее — ИЧ). В мирской жизни ИЧ применяется, например, для измерения биения на конце вала шпинделя, для точной установки детали в токарный патрон, для параллельной установки направляющих… и для многого другого, на что только может хватить фантазии при использовании измерительного инструмента. Этот обзор, как и мой предыдущий, посвящается любителям самоделок. Кому скучно читать, в конце будет видео с процессом изготовления. Итак… Кто-то скажет, что стойку проще купить. Такую, например:
Что у меня есть в наличии:
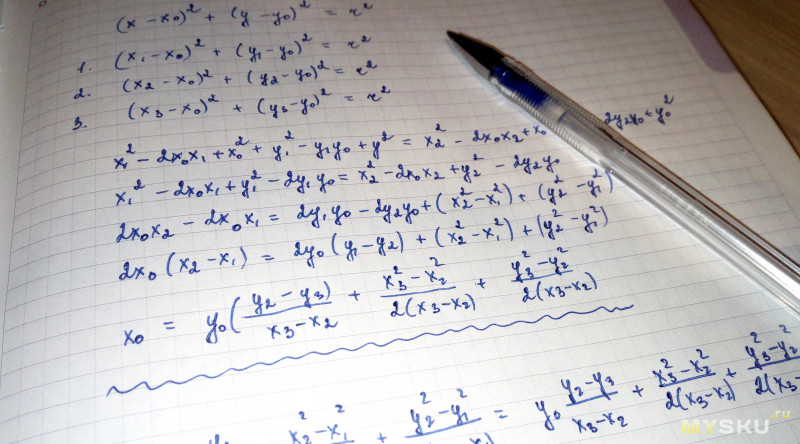
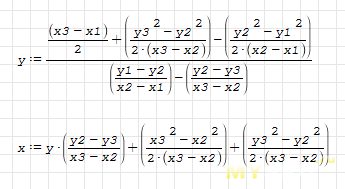
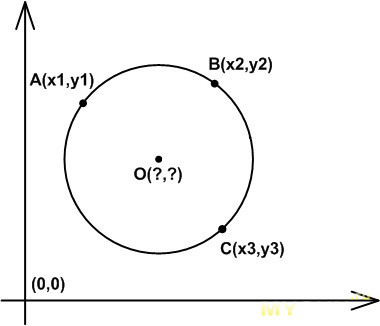
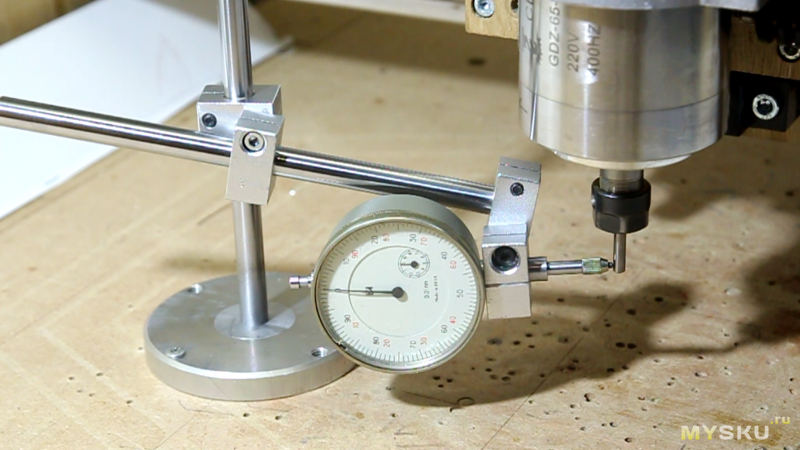
Вот вообщем-то и все, что есть. Но, по-моему, этого более чем достаточно и я думаю, опытные читатели уже сложили Puzzle )). Приложу заготовку, которую вы сможете применить, если захотите написать программку для автоматического вычисления. Так вот, чтобы найти центр нужно закрепить круглую заготовку в произвольном удобном месте, а после этого коснуться фрезой заготовки в трех любых точках A(x1,y1), B(x2,y2), C(x3,y3) и записать их координаты. А пока всё. Всем, кто дочитал, спасибо! Надеюсь было не скучно. Обещанное в начале видео (5 минут) Источник |

 Всем доброго дня!
Всем доброго дня!