- Инструмент жестянщика своими руками
- Кровельный инструмент, который нужен кровельщику для успешного устройства кровли
- Обзор ручных инструментов ↑
- Инструменты жестянщика кровельщика ↑
- Полуавтоматическая закаточная машинка ↑
- Фальцезакаточная машина электрическая ↑
- Как сделать трубу из жести: процесс из 8 технических шагов
- Какую жесть выбрать
- Какие нужны инструменты
- Инструкция по изготовлению жестяной трубы для вентиляции с колпаком своими руками
- Особенности работы с жестью: как согнуть лист железа и раскроить его
- Укротитель жести
- Редкий кадр
- Мастерская своими руками
- Дешево – значит, вредно
- Делаем ручной кромкогиб своими руками. Чертежи и видео
- Устройство ручных кромкогибов
- Ручной кромкогиб своими руками
- Как в 3 приема делается труба из жести: азы работы с металлом для новичка
- Что нам нужно для работы?
- Жесть как она есть
- Инструменты жестянщика
- Технология работы
- Шаг 1. Заготовка
- Шаг 2. Формовка трубы
- Шаг 3. Обработка стыка
- Заключение
- Инструменты для работы с фальцевой кровлей
- Оглавление
- Комплекты инструментов (в оглавление)
- Ручные ножницы для резки металла (в оглавление)
- Кровельные клещи, инструмент для формирования конвертов (в оглавление)
- Киянки, молотки, оправки (в оглавление)
- Кровельные рамки, ручные листогибы и дополнительный инструмент (в оглавление)
Инструмент жестянщика своими руками
Кровельный инструмент, который нужен кровельщику для успешного устройства кровли
Для качественного строительства крыши необходимы профессиональные инструменты, а для выполнения некоторых видов работ также современное оборудование. Их ассортимент постоянно пополняется более усовершенствованными приспособлениями. Каждое из них призвано облегчить кровельные работы, сделать их более качественными.

Кровельный инструмент бывает:
- ручной. Ручной кровельный инструмент жестянщика кровельщика, например, особые ножницы или клещи, отлично подходят для работ со сталью или медью, а вот для мягкой кровли необходим нож кровельный. Все ручные инструменты для кровельных работ отличаются удобством и простотой использования. инструмент для кровли полуавтоматический. Их широко используют при укладке длинных панелей-картин. К примеру, при помощи закаточных машин можно продуктивно и достаточно просто закатать фальцы и обеспечить при этом полную герметичность швов. кровельные инструменты электрические. Они максимально востребованы для устройства фальцевого покрытия. Профилегибочное оборудование одинаково эффективно при работе и с рулонным материалом, и с покрытым полимерным защитным и декоративным слоем.
Обзор ручных инструментов ↑


Нож кровельный «Крючок» получил свое название в соответствии с типом своего лезвия. Такое лезвие прекрасно справляется с резкой мягкой черепицы. В продажу кровельные ножи поступают в комплекте с несколькими трапециевидными лезвиями. Так что при устройстве кровли из битумной черепицы крючковые лезвия докупают отдельно. Рекомендуется использовать в работе двустороннее лезвие, как наиболее удобный для монтажа мягкой черепицы. Когда оно начинает плохо резать, лезвие просто переворачивают.
Инструменты жестянщика кровельщика ↑

Купить инструменты для жестянщика сегодня можно даже онлайн, поэтому тем более важно иметь правильное представление о возможностях каждого из них и для каких конкретно работ они предназначены.
Для устройства металлической кровли прямо на крыше используют инструмент для жестянки. К их числу относят приспособления, необходимые для резки и гибки металла, киянки, молотки и другие. Для работ, выполняемых вручную, используют:

- Клещи кровельные, в отличие от обычных, имеют большую ширину захвата. По этой причине увеличивается износ оси, что приводит к росту люфта в соединении режущих кромок. Поэтому их дополнительно закаливают. Клещи используют для загибания краев металлических листов при их сборке. Они могут различаться по форме:
- полукруглые используют для выполнения отгибов, отделки различных фасонных элементов, при разборке покрытия, установке желоба и других процессах; прямые необходимы при работе с оцинкованной кровлей, так как не повреждают цинковый слой; кривые незаменимы при выполнении монтажа на участках, труднодоступных для сборки.

- Ручные ножницы обеспечивают быстрый, и при этом очень точный рез кровельного материала. Они различаются по своей форме, размерами, степенью изгиба, длиной лезвий, специального назначения. Последние можно использовать, соответственно, для резки листового или гофрированного металла либо плоского шифера. При работе с длинными заготовками используют ножницы пеликаны, при резке по окружности – радиусные. Там, куда невозможно попасть обыкновенным инструментом для жестянщика, на помощь придут ножницы, кромки которых изогнуты под прямым углом. Фальцевый молоток, снабженный короткой ручкой, удобен для выполнения работ на труднодоступных участках. Рекомендуется выбирать молоток с наконечником из пластика, чтобы не повредить защитный слой из полимерной краски на стальной крыше в процессе гибочных работах либо осторожно оформить фальц на кровле из алюминия или на цинк-титановой.

- Кровельные рамки из стали (хапы) используют при устройстве фальцевой кровли. С их помощью формируют двойной стоячий фальца в два этапа. Приспособление состоит из двух рамок, которые пронумерованы в соответствии с порядком прохода. Фальц закрывают сначала рамкой №1, затем используют №2. Сегодня на рынке представлены также универсальные рамки, которые работают, как оба номера. На смену традиционной деревянной киянке пришли современные пластиковые на основе высокопрочного полиэтилена. Более разнообразной стала форма моделей – прямоугольная, круглая, клинообразная, усеченная, имеющая различную форму ударной части. Стальные оправки используют для обработки краев и фальцев в местах пересечения, когда сделать это с помощью механизированных устройств не представляется возможным или очень затруднительно. Оправки по назначению подразделяют на: формирующие фальцы; двойные фальцева; лопатки односторонние, фигурные, предназначенные для выполнения соединений полукруглой формы; углогибы и несколько других. Есть также ряд вспомогательных инструментов, которые значительно облегчают выполнение многократно повторяющихся процедур в процессе работы с металлом, к примеру,

- пружинный кернер, как и шабон используют при маркировке металла; с помощью компостера очень удобно получать отверстия под тот или иной крепеж; газовый паяльник используют для пайки элементов в нужных местах.
Полуавтоматическая закаточная машинка ↑
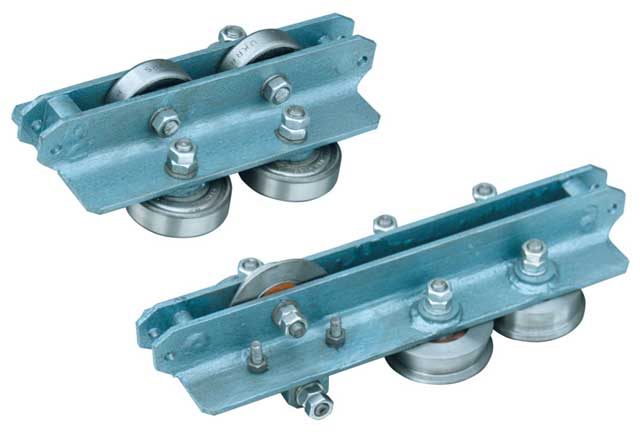
Инструмент состоит из двух отдельных закаточных машинок, которые приводятся в движение за счет тянущего усилия кровельщика. Принцип работы инструмента тот же, что и у ручного хапа – двойной фальц формируется в два прохода. Особо эффективен при устройстве фальцевой кровли на длинных скатах, свыше 10 м.
Закаточная машинка этого типа имеет ряд преимуществ:
- ее производительность втрое выше, чем у ручного приспособления. гарантированный высококачественный шов. имеется возможность настройки толщины металла: от 0,4 до 0,7 в мм. совершенно безопасен для полимерного покрытия: обеспечивает высоту фальца: от 25 до 35 в мм.
Фальцезакаточная машина электрическая ↑
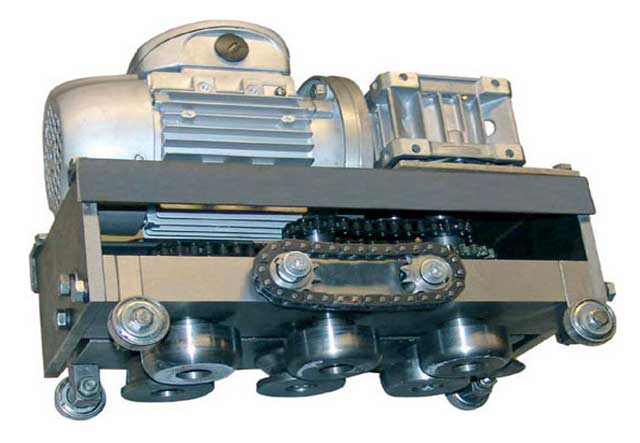
Качественный обжим замка обеспечивают два типа роликов: протягивающие и профилирующие. Производительность ее достаточно высока – 5 м в минуту. Стоит недорого, поэтому быстро себя окупает. Вдобавок к возможностям полуавтоматической машинки появилась возможность
- обработки влажной/ масляной поверхности металла, качественного обжима шва даже там, где установлены кляммеры.
В отличие от полуавтоматической машинки, фальц закрывается за один проход.
Как сделать трубу из жести: процесс из 8 технических шагов
Жесть представляет собой материал, который относится к прокатной продукции. Это разновидность листовой стали. После проката лист обрабатывается антикоррозийными веществами.

Какую жесть выбрать
Перед тем сделать трубу из жести подбирается подходящий отрезок стали. Для дымоходов рекомендуется тонкая жесть, покрытая специальным составом.
Жестяная труба отводит дым и повышает тягу.
Жесть бывает черная и белая. Черный тип материала представляет собой тонколистовую и холоднокатаную сталь. Продукция изготавливается из сталей различных марок. Материал предлагается производителями в листах или рулонах.
Белая жесть — это материал покрытый оловом с обеих сторон, который обрабатывается методами электролитического и горячего лужения. Данный материал представляет собой низкоуглеродистый и тонкий лист.
Метод обработки наделяет сталь стойкостью к ржавчине и пластичностью.
Производство сопровождается контролем состава веществ. Способ обработки и содержание влияет на получение материала разных марок.
Белый тип жести проходит обработку для улучшения поверхности к адгезии с лаковыми покрытиями.
Применяется лакированная жесть. Процесс лакировки используется для защиты поверхностей от внешних факторов.
Черный и белый тип материала бывает следующих видов:
- лист однократной прокатки является изделием малоуглеродистой стали, которая обрабатывается методом холодной прокатки до нужной толщины;
- металл двукратной прокатки после первой процедуры прокатки подергается второй прокатке и специальной смазке, что уменьшает толщину изделия.
Материал классифицируется по степени твердости и по количеству используемого олова.
Труба из жести обладает технически универсальными качествами.
Какие нужны инструменты
Перед тем как произвести жестяные работы своими руками, стоит подобрать комплект материалов и инструментов. Потребуется оборудование для жестяных работ.
Понадобится лист тонкой жести. Чтобы труба стала ровной, берется материал с гладкой структурой и четкими углами. Не используется лист с оборванными краями.
Порезка материала не требует усилий, но приступая к работе, стоит заготовить следующие инструменты жестянщика:
- Для разрезания отрезка на заготовки применяются ножницы для резки металла.
- Используется киянка или резиновый молоток, который не оставляет вмятин. Вес инструмента подбирается тяжелый, но при этом контролируется сила удара.
- Для выполнения сгибов применяются плоскогубцы или клещи.
- Рекомендуются станки для жестяных работ. Подходит верстак, который позволяет ровно расположить лист и разметить.
- Для калибровки применяется трубка с толстыми стенками и уголок, который монтируется к краю верстака. Уголок выбирается массивный, так как на нем загибается металл. Труба помогает при изготовлении продольного шва магистрали.
- Тонкий стальной стержень используется в качестве разметчика. Его изготавливают самостоятельно. Для этого затачивают гвоздь.
- Рекомендуется инструмент для измерений. Для этого подходят рулетки и угольники.
Потребуется круглая деталь для сборки изделия. Для этого рекомендуется труба с сечением 90 мм и не слишком длинная.
Инструкция по изготовлению жестяной трубы для вентиляции с колпаком своими руками
Сделать трубу из листа железа – это значит выполнить последовательность действий. Работа состоит из простых этапов. Сначала проходит подготовка, которая состоит из выполнения разметок деталей и вырезания заготовок.
На этапе формирования тела конструкции происходит создание элемента круглого сечения. При соединении требуется закрепить элементы в одно изделие.

Сделать разметку и заготовку можно в несколько этапов:
- Жестяной лист помещается на поверхности без стыков. Для этого подходит напольное покрытие или верстак.
- От верхнего края размечается отрезок, который равен по размеру будущей магистрали. Отметка выполняется устройством для разметок. Также происходит изготовление водосточных труб.
- Через отметину производится линия. При этом используется угольник.
- От линии размечается ширина отрезка, которая равняется сечению трубы. К полученному значению добавляется 15 мм на стык.
- Полученные разметки соединяются, и выполняется вырезание заготовки.
Делая разметку, стоит учитывать размеры изделия. Ширина – это размер диаметра плюс полтора дополнительных сантиметров. Длина заготовки должна быть больше прямого участка конструкции.
- Фальцы загибаются к поверхности листа под прямым углом. Предварительно под них делается разметка линии. Для загибания используется киянка. Лист кладется на край стола со спуском на нужную длину и с помощью резинного молотка производится загиб. Работа выполняется по всей длине изделия.
- Труба из жести своими руками предполагает еще один загиб на фальце. При этом выполняется разметка.
- Для конструирования трубы используется круглый элемент. На нем располагается оцинкованная жесть, которой придается округлая форма. При этом согнутые концы трубы соединяются.
Загибы выполняются так, чтобы киянка точно ложилась на поверхность уголка. Удары производятся точными и четкими, но не сильными, иначе шов сплющится.
Изготовление жестяных изделий завершается стыковкой. При этом совмещаются края, и
крепится шов. При этом горизонтальный участок пригибается вниз и прикрывает кромку. Выступающий шов пригибается к поверхности при помощи киянки. Загиб выполняется в сторону от г-образного фальца. Если сделать иначе, то вода проникнет внутрь.
Жестяные изделия своими руками требуется соединить. Края крепятся с помощью клепок из алюминия или стали.
- Через каждые три сантиметра проделываются отверстия для заклепок.
- Кромки пригибаются в сторону друг друга.
- Заготовка отгибается обратно, чтобы кромки находились на наружной стороне конструкции.
- Края монтируются при помощи заклепок.
Чтобы облегчить соединение конструкции, элемент в широкой стороне следует слегка развальцевать. Для обеспечения жесткости с краев изделия накатываются кольца. Правильная разметка способствует легкости состыковки с другими элементами, даже заводского производства.
Подобные изделия применяются для водостоков, вентиляционных систем и дымоходных конструкций.
Особенности работы с жестью: как согнуть лист железа и раскроить его
Чтобы создать изделия из жести своими руками, стоит ознакомиться с некоторыми нюансами работы с данным материалом. Рекомендации помогут облегчить монтаж и создать конструкцию в кратчайшие сроки.
- Придать листу жести необходимую форму позволит элемент соответствующей конфигурации. Сгибание выполняет постукивание с применением молотка.
- Чтобы сгиб был ровным, постукивания осуществляются близко друг от друга.
- Облегчить вырезание заготовки из стали поможет специальная петля из кожи. Данный элемент монтируется на ножницы и надевается на пальцы.
- После вырезания кромка обрабатывается стругом, который готовится их ножовочного материала.
- Изделия из жести иногда требуется разрезать. Это делается для придания фигурной формы изделию. Данную процедуру выполняют консервным ножом.
Чтобы материал хорошо резался ножом, его надпиливают ножовкой, а потом используют нож или ножницы.
Жестяные работы отличаются простотой и их можно сделать самостоятельно. Умение изготовить подобную конструкцию пригодится в быту. Труба из жести изготавливается просто, главное знать определенные нюансы процесса.
Укротитель жести
Жестянщик – о профессии и 9-километровом заборе для президента
Алексей Павлов из Пскова рассказывает о секретах правильной вентиляции и о том, как работа в кузнице позволила ему по-новому взглянуть на свою профессию, а перегонка автомобилей – выжить и понять, что жесть – это его судьба.

Редкий кадр
Отец Алексея был печником, и когда перед Павловым встал вопрос профориентации, он тоже решил заняться чем-то необычным. Из предложенного перечня выбрал специальность жестянщика-вентиляционщика – по его словам, весьма редкую. На восьмимесячной практике по итогам обучения он попал к мастодонтам жестяного дела – в бригаде со «стариками» делал вентиляцию на крупном мясокомбинате. Тогда он познал основные тонкости мастерства. После шесть лет в гордом одиночестве трудился в одном из автопарков родного Пскова – сложно преувеличить значимость системы вентиляции в загазованном помещении. «Там были такие трубы, что в них пешком в полный рост можно войти», — вспоминает самые яркие моменты Алексей.


После судьба забросила его в кузницу. Санкт-Петербургу вот-вот должно было стукнуть 300 лет, и фирма выполняла крупный заказ для гостевой резиденции Владимира Путина: два года мастера делали девятикилометровый забор, который прерывался пятнадцатью коваными воротами. Работал герой под началом бывшего ювелира, поэтому отношение к красоте в команде было особым.


«Голова тогда стала по-другому думать. Позже, вернувшись к профессии, я стал внедрять технические приемы и при удобном случае художественно оформлять свой продукт»

Кузницу сам Павлов сравнивает с заводом. Например, помимо российских заказов, свою продукцию многочисленная команда отправляла за рубеж. «Каждый месяц мы собирали двадцатитонную фуру для США», — вспоминает Алексей.

Желание быть самостоятельной творческой единицей пересилило, и он ушел в свободное плавание. Правда, жизнь заставила сделать это в объезд – буквально: полтора года мастер занимался перегонкой автомобилей из зарубежья. Дальше все было, как в поговорке: не было бы счастья, да несчастье помогло. Законодательство изменилось, и заниматься перепродажей забугорных машин стало тяжело и невыгодно. Жестянка все это время ждала своего героя – и дождалась.

Мастерская своими руками
Первое время Алексей работал под открытым небом, взяв подержанный двутавр. Потом начал строить цех у себя на даче, после – организовал пристрой. Аппетиты заказчиков росли – Павлов купил соседний участок, на котором возвел капитальную мастерскую. Сегодня расширяется и она, а параллельно жестянщик строит себе дом.


Работает мастер один, если не считать армии железных станков и верных пажей – отряда электроинструментов и ручного — от Knipex. По его словам, за все время он пытался воспитать себе подмастерье, но из двадцати человек, приходивших в цех, потенциал был только у одного – но тот выбрал военную карьеру.

Прежде чем укомплектовать мастерскую французскими листогибочными станками Jouanel, Алексей перепробовал много других вариантов. По его словам, с ними мало что сравнится. Да, дорого, но работают машины идеально. Всего в его арсенале – с десяток агрегатов разных размеров. Но иногда не выручает даже заграница. Например, чтобы гнуть сферические формы, скажем, крыло для автомобиля, ему был необходим агрегат типа «английское колесо». Таких, по его словам, просто не достать. Пытливый ум нашел выход: Павлов модифицировал советский фрезер весом полтонны. Вскоре из Барнаула к нему пожаловал похожий гость – аппарат весом почти в тонну, который мастер тоже переработал с помощью знакомых инженеров.

Makita работает более утонченно. Bosch – немного топорно, но более надежно

Ножницы, болгарки, полировочные машинки, дрели, шуруповерты – верные слуги мастера, которые исчисляются десятками. На первое место Алексей ставит Bosch, вторую ступень его личного пьедестала занимает техника DeWalt. В хит-параде также агрегаты Makita, а за вечную классику в мастерской отвечает техника Jet: сверлильные станки – большой, малый, средний, сегментирующий листогиб, зиговочная машинка. В цеху Павлова есть целое семейство торцовочных пил – четыре брата: Makita, DeWalt, Jet и Bosch, каждый из которых сгодился для своего дела.


Дешево – значит, вредно
Почти за двадцатилетнюю карьеру жестянщика, если не брать во внимание периодическую смену деятельности, Алексей познал все тонкости этой сферы. Одна из проблем, считает он, — когда специально или по незнанию путают сендвич-трубы из пищевой и технической нержавейки. Первая опытными мастерами используется для выведения дыма, вторая – для вентиляции. Выглядят они одинаково, но система отвода так устроена, что за счет воздушных завихрений в ней возникает статическое электричество. Из-за него на стенках технической нержавейки намагничивается кокс (в простонародье сажа), а порой она (техническая нержавейка) может просто прогореть на ровном месте и даже привести к пожару. Проверить такие сендвич-трубы при покупке легко: нужно прикрепить обычный магнит к внутренней трубе. Так называемые пищевые марки сталей не магнитятся, а, стало быть, ваш дымоход будет всегда чист. Да, использование технической нержавейки выходит почти в два раза дешевле, но скупой платит дважды, и в этом случае – своим здоровьем и безопасностью. Хороший мастер себе такого не позволит.
Делаем ручной кромкогиб своими руками. Чертежи и видео
 Отбортовка кромок в листовых деталях автомобиля при его ремонте – неэнергоёмкая операция, поэтому даже при значительных объёмах работ целесообразно обзавестись не приводным, а ручным кромкогибом. Технологическое преимущество такого процесса заключается в том, что заготовку под давлением можно оставить настолько, насколько это требуется для преодоления упругой инерции материала. Ручными кромкогибами обычно формируют кромки листового металла толщиной до 0,8…1,0 мм, при высоте борта до 20 мм.
Отбортовка кромок в листовых деталях автомобиля при его ремонте – неэнергоёмкая операция, поэтому даже при значительных объёмах работ целесообразно обзавестись не приводным, а ручным кромкогибом. Технологическое преимущество такого процесса заключается в том, что заготовку под давлением можно оставить настолько, насколько это требуется для преодоления упругой инерции материала. Ручными кромкогибами обычно формируют кромки листового металла толщиной до 0,8…1,0 мм, при высоте борта до 20 мм.
Устройство ручных кромкогибов
Кромкогибы, при некотором внешнем сходстве с листогибами, имеют принципиальное отличие – высота полки обычно не превышает 5…20% от их длины. Меньшее значение соответствует отбортовке внутренней кромки. При гибке такого ограничения нет, что предопределяет заметные конструктивные изменения в сравниваемых устройствах.
Первое из них касается длины рабочей зоны отбортовки – для ручных кромкогибов она может быть и небольшой, поскольку высота борта и радиус закругления не изменяются. Соответственно выпускаются портативные ручные кромкогибы, перемещая которые вдоль предварительно размеченной линии отбортовки, получаем требуемый профиль.

При большой протяжённости зоны кромкообразования процесс следует выполнять одновременно. В таких случаях кромкогиб более схож с листогибом, различаясь, по сути, лишь способом прижима заготовки.
Рассмотрим первый вариант устройства. Портативный ручной кромкогиб для постепенного формообразования борта включает в себя:
- Две ручки, причём подвижной может быть одна из них, либо обе.
- Рычажную усилительную систему для создания требуемого усилия отбортовки.
- Рабочие губки с профилем, который соответствует размерам кромки. Обычно производитель комплектует ручной кромкогиб набором из нескольких губок и наиболее часто встречающимися на практике высотой кромки и радиуса закругления при переходе от кромки к основной плоскости.
- Регулируемый ограничитель хода: чаще всего это – вывинчивающийся шлицевой винт, снабжённый упорной резьбой.
Для удобства работы ручки прорезинены, что исключает скольжение руки работающего во время приложения усилия.

Второй вариант портативного ручного кромкогиба – роликовый, где трение скольжения губок по заготовке заменяется трением качения при вращении рабочих роликов. Усилие формообразования при этом существенно снижается, но инструмент получается менее универсальным, поскольку пара роликов лишь одна, и изменить параметры кромкообразования не получится, кроме как заменой пары роликов, что довольно трудоёмко. Кроме того, роликовыми кромкогибами в большинстве случаев не удаётся выполнить внутреннюю отбортовку по малым радиусам.
Основным недостатком ручных портативных кромкогибов является их малая точность: при передвижении инструмента вдоль неровной линии будущей кромки постепенно накапливается погрешность, которая в конце операции может достигать миллиметра и более. При кузовном авторемонте это недопустимо, поэтому качество формирования борта определяется только опытом исполнителя.
Ручной кромкогиб своими руками
Остановимся на варианте проектирования и изготовления ручного кромкогиба с одновременным получением внутреннего или внешнего контура по всей длине предварительно размеченной заготовки. Общий вид приспособления представлен на рисунке. Такой ручной кромкогиб можно использовать не только в автосервисе, но также при производстве кровельных работ, изготовлении жестяных вентиляционных коробов и прочих пространственных изделий из листового металла.
Размеры самодельного кромкогиба с ручным приводом определяются в зависимости от наибольших размеров заготовки, для которой производится отбортовка. Например, при больших в плане изделиях целесообразнее соорудить стол из дерева или многослойной фанеры, на котором и крепить кромкогиб, в остальных случаях конструкция сваривается из швеллеров и листового металла.

Конструкция ручного кромкогиба рассчитана на последовательное выполнение двух переходов:
- прижима заготовки при помощи струбцины и нижнего прижима;
- отбортовки по заданному контуру поворотом рукоятки с расположенным на ней пуансоном.
Обычно рекомендуют выполнять сварной вариант такого узла, но это нецелесообразно: параметры кривой отбортовки могут измениться, а пуансон сменить уже невозможно. Поэтому, учитывая небольшие усилия, возникающие при деформировании лучше изготовить сборно-разборный пуансон, который представляет собой совокупность отдельных модулей, характеризующихся своим радиусом закругления и высотой кромки.
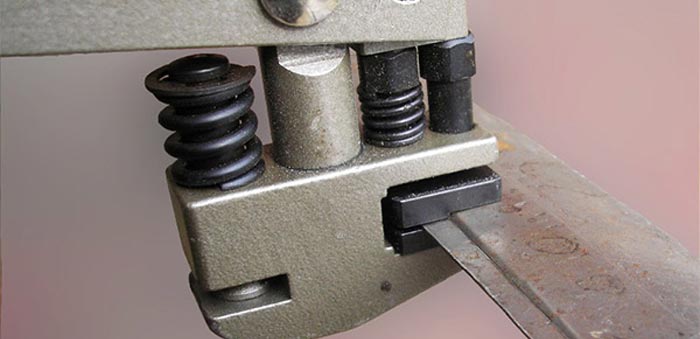
Крепление таких пуансонов на балке выполняется при помощи болтов (разумеется, что все посадочные места должны быть спроектированы и выполнены с максимально возможной точностью).

Само кромкообразование выполняется после того, как заготовка надёжно зафиксирована между верхним и нижним прижимами (последний обеспечивает плавность прижима за счет пружины, насаженной на стержень в верхней плоскости). Совмещение двух половинок отбортовочного штампа производится при перемещении опорного кронштейна по сопрягаемой поверхности ограничителей, которые выполняют роль направляющих элементов ручного кромкогиба.
Изменяя конфигурацию пуансонных модулей, можно выполнять отбортовку не только под прямым, но и под любым другим углом – вплоть до 110…120º (для этого достаточно лишь предусмотреть небольшой скос на ограничителе, который виден на рисунке).
Как в 3 приема делается труба из жести: азы работы с металлом для новичка
Ниже я расскажу о том, что нам понадобится для формирования трубы, а также опишу алгоритм, по которому я уже пять лет успешно гну жестяные изделия.
Что нам нужно для работы?
Жесть как она есть
Итак, начнем наш обзор технологии с анализа материала. Гнуть мы трубу будем из жести:
- Основу жестяного листа составляет сталь, прошедшая обработку на прокатном стане. Как правило, в продаже встречаются листы толщиной от 0,1 до 0,7 мм – чем толще, тем выше цена.

Прокат, из которого нарезается листовой металл
- Для защиты от коррозии стальное основание жестяной заготовки покрывается материалом, предотвращающим окисление металла. Чаще всего для этого используются соединения хрома, олова и цинка.
- На заключительном этапе изделие нарезается в соответствии со стандартными размерами. Чаще всего в строительных магазинах продаются жестяные заготовки шириной от 512 мм до 2 м, но при необходимости можно найти или заказать и более широкие детали.

Заготовки для работы
У такого металла есть очевидные плюсы:
- Малая толщина обеспечивает снижение массы жестяных изделий.
- Обработка поверхности достаточно эффективно защищает стальное основание от коррозии при контакте с факторами внешней среды.
- Тонкий металл неплохо режется, при этом для обработки не требуются очень мощные инструменты – вполне достаточно ручных ножниц.
- Прокатка и термообработка заготовок при производстве жести обеспечивают им высокую пластичность. Благодаря этому листы и полосы отлично гнутся по минимальному радиусу без риска растрескивания.
Обратной стороной гибкости жести является низкая прочность на изгиб, потому при изготовлении незамкнутых деталей в их конструкцию обязательно вносят ребра жесткости. Впрочем, нашей ситуации это не касается: труба сама по себе отлично держит форму.
Инструменты жестянщика
Как я уже отметил, жесть – это материал мягкий и пластичный, который обрабатывается довольно просто. Но есть у этой простоты и недостаток: металлический инструмент не только оставляет следы на поверхности листового металла, но и может при ударе повредить защитный слой, спровоцировав развитие коррозии.
Именно поэтому для работы с жестью и тонкой оцинкованной сталью применяются такие инструменты:
- ножницы по металлу. Я использую самые обычные, подпружиненные, с не очень длинными рукоятками – при относительно небольшом усилии они отлично режут сталь 0,7 мм;
Очень важно, чтобы лезвия ножниц были острыми, иначе края заготовок получатся неровными, и нам придется тратить время и силы на удаление «бахромы».

Ножницы для оцинкованной стали
- молоток с резиновым/обрезиненным бойком. Зачем нужна резина, уже понятно – чтобы не допустить ударов металла о металл;
- киянка – в принципе, выполняет функцию молотка с резиновой насадкой. Оба инструмента взаимозаменяемы, что не мешает мне иметь в своем распоряжении и киянку, и молоток;

- плоскогубцы (несколько штук, разных размеров). Используются для гибки металла, поскольку короткие края листа или полосы пальцами ухватить невозможно, несмотря на всю пластичность;

Фото стандартной киянки
- калибрующие заготовки – стальные трубы (у меня две, диаметром 50 и 100 мм) и уголки. Используются в качестве шаблонов для гибки соответственно круглых и прямоугольных деталей;
- измерительные инструменты – линейка, рулетка, уровень и циркуль;
- разметчик – заостренный стальной стержень, который используется для нанесения меток на жестяной лист. Можно купить, можно заточить гвоздь-«двухсотку».

Для разметки можно использовать кернер
- верстак – самая необходимая вещь. Верстак выполняет функции места для разметки раскройного стенда, рабочего стола – в общем, именно на нем мы будем выполнять все работы.
Конечно, этого набора нам хватит только для изготовления нескольких труб – до двух-трех десятков. Если же работа предстоит масштабная, то не обойтись как минимум без листогиба – устройства, позволяющего ровно гнуть большие металлические заготовки.
Технология работы
Шаг 1. Заготовка
Инструкция по изготовления трубы из жести начинается с описания изготовления заготовки:

Укладываем материал на верстак
- На верстаке или другой ровной поверхности раскатываем листовой металл, при необходимости выравнивая его с помощью механических воздействий.
- Отмеряем длину и ширину трубы, нанося мелом, маркером или разметчиком обозначения на материал. При разметке учитываем, что ширина заготовки должна быть равной длине окружности трубы + 1,5…1,6 см на формирование шва.
- Контролируем перпендикулярность проведённых линий с помощью угольника.

Резка по размеру
- Берем ножницы и делаем сначала боковой, а затем продольный разрез. Резать нужно строго по линиям, стараясь не делать больших отступов. Если линия реза будет «гулять» — на этапе формирования шва могут возникнуть проблемы.
- Еще раз выравниваем нашу заготовку. При необходимости простукиваем края для удаления волн и обрабатываем их, зачищая от заусенцев.
Шаг 2. Формовка трубы
Теперь нам нужно сделать из заготовки круглую трубу. И на первом этапе мы формируем профиль:
- С одной стороны детали проводим линию загиба фальца на расстоянии 0,5 см от края.
- С другой стороны проводим такую же линию на расстоянии 1 см.

Схема загиба фальцев
- Укладываем заготовку на стальной уголок и отгибаем фальцы перпендикулярно плоскости листа. Для загиба используем киянку, при необходимости подправляя металл плоскогубцами.

- Я обычно поступаю таким образом: вначале захватываю металл плоскогубцами, формируя загиб шириной около 2-3 см. После того как направление деформации будет задано, меняю плоскогубцы на киянку и продолжаю работу, используя в качестве опоры стальной шаблон.
- Работая по шаблону, не прикладываем излишних усилий, иначе мы рискуем повредить материал и «счесать» часть защитного покрытия,
- Дальше отогнутый фальц шириной 1 см делим надвое по ширине и повторяем загиб. Теперь нам нужно отогнуть полосу шириной 0,5 см параллельно основной заготовке.

- Теперь формируем профиль трубы. Заготовку укладываем на калибрующую поверхность и постукиваем по ней, выгибая вначале дугу, а затем и полный круг. Чем ровнее он будет, тем лучше – меньше придется возиться на завершающем этапе работы.
Шаг 3. Обработка стыка
Теперь нам нужно сформировать шов, который превратит нашу заготовку в собственно трубу:
- Фальцы, отогнутые перпендикулярно основной части, совмещаем, плотно прижимая друг к другу.

Заготовка трубы с загнутым швом
- Горизонтальную часть длинного фальца загибаем таким образом, чтобы он обернул совмещенные части.
- Укладываем полученную трехслойную конструкцию на верстак и тщательно простукиваем, хорошенько уплотняя. При этом следим, чтобы не было перекосов, которые отрицательно скажутся на прочности конструкции.

Укрепление соединения на болванке
- Шов из собранных вместе фальцев отгибаем к стенке трубы. Надеваем изделие на калибровочную заготовку и еще раз простукиваем стык. Полученное соединение отлично держится без всякого крепежа за счет пластичности жести.
При изготовлении труб большого диаметра, испытывающих значительные нагрузки ширину фальцев можно увеличить, а стык дополнительно усилить заклепками.

Заключение
Я надеюсь, что в приведенном выше материале достаточно подробно объяснил, как сделать трубу из жести своими руками. Если же какая-то из операций вызывает сложности – вы всегда можете либо просмотреть видео в этой статье либо задать мне вопрос в комментариях. Конечно, гнуть металл вместо вас я не буду, но добрым советом помогу обязательно!
Инструменты для работы с фальцевой кровлей
Оглавление
Комплекты инструментов (в оглавление)



Ручные ножницы для резки металла (в оглавление)

Ножницы для прямого раскроя плоского листа.

Ножницы для прямого раскроя плоского листа.

Специальные ножницы для разнонаправленных криволинейных резов.

Комбинированные (идеальные) ножницы для прямых и криволинейных резов.

Рычажные подпружиненные ножницы для выкройки простых и сложных заготовок.

Профессиональные универсальные ножницы по металлу. Используются для резки металлических профилей и листовых металлов.

Ножницы по металлу для резки материала по кривой.

Ножницы по металлу левые/правые для резки материала по кривой.

Ножницы по металлу левые/правые для резки материала по кривой, ручки оснащены возвратной пружиной.

Ножницы с изогнутыми лезвиями для правых/левых резов с маленьким радиусом.

Для небольших резов в местах повышенного риска разрыва металла на конце реза

Предназначена для пропила углублений в стропилах для врезки крюков водосточной системы
Кровельные клещи, инструмент для формирования конвертов (в оглавление)

Кровельные клещи под углом 45 градусов с шириной губок 40 мм для формирования узлов на фальцевой кровле.

Кровельные клещи под углом 45 градусов с шириной губок 60 мм для формирования узлов на фальцевой кровле.

Кровельные клещи под углом 45 градусов и шириной губок 40/60/80 мм для формирования узлов на фальцевой кровле.

Кровельные клещи под углом 90 градусов и шириной губок 60 мм для формирования узлов на фальцевой кровле.

Кровельные клещи под углом 45 градусов и шириной губок 20 мм для формирования узлов на фальцевой кровле.

Специальные кровельные клещи для формирования примыкания плоского листа и фальцевых картин к стене и печным трубам.

Специальные кровельные клещи для формирования примыкания плоского листа и фальцевых картин к стене и печным трубам.

Специальные кровельные клещи для формирования примыкания плоского листа и фальцевых картин к стене и печным трубам.

Клещи для обустройства примыкания к трубе и стене высотой до 180 мм.

Специальные клещи для обжатия металла в месте угловых соединений.

Специальные прямые кровельные клещи для формирования конвертов (вложенное соединение).

Специальные прямые кровельные клещи для формирования конвертов (накладное соединение).

Кровельные клещи прямые с шириной губок 60/80/100 мм для формирования узлов на фальцевой кровле.

Специальный инструмент для формирования конвертов (длина губок 45/65 мм).

Инструмент для формирования конвертов с высотой кромки до 100 мм.

Специальный инструмент для демонтажа картин двойного стоячего фальца.

Инструмент для вскрытия/демонтажа картин с двойным стоячим фальцем.

Специальный инструмент для формирования конвертов

Специальный инструмент для работы с плоским листом

Кровельные клещи прямые с шириной губок 60 мм для формирования узлов на фальцевой кровле
Киянки, молотки, оправки (в оглавление)

Пластиковая киянка с прямоугольной формой ударной части.

Пластиковая киянка с усеченной формой ударной части.

Пластиковая клиновидная киянка для формирования элементов фальцевой кровли.

Оправка для формирования и закрытия фальцев.

Оправка-лопата предназначена для формирования и закрытия фальцевых замков.

Оправка для формирования и закрытия фальцев.

Инструмент для формирования и закрытия замков двойного стоячего фальца.

Молоток с пластиковыми наконечниками для формирования элементов фальцевой кровли.

Оправка-лопата предназначена для формирования и закрытия фальцевых замков

Оправка предназначена для формирования и закрытия фальцевых замков

Молоток для формирования элементов фальцевой кровли

Молоток для формирования элементов фальцевой кровли

Используется для обработки деталей кровельных картин при монтаже фальцевой кровли.
Кровельные рамки, ручные листогибы и дополнительный инструмент (в оглавление)

Предназначена для формирования Г-образного фальца при монтаже кровельных картин из листовой стали.

Предназначена для формирования двойного стоячего фальца при монтаже кровельных картин из листовой стали.

Используется для формирования карнизного свеса при монтаже фальцевых картин.

Инструмент для формирования Г-образного фальца при монтаже кровельных картин.

Инструмент для формирования двойного фальца при монтаже кровельных картин.

Универсальный компактный складной инструмент для подгиба карнизкого свеса.

Инструмент используется для первого прохода при формировании линии карнизного свеса.

Используется для формирования карнизного свеса при монтаже фальцевых картин.

Предназначена для формирования двойного фальца на изогнутых скатах.
Источник