- Инструмент жестянщика своими руками
- Кровельный инструмент, который нужен кровельщику для успешного устройства кровли
- Обзор ручных инструментов ↑
- Инструменты жестянщика кровельщика ↑
- Полуавтоматическая закаточная машинка ↑
- Фальцезакаточная машина электрическая ↑
- Как в 3 приема делается труба из жести: азы работы с металлом для новичка
- Что нам нужно для работы?
- Жесть как она есть
- Инструменты жестянщика
- Технология работы
- Шаг 1. Заготовка
- Шаг 2. Формовка трубы
- Шаг 3. Обработка стыка
- Заключение
Инструмент жестянщика своими руками
Соединение краев тонкого листового металла производится чаще всего в замок — посредством зажимания одного края в другой, но изредка применяются и другие способы, которые в работах юного мастера как раз могут понадобиться чаще. Способы эти вот какие.

Края листов можно просто спаять. Понятно, что это будет самый непрочный способ, особенно, если листы металла тонки. Это будет соединение в притык (1). Такое соединение может быть применено там, где не требуется прочности, но необходимо незаметное соединение. В более толстых листах соединение в притык делается зубцами (2). Так поступают, собственно, уже не жестяники, а медники — мастера, изготовляющие медную посуду, баки, трубы, колпаки и т. п. Соединение в притык можно сделать более прочным, припаяв с внутренней стороны пластинку (3). Это будет притык с накладкой. Более прочное соединение — в нахлестку (4). Один край накладывается на другой, шов пропаивается или скрепляется заклепками. Но это соединение уже имеет выступающий край, что не всегда удобно. Можно отогнуть кромки у одного края и у другого, зацепить их и сжать ударами киянки. Это уже будет простой замок (5).
Наиболее употребительный способ соединения — это двойной замок (6). Он делается так. У одного куска отгибается кромка под прямым углом, у второго кромка также отгибается, но в другую сторону, и прижимается к куску, а затем эта кромка отгибается под Прямым углом в обратную сторону. Обе отогнутых кромки соединяются между собой, загибаются в сторону первой кромки, и шов проколачивается киянкой. С обратной стороны он будет глаже, что надо учитывать при соединениях этим способом. Последовательный ход работы схематически изображен на следующем рисунке:

Двойной замок (схема)
Всевозможные жестяницкие изделия чаще всего соединены двойным замком.
Изредка жестяники применяют соединение при помощи заклепок. Однако этот способ чаще применяется тогда, когда надо приклепать ручку, ушко, полосу и т. п. Изредка заклепками укрепляют швы в накладку и простым замком. Заклепывают обычно мелкими заклепками, лучше с широкими плоскими шляпками, холодным способом. В грубых работах жестяники предпочитают заклепки, свернутые из кусочка жести. Для их изготовления надо иметь кусок железа с дырками разных диаметров, или заклепочник. Ромбовидный кусочек жести свертывают фунтиком при помощи молотка или круглогубцев, вставляют в заклепочник, в дыру подходящего диаметра, и расклепывают головку. Такие заклепки мягки, но, конечно, не имеют того аккуратного вида, как у сплошных заклепок.

Заклепка из жести
Почти все работы с тонким металлом основаны на пластичности металла, его способности изгибаться и расплющиваться. Но мастер должен умело пользоваться своим инструментом, иначе эти же свойства пойдут во вред работе. Как и почему, дальше будет видно.
Основная и самая первая работа мастера — это умение отогнуть фальц, иначе говоря,— загнуть край листа. Работа простая, но и весьма ответственная, так как от нее зависят дальнейшие процессы. Отгибать фальц приходится для самых различных надобностей: и для соединений швом, и для краев, для вставки днищ и других. Надо следить за тем, чтобы металл только гнулся, но никак при этом не расплющивался. Если металл в сгибе расплющится, он уширится. Кромка сгиба выйдет изогнутой, и поверхность листа покоробится.
В грубых работах, где фальц отгибается широкий, это не имеет почти никакого значения. Но там, где требуется большая точность и изящество, это будет очень заметно. Поясним на примере, что у нас может получиться. Предположим, мы хотим сделать из жести трубку и соединить ее двойным замком. Отогнули фальцы железным молотком, стали свертывать трубку и соединять шов, но оказывается — шов-то соединить очень трудно; фальцы оказались загнутыми из-за расклепывания металла молотком.

Поэтому фальцы всегда надо отгибать деревянной киянкой на острой железной кромке лома, железной полосы или уголка скребка.
Работа происходит в таком порядке. Прежде всего рейсмусом проводят линию сгиба. Чем толще металл и грубее работа, тем шире можно взять фальц (10— 20 мм, на тонкой жести фальц берется в 3—5 мм). Кладут лист на кромку скребка (или заменяющих его приспособлений) линией сгиба, быстрыми и точными ударами киянкой отбивают эту линию сначала у концов, а потом по всей длине фальца.

Затем пригибают под прямым углом кромку фальца, ставят ее наружной стороной на наковальню и выправляют с внутренней ударами киянки.
Предположим, что нужно отогнуть фальц у жестяного цилиндра.

Изготовление фальца на цилиндре
Понятно, что диаметр наружной кромки отогнутого фальца будет больше, нежели диаметр его внутренней окружности. Следовательно, металл должен быть расклепан по всему фальцу, у внешнего края сильнее, к цилиндру слабее.
Фальц надо гнуть железным молотком. Цилиндр берут в левую руку, намечают изнутри рейсмусом ширину отгиба и прикладывают к кромке поддержки или лома под тупым углом, после чего поколачивают по будущему фальцу носком молотка, отбивая линию сгиба и расклепывая кромку. Легкие удары молотка направляют так, чтобы сильнее расклепывать наружный край. Обойдя полный круг, уменьшают угол наклона цилиндра, ставя его круче к наковальне, и продолжают тем же порядком работу. Ее повторяют еще и еще, все уменьшая угол наклона до прямого. При таком постепенном выколачивании фальц удастся отогнуть под прямым углом, и он нигде не лопнет. Отогнутый фальц ставят на плиту и выправляют его ударами киянки.
К такому цилиндру с фальцем можно уже присоединить двойным замком дно, только у кружка для дна надо отогнуть фальц или припаять дно припоем.

Отгиб фальца на кружке
Подобно тому, как отгибают фальц на цилиндре, поступают и тогда, когда край жестяного изделия надо укрепить и сделать толще, закатывая в него проволоку. Работу ведут тем же порядком, но киянкой и не отбивая острой кромки сгиба. Сгиб должен выйти плавный, на металле надо сделать отворот, рассчитывая ширину этого отворота по толщине той проволоки, которая туда войдет.

Ширину надо брать примерно в три диаметра проволоки, прибавляя немного на толщину металла. Когда фальц отогнут под прямым углом, его отгибают киянкой назад, проворачивая цилиндр на круглой наковальне. Затем ставят на плиту, вставляют проволоку и несколькими ударами киянки по отвороту закрепляют ее. Киянкой на круглой наковальне и плите окончательно прижимают и оглаживают отворот. Перевернув изделие краем вверх, оправляют закатанный край сверху. Если отворот оказался недостаточно широким, его теперь очень легко исправить, проколачивая сверху киянкой с оттяжкой удара кнаружи. На изделиях с прямыми краями закатать в край проволоку, конечно, еще проще.
Из приемов обработки тонкого металла, основанных на расклепывании и вытягивании металла, юному мастеру непременно надо ознакомиться с выколачиванием. Выколачиванием плоской пластинке металла придают разнообразную выпуклую форму. Таким путем можно выколотить днища и крышки котлов, капоты и разнообразнейшие обтекаемые детали для моделей самолетов, обшивку для моделей судов и т. п. Выше у нас была уже подобная работа — эта выколачивание ковша.
Выколачивание — это работа, требующая терпения. Нельзя ударить раз-другой молотком и получить хорошую вытяжку. Надо потихоньку поколачивать молотком, всё время передвигая изделие, постепенно увеличивая глубину вытяжки и в заключение оправляя и оглаживая легкими ударами поверхность изделия.
Вытягивать можно в основном двумя способами. Первый способ — когда металл расплющивают на выпуклой наковальне, начиная от середины к краям. Середина получится тоньше всего, но зато изделие будет выпуклым. Работа ведется железным молотком. По второму способу выколачивают киянкой или молотком с круглым концом на оправке (матрице), имеющей соответственную форму.

Выколачивание на оправке
Как пример, приведем выколачивание того же ковша. На деревянной колобашке или толстой доске надо сделать несколько круглых выемок различной глубины. Их вырезывают полукруглой стамеской, а затем оглаживают ударами круглого молотка. Круглую пластинку металла кладут над первым углублением и молотком или круглой киянкой выколачивают ее до тех пор, пока не получится правильно округленная поверхность без морщин. Тот же прием повторяют и в следующих, более глубоких матрицах. В заключение мы получим ковш по профилю матрицы. По другому профилю и другому раскрою мы могли бы получить и другую форму.
Иногда юному мастеру придется выколачивать на пластинках тонкого металла продольные углубления. Сечение такой пластинки получится фигурным, и пластинка приобретет жесткость.

Пластинка с продольным углублением
Как и во всяком другом деле, разметка и раскрой материала, начало работы, являются очень важной операцией, от которой зависит и дальнейший успех. Отсюда ясно, что эта работа требует особой внимательности и аккуратности. Самая простая работа — это раскрой и изготовление простой открытой прямоугольной коробки с прямостоящими или расходящимися боками, с носком или без него.

Изготовление прямоугольной коробки
Из листа жести выкраивают прямоугольник соответствующих размеров (а). При раскрое надо учесть площадь дна и высоту стенок. Рейсмусом отчерчивают линию сгибов. Один уголок срезают, если надо сделать в коробке носок. Перевернув лист на доску, носком молотка отсекают по углам биссектрисы углов примерно до границы будущих сгибов стенок (б). Снова перевернув лист, на ребре наковальни (куска железа) загибают киянкой бока (в), но не совсем. Их отделывают на прямоугольном конце наковальни и пригибают киянкой вплотную к стенке (г). Срезанный угол для носка остается не пригнутым, его слегка сплющивают, выделывая из него желоб. Коробка готова (д).
Работа, как видно, совсем несложная, но и ее надо выполнить аккуратно.
Выкраивание и изготовление цилиндрических форм не представит особых затруднений. Для цилиндра надо выкроить прямоугольник, высотой равный будущей трубе, а длиной в 3,14 диаметра этой трубы с прибавкой на закатку шва.

Схема раскроя для шва цилиндра или прямоугольной коробки
При изготовлении конических изделий (ведро, воронка и другие) все приемы работы останутся те же, только при раскрое придется вспомнить геометрию. Все конусные предметы надо правильно изобразить в развертке, и это самое главное.
Возьмем самый простой способ раскроя. Попробуем сделать коническое ведерко. Прежде всего надо начертить его среднее сечение, по оси. Оно представится в виде трапеции; продолжают стороны трапеции до их пересечения. Точка пересечения — это центр, из которого проводят две дуги — от длинного основания трапеции и от короткого. Получится кольцо, из части которого и будет сделана поверхность конусного ведра. Ширина этого кольца и есть высота ведра. Надо только не забывать прибавлять для закатывания верхнего края и загиба нижнего.

Раскрой усеченного конуса
Длина необходимой нам части этого кольца определяется диаметром ведра. Примерно три диаметра с прибавкой на двойной замок—вот то, что надо взять от кольца. Отложив по верхней или нижней дуге 3,14 диаметра наружного отверстия или дна ведра, проводят по радиусу линию. Прибавки для двойного замка делают уже параллельно этим радиальным линиям. Так получится раскрой поверхности ведра. Так же точно расчерчивают любую конусную форму, будь то целый или усеченный конус: по радиусу откладывают высоту фигуры, по окружности — длину развертки.
Кровельный инструмент, который нужен кровельщику для успешного устройства кровли
Для качественного строительства крыши необходимы профессиональные инструменты, а для выполнения некоторых видов работ также современное оборудование. Их ассортимент постоянно пополняется более усовершенствованными приспособлениями. Каждое из них призвано облегчить кровельные работы, сделать их более качественными.

Кровельный инструмент бывает:
- ручной. Ручной кровельный инструмент жестянщика кровельщика, например, особые ножницы или клещи, отлично подходят для работ со сталью или медью, а вот для мягкой кровли необходим нож кровельный. Все ручные инструменты для кровельных работ отличаются удобством и простотой использования. инструмент для кровли полуавтоматический. Их широко используют при укладке длинных панелей-картин. К примеру, при помощи закаточных машин можно продуктивно и достаточно просто закатать фальцы и обеспечить при этом полную герметичность швов. кровельные инструменты электрические. Они максимально востребованы для устройства фальцевого покрытия. Профилегибочное оборудование одинаково эффективно при работе и с рулонным материалом, и с покрытым полимерным защитным и декоративным слоем.
Обзор ручных инструментов ↑


Нож кровельный «Крючок» получил свое название в соответствии с типом своего лезвия. Такое лезвие прекрасно справляется с резкой мягкой черепицы. В продажу кровельные ножи поступают в комплекте с несколькими трапециевидными лезвиями. Так что при устройстве кровли из битумной черепицы крючковые лезвия докупают отдельно. Рекомендуется использовать в работе двустороннее лезвие, как наиболее удобный для монтажа мягкой черепицы. Когда оно начинает плохо резать, лезвие просто переворачивают.
Инструменты жестянщика кровельщика ↑

Купить инструменты для жестянщика сегодня можно даже онлайн, поэтому тем более важно иметь правильное представление о возможностях каждого из них и для каких конкретно работ они предназначены.
Для устройства металлической кровли прямо на крыше используют инструмент для жестянки. К их числу относят приспособления, необходимые для резки и гибки металла, киянки, молотки и другие. Для работ, выполняемых вручную, используют:

- Клещи кровельные, в отличие от обычных, имеют большую ширину захвата. По этой причине увеличивается износ оси, что приводит к росту люфта в соединении режущих кромок. Поэтому их дополнительно закаливают. Клещи используют для загибания краев металлических листов при их сборке. Они могут различаться по форме:
- полукруглые используют для выполнения отгибов, отделки различных фасонных элементов, при разборке покрытия, установке желоба и других процессах; прямые необходимы при работе с оцинкованной кровлей, так как не повреждают цинковый слой; кривые незаменимы при выполнении монтажа на участках, труднодоступных для сборки.

- Ручные ножницы обеспечивают быстрый, и при этом очень точный рез кровельного материала. Они различаются по своей форме, размерами, степенью изгиба, длиной лезвий, специального назначения. Последние можно использовать, соответственно, для резки листового или гофрированного металла либо плоского шифера. При работе с длинными заготовками используют ножницы пеликаны, при резке по окружности – радиусные. Там, куда невозможно попасть обыкновенным инструментом для жестянщика, на помощь придут ножницы, кромки которых изогнуты под прямым углом. Фальцевый молоток, снабженный короткой ручкой, удобен для выполнения работ на труднодоступных участках. Рекомендуется выбирать молоток с наконечником из пластика, чтобы не повредить защитный слой из полимерной краски на стальной крыше в процессе гибочных работах либо осторожно оформить фальц на кровле из алюминия или на цинк-титановой.

- Кровельные рамки из стали (хапы) используют при устройстве фальцевой кровли. С их помощью формируют двойной стоячий фальца в два этапа. Приспособление состоит из двух рамок, которые пронумерованы в соответствии с порядком прохода. Фальц закрывают сначала рамкой №1, затем используют №2. Сегодня на рынке представлены также универсальные рамки, которые работают, как оба номера. На смену традиционной деревянной киянке пришли современные пластиковые на основе высокопрочного полиэтилена. Более разнообразной стала форма моделей – прямоугольная, круглая, клинообразная, усеченная, имеющая различную форму ударной части. Стальные оправки используют для обработки краев и фальцев в местах пересечения, когда сделать это с помощью механизированных устройств не представляется возможным или очень затруднительно. Оправки по назначению подразделяют на: формирующие фальцы; двойные фальцева; лопатки односторонние, фигурные, предназначенные для выполнения соединений полукруглой формы; углогибы и несколько других. Есть также ряд вспомогательных инструментов, которые значительно облегчают выполнение многократно повторяющихся процедур в процессе работы с металлом, к примеру,

- пружинный кернер, как и шабон используют при маркировке металла; с помощью компостера очень удобно получать отверстия под тот или иной крепеж; газовый паяльник используют для пайки элементов в нужных местах.
Полуавтоматическая закаточная машинка ↑
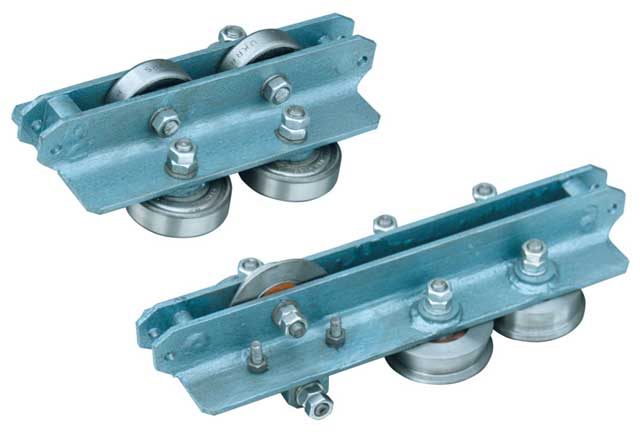
Инструмент состоит из двух отдельных закаточных машинок, которые приводятся в движение за счет тянущего усилия кровельщика. Принцип работы инструмента тот же, что и у ручного хапа – двойной фальц формируется в два прохода. Особо эффективен при устройстве фальцевой кровли на длинных скатах, свыше 10 м.
Закаточная машинка этого типа имеет ряд преимуществ:
- ее производительность втрое выше, чем у ручного приспособления. гарантированный высококачественный шов. имеется возможность настройки толщины металла: от 0,4 до 0,7 в мм. совершенно безопасен для полимерного покрытия: обеспечивает высоту фальца: от 25 до 35 в мм.
Фальцезакаточная машина электрическая ↑
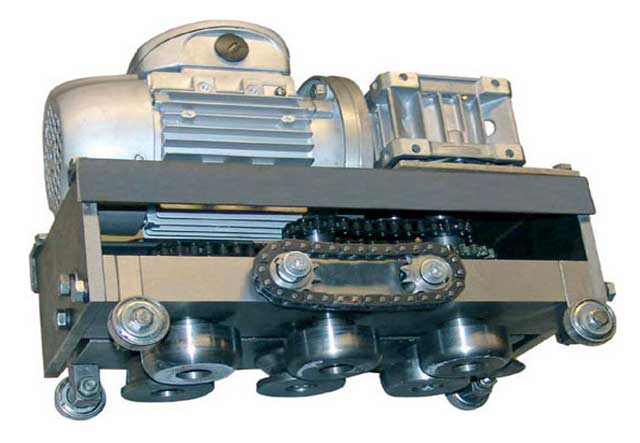
Качественный обжим замка обеспечивают два типа роликов: протягивающие и профилирующие. Производительность ее достаточно высока – 5 м в минуту. Стоит недорого, поэтому быстро себя окупает. Вдобавок к возможностям полуавтоматической машинки появилась возможность
- обработки влажной/ масляной поверхности металла, качественного обжима шва даже там, где установлены кляммеры.
В отличие от полуавтоматической машинки, фальц закрывается за один проход.
Как в 3 приема делается труба из жести: азы работы с металлом для новичка
Ниже я расскажу о том, что нам понадобится для формирования трубы, а также опишу алгоритм, по которому я уже пять лет успешно гну жестяные изделия.
Что нам нужно для работы?
Жесть как она есть
Итак, начнем наш обзор технологии с анализа материала. Гнуть мы трубу будем из жести:
- Основу жестяного листа составляет сталь, прошедшая обработку на прокатном стане. Как правило, в продаже встречаются листы толщиной от 0,1 до 0,7 мм – чем толще, тем выше цена.

Прокат, из которого нарезается листовой металл
- Для защиты от коррозии стальное основание жестяной заготовки покрывается материалом, предотвращающим окисление металла. Чаще всего для этого используются соединения хрома, олова и цинка.
- На заключительном этапе изделие нарезается в соответствии со стандартными размерами. Чаще всего в строительных магазинах продаются жестяные заготовки шириной от 512 мм до 2 м, но при необходимости можно найти или заказать и более широкие детали.

Заготовки для работы
У такого металла есть очевидные плюсы:
- Малая толщина обеспечивает снижение массы жестяных изделий.
- Обработка поверхности достаточно эффективно защищает стальное основание от коррозии при контакте с факторами внешней среды.
- Тонкий металл неплохо режется, при этом для обработки не требуются очень мощные инструменты – вполне достаточно ручных ножниц.
- Прокатка и термообработка заготовок при производстве жести обеспечивают им высокую пластичность. Благодаря этому листы и полосы отлично гнутся по минимальному радиусу без риска растрескивания.
Обратной стороной гибкости жести является низкая прочность на изгиб, потому при изготовлении незамкнутых деталей в их конструкцию обязательно вносят ребра жесткости. Впрочем, нашей ситуации это не касается: труба сама по себе отлично держит форму.
Инструменты жестянщика
Как я уже отметил, жесть – это материал мягкий и пластичный, который обрабатывается довольно просто. Но есть у этой простоты и недостаток: металлический инструмент не только оставляет следы на поверхности листового металла, но и может при ударе повредить защитный слой, спровоцировав развитие коррозии.
Именно поэтому для работы с жестью и тонкой оцинкованной сталью применяются такие инструменты:
- ножницы по металлу. Я использую самые обычные, подпружиненные, с не очень длинными рукоятками – при относительно небольшом усилии они отлично режут сталь 0,7 мм;
Очень важно, чтобы лезвия ножниц были острыми, иначе края заготовок получатся неровными, и нам придется тратить время и силы на удаление «бахромы».

Ножницы для оцинкованной стали
- молоток с резиновым/обрезиненным бойком. Зачем нужна резина, уже понятно – чтобы не допустить ударов металла о металл;
- киянка – в принципе, выполняет функцию молотка с резиновой насадкой. Оба инструмента взаимозаменяемы, что не мешает мне иметь в своем распоряжении и киянку, и молоток;

- плоскогубцы (несколько штук, разных размеров). Используются для гибки металла, поскольку короткие края листа или полосы пальцами ухватить невозможно, несмотря на всю пластичность;

Фото стандартной киянки
- калибрующие заготовки – стальные трубы (у меня две, диаметром 50 и 100 мм) и уголки. Используются в качестве шаблонов для гибки соответственно круглых и прямоугольных деталей;
- измерительные инструменты – линейка, рулетка, уровень и циркуль;
- разметчик – заостренный стальной стержень, который используется для нанесения меток на жестяной лист. Можно купить, можно заточить гвоздь-«двухсотку».

Для разметки можно использовать кернер
- верстак – самая необходимая вещь. Верстак выполняет функции места для разметки раскройного стенда, рабочего стола – в общем, именно на нем мы будем выполнять все работы.
Конечно, этого набора нам хватит только для изготовления нескольких труб – до двух-трех десятков. Если же работа предстоит масштабная, то не обойтись как минимум без листогиба – устройства, позволяющего ровно гнуть большие металлические заготовки.
Технология работы
Шаг 1. Заготовка
Инструкция по изготовления трубы из жести начинается с описания изготовления заготовки:

Укладываем материал на верстак
- На верстаке или другой ровной поверхности раскатываем листовой металл, при необходимости выравнивая его с помощью механических воздействий.
- Отмеряем длину и ширину трубы, нанося мелом, маркером или разметчиком обозначения на материал. При разметке учитываем, что ширина заготовки должна быть равной длине окружности трубы + 1,5…1,6 см на формирование шва.
- Контролируем перпендикулярность проведённых линий с помощью угольника.

Резка по размеру
- Берем ножницы и делаем сначала боковой, а затем продольный разрез. Резать нужно строго по линиям, стараясь не делать больших отступов. Если линия реза будет «гулять» — на этапе формирования шва могут возникнуть проблемы.
- Еще раз выравниваем нашу заготовку. При необходимости простукиваем края для удаления волн и обрабатываем их, зачищая от заусенцев.
Шаг 2. Формовка трубы
Теперь нам нужно сделать из заготовки круглую трубу. И на первом этапе мы формируем профиль:
- С одной стороны детали проводим линию загиба фальца на расстоянии 0,5 см от края.
- С другой стороны проводим такую же линию на расстоянии 1 см.

Схема загиба фальцев
- Укладываем заготовку на стальной уголок и отгибаем фальцы перпендикулярно плоскости листа. Для загиба используем киянку, при необходимости подправляя металл плоскогубцами.

- Я обычно поступаю таким образом: вначале захватываю металл плоскогубцами, формируя загиб шириной около 2-3 см. После того как направление деформации будет задано, меняю плоскогубцы на киянку и продолжаю работу, используя в качестве опоры стальной шаблон.
- Работая по шаблону, не прикладываем излишних усилий, иначе мы рискуем повредить материал и «счесать» часть защитного покрытия,
- Дальше отогнутый фальц шириной 1 см делим надвое по ширине и повторяем загиб. Теперь нам нужно отогнуть полосу шириной 0,5 см параллельно основной заготовке.

- Теперь формируем профиль трубы. Заготовку укладываем на калибрующую поверхность и постукиваем по ней, выгибая вначале дугу, а затем и полный круг. Чем ровнее он будет, тем лучше – меньше придется возиться на завершающем этапе работы.
Шаг 3. Обработка стыка
Теперь нам нужно сформировать шов, который превратит нашу заготовку в собственно трубу:
- Фальцы, отогнутые перпендикулярно основной части, совмещаем, плотно прижимая друг к другу.

Заготовка трубы с загнутым швом
- Горизонтальную часть длинного фальца загибаем таким образом, чтобы он обернул совмещенные части.
- Укладываем полученную трехслойную конструкцию на верстак и тщательно простукиваем, хорошенько уплотняя. При этом следим, чтобы не было перекосов, которые отрицательно скажутся на прочности конструкции.

Укрепление соединения на болванке
- Шов из собранных вместе фальцев отгибаем к стенке трубы. Надеваем изделие на калибровочную заготовку и еще раз простукиваем стык. Полученное соединение отлично держится без всякого крепежа за счет пластичности жести.
При изготовлении труб большого диаметра, испытывающих значительные нагрузки ширину фальцев можно увеличить, а стык дополнительно усилить заклепками.

Заключение
Я надеюсь, что в приведенном выше материале достаточно подробно объяснил, как сделать трубу из жести своими руками. Если же какая-то из операций вызывает сложности – вы всегда можете либо просмотреть видео в этой статье либо задать мне вопрос в комментариях. Конечно, гнуть металл вместо вас я не буду, но добрым советом помогу обязательно!
Источник