- Как делают газосиликатные блоки
- Особенности технологии изготовления
- Оборудование для производства газосиликата
- Этапы производства газосиликатных блоков
- Подготовка материалов
- Изготовление ячеисто-бетонной смеси
- Формование
- Резка массива на отдельные изделия
- Автоклавная обработка
- Упаковка
- Производят ли цветные газосиликатные блоки
- Газосиликаты своими руками
- Как сделать газоблок своими руками?
- Материалы, инструменты, оборудование
- Пошаговая инструкция процесса
- С подручными средствами и механизмами
- На конвейерном оборудовании
- На стационарном
- На мобильной мини-линии
- Особенности изготовления U-образных газобетонных блоков
- Возможные сложности и ошибки
- Плюсы и минусы производства газобетона в домашних условиях
- Видео по теме
- Заключение
Как делают газосиликатные блоки

Технология изготовления газосиликатных блоков была разработана в Швеции еще в начале прошлого века, однако популярность приобрела лишь недавно. Она практически не подверглась изменениям со временем, что говорит о ее удобстве, простоте и надежности.
Особенности технологии изготовления
Газосиликатные блоки делают из силикатной смеси с добавлением алюминиевой пудры. В результате реакции между данными материалами образуется силикатная пена. Она поддается автоклавной обработке, благодаря чему становится более прочной. Конечным продуктом являются готовые блоки.
Для изготовления газосиликатных блоков используются лишь натуральные, экологичные материалы: цемент, песок, известь, гипс и вода. Они перемешиваются в заданной пропорции с добавлением алюминиевой пудры, которая выполняет функцию газообразователя.
В ходе реакции между алюминиевой пудрой и известью смесь вспенивается и получает особую структуру. При помощи специального оборудования можно регулировать величину пор и получать материал с различными свойствами.
Технология производства блоков проста и не требует значительных инвестиций. Процесс производства полностью автоматизирован. С помощью высокотехнологических линий регулируются все его нюансы – от соотношений сырья до коэффициента теплопроводности. Именно поэтому газосиликатные блоки неизменно отличаются высоким качеством, и характеристики материала одинаковы для всех изделий.
Оборудование для производства газосиликата
Поскольку производство автоматизировано, оно предусматривает использование множества устройств и механизмов. Все они отвечают за реализацию определенного этапа технологии.
Главными модулями оборудования являются:
- система дробления материалов – состоит из бункера для песка, шаровой мельницы, ленточного конвейера, дробилки, элеватора, газобетоносмесителя, электронных весов для отмеривания алюминиевой пудры и т. д. система заливки – включает в себя заливочный смеситель, платформу перевода, систему распределения газа и др. система резки – состоит из режущей рамы со струнами и ножами, захвата для переворачивания массива и т. д. система набора прочности – включает в себя автоклав, рельсы, паровой котел и пр. система упаковки – включает в себя кран-делитель, устройства для точных измерений, гидравлические колодки и т. д.
Этапы производства газосиликатных блоков
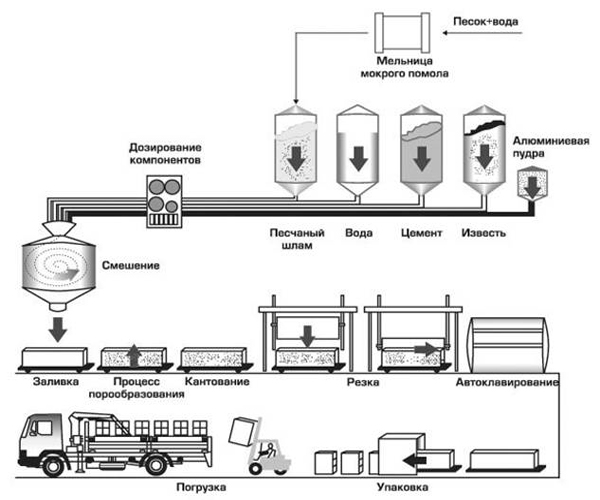
Процесс изготовления материала можно разделить на:
- подготовку материалов; изготовление ячеисто-бетонной смеси; формование; резку массива на отдельные изделия; автоклавную обработку; упаковку.
Схема этапов производства
Подготовка материалов
Вначале просеянный через вибросито кварцевый песок измельчается в шаровой мельнице с добавлением воды до состояния шлама. После этого он поступает в шламбассейн, где происходит его механическое перемешивание и гомогенизация.
Изготовление ячеисто-бетонной смеси
По специальному конвейеру шлам подается в газобетоносмеситель. К нему в заданной последовательности добавляют цемент, гипс и известь и перемешивают материалы до нужной консистенции. После этого в смесь вводят алюминиевую суспензию и смешивают до гомогенного состояния.
Вода, кремнеземистая, вяжущая составляющая и алюминиевая суспензия добавляются в строго выдержанных пропорциях, определенных рецептурой. В результате ячеисто-бетонная смесь приобретает требуемые характеристики. Контроль над соблюдением пропорций осуществляется с помощью электронной системы управления.
Формование
Готовую смесь заливают из смесителя в формы и оставляют для вспучивания на 3-4 часа при температуре примерно 40 градусов. Благодаря выделению газа, масса поднимается, подобно дрожжевому тесту, и в ней образуются поры. Этот процесс длится до тех пор, пока не достигается максимальная высота вспучивания, и прекращается активное выделение водорода.
Формы со смесью выдерживаются около часа до приобретения определенной пластической прочности материала. После этого их распалубливают и подают массив на резку.
Кладка газосиликатных блоков на клей — наиболее оптимальный вариант для строительства дома. Благодаря высокотехнологичному производству, газосиликат обладает отличными эксплуатационными характеристиками.
 Кладка газосиликатных блоков на клей — наиболее оптимальный вариант для строительства дома. Благодаря высокотехнологичному производству, газосиликат обладает отличными эксплуатационными характеристиками.
Кладка газосиликатных блоков на клей — наиболее оптимальный вариант для строительства дома. Благодаря высокотехнологичному производству, газосиликат обладает отличными эксплуатационными характеристиками.Кроме того особенности изготовления позволяют блокам иметь приятный внешний вид, который потребует олько защиты газосиликатных блоков от влаги. Как это лучше сделать, можно прочитать тут .
Резка массива на отдельные изделия
Вначале с массива снимают особыми струнами и ножами боковые кромки. При этом часто создают систему «паз-гребень». Вертикальную и горизонтальную резку проводят пневматически натянутыми струнами. Чтобы резка была более точной, режущую раму перемещают сверху вниз.
Полученные отходы поддаются повторной переработке, поэтому процесс изготовления газосиликатов можно считать безотходным.
Автоклавная обработка
Автоклав представляет собой паровую камеру, в которой поддерживается требуемый уровень влажности и температурный режим. Благодаря автоклавной обработке материал получает уникальную ячеистую структуру и получает набор положительных качеств , которые выгодно отличают его от обычного газобетона. Газосиликатные блоки намного плотнее, легче, ровнее и экологичнее.
Газосиликатные блоки выдерживаются в автоклаве 12 часов при температуре 180 градусов и давлении 12 атмосфер. В таких условиях они приобретают наибольшую прочность. Далее давление снижается, и газосиликаты выезжают наружу.
Упаковка
С помощью крана-делителя ячеисто-бетонные изделия выкладываются для остывания до нужной температуры. Упаковка проводится на автоматической линии, что позволяет избежать появления загрязнений и сколов. Блоки поступают на склады продукции и полностью готовы к использованию .
Производят ли цветные газосиликатные блоки
Одним из отличительных свойств газосиликата является его цвет. Именно по внешнему виду газосиликатные блоки легко отличить от других материалов.
Газосиликаты своими руками
Поскольку получить газосиликатные блоки можно только с помощью автоклава, где выполняется их тепловлажностная обработка, сделать их самостоятельно довольно сложно. Гораздо проще изготовить газобетон, который не требует наличия автоклава.
В этом случае понадобится специальная пропарочная камера, а затвердевает материал на открытом воздухе. Однако в продаже встречаются малогабаритные устройства с невысокой производительностью, с помощью которых можно организовать мини-производство газосиликата.
Если вы решили производить газосиликатные блоки своими силами, вам потребуется специальное оборудование:
- вибросито; шаровая мельница; бункеры-дозаторы; газобетоносмеситель; блочные или кассетные формы; устройство для распалубки и резки массива; автоклав для повышения прочности материала; парогенератор.
Как выглядят некоторые из них можно посмотреть на фото ниже
 вибросито
вибросито  шаровая мельница
шаровая мельница  бункер-дозатор
бункер-дозатор  газобетоносмеситель
газобетоносмеситель  блочные формы
блочные формы  автоклавный парогенератор
автоклавный парогенератор
Для изготовления 1 куб. м газосиликата понадобится:
- песок – около 65-70% (450 кг); известь – от 12 до 20% (120 кг); цемент – 8-10% (60 кг); гипс – 1-2% (0,5 кг); вода – 450 л.
Основные этапы процесса производства газосиликатных блоков своими руками:
- Сыпучее сырье очистить от крупных фрагментов с помощью механического сита и измельчить. Смешать в требуемой пропорции песок, известь, цемент и гипс. Повторно просеять смесь. Добавить алюминиевую суспензию, перемешать. Готовую массу залить в формы до половины объема. Оставить на 1,5-2 часа при температуре минимум 40 градусов. Формы отправить в автоклав для спекания блоков. Оставить смесь в формах на некоторое время для придания материалу необходимых свойств.
Производство газосиликатных блоков – довольно простой с технологического точки зрения процесс, однако он предусматривает наличие специального оборудования и строгое соблюдение всех этапов. Если технология была нарушена, эксплуатационные качества газосиликатных блоков будут отличаться от требуемых. Средние цены на оборудование варьируются в зависимости от объемов производства и торговых марок станков.
На видео — технология производства газосиликатных блоков для строительства:
Источник
Как сделать газоблок своими руками?
 Изготовление строительных материалов в домашних условиях имеет определенные особенности.
Изготовление строительных материалов в домашних условиях имеет определенные особенности.
Самостоятельно газобетонные блоки можно сделать только неавтоклавным способом, путем заливки бетонного раствора с газообразователями и пластификаторами в подготовленные съемные формы.
Для этого можно использовать мобильные или мини-линии, а также ручной способ. Как правильно создать газоблок своими руками, и что для этого нужно, читайте в представленном материале.
Материалы, инструменты, оборудование
Чтобы производство газобетонного блока было проведено качественно, необходимо подготовить строительные материалы для создания качественной смеси, инструменты и оборудование. Независимо от того, как будет проходить процесс создания промышленного продукта – на промышленной ленте или в домашних условиях, общие технологические требования к составу являются одинаковыми для любого типа производства газобетонов, в соответствии с нормативными правилами:
 Смесь бетона с газообразователями и пластификаторами делают из таких материалов:
Смесь бетона с газообразователями и пластификаторами делают из таких материалов:
- цемент М400, М500;
- чистая проточная вода;
- кварцевый песок;
- негашеная известь;
- алюминиевая сода (порошок, паста);
- каустическая сода;
- гипсовые добавки;
- керамзит;
- сульфат натрия.
Для ручного изготовления изделий в подсобном помещении понадобятся следующие инструменты:
- емкость для раствора;
- строительный миксер;
- лопата;
- кельма;
- ручной трамбовщик;
- сборная форма.
Важно! Профессиональное оборудование (конвейерное, стационарное) включает в себя конвейерную ленту, дозаторы, распределители, узлы автоматизации, автоклав, дробилки, формы, вибросито, тележки и т.д. Полный комплект механизмов продается компаниями отечественного и зарубежного производства, и содержит маркировку, инструкцию, сертификат качества и гарантию.
Пошаговая инструкция процесса
 Газобетонные блоки делают двумя основными способами – автоклавным и неавтоклавным.
Газобетонные блоки делают двумя основными способами – автоклавным и неавтоклавным.
Первый способ применяется для промышленных производств, а второй подходит для домашних работ, так как залитый в форму материал высыхает в естественных условиях.
Общая технология приготовления изделий из газобетона состоит в следующих этапах:
- Приобретение и подготовка материалов, инструментов и оборудования.
- Образование состава (замес будущей заливки).
- Распределение бетонной смеси по формам, смазанной специальным средством.
- Обработка паром (если сушка проходит при автоклавном способе).
- Высыхание состава в естественной среде (неавтоклавный способ).
- Выемка газобетона из съемной формы.
- Укладка для проветривания на подготовленную поверхность.
- Упаковка в полиэтилен, при дальнейшей транспортировке.
Готовые высушенные изделия желательно оставить на 3-4 недели. Так получившийся продукт больше приобретет прочности и плотности, и только затем его можно будет применять в строительстве. Процесс создания газобетона своими руками является трудоемким, занимает много времени, по сравнению с промышленным, и требует постоянного участия человека от начала работы, и до самого конца.
Важно! Для смазывания форм в домашнем строительстве можно использовать машинное масло (даже отработанное), для этого его можно разбавить с водой в концентрации 1:3. В зависимости от использованной формы, большие блоки нарезают на нужные типоразмеры.
С подручными средствами и механизмами
При самостоятельной ручной работе основное внимание уделяется съемной форме. Ее можно купить в строительных магазинах или взять в аренду на строительном предприятии. Форма должна иметь 2 составные части – поддон и борты, которые смазывается перед заливкой раствора специальным средством. Поддоны делают либо из влагостойкой фанеры, либо из нержавеющего металла.
Для домашнего использования формы могут быть стандартизированными под определенные размеры. Перед заливкой и общей подготовкой к процессу:
- сухие компоненты будущего раствора перемешиваются в емкости между собой и заливаются водой с помощью строительного миксера или лопаты;
- внутренние края и поддон тщательно смазываются специальным средством (на рынке оно продается от 88 руб. за 1 л) обычной малярной кистью;
- делается заливка смеси, с равномерным распределением и трамбовкой состава по периметру опалубки с помощью ручного виброуплотнителя;
- смесь оставляют до полного высыхания, затем края формы аккуратно снимают, получая на руки готовое изделие.
 сухие компоненты будущего раствора перемешиваются в емкости между собой и заливаются водой с помощью строительного миксера или лопаты;
сухие компоненты будущего раствора перемешиваются в емкости между собой и заливаются водой с помощью строительного миксера или лопаты;При выполнении домашних работ, необходимо соблюдать технику безопасности, и работать в специальной защитной одежде и перчатках.
Важно! Помещение, в котором будет проходить рабочий процесс, должно быть вентилируемым и проветриваемым, но без сквозняков. Рекомендуемая температура, для проведения работы, должна составлять не меньше 20°С.
На конвейерном оборудовании
На промышленных линиях создание газобетонных изделий проводится следующим образом:
- В бетоносмеситель заливается чистая вода, температурный режим которой должен составлять 40-60°С.
- Затем автоматическим путем смеситель включается и засыпаются сухие вещества – сначала цемент, а затем все остальные компоненты, кроме газообразователей, которые замешиваются в течение 5 минут.
- В конце перемешивания в состав вводят алюминиевый порошок, и делают общий замес еще 30 секунд.
- Готовится форма – собирается и смазывается, бетонный раствор из выключенного смесителя заливается в нее, равномерно распределяясь по всей внутренней поверхности.
- Форма с составом помещается в камеру для прогрева и набора прочности структуры (до 3 часов).
- Затем форму выкатывают, и резчиком срезают верх, разрезая массив на части (блоки нужной формы).
- Получившиеся газобетонные изделия помещают в автоклав (50-60°С) до 8 часов, для окончательной выдержки и набора прочности, опалубку снимают.
- После этого готовые блоки укладываются на поддон, проветриваются, упаковываются и отправляются на склад или приспособленное место под их хранение.
Промышленная конвейерная лента – это максимально быстрый и эффективный способ создания газобетона, но покупка профессионального оборудования требует больших денежных вложений (от 5 000 000), и целесообразна только при желании заняться предпринимательством в больших объемах, при наличии или поиске хорошего рынка сбыта. Для домашнего производства она не подходит, так как требуется большая площадь под производство.
Важно! По сравнению с заводскими, домашние газоблоки будут менее прочными, так как автоклавный способ позволяет создать более выносливый промышленный продукт, с хорошими показателями морозостойкости, теплопроводности и плотности.
На стационарном
 Создание газобетона данным видом оборудования по этапам полностью совпадает с конвейерным, с той лишь разницей, что лента является уменьшенной копией большой промышленной, а весь процесс проходит последовательно, с продвижением залитой формы по рельсам вдоль оборудования.
Создание газобетона данным видом оборудования по этапам полностью совпадает с конвейерным, с той лишь разницей, что лента является уменьшенной копией большой промышленной, а весь процесс проходит последовательно, с продвижением залитой формы по рельсам вдоль оборудования.
Также такой способ требует меньших вложений и занимаемой площади для производственного помещения. Стационарный метод больше рекомендуется предпринимателям, для домашнего использования он не подходит.
Стационарный метод позволяет создавать профессиональные изделия из неавтоклавного газобетона. Здесь все оборудование, которое используется, является автономным и не требует ручного труда, но должно размещаться в специальном помещении.
- На данной ленте сухой раствор просеивается через вибросито, отмеряется автоматическими дозаторами, смешивается передвижным смесителем.
- Нагревание воды для раствора до 40°С происходит в специальных бойлерах и контролируется регуляторами температуры.
- Форма смазывается, в нее заливается состав и оставляется для застывания. В помещении поддерживается температура не меньше 20°С, поэтому в течение 5 часов изделие уже будет готово.
- Затем получившийся неавтоклавный продукт вынимают, проветривают и укладывают на поддон, для дальнейшего приобретения прочностных качеств в течение 1 месяца.
На мобильной мини-линии
Работа на мини-производстве отличается мобильностью, и подходит для начального процесса предпринимательства, так как занимает небольшую площадь помещения, и требует минимальных вложений, по сравнению с профессиональным промышленным производством стационарного и конвейерного типов. При использовании такой линии этапы будут следующими:
- Дозируют компоненты и загружают их в смеситель, или взвешивают их вручную, если дозатора нет.
- Перемешивают смесь, с добавлением в конце газообразователя (алюминиевая паста, пудра с негашеной известью) и разливают ее по подготовленным, смазанным формам до краев.
- Излишки раствора удаляются, формы со смесью оставляются для полного затвердения неавтоклавным способом.
- Затем проводится распалубка и складирование получившихся газоблоков.
Марочной прочности готовые изделия достигнут в течение 1 месяца. После этого их можно использовать в строительстве.
Важно! Если блочный массив был сделан в единой форме, то затем его нарезают с помощью резчика на нужные заданные размеры.
Особенности изготовления U-образных газобетонных блоков
 U-образная форма считается многофункциональной, так как ее целесообразно использовать для обустройства различных перемычек, в том числе, над окнами и дверями, устройства монолитного каркаса (пояса жесткости) под кровлю.
U-образная форма считается многофункциональной, так как ее целесообразно использовать для обустройства различных перемычек, в том числе, над окнами и дверями, устройства монолитного каркаса (пояса жесткости) под кровлю.
Блоки данной формы представлены разными габаритами. По пропилу в стене возводимой конструкции определяется форма блока.
В домашних условиях, нюансы создания этого изделия являются следующими:
- определяется будущий размерный ряд, готовится форма и делается замес раствора;
- залитая смесь оставляется до высыхания, лишние остатки по бокам формы удаляются;
- извлечение изделия с помощью молотка каменщика, проведение пропилов и обработка внутренних стенок (подгонка под типоразмер).
Если форму под У-образный блок найти не получилось, то допускается сделать пропилы по заданным размерам в полученном в процессе производства обычном, прямоугольном газоблоке, но при этом произойдет потеря материала (и затраченных средств). Если нужно всего несколько таких блоков, то потери не такие затратные. Поэтому о приобретении нужных форм лучше позаботится заранее, не забывая про пропилы в стенах.
Важно! Некоторые предприимчивые люди используют остатки газоблоков в ландшафтном дизайне, или разбивают до мелкого состояния и применяют в строительстве, как основу для засыпки под монолит, в сочетании с другими сыпучими (делают граншлак).
Возможные сложности и ошибки
В процессе производства могут возникнуть ошибки, которых желательно избежать, так как они влияют на качество промышленного продукта, особенно при его создании в домашних условиях:
- Неправильно подобранная марка цемента для раствора. Самой лучшей маркой для газобетона считается М400 и М500. Допускается использование М300 только для производства изделий, которые будут использоваться в качестве теплоизоляционного материала или перегородочных стен.
- Покупка некачественных компонентов для создания сухой смеси раствора. Приобретать материалы лучше всего у проверенных поставщиков, с наличием сертификата качества на товар, предоставления гарантии, инструкции и обязательной маркировки.
- Несоблюдение последовательности перемешивания состава, что может плохо сказаться на образовании ячеистости. Согласно технологии, в подогретую воду засыпают все компоненты, кроме газообразователя, смешивая их непрерывно в течение заданного времени. Алюминиевый порошок (сухую пасту) добавляют в конце, смешивая его с общей смесью в течение 30 с.
- Проведение работы на сквозняке. Залитый раствор с газообразователями и пластификаторами может опуститься в форме, поэтому внутренняя вентиляция должна исключать сквозняки.
- Несоблюдение температурного режима в помещении (ниже 20°С), в процессе нагревания воды в бойлере (меньше 40°С) и при поддержке работы автоклава (норма – 60°С), способна привести к растрескиванию изделия. На производственной конвейерной или стационарной линии есть температурные регуляторы, так что поддерживать температуру легко.
- Снятие формы раньше положенного времени. Это может привести к деформации искусственного камня и потере заданного размера (а также затраченного времени на создание продукта). Независимо от способа создания газоблока (автоклавного, неавтоклавного), опытные специалисты рекомендуют снимать форму после 7-10 часов застывания.
В процессе работы нужно соблюдать технологию производства, согласно перечню ГОСТов, и тогда затраченное время и средства будут максимально эффективными, а получившийся промышленный продукт выполнит предназначенную ему роль в строительстве.
Основной используемый ГОСТ при производстве ячеистого бетона — 31357-2007, а также СН 277-80.
Плюсы и минусы производства газобетона в домашних условиях
 Преимуществами создания газоблоков своими руками состоят в таких моментах:
Преимуществами создания газоблоков своими руками состоят в таких моментах:
- Небольшие затраты на покупку материалов. Инструмент и оборудование можно будет всегда взять в аренду на нужный срок.
- Свободный график работы и независимость от поставщиков.
- Создание экологически чистого блока нужной формы, плотности и прочности, в соответствии с задумкой.
- Самостоятельный контроль за рабочим процессом.
Минусами собственного производства считаются:
- Затратность по времени, так нужно будет личное присутствие от начала процесса и до конца.
- Трудоемкость – все нужно делать самому (покупка материалов, подготовка, замес раствора, контроль температуры, выкладка заливки, погрузка готовых изделий).
Неавтоклавные блоки получатся менее прочными, чем профессиональные автоклавные, но они будут иметь характеристики материала не хуже, чем выполненные на промышленной ленте, различаясь лишь по прочности (у конвейерных она намного выше).
Видео по теме
В этом видео коротко рассказывается, как изготовить газобетон в домашних условиях:
Заключение
Работа с газобетонными блоками в домашних условиях подойдет для одноразового применения, а не постоянного предпринимательства. Создание блоков в больших объемах целесообразно для конвейерного и стационарного типов производств – это окупаемый и эффективный процесс.
В процессе создания газобетонов нужно придерживаться технологических правил, указанных в ГОСТах, так как их нарушение приводит к ощутимым ошибкам, потере времени и затраченных средств. Неавтоклавные собственноручно изготовленные блоки имеют хорошие качественные характеристики, уступая промышленным лишь в прочности.
Созданные своими руками газобетоны можно применять для несущих стен, внутреннего обустройства перегородок, перемычек и теплоизоляции, в зависимости от полученной марочной прочности и плотности.
Источник