- Гибочный станок для листового металла своими руками: чертежи, пошаговая видео инструкция
- В каких случаях целесообразно сделать своими руками
- Инструменты и технология сборки
- Рекомендации и возможные ошибки
- Самодельный листогибочный станок своими руками: как сделать листогиб, технические характеристики
- Принцип работы листогибочного станка
- Каково назначение на объектах строительства?
- Доработки своими руками
- Самодельный листогибочный станок для окрашенной жести
- Конструкция листогиба
- Предотвращаем волнистость прижимной планки
- Изготовление самодельного листогибочного станка для окрашенной жести
- Заключительные операции
- Где купить
- Ручной листогиб промышленного производства. Как сделать листогиб своими руками
- Что такое листогибочный станок?
- Где применяют промышленные листогибы?
- Разновидности гибочных станков для плоского металла
- Механический гибочный станок
- Электромеханическое оборудование для гнутья листов
- Конструкция ручного гибочного станка
- Сегментный станок
- Листогиб сегментный ручной
- Материал сегментного листогиба
- Технические характеристики
- Изготовление гибочного станка для листовых сталей своими руками
- Назначение самодельных гибочных станков
- Необходимые материалы
- Последовательность сборки гибочного оборудования
- Техника безопасности
- Заключение
- Как сделать самодельный листогиб: от идеи до реализации
- Устройство
- Сборка
- Работа
- Применение и преимущества
- Недостатки
- Самодельные листогибочные станки (листогибы)
- Виды листогибов
- Простые ручные
- Мощный листогиб из тавров
- Из уголка с прижимной планкой другого типа
- Вальцы для листового металла или вальцовый листогиб
Гибочный станок для листового металла своими руками: чертежи, пошаговая видео инструкция
В современном малоэтажном строительстве при отделке фасадов, сооружении крыш, навесов, карнизов, водостоков и воздуховодов массово применяются изделия из оцинкованного листового проката — как обычного, так и с цветным полимерным покрытием. Для кровельных работ обычно используется металл толщиной 0.4-0.55 мм, а для изготовления деталей водосточных труб, желобов, карнизных свесов и коробов — 0.6-0.7 мм. Для того, чтобы его согнуть не требуется больших усилий, поэтому при работе с таким материалом, как правило, применяют ручные листогибочные станки. Такое же оборудование используют и на предприятиях по изготовлению и монтажу вентиляционных и электротехнических установок, а также в небольших мастерских, выполняющих разнообразные ремонтные работы. Конструкция этих станков достаточно проста, а работа с ним не требует особых навыков, поэтому не только домашние мастера и ремонтники, но и профессиональные строители-жестянщики часто используют самодельные ручные листогибы.
В каких случаях целесообразно сделать своими руками
Самый простой переносной листогибный станок фабричного производства стоит порядка 25 000-30 000 рублей. Поэтому приобрести такое оборудование могут позволить себе только те, кто уверен, что оно быстро окупится и начнет приносить прибыль. Если же потребность в гибке металла возникает от случая к случаю, или изготовление листовых изделий никогда не окупит используемый для этого станок, то единственно верное решение — обзавестись самодельным листогибом.
К примеру, у домашних умельцев и в небольших мастерских периодически возникают разовые потребности в коробах, крышках, тонкостенных корпусах, желобах и прочих гнутых конструкциях из стального листа. Такой категории производственников проще сделать разборный листогиб и самим согнуть нужную деталь, чем покупать или заказывать ее на стороне. Еще одной мотивацией для изготовления собственного гибочного оборудования является соотношение цен на листовой материал и изделия из него. Для частника-умельца, строящего дом своими руками, стоимость деталей из оцинковки, которые он может гнуть на самодельном станке, будет в разы ниже, чем в магазинах строительных материалов.
Виды и принцип работы
По общепринятой классификации листогибочного оборудования все ручные листогибы (кроме узкоспециализированных) относятся к категории станков с поворотной балкой. Внутри себя они делятся на отдельные виды по различным технологическим признакам, среди которых можно выделить:
- длина сгиба;
- тип прижимной балки;
- способ фиксации;
- максимальный угол гибки.
Все это справедливо как для станков фабричного изготовления, так и для самодельных листогибов.
Основными конструктивными элементами такого оборудования являются (в скобках приведены общепринятые названия для самодельных станков):
- нижняя балка (опора);
- прижимная балка (прижим);
- поворотная балка (траверса);
- рабочий стол.
Листовой материал (сталь, алюминий, медь) помещается на нижнюю опору станка и выдвигается за ее край на длину сгиба. После этого он сверху плотно фиксируется прижимом, передний край которого выступает в роли матрицы, формирующей профиль сгибаемой поверхности. Траверса, установленная на двух осях, закрепленных на опоре, перемещается по дуге снизу вверх, начиная в движении гнуть выступающую часть листа и завершая этот процесс у торца прижима.
Как видно из описания принципа работы устройства для гибки листового металла, его конструкция достаточно проста. Поэтому изготовить его самостоятельно сможет практически любой умелец, обладающий определенными навыками в обработке металла. Общую схему работы такого станка понять несложно, а для того, чтобы его сделать, можно обойтись без чертежей и технической спецификации.
Инструменты и технология сборки
Для изготовления листогибочного станка своими силами потребуются самые обычные инструменты и приспособления, которое всегда есть в арсенале любой гаражной или дачной мастерской. Если листогиб служит только для того, чтобы согнуть несколько деталей в течение месяца, и при этом нет особых требований к точности гибки, то в качестве исходных материалов подойдут любые обрезки металлического проката подходящего размера. Если же станок предназначен для работы на строительных объектах и будет интенсивно использоваться на протяжении нескольких месяцев, то требования к качеству его изготовления и применяемым материалам гораздо выше.
Место установки, инструмент и материалы
Перед началом работ в первую очередь необходимо подобрать место для установки своего самодельного ручного станка (верстак, стол), на котором он будет монтироваться в процессе производства. Если такого места нет, придется сварить опорную конструкцию из металлопроката или сделать отдельный верстак. При его изготовлении потребуется выполнение сверлильных, отрезных, шлифовальных и сварочных операций. Поэтому прежде чем приступать к работам, необходимо убедиться, что в наличии имеются:
- углошлифовальная машинка (болгарка) с шлифовальным и отрезным кругами;
- сварочный аппарат;
- электрическая дрель;
- тиски и слесарный инструмент.
В качестве исходного материала для балок обычно используются равнополочные швеллеры и уголки, а ручки изготавливают из круглого прутка или трубы. Точность сгиба и долговечность работы станка во многом зависит от качества шарниров, обеспечивающих дуговое движение траверсы при гибке листового металла. В этом случае обычно используют приварные петли для металлических дверей, которые обладают высокой точностью и долговечны при интенсивной эксплуатации. Цена таких изделий невелика: обычная петля стоит 150-200 рублей, с подшипником — 250-300.
Порядок изготовления и сборки
Прежде, чем приступать к изготовлению листогибочного станка, необходимо решить, какая максимальная ширина может быть у деталей, которые нам придется гнуть. Первым ограничением при принятии этого решения являются габариты стола или верстака, на котором он будет установлен. Также необходимо принять во внимание ширину стандартных листов оцинковки и толщину предполагаемых заготовок, которые этот станок сможет согнуть. Хотя разрабатывать полноценный сборочный чертеж не имеет смысла, все же желательно до начала работ сделать небольшой эскиз или схему с указанием основных размеров.
Далее рассмотрим порядок изготовления своими руками ручного станка со следующими техническими характеристиками:
- ширина сгиба — до 1000 мм;
- толщина заготовки до 2 мм;
- угол сгиба — до 135°.
Процесс подготовки материалов можно опустить, так как он включает в себя только нарезку металлопроката нужной длины и подбор метизов. Поэтому сразу приведем перечень компонентов, необходимых для того, чтобы сделать станок с указанными выше параметрами:
- швеллер N 8 для опоры — 115 см;
- уголок 45 для прижима и траверсы — 2х115 см;
- полоса 40 — 2х115 см;
- пруток или труба для ручки траверсы — прим. 160 см;
- петли приварные цилиндрические 60х10 — 2 шт;
- болт М8х60 — 2 шт;
- пружины под болт — 2 шт;
- гайки-барашки — 2 шт;
- отрезки уголка 45 — 4х6 см.
Далее поэтапно описан процесс изготовления и сборки своими руками станка для гибки листового металла (операции разметки, проверки и подгонки частично опущены):
1. Установка петель. На опоре с обеих сторон необходимо сделать выборки на длину петли глубиной в половину ее диаметра. Траверсу с обоих концов укорачиваем на половину длины петли и также делаем на ее концах выборку длиной в половину петли и глубиной в половину ее диаметра. Проверяем на размер обе балки вместе с петлями, а затем привариваем петли к траверсе. Прижимаем ее к опоре так, чтобы петли точно зашли в выборку, а поверхности опоры и траверсы были на одном уровне. В паз между ними вставляем несколько пластин толщиной 2 мм, а затем привариваем петли к опоре.
2. Повышение прочности рабочих балок. Ввариваем полосу по всей длине внутри траверсы таким образом, чтобы в сечении получился треугольный профиль (это позволит при необходимости согнуть металл большей толщины без ущерба для станка). То же самое нужно сделать и с прижимом, предварительно обрезав его по длине траверсы.
3. Монтаж ушек и болтов. Сверлим по одному отверстию на 10 мм в каждом отрезке уголка, а затем привариваем одну пару отверстиями вверх на торцы прижима, а вторую — отверстиями вниз на торцы опоры. Отмечаем положение отверстий на ушках прижима на поверхности опоры и тоже сверлим отверстия на 10 мм. Снизу в них вставляем болты (резьбовой частью вверх) и привариваем их с внутренней стороны швеллера.
4. Установка ручки. Гнем или свариваем п-образную ручку для траверсы размером 30х80х30 см и привариваем ее по центру.
5. Сборка. Ставим поворотную конструкцию из опоры и траверсы на край стола или верстака и фиксируем ее с помощью ушек (сквозными болтами или струбцинами). Надеваем на болты опоры пружины, затем устанавливаем на нее прижим, пропускаем болты через отверстия в его ушках и крепим гайками-барашками.
6. Проверка собранного листогибочного станка. Помещаем заготовку из листовой стали на поверхность стола и выпускаем ее край в зазор между прижимом и опорой. С помощью штангенциркуля проверяем и выставляем размер выступающей части листа. После чего зажимаем его, вращая барашки на левой и правой сторонах прижима. Поднимаем за ручку траверсу и сгибаем кромку листа на нужный угол. Опускаем траверсу вниз, ослабляем барашки (при этом прижим поднимется на пружинах) и вытаскиваем лист со сгибом.
Описанный выше станок имеет усиленные прижим и траверсу, что позволяет гнуть металл толщиной до 3 мм без опасности деформации этих конструктивных элементов.
Рекомендации и возможные ошибки
Для того, чтобы понять, как изготовить простейший листогиб, достаточно изучить вышеизложенную инструкцию. Поэтому любой, кто имеет навыки работы с металлом, может легко сделать такой станок своими руками. Если его применять только для разовых работ, то неудачные конструктивные решения, влияющие на долговечность, точность и производительность, скорее всего, проявятся очень нескоро (если вообще проявятся). Поэтому дальнейшие рекомендации относятся к станкам, которые используются в постоянном режиме и выполняют десятки циклов гибки в день на протяжении длительных периодов.
Основными рабочими инструментами листогиба являются прижим и траверса, к проектированию и изготовлению которых необходимо относится к особым вниманием. Далее перечислены основные параметры этих элементов и мероприятия по их улучшению:
- Устойчивость к деформации. Достигается применением ребер жесткости из листовой стали (для швеллеров) или созданием цельных жестких конструкций (для уголков), см. выше.
- Точность прилегания траверсы и прижима. Для качественного и стабильного сгиба величина зазора по всей длине должна составлять не менее половины толщины заготовки 0.2-0.3 мм для самых распространенных видов металла. Единственная возможность добиться таких показателей — фрезеровка прилегающих поверхностей.
- Равномерность нагрузки. Ручка для подъема траверсы должна быть расположена параллельно ее поверхности и крепиться как можно ближе к ее концам.
Самой распространенной ошибкой при изготовлении листогибов является применение сварки на балках в пределах их рабочей зоны. Такие действия ведут к деформации и ослаблению металла, что может проявиться в самые короткие сроки. Другие недостатки многих самодельных станков — это ошибки в конструкции и расположении ручек траверсы, а также качество поворотных петель, что влияет на эргономику труда и повышает затраты мускульной энергии.
Источник
Самодельный листогибочный станок своими руками: как сделать листогиб, технические характеристики
В условиях реального проведения монтажных работ практически всем строителям необходимо находить выход из ситуации, импровизируя и подстраиваясь под нестандартные условия.
Так, когда есть необходимость в том, чтобы изготовить из металлических листов некоторые сложные каркасные детали, кронштейны, покрытия, то все это вполне возможно сделать.
Главное, чтобы под руками у Вас был ручной листогиб.

Принцип работы листогибочного станка
Конечно, если Вас интересует не слишком точный и качественный загиб металлических листов, можно использовать любой из многочисленных способов для этой процедуры.
Если рассматривать характеристику листогибов более простых моделей, то с ними усилие производится при помощи массивной специальной гибочной балки. Она плотно закреплена в нижней части, прямо в поворотных шарнирах.
Поскольку материалы достаточно твердые и усажены вполне плотно, они двигаются иногда и без люфта, но обязательно по заданной траектории. Тяговая система позволяет согнуть металл до трех миллиметров толщиной, благодаря силе одного мужчины.

Кроме того, спектр механических устройств, работающих по гидравлическому или электрическому принципу, достаточно широкий.
Листы металла в них гнут при помощи штамповки, которую прокатывают на валиках, или же резиновой кареткой.
Некоторые их технических решений применимы и в самодельных листогибах, например, в том же роликовом ножике, фальцовщиках или в кромковых загибателях. Станки, в которых прокатка продольная, бывают на ручных приводах.

Кроме того, в каждой категории бывают свои подкатегории и виды. Бывают такие листогибы, которые разнятся толщиной обрабатываемых материалов.

- В зависимости от специфики способа обработки деталей зависит то, какая будет ширина у рабочей части и загибаемых участков, каким будет дозагибный угол, имеются ли специальные приспособления, просветы в прижимных балках, какие габариты и вес, да и в целом, какова надежность инструмента.


Каково назначение на объектах строительства?
На самом деле существует множество областей, в которых применяют штампованные детали из металла. Рассмотрим на примере возведения коттеджа.

Покрытия кровли из стали, несмотря на свои слабые стороны, абсолютно доступны в ценовом сегменте, да и вполне износостойкие. В частности, листогибы – являются основой, при мощи которой делают фальцевые кровли, профнастил Grand Line и металлочерепицу. В некоторых покрытиях необходима защита ендов, а также коньков при помощи металла. В данном случае также потребуется применить листогиб.

Водостоки, обустроенные задержатели снега, их также делают при помощи штамповки и гибки. То же самое касается всевозможных кронштейнов, используемых для систем остекления фасадных частей, даже если у них внушительный вес.
Даже в несущих конструкциях применяют гнутые типы метизов, чтобы скреплять элементы каркаса и панелей. Кроме того, многие своими руками делают также и различные емкости, корпуса, производят специальный монтаж и мастерские для обработки металла.
Здесь уж точно многим будет интересно, как сделать листогиб своими руками?!

Доработки своими руками
Если говорить о высокой стоимости покупного листогиба, то это уже каждому свое. Ведь здесь немаловажен вопрос эргономичности.
Например, более дешевые версии станков наверняка не имеют широкое разнообразие, да еще и качественных комплектующих, при помощи которых вальцовка, резка, угловой контроль будут произведены намного эффективнее.
В то же время, лишь из-за классного роликового ножика приобрести слишком дорогущий листогиб, также не имеет смысла.

Впрочем, для профессионала в этом вопросе станок является базой, принадлежащей доработке в обязательном порядке. Ту же балку, станину, шарниры воспроизводить самостоятельно довольно сложно. А ведь можно отлично облегчить работу! А станки, как правило, необходимы для проведения таких работ:

- Ускорения и автоматизации работы
- Усиления конструкции, поскольку мощность взрастает
- Повышения уровня безопасности, а также улучшения трудовых условий
- Что же касается каких-то доработок, то они бывают ой, какими разными, начиная от того, чтобы расширить стол подачи и глубину захвата и, заканчивая тотальным изменение всей работы, а также переделывания принципа работы всего ручного привода.
Самодельный листогибочный станок для окрашенной жести
Главная страница » Своими руками » Листогибочный станок своими руками » Самодельный листогибочный станок для окрашенной жести
Самодельный листогибочный станок для окрашенной жести призван обеспечить высокое качество и точность гибки металла, имеющего лакокрасочное покрытием. При этом продукция, изготовленная на этом оборудовании, должна иметь хороший (а если постараться, то и привлекательный) товарный вид. Сегодня мы расскажем о том, как изготовить столь полезный листогиб своими руками.
Конструкция листогиба
В статье «Простейший самодельный гибочный станок листового металла» мы рассказали о схеме, по которой работает ручной листогиб. В ней рассказывается о станке, который деформирует неокрашенную жесть и производит продукцию, к которой предъявляются крайне низкие требования.

Схемы работы листогиба.
В настоящей статье мы расскажем, как изготовить самодельный листогибочный станок для окрашенной жести.
Обработка жести с лакокрасочным покрытием должна производиться на более мощном оборудовании, которое обеспечивает, кроме того, ещё и более высокие точность и качество гиба.
Конструкций самодельных станков, предназначенных для гибки окрашенного листового металла, интернет предлагает много. Мы расскажем ещё об одной.
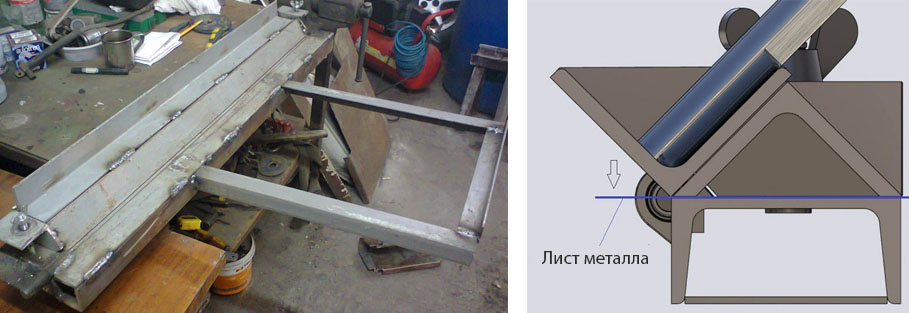
Листогиб, о котором мы будем рассказывать, схематически изображён на рисунке.

Компоновка листогиба (пуансон открыт).
Основанием предлагаемой конструкции служит, как самый жёсткий из доступных профилей, швеллер (№ 5…8). С верстаком, который является основанием, он связан двумя струбцинами.
Изгибаемый лист окрашенного металла помещается между основанием и прижимом (швеллер № 5 — играет роль траверсы) и прижимается двумя гайками-маховиками. Такая конструкция гайки выбрана для того, чтобы необходимый (с достаточно большим усилием) прижим можно было осуществлять вручную, без применения инструмента.
Сильный прижим необходим, что бы исключить перемещение листа металла во время гибки (под действием касательной составляющей основного усилия). Вместо гайги-маховика возможно применение гайки-барашка или других специальных гаек, которые окажутся у вас под руками.
Гибка листа металла осуществляется под воздействием обжимного пуансона: в процессе его поворота от положения на предыдущем рисунке (пуансон открыт) до положения на следующем рисунке (пуансон закрыт).

Листогиб с основанием (пуансон закрыт).
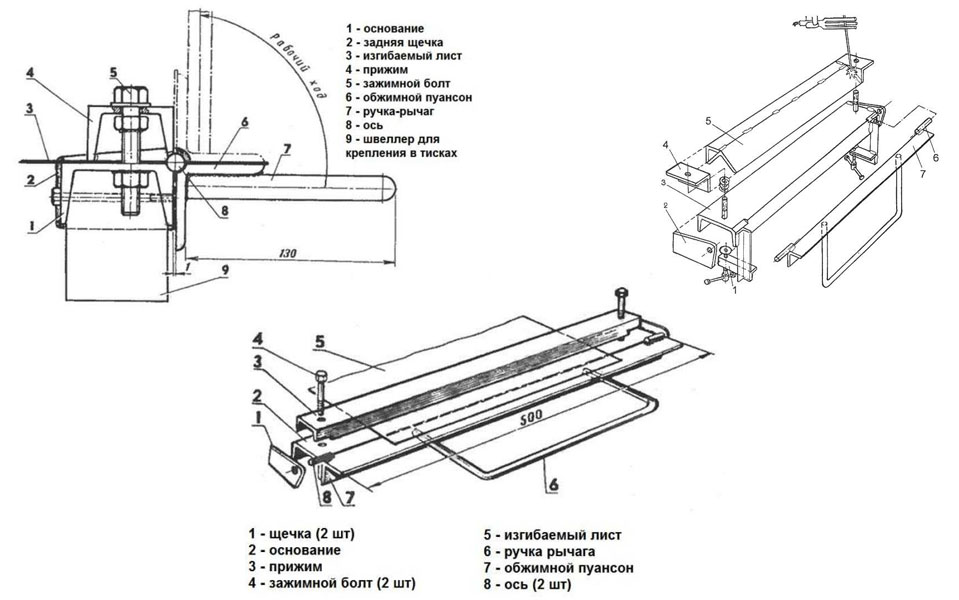
Для лучшего понимания конструкции приспособления и возможности создания эскизной конструкторской документации (далее — КД) под свои потребности, предлагаем вашему вниманию деталировку самодельного листогибочного станка для окрашенной жести.

Содержание деталировки самодельного листогибочного станка:
1. Струбцина;
2. Щека;
3. Основание;
4. Кронштейн;
5. Прижим;
6. Ось;
7. Пуансон.
Все детали и узлы должны изготавливаться из прочной стали толщиной 5…6 мм, ручка Ø 15…20 мм (рекомендуется из прочного, но лёгкого материала – своими руками поднимать будете).
Отдельно остановимся на прижиме. Сторона, которой он прилегает к листу деформируемого металла, должна иметь отличную плоскостность (то есть, по-возможности, минимальное её численное значение). На это следует обращать внимание при выборе материала. Если совсем без изъянов выбрать профиль не удаётся, то следует произвести фрезерование рабочей поверхности.
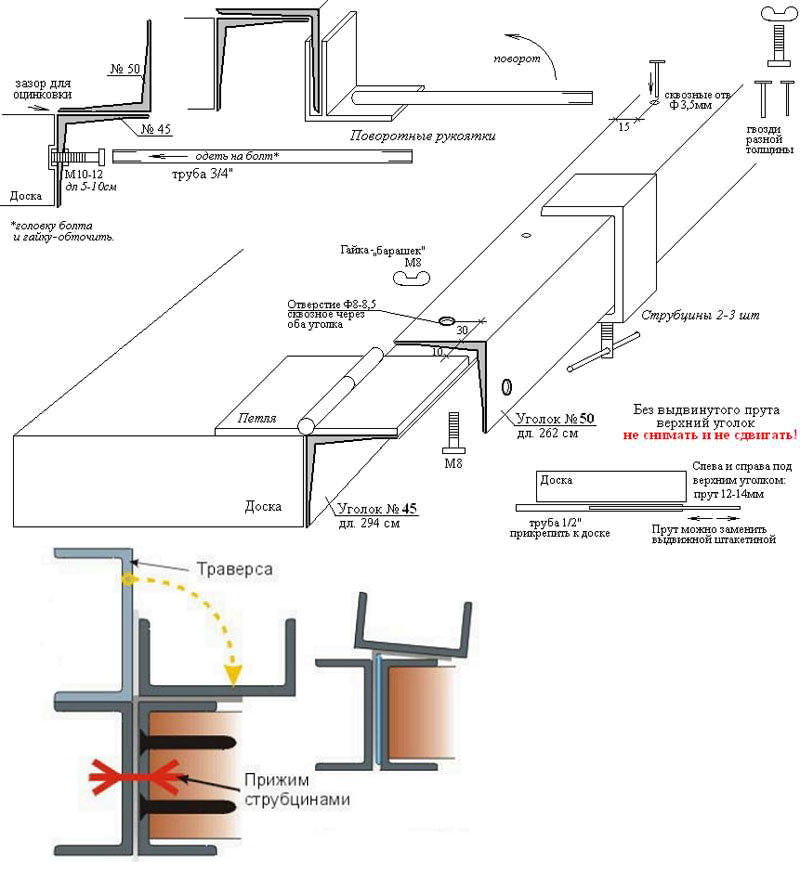
Предотвращаем волнистость прижимной планки
Следует иметь в виду, что любой металл пластичен, и внутреннее напряжение в нём распределяется от точки приложения усилия (в нашем случае — это место установки ручки) к краю детали.
Эпюра распределения напряжений внутри детали имеет приблизительно следующий вид (т. е. резко отличный от прямой линии. Левая ручка управления траверсой находится на эпюре справа, левый край траверсы — слева. У правой ручки — зеркальная картина.).
В результате, траверса через некоторое время будет иметь волнистую рабочую поверхность.

Эпюра распределения напряжений в металле траверсы.
Поэтому, какой бы прочный профиль мы ни выбрали для траверсы, всё равно в процессе эксплуатации происходит её деформация в местах крепления ручек, так как там максимальные механические напряжения (о печальных последствиях этого явления — смотри выше). Чтобы свести деформацию к минимуму, следует профиль усиливать.
Примеры конструктивного усиления профиля траверсы.

Конструкция усиления прижимной планки.

Изготовление самодельного листогибочного станка для окрашенной жести
В соответствии с разработанной эскизной КД, вы изготавливаете отдельные детали.
Рекомендуем сразу снимать заусеницы (напильником или любым другим подручным инструментом) и, в технически обоснованных случаях, «заваливать» (просто притуплять) острые кромки (деталь должна иметь такой внешний вид, что бы «её было приятно взять в руки»).
Далее, выполняем все необходимые сборочные операции. К станку, при желании, можно разработать и изготовить «персональное» основание, которое позволит эксплуатировать приспособление прямо на рабочем объекте.

Листогибочный станок для гиба покрашенных стальных листов.
Места сварки следует тщательно зачистить карщеткой и обязательно покрыть грунтом, так как металл здесь ослаблен и может быстро поржаветь. Вообще-то, рекомендуется покрыть грунтом всё приспособление.
Заключительные операции
Что бы листогибочным станком было приятно пользоваться, его следует покрасить. Этим вы, кроме эстетических характеристик, повысите его антикоррозионную защиту. Краску можно использовать пентафталевую типа «ПФ».
Перед покраской, если вы по какой-то причине не осуществили грунтовку, не забудьте произвести очистку (в том числе и обезжиривание) всех металлических поверхностей.
И заключительная операция – это смазка узлов трения.
Можно использовать любую консистентную смазку (жировую, литол, солидол и т. п.). Желаем вам успехов!
Где купить
По поводу покупки готовых листогибов смотрите контакты продавцов на этой странице.
Ручной листогиб промышленного производства. Как сделать листогиб своими руками
При массовом производстве изделий из оцинкованного листа используют автоматические станки с высокой производительностью, вальцепрокатные агрегаты, кромкогибы, устройства для прокатки швов водосточных труб.
Для изготовления изделий из металла и оцинкованного листа в маленьких порциях, предназначенных, например, для частного строительства или небольшого промышленного цеха, экономически выгодно использовать ручной листогиб.
Что такое листогибочный станок?
Новое оборудование создано для облегчения ручного производства при изготовлении металлических водосточных элементов, оцинкованных фартуков, желобов, других мелких элементов кровли.
Листогиб представляет собой станок проката металла, применяемый для сгибания латуни, стали, алюминия, профнастила, других плоских листов.
Ручной роликовый листогиб способен изогнуть металл под требуемым углом, при этом не нарушив плоскость материала.

Для работ на подворье частного дома не стоит приобретать дорогой гибочный агрегат, гораздо выгоднее изготовить своими руками ручные листогибы.
Отзывы говорят, что самодельное приспособление работает с металлом толщиной до 2 мм, длина проходящей заготовки составляет 4 м, гнуть профиль можно под углом до 180º.
Из конструктивных деталей можно назвать обжимное устройство с рычагом, основание и прижимной механизм.
Где применяют промышленные листогибы?
Станки применяют для изготовления гнутых деталей в народном хозяйстве:
- плоские металлические конструкции сложной конфигурации используют в строительстве в качестве проводных элементов водоканализационных коммуникаций, оформления кровли, водоотливов, оконных проемов;
- в мебельном производстве для изготовления коробов, ящиков, конусов;
- в машиностроительной отрасли листы гнут для запчастей, автомобильных кузовов, прицепов;
- для производства электронной аппаратуры;
- в строении кораблей, самолетов и ракет.
Разновидности гибочных станков для плоского металла
Гибочный станок отличается одинаковым принципом рабочего момента, разница состоит в приводе, при помощи которого осуществляется усилие:
- пневматический;
- гидравлический;
- механический;
- электромеханический;
- ручной листогиб.
Подача листов в рабочую область осуществляется в ручном или автоматическом режиме, установка размеров также различается по этим двум параметрам.
Механический гибочный станок
Работа оборудования осуществляется от маховика, дающего энергию для поворота рычага. При нажатии на него происходит сгибание детали под заданным углом, увеличение плеча рычага приводит к изменению требующегося усилия.

Электромеханическое оборудование для гнутья листов
Является усовершенствованной разновидностью механического варианта. Энергию к рычагу подает электродвигатель. Эти станки наиболее распространены среди профессионалов благодаря удобному использованию и универсальной работе. Все процессы сгибания происходят в автоматическом режиме, оператор только нажимает кнопку, предварительно задав параметры.
Многие станки могут выдерживать усилия в сотни килограммов, есть мощные, работающие с нагрузкой до тонны. Электромеханические агрегаты имеют небольшие размеры, работают с малым уровнем шума, гнут большое количество деталей за короткое время, приблизительно несколько сотен элементов за минуту.
Конструкция ручного гибочного станка
Ручной роликовый листогиб содержит в своей конструкции множество элементов, обеспечивающих его работу. Жестяной лист, профнастил или металл фиксируется в рабочем положении при помощи прижимной балки. Придание нужной формы детали производится специальной балкой. Угол сгибания задается работником и в разных моделях станков отличается.
Угломер выполнен в виде диска с нанесенными делениями, позволяющими установить нужный размер кривизны. Размещение и движение материала происходят на заднем столе с установленным ограничителем подачи.
Прижимная балка приводится в рабочее положение с помощью рукоятки. Форма качественного изгиба устанавливается натяжным устройством основной и гибочной балки. Как вариант, устанавливаются тормоза на поворотном блоке с колесами, на нем перемещается ЛГС.
Ручной листогиб фиксируется в рабочем положении перед началом работы.

Сегментный станок
В станках с ручным приводом гнутье металла происходит за счет физической силы работника путем нажима на поворотную балку. Некоторые модели изготавливают с педалью. С помощью ручного станка можно производить обработку не слишком толстого листа и на небольшие углы.
Приспособление подобного типа часто встречается на частном подворье для изготовления гнутых деталей, предназначенных для хозяйственных нужд. Тот факт, что ручной листогиб не содержит трущихся и скользящих элементов, делает станок прочным и долговечным.
Народные умельцы используют станок с установленными скобами на опорных балках и выбранным угловым радиусом для создания сложных деталей.
Листогиб сегментный ручной
На нем осуществляют контурное гнутье штучных изделий из листовой стали, эта процедура становится возможной благодаря использованию набора стандартных сегментов. Для эффективной работы в нем ставится прижимной механизм.
На нем есть место для установки сегментов и поворотного гибочного устройства. С помощью ручного рычага делают поворот балки на заданный размер угла, если мощность станка большая, то предусмотрен ножной привод для передачи усилия.
Производство ручных листогибов предусматривает крепление всех конструктивных узлов на станине по типу рамы, собранной из металлического проката.
Чтобы перемещение было прямолинейным и не сдвигалось в сторону, крепят направляющие приспособления. В качестве фиксаторов применяют механические или магнитные устройства.
Равномерное движение заготовки и механических деталей происходит благодаря пружинам для компенсации вибрации.

Материал сегментного листогиба
Наилучшей считается инструментальная легированная сталь марки ХВГ или 9ХС, из которой изготавливается качественный станок. Листогиб ручной имеет комплект рабочих сегментов для посадки и гибки изделия.
Посадочное место предназначено для крепления, а рабочая часть выполнена с учетом наиболее распространенных вариантов изгиба.
В ручных станках высота сегментного инструмента остается неизменной и для всех видов оборудования делается одинаковой.
Технические характеристики

Рабочие параметры приблизительно у всех типов гибочных станков ручного типа одинаковые и выглядят так:
- производят сгибание тонких листов металла длиной до полутора метров;
- гнут цветные металлы и сплавы толщиной до 3 мм, длиной до 4 м;
- угол, на который можно рассчитывать при сгибании, у разных моделей составляет от 140º до 180º;
- ручной роликовый листогиб дает возможность аккуратного изгиба установленного полуфабриката с уже имеющимися загнутыми краями и кромками.
Изготовление гибочного станка для листовых сталей своими руками
Для обработки сгибанием металлических листов в частном домохозяйстве вполне достаточно изготовить листогибы ручные своими руками. Чертежи перед раскроем металлопроката и сборкой станины следует сделать обязательно. Эскизы с нанесенными размерами позволят так сконструировать станок, что для восприятия основной нагрузки послужат самые выносливые части машины.
Назначение самодельных гибочных станков
Выбор схемы гибочного оборудования зависит от его назначения:
- В первом случае сгибание листов происходит под 90º. Почти все самодельные станки предусматривают нажим на траверсу больше в ее нижней части, при этом немного подвигая ее вперед.

- Вторым вариантом служит профессиональный пресс для сгибания металлического листа. Это оборудование работает на промышленных площадках, требует больших денежных затрат и работы квалифицированного специалиста.
- В третьем варианте изготавливается протяжной вариант станка, в котором радиус выставляется с помощью смены положения проходных валков. Эти элементы являются многофункциональными и применяются для изготовления кожухов, соединительных секций широких трубопроводов, обечаек. Ручной листогиб из профнастила выполняется с профилированными вальцами для протяжки кровельных материалов, коньков, ендов, водосточных элементов.
Первый вариант наиболее приемлем для стандартного гибочного приспособления в домашних условиях.

Для определения мощности и типа станка следует изучить его техническое описание:
- станок эффективно работает с металлом толщиной оцинкованного листа до 0,6 мм, медного – до 1 мм, алюминий гнет толщиной до 0,7 мм;
- лист должен иметь ширину не более 1 м;
- наклон сгибаемой стенки — не менее 120º;
- максимальное количество рабочих циклов без перебоя достигает 1200;
- трудно переносит работу с нестандартными деталями и заготовками, для них требуется перестройка.
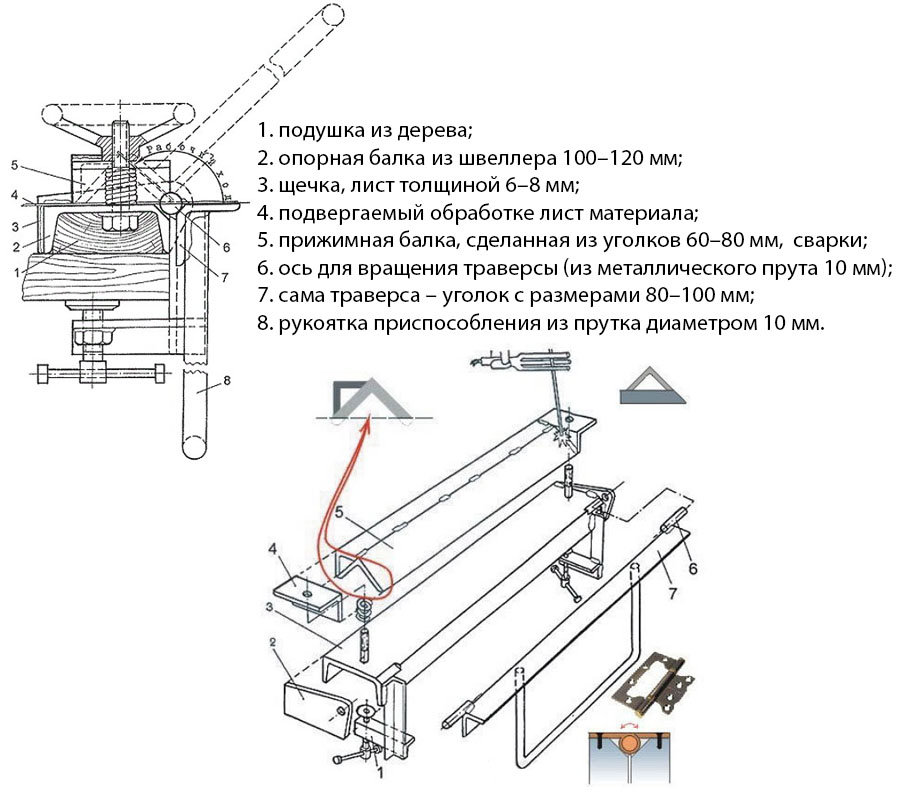
Необходимые материалы
Для устройства станины применяют швеллер высотой № 12. Подкладную подушку выполняют из деревянного бруса определенного размера, в зависимости от конструкции. Для изготовления правой щечки подойдет листовой металл 6-9 мм.
Для конструкции прижимной балки берут уголок № 60-80, на ось пуансона готовят арматуру диаметром 10 мм. Чертежи листогиба ручного предусматривают для пуансона второго варианта уголок № 80-100 или швеллер № 10.
Рычаг делают из арматуры диаметром 10 мм.
Для конструкции пуансона лучше применять не уголок, а швеллер, так как нагрузка на этот элемент распределяется таким образом, что уголок будет прогибаться в средней части, что приведет к его преждевременному износу. Дополнительная полка швеллера возьмет на себя растягивающее усилие при работе. Оборудование с пуансоном из швеллера выдерживает около 1200 сгибаний, а станок с примененным уголком разладится после 250 циклов.
Последовательность сборки гибочного оборудования
Ручной листогиб собирается в последовательности, предусмотренной в описании к чертежам. Друг за другом собирают струбцину, состоящую из воротка, пятки и винта, на основе уголка № 60, затем конструируют щечку. Следом делают основание с кронштейном из уголка № 110, на котором устраивают прижимную балку. Все детали вместе с пуансоном на оси крепят на станине.

Прижимную балку снизу фрезеруют после сборки посредством сварки всего конструкционного узла. Не рекомендуется для придания ровной поверхности использовать шлифовку болгаркой или проходку напильником. Прижимную балку следует дополнительно усилить металлическим прокатом, а длину предусмотреть на 5 см короче основания.
На торцах прижима делают стопоры из обрезков уголка. Детали прижима, касающиеся к материалу заготовки, фрезеруют. Центр полки на кронштейнах оснащается отверстием диаметром 8 мм. Чертежи листогиба ручного предусматривают, что пуансон делается короче прижима на 100 мм.
Рычаг изготавливают из арматуры и сваркой приваривают к пуансону. Для изготовления щечек берут стальной лист и сверлят в нем отверстия в 1 см для установки осей. На ребре с торцов снимают фаску глубиной 0,6 см, длина ее составляет 3,2 см.
При соединении сваркой осей следует принять во внимание, что направление их и ребер должно совпадать.
Техника безопасности
Станок относится к оборудованию с повышенной степенью опасности, поэтому соблюдение правил должно стоять на первом месте. Перед началом работы изучают инструкцию, определяют технологическую последовательность изготовления изделия и четко следуют ей. Самодельный станок или производственный, работу следует начинать с необходимых действий:
- надеть рабочую одежду и проверить наличие свисающих и торчащих частей, в ней не должно быть оторванных пуговиц, нерабочих молний, манжеты застегнуты;
- проверить состояние рабочих конструктивов и их крепление на станине, все неисправности устраняют перед запуском станка;
- для работы предусматривают расстояние от станка на 1 метр, проход к оборудованию нельзя загромождать посторонними предметами;
- на рабочем месте должно быть достаточное освещение, в полумраке работать запрещается;
- для каждого станка есть допустимые параметры толщины металла, нельзя гнуть заготовки более указанных размеров и нормативов;
- категорически запрещается покидать рабочее место и отсутствовать на нем при включенном станке.
Заключение
При массовом изготовлении гнутых изделий в производственном процессе остается много отходов, которые хозяйственные владельцы частных домов используют для обустройства участка и самого строения.
Изготовленный гибочный станок своими руками станет настоящим подспорьем для умельцев и их соседей.
Сконструировать и собрать такой станок несложно, главное, что он станет настоящей находкой для домашнего строительства.
Как сделать самодельный листогиб: от идеи до реализации
Подготовить инструмент – значит сделать половину дела. Эта истина хороша, если у мастера есть готовый инструмент. Однако, если в ходе работ вдруг может понадобиться что-то более сложное, чем отвертка и молоток, то часто приходится на ходу изобретать настоящие станки для выполнения сложных функций. Яркий пример такого станка — листогиб необходимый при работе с листами металла.

Во время осуществления многих работ с листовым металлом, например, в кровельных работах, часто возникает необходимость в сгибании листов металла, в том числе — имеющих различное покрытие. При необходимости согнуть небольшой лист, эту работу можно выполнить с применением молотков, киянок, плоскогубцев.
Результат будет плачевным — искривленная, зазубренная поверхность, поцарапанное покрытие, кривая линия сгиба не позволят качественно выполнить всю работу, и не доставят эстетического удовольствия хозяину. Лист больших размеров и, тем более, сложной формы, такими инструментами согнуть вообще невозможно.

Для таких работ необходимо воспользоваться достаточно сложным оборудованием — листогибом. Можно купить готовый ручной станок, вроде представленного на фото, производства известного изготовителя.
Однако это повлечет за собой дополнительные, весьма значительные, расходы, что приведет к увеличению стоимости всех работ. Более дешевый способ приобретения такого станка — изготовить самодельный листогиб своими руками.
Для человека, знакомого с физическим трудом, умеющего обращаться с другими инструментами, это не составит особых проблем.
Устройство
Самостоятельно изобрести такой станок будет проблематично даже человеку, хорошо знакомому с основами сопромата. Однако в эру Интернета, изобретательство в этой области никому и не нужно — чертежи и описание как сделать листогиб своими руками можно легко найти на соответствующих сайтах.

Основными деталями листогиба, показанного на чертеже являются:
- Основание — поверхность, предназначенная для установки остального оборудования и крепления заготовки. Изготавливается из стального швеллера. Размеры выбираются в зависимости от размеров листов металла, обработка которых планируется;
- Прижим — устройство, позволяющее сгибать лист. В обычном устройстве угол сгиба не превышает 90 градусов. Изготавливается из стального уголка, устанавливаемого на станину вершиной вверх. Для удобства установки у нему приваривается еще один такой же уголок, как показано на чертеже. Длина прижима должна быть несколько меньше длины основания, для обеспечения его надежного крепления и беспрепятственного функционирования. Крепится к основанию при помощи зажимных болтов;
- Обжимной пуансон — конструкция, изготовленная из стального уголка с приваренной к нему металлической рукояткой, позволяющая осуществлять сгибание листа. Ось пуансона должна совпадать с ребром уголка. В качестве оси применяют стальной прут.

Размеры деталей указанные на чертеже, могут меняться, в зависимости от области применения станка.
Сборка
Сборка самодельного листогиба, показанная на видео начинается с фиксации основания и пуансона при помощи струбцины.
При этом, необходимо следить за тем, чтобы поверхность основания и рабочая поверхность пуансона находились в одной плоскости.
Ось пуансона продевается в отверстия металлических пластин, называемых щечками, привариваемых к торцам основания. Ось крепится к щечкам при помощи сварки или прикручивается гайками.
Точное расположение прижима определяется после нескольких пробных сгибов. Просверлив отверстия в основании, прикрепляем прижим к основанию при помощи прижимных болтов. Гайку, для крепления болтов приваривают к основанию, что позволяет при необходимости легко установить или снять прижим, пользуясь только одной гайкой на каждом болте, которую можно заменить на воротки.

Работа
Таким образом, чертежи листогиба ручного своими руками позволяют собрать устройство, работа которого показана на видео. Порядок работы следующий:
- Пуансон приводится в положение, при котором его рабочая поверхность устанавливается в одной плоскости с поверхностью основания. Рукоятка пуансона в таком положении направлена вертикально вниз;
- С основания снимается прижим;
- На основание укладывается заготовка — металлический лист, ширина которого соответствует расстоянию между прижимными болтами;
- Прижим устанавливается на основание и закрепляется при помощи прижимных болтов;
- При помощи рукоятки пуансон приводится в движение и плотно придавливает лист к прижиму. При этом лист изгибается под нужным углом вокруг оси пуансона. Рукоятка оказывается в положении под углом в 45 градусов относительно поверхности основания.

В результате получается лист металла с ровной линией сгиба.

Применение и преимущества
Ручной листогиб применяется при необходимости проведения любых работ, связанных с сгибанием листов металла: изготовление металлический кожухов, корпусов, декоративных работах.
Такое устройство хорошо иметь на даче, в гараже, Оно может понадобиться частному предпринимателю, занимающемуся обработкой металлов и изготовлением металлических изделий в небольших количествах.
Главное преимущество такого станка заключается в его мобильности, небольших размерах, относительной простоте устройства и сборки. Неоспоримым достоинством является возможность его использования в условиях отсутствия электричества. Такое устройство позволяет качественно согнуть любой подходящий по размерам лист металла, сохранив, при этом, ровность его поверхности, не повреждая покрытие листа, если оно имеется.

Недостатки
При всех достоинствах, самодельный листогиб имеет и недостатки, заключающиеся, в первую очередь, в безопасности.
Изготовление такого устройства требует применение сварочного оборудования, обращение с которым требует определенных навыков и соблюдения требований безопасности.
Некачественная сварка может не только привести к пожару во время ее осуществления, но и стать причиной некачественной работы самого устройства.
Самодельные листогибочные станки (листогибы)
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Виды листогибов
Есть три вида листогибочных станков:
- Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.Для гибки листового металла
- Гидравлические станки, в которых при помощи удара листовой металл изгибается по форме матрицы. Матрица может быть прямой, может криволинейной. Это оборудование профессиональное, используется на предприятиях средней и большой мощности.
- Роликовые или валковые листогибы. В них лист металла не сгибается по прямой а закругляется. С помощью этого оборудования можно сделать самому трубы или другие подобные изделия.Для получения радиального изгиба металлического листа
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
- Чертеж гибочного станка для листового металла
- Листогиб — проекция сбоку
- Другая модель
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный.
Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается.
Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
Вырезаем выемки под петли
Приваривают петли с двух сторон (проварить с лица и с изнанки).
Хорошо провариваем петли
К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки.
К укосинам приварить гайку болта.
Установить прижимную планку (третий обрезанный тавр), в верхней части приварить металлические пластины с отверстием посредине. Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить.
Пружину отрезать с таким расчетом, чтобы она поднимала прижимную планку на 5-7 мм. Пропустить болт в «ухо» прижимной планки, надеть пружину, закрутить гайку. После того как установили такую же пружину с другой стороны прижимная планка при откручивании подымается сама.
К шляпке винта приварить по два отрезка арматуры — в качестве ручек для закручивания.
К шляпке болта приварить отрезки арматуры
К подвижному (ближнему к вам) тавру приварить ручку. Все, можно работать.
Самодельный листогиб в процессе работы
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда.
В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку.
А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.
Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.Особенности
- На изгибе дальнего (неподвижного) уголка приварены с двух сторон небольшие пластинки-упоры для прижимной планки.
- На той же планке приварена гайка от винта (с двух сторон).
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
Планка устанавливается так
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.
Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
Источник