- MasterGitar.com
- Технология и особенности изготовления и вальцовки обечаек
- Основная терминология, суть вальцовки
- Особенности дефектов, описание технологии
- Вальцевание – как проводить, какими инструментами?
- Почему обечайки так необходимы?
- Технология и особенности изготовления и вальцовки обечаек
- Технология и особенности изготовления и вальцовки обечаек
- Применение металлической обечайки
- 3 Что справится с вальцеванием обечаек?
- Изготовление
- Подготовка кромок
- Сборка заготовок
- Вальцовка
- Правка
- Завершающий этап
- Зигование
- Разбортовка торцов
- Отбортовка торцов
- Шлифование
- Область применения
- Характеристики
- Изготовление
- Условия поставки
- Этапы изготовленияобечаек
- Вальцевание и гибка
- Вальцовка метала
- Услуги гибки металла
MasterGitar.com

Обечайки гитары — это изогнутые тонкие пластины или ламели дерева. Бывают, конечно, и фанерные обечайки или составные, т.е. состоящие из двух слоев. Но в статье пойдет разговор о том, как методом размачивания и нагрева согнуть цельные обечайки для гитары.
Заготовки на обечайки представляют собой две деревянные пластины толщиной от 2 до 2.5 мм ширина и длина естественно следует из размеров гитары, которую вы хотите сделать. Прибавьте к длине 30 мм, к ширине 5-10 мм для пожарной безопасности. На классическую гитару получается что-то похожее на 760*110*2,5 мм. Заготовки обычно равнотолщинные.

На чём основано гнутье?
На том, что при нагреве влажных заготовок древесина начинает гнуться и после остывания и высыхания сохраняет заданную форму. Операция требует изготовления приспособ. От мастера к мастеру устройства различаются, но остаётся один принцип – должна быть штука, на которой греют и гнут и ещё одна, на которой обечайки фиксируют.
У монстров гитаростроения это может быть универсальная установка, но я хочу рассказать вам, как с минимальными затратами можно совершить это таинство.
Первая приспособа — это металлическое нечто, у которого есть рабочая часть, представляющая собой округлость радиусом не большим, чем радиус изгиба в талии вашей будущей гитары.

Эта рабочая часть должна хорошо нагреваться, чтобы при прикосновении влага из дерева начинала выкипать, но при этом древесина не обугливалась. Металлическая поверхность не должна пачкать дерево своими окислами.
Приспособа универсальная с грелкой
На картинке изображено универсальное приспособление и для гнутья, и для сушки, но оно достаточно сложно в изготовлении.

Принцип работы такого устройства это перекладывание обечаек с гибким нагревательным элементом (видно что-то рыжее с хвостиком торчит слева). У нас на форуме Пабло применяет такую технологию. Результат идеальный.
Вкратце. Формируется бутерброд из гибких металлических пластин с гибким нагревательным элементом. Для защиты от легкого подгорания между элементом и обечайкой кладется бумага. В ровном состоянии пакет прогревается, дерево приобретает способность гнуться и весь пакет выгибается по форме. Нюансы ищите на форуме.
Простая форма с подогревом
Нам нужен только шаблон. Надо сделать три прижима: в талии и по краям. Также стенки можно сделать из толстой фанеры или ДВП.
Схема: вырезаете две стенки из фанеры 10 мм (учтите толщину обечаек, контур сушилки — это внутреняя поверхность обечаек, а не внешний контур гитары) и по торцу оббиваете металлическим листом. Приспособа может быть сразу на две половинки обечайки, могут быть две разные на каждую из половинок обечаек. Рабочую поверхность сушилки после закрепления заготовки на приспособу некоторое время надо прогревать.
Есть такой эффект, как поперечное изгибание обечаек при сушке в открытом виде. Причина в том, что дерево изгибается на ту поверхность, которая сохнет сильнее. Лечение: применение внешнего гибкого металлического листа, шнуровка с внешней стороны. Не агрессивная сушка. Фактически после остывания дерево теряет способность гнуться, т.е. ещё влажным его можно засунуть в то, что мы называем ваймой и сохнуть обечайки будут в форме, но внутренней стороной наружу.

Процесс гнутья, один из вариантов
На 5 часов погрузите в воду заготовки, просто утопите в ванной. Только не оставьте их плавать, иначе поверхности дерева неравномерно впитают воду и обечайки изогнуться.

Я начинаю гнуть с талии. Отметили место максимального прогиба в талии и кладёте этим местом на разогретую гнулку. Вода, которая впиталась в древесину и находится на поверхности, закипает. Практически под тяжестью рук и небольшим напряжением по мере увеличения радиуса заготовка гнётся.
Постоянно елозьте по металлу участком, который гнёте, не стоите на одном месте, сначала прогрейте участок, потом гните. Когда вы прикладываете ровную заготовку на радиус, то площадь соприкосновения мала, поэтому постоянное движение необходимо. Кипяточек с кистью для добавления «поддайте-ка парку» также необходим. Сверяйтесь с шаблоном. Талию лучше согнуть очень точно. Когда вы будете гнуть остальную часть обечайки, то талия может постепенно разгибаться, как и всё остальное. Можно, после того как вы согнёте талию, подержать её под струёй холодной воды, чтобы материал остыл, разгибание явно замедляется.
На самом верхнем фото вы видите процесс изгибания обечаек дополнительно с помощью гибкой металлической пластины. Эта пластина позволяет гнуть дерево равномернее, именно изгибая по радиусу, а не переламывая о него. Такая методика позволяет работать с обечайками в местах с дефектами, какими-то опасными неоднородностями или специфической текстурой, предотвращая переламывание. Также пластина затрудняет испарение влаги с внешней стороны, а именно она не должна сильно подсыхать, так как при изгибе растягивается и должна быть пластичная.
По сути, вам нужно согнуть дерево до состояния, когда не требуется больших усилий, чтобы материал лёг в форму. Таким же образом гнёте остальное ещё больше обращая внимание на то, чтобы прогревать как можно большие площади и не гнуть в каком-то одном месте, а то изделие получится угловатое. Если перегнули, то переверните и выпрямите.
На краях и вокруг сучков или волн пользуйтесь палочкой-держалочкой, чтобы давить в самый край обечайки.
Можно остановиться на моменте, когда с небольшим придавливанием к сушилке обечайка ложится точно по поверхности. Закрепите в сушилке в трёх местах: в талии и по краям, больше не надо. Погрейте сушилку час, полтора, потом на несколько дней оставьте достаивать. Когда вы снимаете заготовку с сушилки, отгиб краёв от формы не должен превышать сантиметра.
Изгибание без монтажа, т.е. так это и выглядит. Конечно не могу сказать, что это полностью всё. Я немного красуюсь, смело надавливая на дерево, но индиец это позволяет, сами будьте осторожнее. Я сам намного осторожнее на незнакомом дереве. Некоторое время ещё на окончательную доводку потратить надо, но это уже несущественно. За кадром остаётся только идеальная подгонка — ничего интересного, приложили к шаблону, подогнули на гнулке.
Гну я индийский палисандр толщиной 3.0 мм. Замачивал перед изгибанием часов на пять.
Видео на нашем канале YouTube. Подписывайтесь!
Источник
Технология и особенности изготовления и вальцовки обечаек
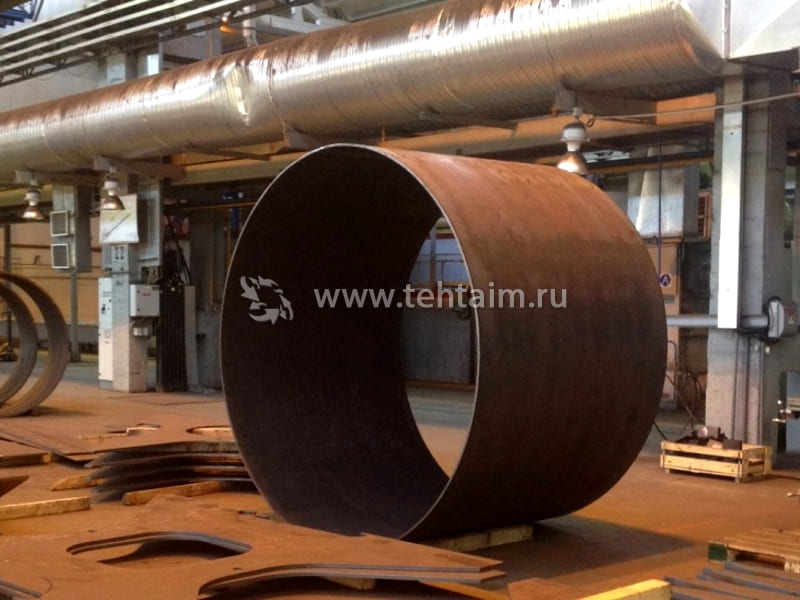
Вальцовка обечаек относится к одному из важнейших технологических процессов. Без этого этапа невозможно представить изготовление цилиндрических деталей. Особенности, сама технология и используемый инструмент заслуживают отдельного рассмотрения. Как и части валков.
Основная терминология, суть вальцовки
Сначала необходимо разобраться с основными понятиями, которые используются в такой сфере деятельности, как изготовление обечаек.
- Вальцевание – способ обработки заготовок с металлом при помощи высокого давления. Форма детали в результате изменяется, с равномерным распределением по длине. Без данного этапа невозможно представить создание большого количества деталей.
- Операция проводится при помощи вальцовочного инструмента. Название валков получили другие детали.
- После завершения операции появляются готовые детали либо заготовки, потом проходящие дополнительную штамповку. И поставляются, например, в Обнинск.
Обечайки, изготовление которых не так трудно организовать – конструкционный элемент цилиндрической либо конической формы. Выполняется с использованием нескольких форм:
Особенности дефектов, описание технологии
При вальцовке работы проводятся с подгибом листа либо без выполнения данной операции, всё зависит от геометрических размеров детали, изначальных показателей по прочности. Когда выбирают оборудование, данные параметры играют не менее важную роль. При изготовлении обечайки могут иметь следующие размеры:
- Толщина в пределах от 3 до 100 мм.
- Длина – 30-3100 мм.
- Диаметр наружной стороны – 20-280 сантиметров.
При деформации внутри деталей из металла искажения доходят до предельных значений. Также меняется и толщина.

Сама операция по вальцеванию конструкций из металла и из нержавейки состоит из двух основных стадий – гибка, непосредственно сама вальцовка. Последняя часть процесса отличается тем, что способствует перемещению гибки по всей поверхности, подвергаемой обработке.
В металле могут возникать внутренние напряжения после того, как вальцевание металла заканчивается. Существует три разновидности подобных явлений. Их учитывают и те, кто работает в городе Обнинске.
- Зональные напряжения появляются между отдельными зонами сечения и частями детали. Именно эта деформация больше всего способствует появлению дефектов, потому она считается наиболее опасной. После появляются коробления и трещины на поверхности валков, других деталей. Их свойства зависят от градиента температур, появляющегося между разными частями детали во время температурного воздействия. Для измерения также пользуются мм.
- Изменения структурного типа происходят у зёрен внутри либо снаружи. Появление напряжений связано с различными расширительными коэффициентами, обладающими разными характеристиками. Образование новых фаз различных объёмов тоже может привести к дополнительным предметам. Это негативно влияет на изготовление рулонных и других видов деталей. Обнинск не исключение.
- Напряжения третьей группы появляется внутри объёма нескольких ячеек, составляющих кристаллические решётки. Из-за этого может усложняться подгибка кромок.
У всех напряжений разная природа образования. Но последствия остаются одинаковыми – возникновение упругой деформации, искажение внутри кристаллической решетки. Но это не влияет на изготовление упаковки толстостенных изделий, к примеру.
Проблемы легко устраняются, для этого достаточно использовать термообработку. Ведь сам характер деформаций изменяется, если их сильно охладить либо нагреть. К примеру, при повышении температур происходит расширение поверхностных слоёв. Но сердцевина остаётся непрогретой, создаёт дополнительные препятствия. Это касается и кромок.
Это приводит к появлению напряжения сжатия. Обечайка 24 миллиметра не исключение. Но охлаждение делает так, что процессы происходят в обратном порядке. У поверхностных слоёв температура обычно меньше.
Именно поэтому они подвержены напряжениям больше, чем те слои, что находятся глубже. Но после окончательного охлаждения температура будет выровнена на всей поверхности металла. Развальцовка не нужна. А вот дополнительная настройка никогда не помешает.
При этом не стоит ждать, что дефекты будут устранены окончательно. Есть ещё напряжения, которые получили название остаточных. С ними знакомы и те, кому требуется проводить обработку кромок.
Термическая обработка, например, отпуск, имеет и другие полезные свойства для изделий с углом. Потребность в этой операции могут испытывать те, кто работает с закалённой сталью.
Вальцевание – как проводить, какими инструментами?
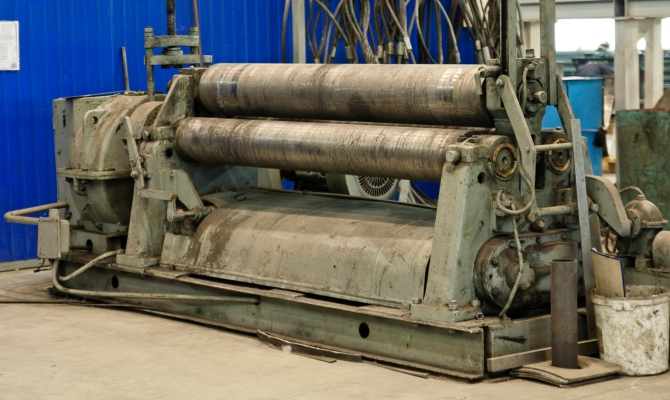
Специальные прессы или машины – вот какие приспособления могут справиться с подобными видами обработки. Гибку обечаек нельзя осуществить только ручным методом. То же самое касается и гибки. Технология вальцовок должна соблюдаться максимально строго, иначе нужного результата не добиться, работая с установкой, занимаясь прокаткой.
Трёхвалковые вальцы – разновидность оборудования, которая часто используется для решения подобных задач. Встречается несколько разновидностей приспособлений:
- Ручные.
- Механические – в Санкт-Петербурге и других городах они получили широкое распространение.
- С электрическим приводом – такие широко используются в городе Обнинске.
Чаще всего в СПб и других городах используется вариант, когда валки располагаются в виде треугольника. Два находятся снизу, а один – сверху. Диаметры валков бывают разными, всё определяют характеристики требуемой детали. Длина вальцевания находится в пределах 340-3000 мм.
Электрическое оборудование – гораздо более лёгкий вариант для использования. Это можно понять, ознакомившись с нормативной документацией. Но и его стоимость доступна далеко не каждому. Если не планируется открывать крупномасштабное производство, то можно обойтись и более простыми вариантами установок. Такие имеют простой угол.
Видео: изготовление обечайки из нержавейки толщиной 3 мм.
Почему обечайки так необходимы?
Эти детали становятся главными при построении корпусов. Среди узлов агрегата этот отличается материалоемкостью, наибольшей ответственностью. То есть, он принимает на себя максимум нагрузок. При прокладке технологических трубопроводов без данной конструкции вообще не обойтись, как и без валков.
Из обечаек изготавливают колонное оборудование, трубопроводы нестандартной формы. Каждое изделие сопровождается документом.
В машиностроении производство также невозможно представить без таких деталей. Обечайками можно назвать многие конструкции, имеющие коническую либо круглую форму. Главное – обращаться к изготовителю, который гарантирует полный контроль производственных процессов, соблюдение необходимых размеров.
Источник
Технология и особенности изготовления и вальцовки обечаек
Технология и особенности изготовления и вальцовки обечаек
Вальцовка обечаек относится к одному из важнейших технологических процессов. Без этого этапа невозможно представить изготовление цилиндрических деталей. Особенности, сама технология и используемый инструмент заслуживают отдельного рассмотрения. Как и части валков.
- Основная терминология, суть вальцовки
- Особенности дефектов, описание технологии
- Вальцевание – как проводить, какими инструментами?
- Почему обечайки так необходимы?
Применение металлической обечайки
Составным узлом заготовок, конструкций выступают обечайки из металла. Их используют в авиа, ракетостроении, нефтегазовой, химической промышленности, судостроении в качестве:
- прокладок, стенок, опорных элементов; частей сварных конструкций (баков резервуаров, котлов, труб); заготовок для фланцев, бандажей, барабанов, патрубков, роликов; кожухов для коммуникаций (канализации, водопровода, переходов); элементов вентиляции, дымовых труб, газоходов; составляющих технологического оборудования.
Компания изготавливает обечайки длиной 30-3100 мм, наружным диаметром – 200-4500 мм, толщиной стенки – 2-100 мм. Возможно выполнение нестандартных заказов.
3 Что справится с вальцеванием обечаек?
Вальцевание цилиндрических элементов возможно только при использовании специальных прессов или машин. Ручным способом проводить гибку обечаек недопустимо. Также чтобы получить высококачественную деталь, необходимо строго придерживаться технологии вальцовки обечаек.

Для изготовления этих конструкционных элементов на производстве огромной популярностью пользуются трехвалковые вальцы. Они могут быть как ручными, так и иметь механический либо электрический привод. В основном встречается расположение валков в виде треугольника: один сверху и два снизу. В зависимости от необходимых параметров готовой обечайки различаются диаметры валков. Отличаются они еще и длиной вальцевания, она может быть как 340, так и 2000 мм.
Естественно, на электрическом оборудовании работать значительно проще, однако и его стоимость на порядок выше, поэтому если в ваши планы не входит постоянное производство обечаек, то приобретать столь дорогостоящие машины нет смысла. Еще существуют устройства с одним плавающим валком. В этом случае вальцовка будет относительно этого элемента, который служит оправкой для получения обечаек заданного диаметра. Главный недостаток таких машин – необходимость постоянно перенастраивать и сменять рабочий инструмент, если нужно получить деталь иного размера.
Изготовление
Типовой технологический процесс производства обечаек включает такие этапы:
- Очистка заготовки (удаление окалины и следов коррозии).
- Выполнение правки листового проката.
- Разметка заготовок, их раскрой.
- Резка листов на заготовки.
- Подготовка кромок под проведение сварочных работ.
- Сборка заготовок.
- Выполнение сварки карт.
- Вальцовка (круговая гибка) обечаек.
- Сварка стыков.
- Правка.
- Контроль.
Подготовка кромок
Операция необходима для получения требуемой формы кромки, избавления от дефектов, возникших при проведении резки листа. Форма кромок должна отвечать отраслевым стандартам, техническим условиям и требованиям. Методы обработки кромок обечаек под сварку не должны приводить их механическому повреждению. Возможные варианты:
- Подготовка кромок с применением абразивного круга с зачисткой с двух сторон плоскости листа в зонах разделки кромок и точек будущей сварки, на расстоянии 40 мм от торцов.
- Зачистка кромок с помощью электрической шлифовальной машины, на плиточном стенде, до абсолютного удаления трещин, ржавчины, окалины.
- Обработка кромок способом фрезерования проводится с закреплением заготовок на столах фрезерных станков того или иного типа. Инструментами фрезерования служат фрезерные головки и фрезы. Кромки под поперечные швы в днищах и обечайках обрабатывают на токарных и расточных станках.
- Местная зачистка кромок и небольшой объем работ выполняется с помощью пневмозубила.

Сборка заготовок
Собирать под сварку заготовки необходимо на специальных стендах, которые обеспечат точное взаимное расположение деталей и их фиксацию, ГОСТ 26 291. Выравнивание стыкуемых элементов производится с помощью угольника и линейки или по упорам. Если соединяемые детали имеют разную толщину, плавный переход выполняется с помощью постепенного утончения элемента большей толщины. Стыкуемые заготовки закрепляют прижимами.
Вальцовка
Вальцовка обечаек — деформирование листа металла вдоль определенного направления. В зависимости от толщины металла, вальцовка бывает:
- холодной (изготовление тонкостенных обечаек);
- горячей (толстостенных).
Выполняется на станке с помощью вальцов. Заготовка прокладывается между валами и с их помощью подгибается до требуемого радиуса. Для изготовления цилиндрической обечайки необходимо 3 вала, конической — четыре.
Правка
В этой операции особенно нуждаются цилиндрические обечайки, имеющие жесткий контур (не прогибающиеся под своим весом). Вследствие ранее проведенных этапов — подгибки кромок и сварки продольного стыка, деталь приобретает неправильную форму, с наибольшим искажением в околошовной зоне. Задачей правки является получение заданной геометрической формы, в соответствии с условиями нормативных документов . Правка выполняется между тремя валками способом увеличения кривизны на участке контура обечайки, расположенном между валками, а затем ее уменьшения.

Завершающий этап
В соответствии с требованиями к шероховатости поверхности изделия и точности выполнения работ, проводятся завершающие работы:
- зигование;
- разбортовку и отбортовку торцов;
- шлифование.
Зигование
- придача обечайке дополнительной жесткости;
- монтаж и закрепление опорных разжимных колец, служащих для установки перегородок, тарелок, опор, решеток.
Зигование проводится на зиговочных машинах.
Разбортовка торцов
Цель — обеспечить поцарговую сборку. Работы производятся на бортовочных машинах. Возможные варианты: разбортовка наружу и внутрь.
Отбортовка торцов
Способы отбортовки аналогичны разбортовке:
- вовнутрь (для охлаждения днищ и под рубашки охлаждения теплообменников);
- наружу (для монтажа накидных фланцев).
Для выполнения действий используют фланце-бортовочные машины.

Шлифование
Является способом отделочной обработки, который может осуществляться:
- ручной шлифовальной машиной, работающей от пневматического или электрического привода;
- бескопирным (полусвободным) шлифованием маятниковыми головками.
Готовая продукция проверяется на соответствие нормативным характеристикам. Обечайки не должны содержать острых кромок, заусенцев и вмятин на поверхности. Допустимы небольшие дефекты и потертости, не влияющие на уменьшение толщины стенок.
Область применения
 Труба обечайка, цена на которую формируется исходя из технических параметров, может применяться в следующих отраслях:
Труба обечайка, цена на которую формируется исходя из технических параметров, может применяться в следующих отраслях:
- ТУ 1381-001-17454136-2013 используется в строительной сфере, промышленности, нефтехимической области.
- Труба по ТУ 14-3Р-56-2001 используется при монтаже трубопроводов общего назначения, который функционируют под высоким давлением. Также такие трубы применяются при прокладке нефтепроводов и газопроводов.
- Труба из листа по ГОСТ 10706 используется в строительной сфере, жилищно-коммунальном хозяйстве и т. д.
Многими промышленными и строительными компаниями применяется труба собственного производства, размер и конфигурация которой формируется исходя из их текущих потребностей. Такие изделия могут использоваться при монтаже защитных и опорных конструкций, систем воздуховодов и т. д.
Характеристики
Размеры стальных обечаек регламентированы техническими условиями, которые издаются с учетом положений государственных и отраслевых стандартов. Например, ГОСТ 52630 устанавливает требования к обечайкам стальных сосудов и аппаратов. Расчет прочности изделий проводят в соответствии с межгосударственным стандартом 14249.
Производят стальные конструкции с диаметром от 325 до 1820 мм в двух исполнениях: с толщиной стенок от 8 до 16 мм и от 16 до 30 мм. Длина зависит от области применения, поэтому выставляется по технической документации.
При изготовлении обечаек используют следующие марки стали:
- ст.20 — углеродистая сталь с оптимальными техническими характеристиками;
- 09г2с — применяют в системах с высоким давлением, эксплуатационные температурные значения от -70 до +450°C;
- ст. 12Х18Н10Т — конструкционная криогенная, выдерживает нагрев до +600°C, устойчива к большинству типов коррозии;
- ст. 13ХФА — износостойкая, устойчива к образованию трещин.
Изготовление
Металлические обечайки производят в три этапа.
- Подготавливают стальной лист с помощью портальной машины или другого оборудования. Марку стали, толщину выбирают в соответствии с проектной документацией заказчика. При необходимости проводят дополнительную обработку защитными и антикоррозионными покрытиями.
- На вальцовочных станках проводят сгиб заготовки под нужный диаметр. Устанавливают форму будущей конструкции.
- Сварку кольцевого и продольных швов проводят в соответствии с требованиями государственных стандартов и инструкций.
После изготовления осуществляют дополнительную термообработку и калибровку до точных характеристик. Проводят испытания на соответствие заявленным характеристикам. Готовая продукция поставляется без заусенцев, острых кромок и вмятин на поверхности. Допускаются незначительные потертости и вмятины, не снижающие толщину стенок.
Условия поставки
Цена, наличие товара, условия и гарантии
Мы работаем как с юридическими, так и с физическими лицами. Готовы поставить изделия на заказ.
У нас действует накопительная система скидок для постоянных клиентов.
 Условия оплаты
Условия оплаты
Заказ вы можете оплатить 3 способами: наличными, безналичным расчетом, банковской картой.
Отсрочку платежа до 1 месяца предоставляем постоянным и хорошо зарекомендовавшим себя клиентам.

Доставка
Варианты: заказать у нас, воспользоваться услугами транспортной компании, организовать самовывоз.
При любом виде расчета отгружаем товар на следующий день после поступления оплаты.

Приемка и разгрузка товара
Вы должны обеспечить беспрепятственный подъезд нашего транспорта к разгрузочной площадке.
При разгрузке вы получаете пакет документов: накладная, счет-фактура и сертификат качества (по запросу).
- Продукция
- Отводы
- Тройники
- Переходы
- Обечайка
- Фланцы
- Заглушки
- Днища
- Свайная
продукция - Трубный металлопрокат
- Задвижки
- Затворы
- Вентили
- Краны
- Крепеж
- Фильтры
- Газовое оборудование
- Электроприводы
- Грязевики и фильтры подогреватели
- Компенсаторы
© 2009-2020, Все права защищены.
ООО ПКФ «АрмаПром»
Этапы изготовленияобечаек
ООО «Калужский опытно-механический завод» занимается изготовлением конусных обечаек (а также цилиндрических форм) по типовым и нестандартным размерам. Производство оснащено высокоточным оборудованием, включая итальянские и немецкие листогибочные станки. Готовые изделия обладают высоким качеством и надежностью.
Процесс изготовления обечаек проходит поэтапно:
- Закупка материалов, при этом учитывается толщина, размеры, характеристики детали, которую планируется изготовить.
- Раскрой формы по заранее выверенным размерам.
- Вальцовка обечаек. На листогибочных станках из металлических листов формируется труба (или трубы) нужной формы;
- Сварка. Следующим этапом края сваривают продольно и поперечно, шов получается герметичным и надежным;
- Проверка изделий на соответствие заданным геометрическим параметрам;
- Проверка швов. Специалисты испытывают сварочные швы на прочность и герметичность. Самый популярный способ контроля – ультразвуковой;
- Доставка заказчику удобным способом.
Труба из обечайки может быть изготовлена по ГОСТ 10704 или по ряду технических условий: ТУ 14-3Р-56-2001, ТУ 26-11-24-91. ТУ 14-3Р-56-2001 распространяются на трубы стальные сварные диаметром 1420, 1620, 1720, 2020 и 2220 мм общего назначения, предназначенные для эксплуатации трубопровода с рабочим давлением до 1,5 МПа (15 кгс/см²).
Толщина обечайки может составлять от 8 до 40 мм. Длина обечайки должна быть кратна двум метрам.
По способу производства трубы электросварные с продольными и поперечными сварными швами. Изготовление труб должно проводиться по технологическому процессу, разработанному в соответствии с требованиями НД и конструкторской документации. Трубы изготавливаются из горячекатаной заготовки поставляемой по ГОСТ 19903 и ГОСТ 14637.
ТУ 26-11-24-91 распространяются на трубы сварные из обечаек для трубопроводов, предназначенных для транспортирования воздуха, пожаровзрывоопасных т вредных жидких, газообразных и других продуктов (сред) в технических линиях химических, нефтехимических и им подобных производств, работающих при температуре не ниже минус 115°С до плюс 610°С и давлением до 16 МПа (160 кгс/см²).
Вальцевание и гибка
Вальцовка метала
На заготовительном участке завода работает вальцовочный станок, закупленный для изготовления сушильных барабанов и других сельхозмашин. Дополнительно оказываем услуги вальцовки листового металла толщиной от 0,8 до 16 мм (для стали марки СТ3).
Возможна вальцовка любого металлопроката – трубы, швеллеров, уголков, листового проката, в том числе листов с отбортовкой. Взаимное положение вальцов задает радиус гиба, форму заготовки. Технология позволяет изготовить обечайки с диаметром от 300 до 3500 мм.
Завод «АСТ-Регион» предлагает вальцовку и гибку листового металла на заказ любой сложности. В цехах установлены новейшие станки с ЧПУ – технологическая оснастка для производства сельскохозяйственного оборудования.
Высокая производительность устройств позволяет использовать их потенциал для оказания услуг по металлообработке.
Благодаря обновленным основным средствам производства завод предлагает доступные цены на услуги вальцовки и гибки листового металла в Нижнем Новгороде. На стоимость влияет сложность деталей, количество гибов.
Срок обработки металла два дня.
Чтобы заказать услуги гибочного станка, вальцовку металла оставьте данные на сайте. Наш менеджер перезвонит в удобное время.

Услуги гибки металла
На заготовительном участке завода функционируют две линии гиба.
Безукоризненное качество металлообработки гарантирует новейший четырехвалковый гидравлический листогиб Durma AD-R 25100. Турецкий бренд – один из лидеров среди производителей оборудования для гибки металла.
В отличие от трехвалкового, четырехвалковый станок обеспечивает лучшее сцепление с листом. Не допускает минимального проскальзывания даже при гибке тонкого металла.
Гибка листового металла на ЧПУ максимально автоматизирована. Контроллер, получив данные о размерах и последовательности операций, самостоятельно вычисляет угол изгиба. Оператор программирует скорости подхода, рабочего хода, возвращения. Контроль операционной системы фактически устраняет деформации в зоне изгиба.
Гибочный станок Durma обрабатывает листовой металл толщиной от 1,2 до 8 мм.
Гарантируем заданный угол гиба с сохранением линейных размеров и прочностных характеристик. Наши операторы прошли повышение квалификации у турецких партнеров и получили их сертификацию.
Источник