- Как сделать спуски на ноже: техника выполнения, необходимые материалы и инструменты, пошаговая инструкция работы и советы специалистов
- Знакомство с элементом
- Способы
- Как сделать спуски на ноже болгаркой? Что понадобится для работы?
- С чего начать? Подготовительный этап
- Что порекомендуют специалисты?
- О снятии фаски
- Продолжение работ
- Как сделать спуски на ноже на наждаке?
- Об изготовлении вручную
- В заключение
- Как сделать спуск на лезвии ножа
- Patryi › Блог › Как сделать хороший нож «на коленке»
- Как сделать спуски на ноже в домашних условиях
- Основные формы и характеристики спусков на самодельных ножах
- Как сделать спуски на ноже болгаркой
- Подготовительный этап
- Советы специалистов
- Вырезка заготовки
- Снятие фаски
- Работы по спуску
- Как сделать спуски на наждаке
- Изготовление вручную
- Санкт-Петербургский ножевой Клуб
- Выведение спусков
- Выведение спусков
- Re: Выведение спусков
- Re: Выведение спусков
- Re: Выведение спусков
- Re: Выведение спусков
- Re: Выведение спусков
- Re: Выведение спусков
- Re: Выведение спусков
- Re: Выведение спусков
- Re: Выведение спусков
- Re: Выведение спусков
- Re: Выведение спусков
- Re: Выведение спусков
- Re: Выведение спусков
- Заточи Клинок
- Сайт о заточке ножей
- Строение ножа
- Добавить комментарий Отменить ответ
Как сделать спуски на ноже: техника выполнения, необходимые материалы и инструменты, пошаговая инструкция работы и советы специалистов

Нож является одним из инструментов, без которого в хозяйстве не обойтись. В специализированных магазинах вниманию потребителей представлен широкий ассортимент самых различных кухонных, столовых, мультифункциональных и охотничьих режущих изделий. Чтобы нож был эффективным и прослужил долго, его нужно правильно выбрать. Однако большинство домашних умельцев предпочитают пользоваться клинками собственного изготовления. Имея нужный инструмент и расходный материал, новички сталкиваются с одной проблемой – они не знают, как правильно сделать спуск ножа. Данный элемент в конструкции изделия очень важен, поскольку от его качественного исполнения будет зависеть внешний вид и режущие свойства самодельного клинка. Информацию о том, как сделать спуски на ноже своими руками, вы найдете в данной статье.

Знакомство с элементом
Несмотря на то что изготовление самодельного ножа является процессом достаточно трудоемким, домашних умельцев это не останавливает. Причин этому может быть несколько. Преимущественно это стремление удовлетворить свой творческий потенциал. Использовав подручные материалы, можно создать нож понравившегося типа. Судя по отзывам, кустарные изделия практически не уступают заводским. Кроме того, удается существенно сэкономить. Однако изготовление ножа дома предполагает четкое соблюдение правил, а именно домашнему умельцу придется соблюдать очередность действий. Как утверждают специалисты, одним из важных этапов производства является оформление спусков. Эти элементы изготавливаются путем фрезерования плоских заготовок и очень важны в конструкции клинка, так как обеспечивают его колюще-режущие свойства. Как сделать спуски на ноже? Какой для этой цели понадобится инструмент? Подробнее о том, как новичкам сделать ровные спуски на ноже, — далее.

Способы
Тем, кто не знает, как сделать спуск на лезвии ножа, можно порекомендовать воспользоваться одним из трех способов. Как утверждают специалисты, самым распространенным инструментом для этой задачи является наждачный станок. К этой технике прибегают преимущественно новички. Второй способ считается посложнее – с использованием угловой шлифовальной машинки (болгарки). Третий практикуют опытные мастера, которые «чувствуют» металл и могут практически обойтись без дополнительных технических приспособлений.
Как сделать спуски на ноже болгаркой? Что понадобится для работы?
Перед тем как сделать спуски на ноже, следует обзавестись следующим инструментом:
- Заготовка для клинка. Судя по многочисленным отзывам, неплохие ножи получаются из полотен от старых механических пил. Ввиду того что этот материал дешевый, в случае его порчи заготовку не жалко будет выбросить, а у новичка имеется возможность потренироваться работать болгаркой прежде, чем сделать спуск на ноже из сырья подороже.
- Шаблон из картона будущего ножа.
- Угловая шлифовальная машинка (она же болгарка). На нее устанавливается толстый абразивный 125-миллиметровый круг. С его помощью обычно выполняют зачистные и обдирочные работы.
- Тиски. На верстаке они должны быть прочно закреплены.
- Винтовая струбцина.
- Уголок или кусок трубы с квадратным сечением.
- Емкость с водой.
С чего начать? Подготовительный этап
Тому, кто не знает, как сделать спуски на ноже, опытные мастера рекомендуют придерживаться следующей поочередности действий:
- Сначала с помощью шаблона нужно перенести на заготовку очертания клинка.
- Вырезать нож болгаркой. Делать это нужно четко по размеченной линии. На данном этапе опытные мастера обух не вырезают, иначе в дальнейшем во время шлифовки спусков могут возникнуть трудности: кончик лезвия получится с заваленными гранями. Как утверждают специалисты, данная часть клинка самая проблемная.
- На заготовку нанести линию спусков. Делать это необходимо с двух сторон. Сама линия должна быть максимально тонкой, но хорошо заметной под любым углом.
- В тисках зажать прямоугольную трубу или уголок. К нему посредством струбцины будет прижата заготовка. Специалисты рекомендуют воспользоваться двумя струбцинами. В таком случае мастеру удастся прижать и кончик ножа. Если же струбцина одна, то ее придется передвигать поближе к месту обработки. Вся плоскость заготовки должна быть прижата к опоре максимально плотно.

На подготовительном этапе нежелательно, чтобы винты струбцин были слишком затянуты. Достаточно лишь предотвратить смещение заготовки. Работать будет удобнее, если зажимающие приспособления расположить с противоположной стороны. Места в заготовке, на которых вытачиваются спуски, должны быть, наоборот, поближе к мастеру.
Что порекомендуют специалисты?
Как сделать спуск на ноже ровно, чтобы не испортить заготовку? Судя по отзывам, нередки случаи, когда металл прижигается, раскалывается или на нем образуются ямки. Как утверждают опытные мастера, это возможно, если манипуляции осуществляются обрезным диском. По этой причине желательно работать толстым обдирочным камнем по металлу. Мастера рекомендуют воспользоваться абразивом, толщина которого — не менее 7 мм. Одним из таких очень качественных и износостойких изделий является абразивный круг от японского производителя Makita. Судя по многочисленным потребительским отзывам, он легко стачивает даже каленую сталь. Овладев техникой изготовления спусков посредством обдирочных кругов, многие домашние умельцы переходят на толстые отрезные. Чтобы снизить вибрацию, которая является следствием значительной осевой нагрузки, работать следует кругами, толщина которых — не менее 0,2 см. Если данный совет проигнорировать и начать с отрезных, то рано или поздно новичок все же вернется к обдирочным. Однако за это время можно перевести немало заготовок. Кроме того, отрезной диск под воздействием боковой нагрузки начинает сильно вибрировать. Нередко он ломается и может быть опасен как для самого мастера, так и окружающих.
О снятии фаски
Вначале на заготовке отмечается середина. Линией очерчивается место для будущей режущей кромки. Затем, затянув обдирочный диск понадежнее, включают болгарку. Обрабатывающая поверхность должна располагаться перпендикулярно к кромке ножа. Сильно налегать на диск не нужно, наоборот, им следует еле касаться заготовки. Сначала аккуратно снимается небольшая фаска вдоль кромки по обозначенной линии. Важно, чтобы от линии к середине ножа была выдержана дистанция 0,2 мм. На данном этапе следует быть максимально точным. Болгарку можно перемещать вдоль всей длины обрабатываемой режущей кромки. Чтобы металл не перегрелся и не утратил свои изначальные свойства, во время работы его следует периодически охлаждать. Для этой цели поверхность заготовки обильно поливают водой. Некоторые новички часто задают вопросы: зачем снимать с заготовки фаску и что это даст? Как утверждают опытные мастера, изготавливать спуск будет гораздо проще с уже имеющейся фаской, поскольку она будет явной видимой нижней границей, на которую нельзя заходить. Важно, чтобы фаска была снята вдоль всей режущей кромки.

Продолжение работ
После того как фаска уже снята, можно приступать к изготовлению на заготовке спусков. Сделать это будет несложно: мастера проводят аккуратно обдирочным диском в сторону обуха. Судя по отзывам, в местах соприкосновения диска на поверхности остается отлично видимый след, благодаря чему мастеру удобно следить за перемещением камня. Так как граница фаски заметна, домашний умелец будет знать, где именно ему стоит остановиться. Далее возле пятки ножа нужно оформить начало спуска. Чтобы это сделать, нужно пересечь торцевую поверхность камня с цилиндрической, аккуратно подведя диск к линии. Обрабатывающая поверхность должна быть расположена перпендикулярно к режущей кромке. Если смотреть сверху, то при правильной работе диск будет повернут вертикально к плоскости ножа. Соблюсти это позволит камень с цилиндрической поверхностью: цилиндрик, катаясь по заготовке, будет указывать вертикаль. Если произошло отклонение, то диск станет на ребро, что сразу почувствует мастер и остановит работу. В противном случае камнем в заготовке можно наделать лишних углублений, что нежелательно.
Как сделать спуски на ноже на наждаке?
Судя по отзывам, многие ножеделы стараются максимально упростить себе работу. Для этой цели создаются различные дополнительные приспособления. В качестве основного механического «помощника» такого специалиста выступает точильный станок. Инструмент оборудован мотором, а работа выполняется посредством камня. Выводить спуск на заготовке можно, удерживая ее просто в руках.

Достаточно водить взад-вперед вдоль точильного круга. Ребро камня должно быть перпендикулярно к поверхности заготовки. Однако в таком случае нет гарантии, что вдоль всей режущей кромки будет выдержан одинаковый угол. Не исключено, что руки устанут держать заготовку и спуск собьется. Предотвратить это можно с помощью специального технического приспособления. Изготавливают его из стальной пластины, куска уголка и струбцины. Пластина будет использоваться в качестве площадки, на которой располагается заготовка. Чтобы она не скользила, ее удерживают прижатой к уголку. С таким приспособлением регулируется ширина спусков. Для этого достаточно провернуть винт струбцины, сменив угол пластины.

Об изготовлении вручную
К данному способу прибегают преимущественно специалисты, которые умеют «чувствовать» сталь и знают, когда следует остановиться. Работают при помощи напильника «на глаз». Заготовка надежно фиксируется на ровной поверхности. Затем напильником под нужным углом начинают оформлять спуски. Судя по отзывам, данный способ утомительный и долгий.

В заключение
Какой бы способ оформления спусков домашний умелец ни выбрал, важно не забывать о технике безопасности. Прежде чем приступить к работе, следует проверить исправность электрооборудования и избавиться от дефектных дисков. Предотвратить травмирование удастся, если пользоваться защитными перчатками и очками.
Источник
Как сделать спуск на лезвии ножа
Сегодня мы поговорим о то, как самому сделать ровные качественные спуски при изготовлении ножа своими руками в домашних условиях. Также рассмотрим технологии, методики и приспособления, чтобы сделать профессиональные спуски на ноже с наглядными фото и иллюстрациями

Сначала нужно уяснить основные вопросы:
1. Какой стороной заготовка прикладывается к камню — обухом или режущей кромкой?
2. В какой последовательности точатся спуски — начинать снимать металл от начала спусков и спускаться к режущей кромке, или начинать снимать с режущей кромки и продолжать до начала спусков?
3. Спуски выше, чем может за раз захватить камень. Как делаются спуски в таком случае? Делается полоска спуска на ширину камня, на всю ширину спуска, потом заготовка сдвигается и опять полоска и т.д. Или делается съем металла на всю длину клинка, потом выше и выше?
По порядку поставленных вопросов:
1. лучше точить когда РК вверх, видно как проходит процесс
2. начинать точить от РК, постепенно «опуская» каждый проход камня вниз, к обуху
3. делается проход на всю длину клинка, затем чуть ниже, опять на всю длину клинка и опять чуть ниже, и так далее.

Попробуй сначала на любой железяке сделать спуски, чтобы руки немного привыкли к движениям. Затем уже переходи на заготовку под нож. Не старайся сделать спуски за один подход, отдыхай, отложи на следующий день. Когда устаешь — одно неверное движение и заготовка испорчена.
Для начала — дело не только в спусках, нож-то должен быть сколько-нибудь гармоничным внешне и в практическом смысле, его еще нарисовать надо сначала. И дать проекту оформиться.
Спуски — то, что не получается с первого раза, но не что-то нереальное. Потренироваться на кошках (обрезки стальной полосы типа той, из которой делают оконные решетки и ограды). Придет понимание положения полосы относительно диска точила, нужной скорости точила. Стремиться вывести спуски на точиле окончательно — не стоит. Просто ровно снять энное количество материала до получения вогнутых спусков несколько меньшего размера, чем требуемые, а потом взять тот же диск для точила и на его боковой стороне «спрямить» получившееся вручную, возвратно-поступательными движениями. При таком подходе и некотором терпении плоскость выйдет очень приличной просто в силу метода, если руки не трясутся и не гуляют, конечно.



Это у меня занимает более часа а то и двух. Работаю крупным белым камнем.
После него (благо-скорость круга небольшая) довожу вулканитом (резина с чем-то там типа корунда). Обязательно отшарошить оба круга и довести на твердой железяке. Единственный путь научиться делать хорошо-только опыт и огромное терпение. Оправдается еще одной твоей степенью свободы. Не бойся и все получится. Но-не сразу.
Рекомендую поработать на твердой железяке (если есть и не жалко- на рапидовой пиле) На ней трудно начать, но зато можно начинать жестко, грубо. После образования желоба на твердой железяке продолжить работу аккуратно, попробовать с разной силой прижима. Твердый металл дает возможность снимать понемногу и не прилипает к кругу. ОЧЕНЬ важно научиться чувствовать момент прикосновения желоба к кругу

Чтобы не запороть я сначала слегка касаюсь будущей РК и, получив упор, тут же
прижимаюсь к колее. Угол возле пятки-отдельная история, так же как и носик.
В этом деле только опыт поможет. начинать надо с малого, типа плоской стамески, а потом, постепенно увеличивая, и до длинных клинков дойдёшь. Опыт и только опыт. Всякие приспособы для выдержки углов это зло, расслабляют и не дают чувствовать металл.

Особых секретов нет, держи ровно заготовку, при изогнутом клинке держи железку так, чтобы перпендикуляр к любой точки кривой силуэта лезвия был в плоскости камня а по возможности строго перпендикулярно к оси вращения камня и постоянное охлаждение в воду. чтоб не сжечь металл. на любом высокоскоростном точиле сделать спуски элементарно. не следует забывать охлаждать периодически клинок и не давить со всей дури на заготовку. пальчиками всё ощущается . как стало горячо, так сразу и бульк в водичку. Это не сложно.
У меня почему-то ничего не подгорает, и стачивается элементарно. Хотя уже несколько лет этим не занимаюсь, точило не мучаю, обдираю спуски болгаркой а вот потом на точиле только довожу до кондиции и выравниваю линии спусков . гораздо проще. процесс съёма металла ускоряется в разы. на точите полностью клинок из быстрореза длиной 120 мм точиться за два часа, с помощью болгарки за полчаса на всё про всё. Полировка в зеркало естественно не в счёт,
это делается только по особому желанию и не на камне.
Несколько основных правил для спусков ножа:
1. Обязательно маркером прочертить линию спусков с вымериванием и проверкой симметричности с обеих сторон.
2. Освещение-свет должен падать именно на место контакта деталь-камень. Если смотреть только в свете летящих искр-будет поздно исправлять огрехи.
3. Угол касания заготовкой окружности камня должен быть одинаковым, чтоб камень накатывал себе канавку.
4. Если непонятно, где снимать металл, почеркивайте спуски карандашом — сразу станет ясно где бугор.

Основные формы и характеристики спусков на самодельных ножах:
1 — клиновидные спуски от самого обуха, традиционная режущая кромка. Одна из самых распространённых форм для кухонных ножей. Очень легко режет толстые слои материала;
2 — клиновидные спуски, начинающиеся от обуха, которые непосредственно образуют режущую кромку. Достаточно распространённая форма, однако в процессе переточки практически всегда переходит в вид 1. Ввиду большой площади спусков при точке брусок «замасливается» посторонним металлом, поэтому правильно наточить такой нож гораздо сложнее, чем вариант 3. Разумеется, после точки ножа требуется полировка боковых поверхностей, если его внешний вид важен для владельца;
3 — плоское лезвие, клиновидные спуски образую режущую кромку, начинаясь от середины или двух третей ширины лезвия (считая от обуха). Очень характерная форма для множества универсальных национальных ножей, особенно скандинавских. В продаже встречается часто, очень легко точится, так как плоскости спусков задают угол заточки, имея при этом сравнительно небольшую площадь;
4 — плоское лезвие, клиновидные спуски, традиционная режущая кромка. Самый распространённый вариант профиля. Позволяет варьировать угол заточки. Нож достаточно прочен, сравнительно легко режет;
5 — плоское лезвие, клиновидные спуски, режущую кромку образует двойной клин. Если в варианте 4 клин режущей кромки одинарный, то в варианте 5 часть материала с углов между спуском и кромкой убрана. В результате, при разрезании толстых и плотных материалов нож испытывает меньшее сопротивление. В заводских изделиях почти не встречается, но можно рекомендовать как основную людям, хорошо освоившим ручную заточку ножей;

6 — плоское лезвие, линзовидные вогнутые спуски. Угол режущей кромки образован продолжением двух плоскостей, проведённых от грани между лезвием и спуском к острию. Такую заточку ещё называют «бритвенной» — она характерна для опасных бритв. Легко точится и правится — грань между лезвием и спуском служит «направляющей» для определения угла заточки. Сами спуски могут начинаться практически от обуха. Нож очень хорошо режет сравнительно тонкие материалы, хуже — более толстые (из-за наличия грани), Из-за массивности обуха или самого лезвия нож имеет значительную жёсткость;
7 — «стамесочная» или односторонняя заточка. Она характерна для национальных японских ножей. Относительно просто затачивается, если кромка не сильно повреждена. Минус — нож предназначен только под одну руку, скос должен быть со стороны рабочей руки. В данном случае изображено лезвие для правшей (если считать, что мы смотрим на лезвие со стороны ручки);
8 — фактически представляет из себя вариант 3, только угол режущей кромки таков, что спуски как таковые отсутствуют. Форма лезвия характерна для дешёвых китайских подделок под фирменные ножи, а также для всякого рода рубящих орудий;
9 — «оживальная», или «пулевидная» заточка. Характерная особенность — выпуклые линзовидные спуски. Режет не очень хорошо, вязнет в материале, зато прекрасно рубит. Разумеется, такие ножи сложнее и дороже в изготовлении и заточке, нежели вариант 8.
Patryi › Блог › Как сделать хороший нож «на коленке»

Когда я решил сделать первый нож мне было 18 лет, я только увлекся туризмом и у меня не было денег на хороший нож, китайский складник за 300р конечно не плох для нарезания колбасы, но вот палку им не построгаешь.(кстати тот китайский складник еще жив, и я по-прежнему режу им колбасу).
Итак, по порядку.
Сначала надо определиться какой будет нож, для этого его надо нарисовать.
Затем выбрать материал. Это самое сложное, вариантов масса. Я пробовал разные материалы, остановился на двух:
1. арматура, она бывает разная! Определить хорошая ли арматура можно лишь попилив ее болгаркой, найти хорошую трудно. Гарно и наковальня для ковки есть не у каждого!
2. Быстрорез (сталь марки р6м5, еще бывает р9м5 и прочие, но нам нужна именно р6м5, из нее еще сверла делают). Достать эту сталь не сложно, и она сразу удобного формата. Это пила, для пиления рельсов и прочего металла.

Эти пилы, кстати, бывают разных размеров. Свободно продаются в магазинах, следует обращать внимание на маркировку стали.
Затем размечаем краской по вырезанному трафарету.


Откладываем заготовку клинка в сторону, переходим к рукояти. Опять выбор материала — творческий процесс. В основном я использую березу, либо сочетание березы и какого нибудь темного дерева. Но цельная рукоять всегда крепче чем клееная, поэтому комбинирую редко.
В данном случае донором будет кусок березы, на который была намотана нитка на стройке.
Как сделать спуски на ноже в домашних условиях
Сразу хотелось бы предупредить читателя, что сделать нужный спуск, если вы новичок в этом деле, то с первого раза может не получиться. Но не нужно расстраиваться. На многих профильных форумах мастера со стажем прямо так и пишут: только работать и работать. Следуя всем советам, разу к десятому — пятнадцатому, что-либо уже должно получаться.

В этой статье мы попробуем собрать, насколько сможем, некоторую полезную информацию для правильного затачивания спусков. Так что наберитесь терпения, изучите материал и вперед! На самом деле нет идеального решения для абсолютно всех вариантов, спуск на клинке можно выполнить только для конкретных задач. Золотой середины, можно добиться, но такие противоречивые параметры, как толщина клинка, и толщина лезвия, не дадут ножу идеальных параметров.
Для понимания процедуры резки нужно рассмотреть этот процесс внимательнее. Режущая кромка разрезает материал, а дальше идет в работу спуск, который своими качествами, раздвигает материал, подвергающийся резу. Соответственно, чем тоньше спуск, тем рез будет быстрее. Но за счет этого страдает прочность клинка, и наоборот. Если спуск будет более массивным, то и прочность клинка увеличивается, а вот рез по скорости, уже уменьшается. Надеемся, что у нас получилось объяснить принцип действия ножа при резе.
Соответственно, при создании клинка, нужно чем-то жертвовать, но опять же, нужно знать для чего вы его изготавливаете. Сам спуск довольно важный элемент ножа, уже стало понятно, что от его толщины, меняются и его характеристики.
Основные формы и характеристики спусков на самодельных ножах
Новички, как правило, имея заготовку и весь нужный инструмент, не могут определиться, какой спуск наиболее универсален. Хотя бы для кухонного ножа. Но не волнуйтесь, есть несколько самых распространенных видов спусков, которые мы сейчас рассмотрим:
- Самый распространенный, и делается от самого обуха, это – клиновидный. Применение он находит, как правило, на кухне.
- Еще один довольно популярный вид – тоже клиновидный, идет от самого обуха и переходит в режущую кромку. Но если его перетачивать, он автоматически перейдет в вид номер 1, во время заточки будет образовываться режущая кромка отдельно от спуска. Либо затачивать весь спуск, что довольно проблематично.
- Довольно характерная форма для многих ножей. Лезвие плоское, а спуск начинается с середины или чуть выше к обуху. Заточке поддается довольно легко.
- Очень интересный вариант, и довольно часто применяемый клиновидные спуски и режущая кромка, нож достаточно прочен и рез хороший. Очень гармонично расположены спуски и кромка.
- Режущую кромку образует двойной клин. Спуски клиновидные, но материал между ними и режущей кромкой убран. Очень хорошо режет плотные материалы, но сложен в заточке, можно сказать, для профессионалов.
- Линзовидные вогнутые спуски. Режущая кромка, является как бы продолжением грани между лезвием и скосом к острию. Они могут начинаться практически от самого обуха. Второе название заточки – «бритвенная», ее применяют для опасных бритв.
- Односторонняя заточка приобрела название – стамесочная. Затачивается довольно просто. Ножом можно орудовать, только одной рукой. При этом скос должен быть со стороны рабочей руки.
- Формой напоминает спуск номер 3, но их как таковых нет, прямое лезвие и сразу режущая кромка. Больше подходит для рубящих изделий.
- Выпуклые линзовидные спуски, плавно переходящие в режущую кромку. Названия имеет два «пулевидная» заточка и «оживальная». Тяжело клинком резать, вязнет в материале, зато прекрасные рубящие характеристики. Сложен в изготовлении, также вариант для профессионалов.
Для начала можно попробовать на какой ни будь ненужной заготовке, сделать спуски №1 и №3. Они проще остальных и найдут применение у вас дома, как вариант на кухне. А набив руку, можно приступать и к более сложным разновидностям заточки.
Как сделать спуски на ноже болгаркой
Тема довольно щепетильная, и честно скажем, неоднозначная. Вся проблема в том, что если вы новичок в этом вопросе, все «прожженные» мастера рекомендуют начинать делать только вручную и никак иначе. В интернете полно различных приспособлений для заточки правильного спуска. Их изготавливают своими руками различные умельцы, и демонстрируют, как ими пользоваться. Но реальные мастера все как один, утверждают, что для начала нужно научиться «чувствовать» металл.
Конечно, никто не отрицает, что эти приспособления помогут сэкономить время, но для новичка они будут служить только помехой.
И чтобы добиться наилучшего реза нужно достичь гармонии взаимодействия режущей кромки и спусков. Но в данном случае, мы разберем вариант для более или менее профессиональных мастеров, как сделать спуски на ноже с помощью УШМ или просто «болгаркой».
Подготовительный этап
Один из важнейших моментов для работы, собрать все нужные предметы, поближе, чтобы потом не бегать по мастерской и искать нужный инструмент. Проверить готовность УШМ, и главное не забывать про технику безопасности. С виду безобидная «болгарка», может натворить столько бед, что мало не покажется. Кроме нее понадобятся:
- непосредственно сама заготовка будущего клинка;
- «болгарка», про нее уже говорили, желательно с переключателем скоростей, и она не должна быть сильно громоздкой;
- прочно закрепленные к верстаку тиски;
- шаблон будущего ножа из картона;
- струбцина винтовая;
- металлический уголок;
- ведро с водой.
Основным инструментом работы будет УШМ, добавим пару слов про нее. Выбирайте ее небольших размеров, максимум под 125 диск, иначе вы просто будет физически сильно уставать, держа ее на весу. За мощностью гнаться не стоит, 1000 Вт хватит с лихвой. Все работы проводите в защитных очках и перчатках. Подготовились? Пойдем дальше.
Советы специалистов
Довольно полезные советы, чтобы не наделать ошибок во время работы. Они опять же касаются нашего основного инструмента. Уже давно замечено, что для вырезания заготовки из металла согласно чертежу с шаблона, нужно использовать только кругом абразивом, толщиной не менее 7 см. Если использовать обрезной диск, то металл часто перегревается, раскалывается и появляются небольшие канавки. Обдирочные круги ведут себя довольно достойно, особенно «раскрученных» брендов, а цена у них невысокая.
Постепенно научившись пользоваться обдирочными кругами, можно будет перейти и к отрезным, но толщина их не должна быть менее 2 мм. К минусам тонкого отрезного диска можно отнести и то, что при боковых нагрузках он начинает вибрировать. В итоге весь инструмент ходит «ходуном». Что может привести к разрушению диска и нанести различные травмы. И как показывает практика, новички не послушавшие этого совета, рано или поздно все равно возвращаются к обдирочным кругам.
Вырезка заготовки
Ознакомившись с полезными советами, нужно продолжить работу. Вырезание заготовки выглядит довольно несложно, с учетом вышеуказанных советов:
- С картонного шаблона нужно перенести эскиз на металл, из которого будет вырезаться клинок.
- Следующим этапом будет непосредственно само вырезание заготовки, выполнять это нужно четко в соответствии с линией шаблона. И одна очень деликатная особенность: на этом этапе обух не вырезают. Связанно это с тем, что во время шлифовки могут возникнуть проблемы, кончик лезвия может получиться с «заваленными» гранями. Специалисты утверждают, что эта часть клинка – самая проблематичная.
- Непосредственное нанесение линий обуха, делать это нужно не толстой чертой, но хорошо видимой.
- Металлический уголок, который был приготовлен зажимается в тиски, и к нему с помощью струбцины прижимается уже вырезанная заготовка.
Небольшое дополнение к пункту №4, опытные мастера советуют воспользоваться двумя струбцинами, для зажима кончика ножа. Если она одна, то нужно ее постепенно перемещать к месту обработки, и клинок-заготовка должен быть прижат к уголку очень плотно. Место обработки должно быть обращено к мастеру.
Снятие фаски
После всех подготовительных работ можно приступить к вырезанию фаски. Зачем она нужна, станет понятно далее. Абразивный круг, располагаем таким образом, чтобы он был строго перпендикулярен заготовке. Если на заготовке присутствуют неровности, то не отклоняемся от первоначального положения. Больших усилий прикладывать не нужно, а наоборот пробовать чуть касаясь, снять небольшую фаску вдоль клинка по режущей кромке. Очень важный момент, нужно выдержать дистанцию 0,2 мм от линии к середине ножа.
Делать все нужно не спеша, и аккуратно. Перемещаем УШМ вдоль всей длины режущей кромки. Не забываем при этом, охлаждать деталь, обильно поливая водой. Перегрев грозит испорченной заготовкой. Фаска снимается для удобства будущих манипуляций, это будет явно видимая граница, на которую нельзя будет заходить. Снять ее нужно по всей режущей кромке.
Работы по спуску
После окончания работы с фаской по РК, можно начать работать непосредственно со спуском. Направление движения камня будет в сторону обуха, до очерченной линии. Контролировать процесс несложно, не забываем оформить начало спуска около пяты клинка. Плавно водя УШМ вправо-влево с шагом 15-20 мм понемногу сдираем поверхность. Главное контролировать, чтобы камень был перпендикулярен режущей кромке. Не забываем охлаждать заготовку. Если смотреть сверху, камень будет повернут вертикально к плоскости ножа. Не допускайте отклонений от заданных параметров, иначе диск может встать на ребро и это может стать в дальнейшем немалой головной болью для мастера. Но благодаря тому, что клинок обрабатывается пошагово, испортить его одним неправильным движением не получится. Давить на «болгарку» не нужно, ее веса, как правило, хватает для нормальной обработки спуска.
Как сделать спуски на наждаке
Точильный станок, также довольно часто используют для снятия спусков. Станок состоит из электромотора и точильного камня. Принцип довольно прост. Многие любители изготовления ножей, часто пользуются специальными приспособлениями для точного угла спуска. Особых секретов при таком особа нет. Нужно держать заготовку строго перпендикулярно к оси вращения точильного камня. И опять же не забывать охлаждать будущий клинок. Для такого удерживания клинка изготавливают различные приспособления.
Для примера, один вариант. Железную пластину используют в качестве площадки, на которой будет лежать заготовка. Чтобы она не соскользнула, ее прижимают к уголку. Вся эта конструкция удерживается струбциной и располагается строго перпендикулярно камню. И если нужно изменить угол, стоит только подвинуть струбцину и все. А саму заготовку нужно будет потихоньку водить вдоль круга согласно заданному углу.
Некоторые мастера используют «болгарку» как черновой вариант, а затем на таком станке доводят до идеала.
Изготовление вручную
Вот мы и добрались до самого интересного. Про ручную заточку разговор поднимался в самом начале, стоит к нему вернуться, так как он действительно, очень нужен для самых начинающих мастеров. Как уже писалось выше это волшебное и изнурительное действо нужно для понимания самой стали. Нужно прочувствовать ее. Нужно пролить сто потов, чтобы научиться выполнять это вручную. Процедура эта делается напильниками, и, в конце концов, «догоняется» точильными камнями разной зернистости.
Сколько нужно сточить? На этот вопрос вы сами себе ответите, когда заточите десяток другой заготовок. И если вы не будете лениться и делать это вручную – вас будут называть настоящим мастером своего дела.
Да, иногда следует прибегнуть к специальным механическим «помощникам» в исключительных случаях. Прочувствовать сталь вручную, можно назвать – «высшим пилотажем». Тем более клинок всегда будет ощущать теплоту ваших рук, и, быть может, вы заложите в него частичку своей души.
Санкт-Петербургский ножевой Клуб
Выведение спусков

Выведение спусков
Сообщение Earl » Вт ноя 10, 2015 12:01

Re: Выведение спусков
Сообщение metalisst » Вт ноя 10, 2015 13:31

Re: Выведение спусков
Сообщение Bambr 11 » Вт ноя 10, 2015 14:17
Re: Выведение спусков
Сообщение Earl » Вт ноя 10, 2015 14:36
to metalisst
Что такое «секлАть на гриндере» мне не известно. 
Сейчас делаю на ленточной шлифмашинке Bosch с регулируемыми оборотами.
На кругах — это шкурка на липучке или наждак? ни на том ни на другом у меня тоже не получается ровно-одинаково. Поэтому «лабаю» или «от обуха» или «в больстер». 
Объясните, пожалуйста, как Вы это делаете.
to Bambr 11
Артём, я не пробовал точить из «сырого» железа, всегда работал с калёными железками — поэтому напильник отпадает. А кругом на точиле — это нужен очень ровный край круга.
Таким я баловался на «пиле Робеля» на заре моего «рукоблудства».
Не, ну можно конечно, камешком с водичкой «в рукопашную» или алмазным брусочком. Но хочется прогресса и механизации.
Re: Выведение спусков
Сообщение fedor » Вт ноя 10, 2015 15:54
на наждаке — чтобы было одинаково — нужны ровные симметричные края камня (равняется шарошкой для правки абразивных кругов и камнями)- но на камне спуски будут вогнутые
как вариант для прямых спусков использовать камень в виде чашки..важно чтобы не было биения и опять же ровный край камня

Re: Выведение спусков
Сообщение Циркач » Вт ноя 10, 2015 19:17

Re: Выведение спусков
Сообщение Гр Егори » Вт ноя 10, 2015 19:26
Re: Выведение спусков
Сообщение Earl » Вт ноя 10, 2015 20:03
Re: Выведение спусков
Сообщение Циркач » Вт ноя 10, 2015 20:14
Re: Выведение спусков
Сообщение Earl » Вт ноя 10, 2015 20:24

Re: Выведение спусков
Сообщение NikSamara » Вт ноя 10, 2015 22:40
Re: Выведение спусков
Сообщение Циркач » Вт ноя 10, 2015 22:52
Согласен. Ты, безусловно, прав.
Николай, сделать радиусы (закругление) — это высший пилотаж, если все будет симметрично с обоих сторон.
Причем, чем больше радиус, чем плавней он сделан — тем круче. О симметричности в данном случае я не говорю. Это само-собой полагается. Когда опытный мастер берет в руи чей-то ножик, он, помимо проверки соосности клинка-рукояти, смотрит именно на симметричность и одинаковую высоту спусков с обеих сторон.
Причем, сам финиш клинка уходит даже не на второе, а на двадцатое место.
Одинаковый подвод к РК, который проверяется так же, если смотреть на сведение в области рикассо, является одним из показателей классности.
А все начинается на РК. Вернее, на точности разметки линии К на торце заготовки.
Причем, наиболее сложно сделать это на вогнутых спусках.
А по геометрии ты все правильно сказал.
Re: Выведение спусков
Сообщение Циркач » Вт ноя 10, 2015 22:52
Re: Выведение спусков
Сообщение Циркач » Чт ноя 12, 2015 20:24
В общем, конечно, лучше объяснить это вживую. Снимал видео — нихрена на получилось.
Придется терпеть мои художества. А поскольку я рисовальщик и художник еще тот, то запаситесь воображением.
В общем, так. На сколько я понял ТС, ему не нравятся вот эти «радиуса», образующиеся на стыке трех повехностей: рикассо, голомень, спуски.
Чаще всего получается вот так:


1- голомень
2- рикассо
3- пята
А хочется, на сколько я понял, получить вот так:


Тут дело вот в чем. Закругление (верхний рисунок) получается в том случае, если наждачка при снятии спуска на гриндере скользит, т.е., не прижата плотно к одной линии. В этом случае получается пологая закругленная выемка в области пяты и к РК подходят с двух сторон плавные дуги. И чем больше радиус этих дуг возле РК, тем более пологие они получаются уже и вверху — на переходе рикассо в спуски. Пунктирной линией показано соответствие окончания дуг на РК тем дугам, что получаются на рикассо вверху.
Чем симметричнее эти дуги, чем более одинаков их радиус и подход к РК, тем выше классность мастера.
Если хочется получить прямой угол (второй рисунок) то в этом случае нужно во-первых, что бы клинок строго перпендикулярно прижимался к наждачке на опорном столике.
Во-вторых, нужно, что бы край наждачки строго подходил к краю опорного столика.
В-третьих, нужно, что бы лента не имела биения в разные стороны
В четвертых, самое главное — нужно так отторцевать край ленты, что бы она с опорным стоиком образовывала прямой угол:


Например, смотрим на опорный столик гриндера и РК клинка строго сверху. Лента идет перпендикулярно плоскости рисунка сверху вниз.
4- опорный столик (показано поперечное сечение при виде сверху)
5- наждачная лента (в разрезе вид сверху) уходит от нас вниз перпендикулярно плоскости рисунка.
Однако, на гриндере, да и на камне такой идеальный прямой угол получить не удается — в связи с выработкой абразива.
Единственный способ — напильник с ровными краями.
Заточи Клинок
Сайт о заточке ножей

Строение ножа
Почему нож режет.
Нож — это режущий инструмент, рабочей частью которого является лезвие, клинок. Геометрия клинка заложена производителем, и определяет его свойства при использование, то есть для разрезания каких материалов он будет использоваться.
Основными понятиями, которые определяют геометрию и обуславливают применение ножа являются спуски, подводы и режущая кромка.
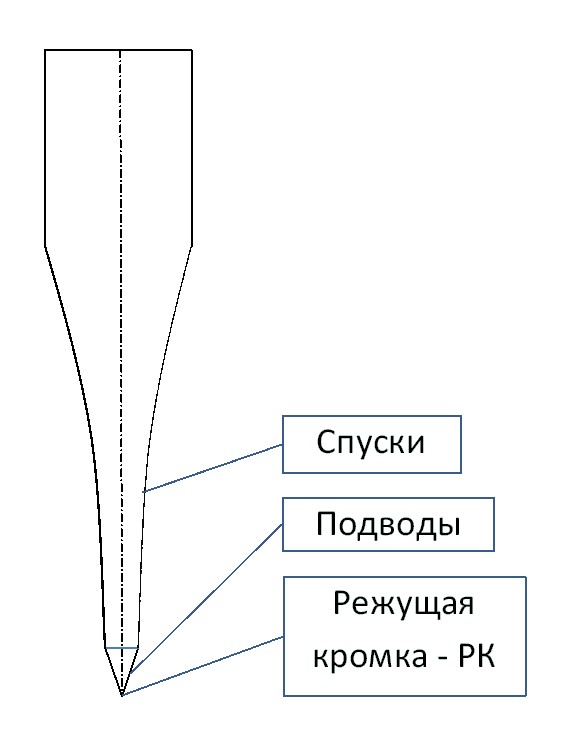
Спуски бывают трех основных видов: плоские, выпуклые и вогнутые (линзовидные). Форма спусков влияет на свойство ножа в целом и характер его применения. Нож с плоскими спусками очень хорошо режет толстые материалы. Нож с выпуклыми спусками режет не очень хорошо,но подходит для тяжелых работ и для рубки; наиболее дорог в изготовлении, трудно затачивать. Нож с вогнутыми спусками хорошо режет тонкие материалы, предназначен для аккуратных работ. Эта форма наиболее дешева и проста в производстве поэтому большинство ножей имеет такие спуски. Существуют и другие варианты спусков, но все они используют уже рассмотренные нами.
Подводы — это части лезвия, которые образуют режущую кромку. Именно на подводах проходит весь процесс заточки. Наличие подводов облегчают заточку и позволяют нам работать на кромке с необходимым давлением, уменьшая его на мелкозернистых камнях при доводочных операциях.
Режущая кромка — основная рабочая самая нагруженная часть клинка. На режущей кромке при разрезании материала возникает большое давление. Режущая кромка должна обладать определенной стойкостью и прочностью, чтобы выдерживать такие большие нагрузки. Чем острее заточена режущая кромка, тем легче идет процесс резания, проникновение кромки в разрезаемый материал.
Важным понятием является угол заточки режущей кромки . Угол заточки выбирается в соответствии с назначением ножа. Нож для деликатной и аккуратной работы на кухне, филейных работ будет иметь 20-25 градусов. Универсальные ножи, охотничьи, туристические затачивают на угол 30-35 градусов. Универсальные ножи и ножи для тяжелых работ, рубки затачивают на угол 35-45 градусов. Чем меньше угол заточки, тем легче резать, но и кромка наименее прочна, и наоборот чем, больше угол заточки, тем прочнее кромка, но резать таким клинком тяжело, легче рубить. Как правило при заточке, восстанавливается заводской угол заточки. Изменяется угол заточки только осмысленно и целенаправленно, под определенные задачи, под определенный характер работы и не забывая при этом про возможности и характеристики самой стали из которой изготовлен клинок. Как правило это требует определенных знаний и опыта. При несоблюдении этих требований, и их пренебрежении мы можем получим замины на кромке или выкрошенные участки кромки.
Имейте ввиду, что угол, под которым точится нож с симметричными спусками является половинным: если угол между продольной плоскостью клинка и плоскостью бруска будет 12 гр, то общий угол заточки окажется равным 24 гр.
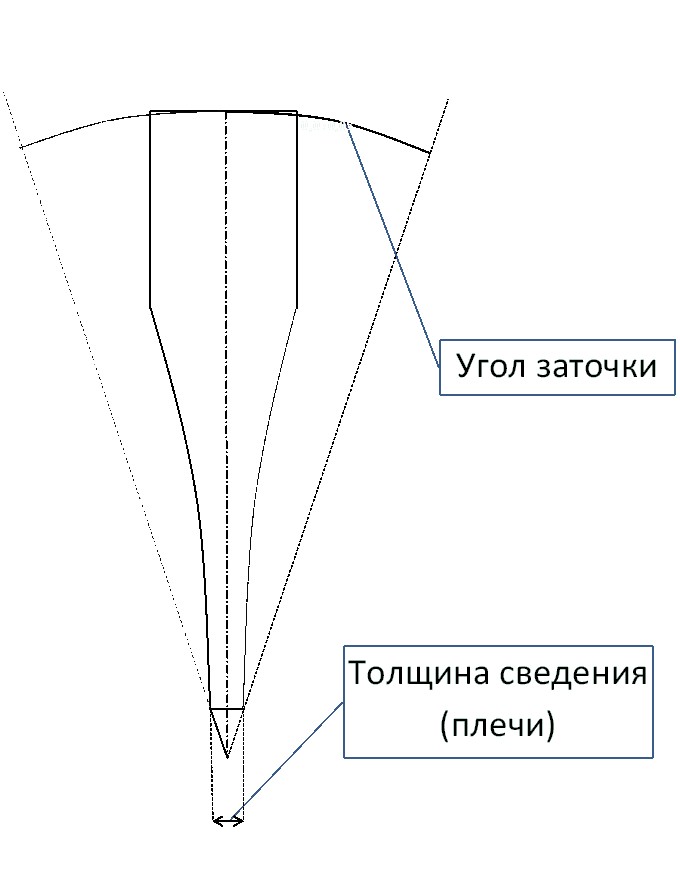
Толщина сведения — это важная характеристика клинка. Чем меньше величина сведения, тем лучше режет нож и тем для более аккуратного реза он предназначен. Но при этом кромка становится более нежной и может повредится при неаккуратных и неправильных воздействиях. Например, если мы будем резать/рубить замороженное мясо каким-нибудь тонко сведенным японским или другим ножом, то легко повредим/выкрошим кромку.  Для туристических, тактических и охотничьих ножей сведение необходимо побольше, что позволит не бояться травмировать кромку при нагрузках, а также можно немного и порубить таким ножом небольшие колышки и т.д.
Для туристических, тактических и охотничьих ножей сведение необходимо побольше, что позволит не бояться травмировать кромку при нагрузках, а также можно немного и порубить таким ножом небольшие колышки и т.д.
Мне кажется, что для складных ножей наиболее удачное сведение 0,2 — 0,3 мм в зависимости от назначения ножа и строения ножа. Для туристических ножей сведение 0,3 — 0,5 мм в зависимости от назначения ножа и строения ножа. Для охотничьих 0,3 — 0,5 мм, на шкуросъемных величина 0,3-0,4мм. Еще раз повторю, что это мое мнение, и много факторов влияет на сведение конкретного ножа — ширина клинка, толщина клинка, назначение ножа… Часто приходится видеть ножи отечественного производства, у которых толщина сведения стремиться к 1 мм и больше — такие ножи плохо режут, особенно когда заточка немного подсядет.
Форму режущей кромки можно представить в виде радиуса, вписанного в место схождения подводов.
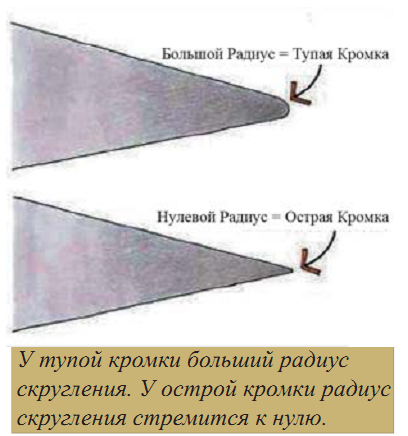
Чем острее кромка, тем меньше усилий требуется, чтобы ей резать и тем чище и более гладкая получается поверхность разрезаемого материала.
/ Хон Рок. Идеальная кромка /
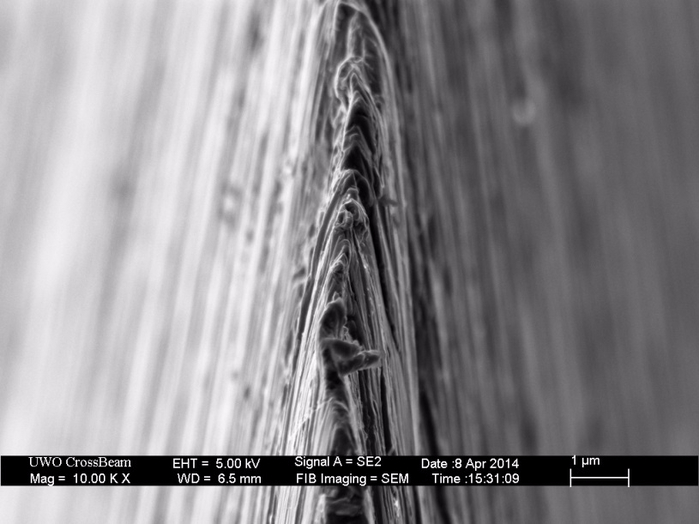
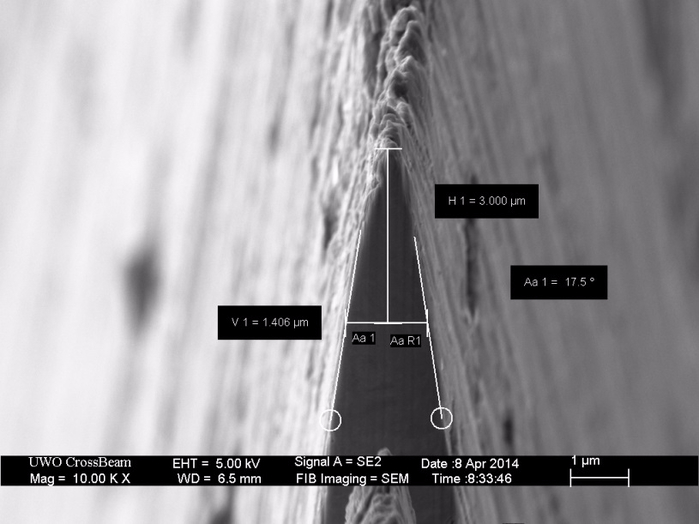
К сожалению нулевой радиус практически недостижим, но чем ближе мы к нему, тем острее нож. На тупом ноже, если посмотреть на него со стороны кромки можно заметить линию — тонкую неравномерную блестящую полоску — это видно места затупления и загибы кромки. Конечно без микроскопа радиус на заточенной кромке не увидеть, но об этом полезно знать, чтобы представить чего мы хотим добиться при заточке ножа.
Так выглядит режущая кромка после заточки:
Ширина кромки (или ширина вершины) уменьшается с увеличением гритности камня.

Изображение после заточки на камне Chosera 1k, ширина вершинки режущей кромки в диапазоне от 0,7 мкм
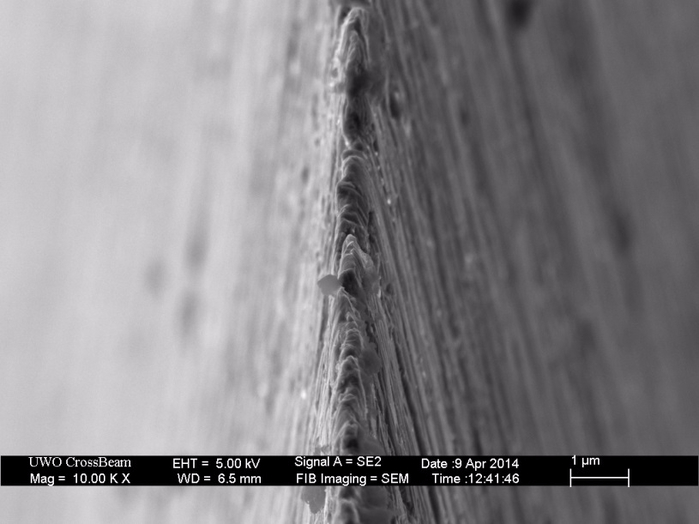
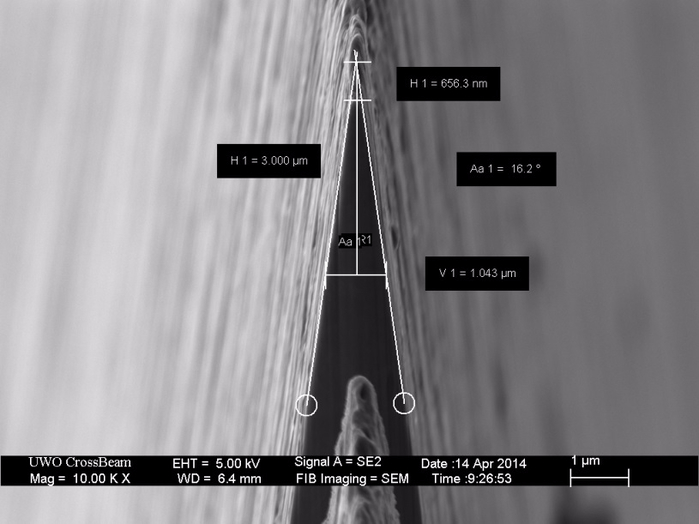
Изображение режущей кромки после заточки на камне Shapton 2k, ширина вершины в диапазоне 0,4 мкм
Изображение вершины режущей кромки после заточки на камне Shapton 4k, ширина вершины режущей кромки в диапазоне 0,3 мкм.
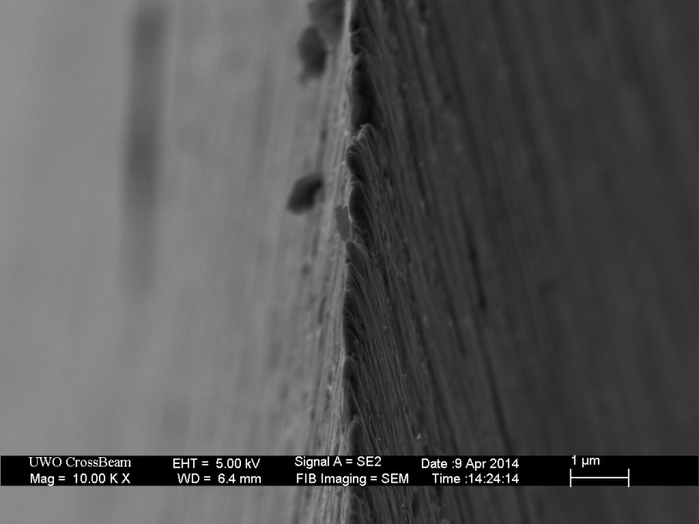
Изображение режущей кромки после заточки на камне Shapton 8k, ширина вершины режущей кромки в диапазоне 0,15 мкм
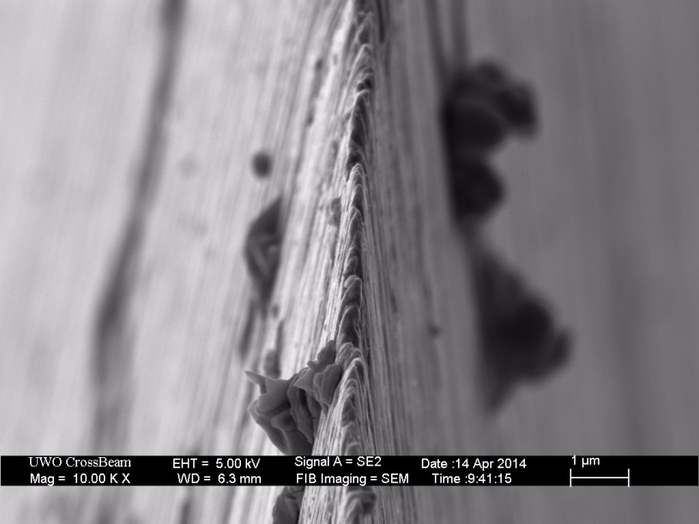
Изображение режущей кромки после заточки на камне Shapton16k, ширина вершины режущей кромки в диапазоне 0,1 мкм.
Изображения поперечных срезов прогрессии приведены ниже.
Поперечный срез режущей кромки после заточки на камне Chosera 1к.
Поперечный срез режущей кромки после заточки на камне Shapton 16k.
Фотографии взяты из публикации http://www.liveinternet.ru/users/3488088/post357879626/ , оригинал статьи https://scienceofsharp.wordpress.com/2014/04/16/the-honing-progression/
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Источник