Как сделать качественный автомобильный жгут?

Этим вопросом задался автор конкурса статей, объявленный порталом Elec.ru в партнерстве с блогом SamElectric.ru. Точнее, задалась, — впервые в борьбу за победу в конкурсе технических статей вступает девушка, жительница города Рыбинска (Ярославская область), которую зовут Елена.
Елена работает инженером-конструктором, проектирует жгуты и электропроводку для поршневых двигателей. Используя личный опыт, она рассказывает о том, как своими руками изготовить электрический жгут авто-, мотопредназначения: как стоит и не стоит делать, про доступные материалы, и нюансы пошагового повива и укладки жгута.
Читайте статью в разделе «Публикации» нашего портала, голосуйте за Елену. Голосование начнется в конце апреля: следите за новостями в блоге «СамЭлектрик.ру» и на нашем портале, а также в группе блога ВКонтакте.

О спонсоре
Порталу Elec.ru вновь оказана честь выступить спонсором конкурса «Самэлектрик.ру». Призовой фонд конкурса в этот раз составит 5 000 рублей. Вознаграждение будет распределено не только среди авторов-участников конкурса статей, но и среди активных читателей, посетителей блога «Самэлектрик.ру».

Об организаторе
SamElectric.ru — это блог практикующего инженера, который популярно, в живой манере описывает всё, что происходит с ним в области электрики и электроники.
Темы самые разнообразные — от установки квартирных счетчиков и подключения бензиновых генераторов до ремонта электроники и промышленного оборудования. Каждая статья содержит теоретическую часть с принципами работы, схемами и формулами и примеры на практике с реальными фотографиями и практическими рекомендациями.
Автор блога «СамЭлектрик.ру» открыт к общению: любой читатель может задать ему вопросы в комментариях к статьям.
Предыдущие конкурсные статьи:
Источник
—>Лудим, паяем, iPedы починяем —>
Изготовление и укладка жгутов
Жгут представляет собой совокупность разделанных проводов и кабелей, скрепленных между собой каким-либо способом и при необходимости оснащенных элементами электрического монтажа (наконечниками, соединителями и др.).
По своему назначению жгуты подразделяются на внутриблоч-ные и междублочные.
Внутриблочные жгуты применяются для электрического соединения отдельных узлов, блоков и электрических деталей внутри прибора, а междублочные жгуты — для электрического соединения различной радиоаппаратуры и приборов в единую систему. В зависимости от расположения узлов в корпусе жгуты могут быть плоскими или объемными.
Для защиты от воздействия окружающей среды, механических повреждений или с целью экранирования жгуты обматываются снаружи киперной, капроновой, лавсановой или поливинилхло-ридной лентой, покрываются лаком или заключаются в экранирующую оплетку.
Жгуты рекомендуется изготовлять на шаблонах до их монтажа в приборе. Концы проводов жгута маркируют соответственно сборочному чертежу и монтажной схеме. Для маркировки используют следующие способы:
1) различную расцветку изоляции проводов;
2) окраску или нумерацию поливинилхлоридных трубок, применяемых для закрепления концов изоляции (трубки нумеруют на автомате, в специальных штампах или надписывают от руки маркировочными чернилами);
3) пластмассовые бирки с условным обозначением места подсоединения, надетые на провода.
Жгуты, в которых нельзя произвести замену вышедших из строя проводов, обеспечиваются запасными проводами. Количество их берется из расчета 8. 10 % общего количества в жгуте, но не меньше двух проводов. Длина и сечение запасных проводов должны быть равны наибольшим длине и сечению проводов, имеющихся в жгуте. Длина выводов жгута должна быть достаточной для присоединения к узлам и элементам схемы прибора без натяжения; кроме того, должен иметься запас в 10. 12 мм для повторной зачистки и присоединения каждого конца провода.
Типовой технологический процесс изготовления жгута включает в себя следующие операции:
резку проводов и изоляционных трубок;
укладку проводов на шаблоне и вязку их в жгут;
заделку концов проводов жгута с одновременной их маркировкой;
контроль жгута (прозвонку); защиту жгута изоляционной лентой;
выходной контроль (визуальный осмотр на соответствие эталону и прозвонку).
Длина заготовляемых проводов должна соответствовать размерам, указанным в технологической карте или таблице заготовок проводов. Резка проводов и экранирующих оплеток производятся на автоматах, а также с помощью монтажных или гильотинных ножниц и кусачек.
Заготовку проводов одинаковой длины и вязку их в жгут целесообразнее производить без ответвлений на специальном приспособлении (рис. 1.25), которое состоит из двух стоек, укрепленных на доске (расстояние между стойками зависит от длины заготовляемых проводов).
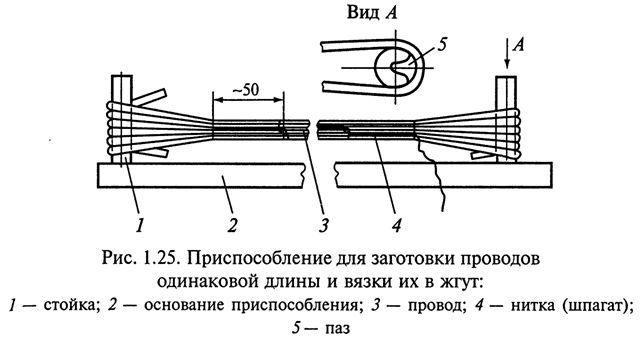
С внешних сторон у стоек имеются пазы. Сначала провод обматывается вокруг стоек, при этом количество витков провода должно составлять половину количества проводов в жгуте. Затем витки провода, располагающиеся между стойками, связывают в жгут ниткой или шпагатом. После обвязки витки провода разрезают в местах, расположенных напротив пазов в стойках.
При ручном способе заготовки проводов для жгутов длина их определяется с помощью образцов или линейки. В серийном производстве применяются специальные автоматы для мерной резки проводов на заданную длину.
Укладка проводов производится на шаблоне в определенном порядке (по схеме, нанесенной на поверхности шаблона), после чего их связывают ниткой или шпагатом в жгут. Разметка шаблона для укладки проводов жгута производится по монтажной схеме, макету узла или прибора, в который будет установлен жгут, и монтажной таблице соединений. На размеченном шаблоне провода сначала раскладывают, а затем вяжут в жгут (рис. 1.26). В зависимости от конструкции прибора жгуты бывают плоскими или объемными.

При раскладке концы проводов обрезают по поперечным’мёт-кам, маркируют и закрепляют. Укладку проводов на шаблоне начинают с запасных и длинных рабочих проводов и заканчивают самыми короткими проводами. Экранированные провода, входящие в жгут, обматывают киперной лентой и размещают внутри жгута либо в изоляционной трубке.
Вязка жгута должна осуществляться в одном направлении хлопчатобумажной ниткой № 00 или льняной № 9,5/5. Для ручной вязки применяется приспособление, показанное на рис. 1.27, а. В корпус 4 приспособления вставлена катушка 3 с нитками. Крышки 5 и 2 служат для центрирования катушки. В верхней крышке 5 имеется ушко для придания нитке определенного направления, а в нижней крышке крепится крючок 1.
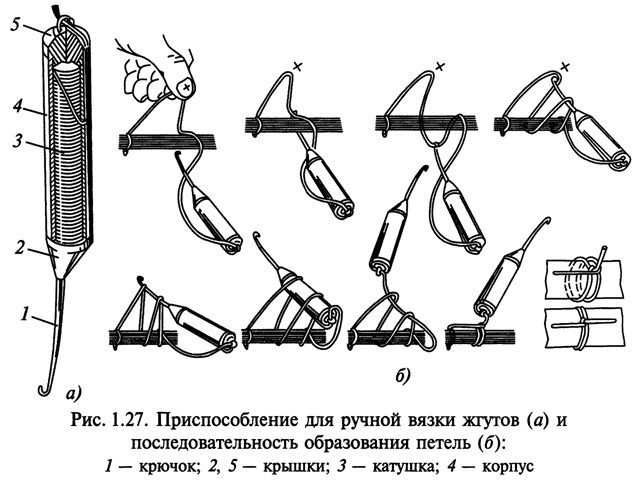
Для облегчения сматывания нитки с катушки в корпусе выполнены прорезь и вывод для наружного конца намотанной катушки. Сначала в корпус приспособления вставляется намотанная катушка, верхний конец которой заводится в прорезь корпуса. Далее крышка закрывается и конец нитки продевается через ушко.
Вязка жгута производится в соответствии со схемой образования петель. На вязку одного узла требуется 0,5. 1 с. Для выполнения операции необходимо взять нитку (см. рис. 1.27, б), зацепить крючком петлю, протянуть ее под жгутом и продеть через две петли приспособление, затянув нитку. В момент затяжки узла нитку, проходящую по корпусу, необходимо прижать пальцем к его поверхности. Приспособление способствует улучшению качества вязки жгутов и снижению трудоемкости их вязки в 15. 20 раз. Рекомендуемые способы вязки показаны на рис. 1.28.
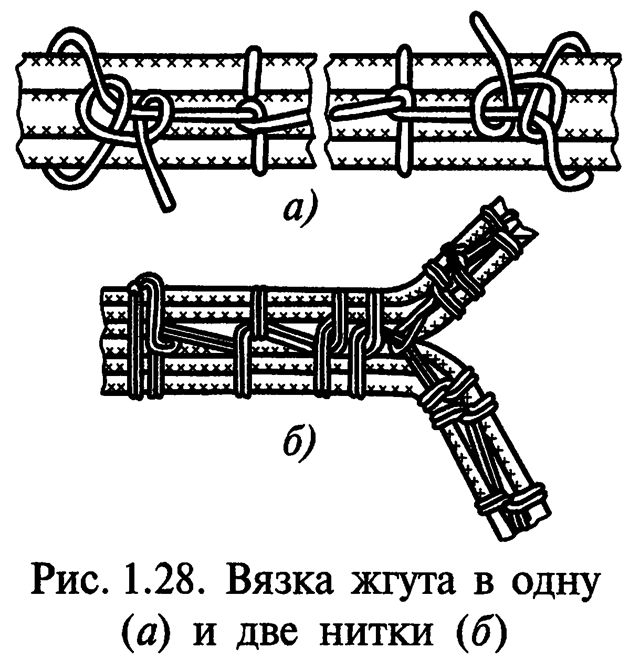 Петли рекомендуется вязать с натяжением через равные интервалы (не более 50 мм), а также в местах ответвления проводов.
Петли рекомендуется вязать с натяжением через равные интервалы (не более 50 мм), а также в местах ответвления проводов.
Шаг вязки петель устанавливается конструктором в зависимости от диаметра жгута.
После вязки проводов в жгут производится заделка их концов. Сначала все концы проводов маркируют согласно монтажной схеме, а затем контролируют правильность раскладки проводов прозвонкой. В случае применения для выполнения жгутов электрифицированных шаблонов прозвонку можно не производить.
Контроль сложных жгутов осуществляется на специальных полуавтоматических стендах по заданной программе. Жгут на панели стенда закрепляют вручную, а правильность раскладки проводов и сопротивление их изоляции контролируют автоматически.
Сначала проводится контроль на соответствие электрическим схемам соединений, т. е. проверка правильности раскладки проводов. С этой целью необходимое напряжение последовательно подают на один из концов проверяемого провода. При правильной раскладке проводов напряжение должно фиксироваться во всех проводах жгута, электрически связанных с проверяемым проводом. Далее необходимо убедиться в отсутствии напряжения в проводах жгута, которые электрически не связаны с проверяемым проводом. Вся информация о контроле выдается автоматически в виде кодированных отверстий на перфоленте или в виде записи на ленте с цифровыми и буквенными обозначениями.
При контроле сопротивления изоляции проводов автоматически осуществляют последовательную подачу постоянного напряжения к электрически изолированным друг от друга проводам (цепям), фиксируя при этом сопротивление изоляции.
В случае необходимости производится защита жгута изоляционными лентами или экранирующей оплеткой. Готовые жгуты укладывают согласно монтажной схеме и чертежу прибора. Одновременно с укладкой концы проводов жгута разводят к соответствующим местам схемы прибора и припаивают. При этом необходимо следить, чтобы отдельные провода не заслоняли собой маркировочные надписи и надписи значений номиналов на деталях.
Внимание! При укладке жгутов в прибор необходимо соблюдать осторожность во избежание поломки и обрыва токопроводя-Щих жил проводов и выводов навесных радиодеталей, а также замыкания оголенных токопроводящих мест.

Внутри прибора жгут крепится к шасси или стенкам металлическими скобами (рис. 1.29), под которые предварительно следует подложить изоляционные материалы из поливинилхлорида, лакоткани или прессшпана. Края прокладок должны выступать из-под скобы не менее чем на 5 мм. Скобы выполняются двухсторонними (крепятся двумя винтами) и односторонними (крепятся одним винтом). Конструкция крепежных скоб, особенно односторонних, должна быть достаточно жесткой, чтобы исключить их разгибание или деформацию при креплении к шасси вместе со жгутом.
Для обеспечения перехода неэкранированных (а при необходимости и экранированных) жгутов из одного блока прибора в другой через стенку шасси или экрана в этом месте предусматривается установка изоляционных втулок.
Материал для ознакомления взят из учебника «Радиоэлектронная аппаратура и приборы. Монтаж и регулировка». Автор: Ярочкина Г.В.
Источник
Технология изготовления жгута

МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
Марийский Государственный Технический Университет
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ЖГУТА
Руководство к выполнению
— изучение технологического процесса монтажа электрических соединений при помощи монтажных проводов;
— практическое изготовление жгута.
1 Общие сведения
При изготовлении РЭА основным видом электрических соединений модулей является монтаж при помощи проводов. Параллельно идущие провода, уложенные в определенном порядке и связанные в единое целое называются жгутом.
1.1 Монтажные провода
Для проводного монтажа используются изолированные и неизолированные провода. По виду изоляции монтажные провода делятся:
— провода с волокнистой и пленочной изоляцией, применяются для жесткого внутриблочного монтажа (МГБДА, МЭТДА);
— провода с полихлорвиниловой изоляцией и волокнисто-полихлорвиниловой, применяются для неподвижного монтажа (МГШВ, МГВ, ПМВ);
— провода с резиновой изоляцией для монтажа бортовой электрической сети (ПРГ, ПР);
— провода монтажные теплостойкие марок МГТФ и др., используемые в аппаратуре, работающей при температуре от -60 до +250 °С.
1.2 Требования к монтажу
-минимальная длина проводников;
-надежные электрический и механический монтаж;
-заземление каждой экранирующей оплетки в отдельности;
-одинаковую плотность монтажа и единообразие внешнего вида монтажа для всех элементов изделия;
-расстояние между оголенными монтажными проводами и металлическими поверхностями конструкции не менее 5 мм для цепей напряжением выше 250В и не менее 3 мм — для цепей ниже 250В;
-пересечение высоковольтных электрических цепей, монтируемых неэкранированными проводами под углами близкими к 90°С;
-подключение не более 2-3х проводов под один зажимной контакт;
-выбор сечения монтажных проводов в зависимости от проходящего по ним тока.
1.3 Припои и флюсы
Для обеспечения надежного, механически прочного соединения производят пайку монтажного соединения. Пайка должна быть рельефной, блестящей, без раковин и посторонних включений.
Основными припоями, имеющими широкое распространение при монтаже аппаратуры, являются оловянно-свинцовые припои, типа ПОС-40 и ПОС-61 с содержанием соответственно 40 и 60% олова.
Припой ПОС-40 применяется для лужения токопроводящих жил проводов, кабелей РК, кабельных наконечников, контактных лепестков, а также для пайки большинства монтажных соединений допускающих нагрев до 280°С.
Припой ПОС-61 применяется при лужении и пайке изделий, допускающих нагрев не более 230°С. В тех случаях, когда аппаратура работает при температурах, превышающих температуру плавления припоев ПОС, применяют припой ПСР-2,5, который содержит 2,5% серебра, 5,5% олова, 92% свинца. Температура кристаллизации припоя 305°С.
При пайке деталей из стали, оцинкованного железа, белой жести, меди и медных сплавов используют припои ПОС-18 и ПОС-30. Повышения механической прочности припоев достигают, вводя в их состав сурьму (до 1,5-2,5%).
В практике монтажа находят применение и легкоплавкие припои ПОК-56 и ПОСВ-33, которые содержат кроме олова и свинца, висмут и кадмий. Применяются для обслуживания и пайки экранирующей оплетки коаксиальных кабелей. Температура их плавления ПОК-56 –140°С, ПОСВ-33 – 140…150°С.
При пайке проводов с арматурой стеклянных изоляторов применяют легкоплавкий припой ПОСК-50. ПОС-16 и ПОС-30 применяются при пайке деталей из стали, цинка, меди и ее сплавов.
Получение качественной пайки во многом зависит от частоты поверхности спаиваемых материалов. Для очистки от окислов и загрязнении и предохранения спаиваемых материалов от окисления в процессе пайки применяют флюсы.
К наиболее распространенным флюсам для пайки мягкими припоями относят канифоль, флюс КЭ (30% раствор канифоли в этиловом спирте).
Перед нанесением флюса на соединение детали производят механическую очистку поверхности. Поверхность должна быть шероховатой для увеличения смачиваемости основного металла припоем. Качество пайки монтажных соединений зависит от: правильности заточки жала паяльника; температура режима паяльника; количество флюса и припоя; прогрева места пайки; время пайки.

Рисунок 1 – Заостренный конец жала паяльника.
Наиболее удобной формой жала паяльника — четырехгранная с заостренными углами 20-30°С и 10-20°С. Поверхность жала должна быть ровной без раковин, очищенной от нагара и хорошо облуженной. Температура нагрева паяльника несколько выше температуры плавления припоя (на 18-30°С). Припой должен быстро плавиться, а канифоль должна оставаться на жале в виде кипящих капель.
Длительность пайки должна находиться в пределах 4-5 сек. При большем времени пайки поверхность паяемых деталей окисляется под действием высокой температуры и качество паяного соединения снижается.
2 Этапы изготовления жгута
2.1 Подготовительный этап
Включает в себя следующие виды работ: заготовка монтажных проводов; изготовление из полихлорвиниловой трубки маркировочных бирок; подготовка ниток для вязки жгута.
Заготовку монтажных проводов начинают с правки (вытягивания) провода. Марка провода, его сечение и расцветка определяется технической документацией.
Мерную резку проводов в серийном производстве производят с помощью приспособлений и станков значительно повышающих производительность труда. В массовом производстве мерную резку осуществляют на специальных автоматах. В единичном и мелкосерийном производстве мерную резку осуществляют ножницами или кусачками.
После резки монтажные провода поступают на заделку концов. Способ заделки концов зависит от ряда факторов: марки применяемого провода или кабеля, конструктивных особенностей монтажа и его деталей, условий эксплуатации радиоаппаратуры, а также от масштаба производства.
Зачистка провода от изоляции должна проводиться на такую длину, которая бы обеспечивала надежность закрепления жил на контактных лепестках без излишних технологических отходов. Практика показывает, что для большинства соединений достаточна зачистка изоляции на участке провода длиной 7-10 мм. Изоляция провода в известной степени определяет способ зачистки. Текстильную, пластиковую и пленочную изоляцию удаляют с проводов одним из следующих способов:
а) с проводов МГВ, МГВЛ, МГВСЛ, БПТ-20, ТМ-250, ПВМ, ПМОВ, БПВЛ, МЦСЛ — способом надреза на автомате;
б) с проводов МГВ, МГВЛ, БПВЛ, ПВЛ, ПМВ, ПМОВ, ПМВГ, МГШВ, МГЛ, МОГ — способом электрообжига на автомате одновременно с мерной резкой заготовок или электообжигом изоляции на специальном приспособлении, устанавливаемом на столе монтажника;
в) с одиночных проводов МГВ, МГВЛ, МГВСЛ, БПВЛ, БПТ-250, ПВЛ, ПМВ, ПМОВ, МЦСЛ, ЛПЛ, МОГ, ТМ-250 — специальными щипцами.
Эмалевую изоляцию удаляют: с проводов ПЭТ, ПЭЛ – шлифовальной шкуркой, шабером и пр.; с проводов ПЭВ и ПЭМ – опуская концы провода в муравьиную кислоту, затем протирая мягкой тряпкой.
Кроме рассмотренных способов, для удаления эмалевой изоляции применяют нагревательные и механические приспособления. Нагревательное приспособление представляет собой фарфоровую трубку, на которую намотана нагревательная спираль. Трубка закреплена на деревянной ручке. Питание осуществляется через понижающий трансформатор. Для удаления изоляции концы провода вводят внутрь фарфоровой нагретой трубки, где эмаль сгорает.
К механическим приспособлениям, предназначенным для удаления эмалевой изоляции, относится устройство с металлическими счетками, которые вращаются при помощи электродвигателя в противоположенных направлениях. Изоляция снимается за несколько секунд. Станок с вращающимися металлическими щетками может быть использован для снятия любой изоляции, включая резиновую и стекловолокнистую.
Разделка концов коаксиальных кабелей типа РК ведется в несколько этапов:
— снятие верхней хлорвиниловой изоляции;
— удаление экранирующей оплетки;
— удаление х/б изоляции;
-зачистка резиновой изоляции.

2- полиэтиленовая изоляция;
3- экранирующая оплетка;
4- внешняя изоляция.
Рисунок 2 – Разделка концов ВЧ кабеля.
Разделка концов экранированных проводов производится аналогично разделке концов ВЧ кабелей.
Заделка концов экранирующей оплетки выполняется несколькими способами, указанными на рисунке 3.
Закрепление изоляции монтажных проводов производиться несколькими способами, согласно рисунку 4.


а) подпайкой к оплетке дополнительного провода;
б) намоткой на оплетку голого облуженного провода с последующей пропайкой этого места;
в) протаскивание конца провода через отверстие, сделанное в оплетке;
г) закрепление экранирующей и текстильной оплеток нитками с последующей пропиткой нитроклеем с последующей пропайкой к середине оплетки провода МГВ.
Рисунок 3 – Способы заделки экранирующей оплетки.

а) оклетневка (закрепление изоляции ниткой);
б) закрепление изоляции провода нитроклеем;
в) закрепление изоляции провода с помощью трубки.
Рисунок 4 — Способы закрепления.
Нитки пропитываются церизином и после пропитки скручиваются.
2.2 Раскладка и вязка проводов
Раскладку и вязку проводов в жгуты осуществляют при наличии двух или более параллельно идущих по одной трассе изолированных проводов длиной более 50 см. Раскладку проводов осуществляют либо индивидуальным (раскладка каждого провода), либо жгутовым (шаблонированным) способом.
Применение шаблонированного способа характерно для крупносерийного производства.
Шаблон это тщательно обработанная деревянная доска, на которой в соответствии со схемой жгута располагаются шпильки планки, упоры, прижимы. Каждый уложенный провод маркируется с 2-х концов с помощью бирок, х/в трубочек.
Для облегчения работы по изготовлению жгутов с использованием шаблонов используются специальные таблицы монтажных соединений
Источник