Несколько простых способов сделать фонарь (кабину) для авиамодели
Подавляющее большинство тонкостенных деталей для самодельных авиамоделей изготавливается методом формовки из стеклоткани, либо вытяжкой из листовых термопластичных пластмасс. В последнее время спектр доступных материалов для работы над капотами, обтекателями колес и подобными деталями изменился и намного расширился. Одновременно с появлением полистирола и ABC-пластика многие из ранее популярных технологий стали отходить на второй план. Так, круг применения композиционных материалов ограничился лишь высоконагруженными деталями (фюзеляжи кроссовых планеров и больших моделей самолетов, корпуса вертолетов). В серийно выпускаемых наборах вся формованная листовая «мелочевка» стала пластмассовой.
Из современных распространенных термопластов наиболее прочен ABC-пластик, который сейчас несложно купить и в некоторых модельных магазинах. У него есть одно важное преимущество, — он не растворяется ацетоном. Но купить этот пластик даже в Москве — дело непростое. Легче достать листовой полистирол толщиной 1-1,5 мм. Он, хотя и не так прочен, как ABC-пластик, в большинстве случаев удовлетворяет всем требованиям моделистов.
Сразу отметим, что имеющийся в продаже листовой полистирол обладает гораздо большей вязкостью и пониженной хрупкостью по сравнению с привычными бытовыми полистиролами, а также что он великолепно клеится циакринами.
Обычно применяется полистирол белого цвета. Для копий лучше поискать серебристый. Окрашенные детали из пластика такого цвета принимают очень реалистичный вид по мере износа покрытия. Для изготовления прозрачных деталей все же лучше всего подходит оргстекло толщиной 1-1,5 мм. Но здесь можно вспомнить и о прозрачном полистироле, хотя его светопроницаемость несколько хуже.
На фабриках и в более-менее оборудованных мастерских для вытяжки пластмасс чаще всего используется вакуумный метод. В нынешние времена все вакуумные насосы, которые можно было приватизировать уже приватизировали, а то, что можно купить, стоит дорого. Поэтому рассмотрим самую что ни на есть «домашнюю» технологию.
В качестве оснастки, в первую очередь, необходима болванка (пуансон). Изготавливают ее из липы, бальзы или плотного пенопласта. Бальзовую болванку необходимо загрунтовать для упрочнения поверхности. Подходящий грунтовочный состав можно приготовить, добавив в нитролак тальк (или детскую присыпку, которую покупают в аптеке). При увеличении содержания талька получается шпаклевка, с помощью которой легко исправить дефекты поверхности. Если используется плотный пенопласт, необходимо покрыть болванку паркетным лаком или эпоксидной смолой, разведенной ацетоном.
Рабочие поверхности болванки следует натереть стеарином (свечкой) или полиролью, подождать около часа и слегка растереть шерстяной тканью. При этом штампуемая пластмасса будет легче скользить по поверхности пуансона и одновременно уменьшится местное утончение материала.
Существует несколько способов вытяжки, каждый из которых требует своей дополнительной оснастки.
Первый способ. Применяется для неглубокой вытяжки небольших деталей. (Здесь и далее предполагается, что изделия имеют только положительную кривизну по всей поверхности). Лист термопластика с двух противоположных краев обжимается полосками фанеры толщиной 4-10 мм с применением винтов. Двумя плоскогубцами лист удерживается над электрической плиткой, разогревается до пластичного состояния, а затем им вручную обтягивается вся болванка или ее часть. Вместо плоскогубцев можно использовать струбцины, или же в фанерных окантовках сделать специальные ручки, что позволит приложить большее усилие.
Желательно, чтобы при работе температура воздуха в помещении была не ниже 20°С, — при более низкой температуре пластмасса быстро остывает и теряет пластичность. Если после соприкосновения с болванкой материал успевает затвердеть еще до окончания процесса вытяжки, пуансон можно подогреть в духовке до 50-60°С (это не относится к пенопластовым болванкам).
К недостаткам метода относится то, что при нагреве лист сужается посередине, а его края подворачиваются. Это вынуждает выкраивать заготовку с большими припусками.
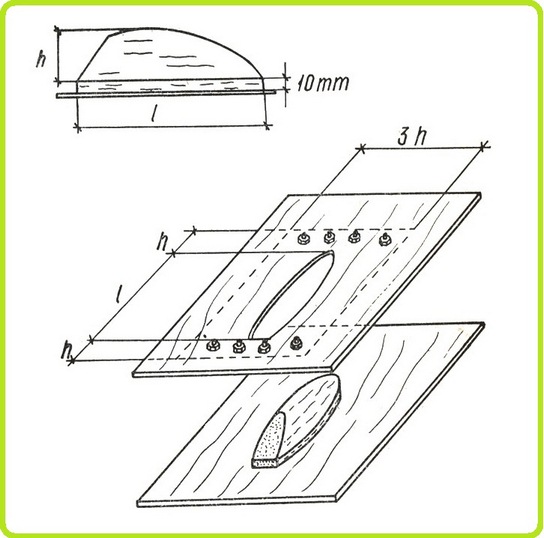
Второй способ. Из фанеры толщиной 4-10 мм изготавливают рамку с таким расчетом, чтобы через нее проходил пуансон с зазором на сторону, равным 1,2-1,5 толщины пластика. Рабочие кромки рамки должны быть закруглены и тщательно зашлифованы. К рамке прибивают бруски, которые будут служить ее основанием. Ширину заготовки из пластмассы берут в три раза больше размера отверстия в матрице. Пластик нагревают до полного размягчения (при этом он сильно усаживается), накладывают на рамку, и руками или струбциной пуансон продавливают в отверстие матрицы. Не отпуская пуансон, пластмассе дают остыть, после чего снимают с болванки готовую деталь. Общее достоинство данного способа — минимальное утончение материала.
Иногда на изделии образуются складки. Это зависит от формы детали, а может быть вызвано и чрезмерным зазором между матрицей и пуансоном, или недостаточным нагревом пластмассы.
Третий способ. В данном случае изготавливаются две идентичные рамки-матрицы. Штампуемый материал зажимается между ними, как при первом способе. Если нагрев матриц с пластиком будет проводиться в духовке, то рамки могут быть абсолютно одинаковыми. Температуру следует подбирать опытным путем, начиная с 70°С.
Иногда, особенно при небольших размерах детали удобнее нагревать пластик над электрической плиткой. Это позволит наблюдать за изменением состояния материала. В таком случае одна из рамок (калибрующая) должна иметь зазор 1,2-1,5 толщины материала по контуру болванки, а вторая — около 7 мм (матрицу нужно держать над плиткой вниз рамкой с большим зазором). Когда пластик начнет провисать, он готов к вытяжке. Сильное испарение материала с поверхности — признак перегрева. При установке пуансона на столе обязательно используются упоры, предотвращающие излишнюю глубину вытяжки (иначе деталь может получиться слишком утонченной). Для снижения утончения пластмассы затяжку болтов, стягивающих рамки, можно уменьшить, чтобы материал мог выдвигаться в зону вытяжки.
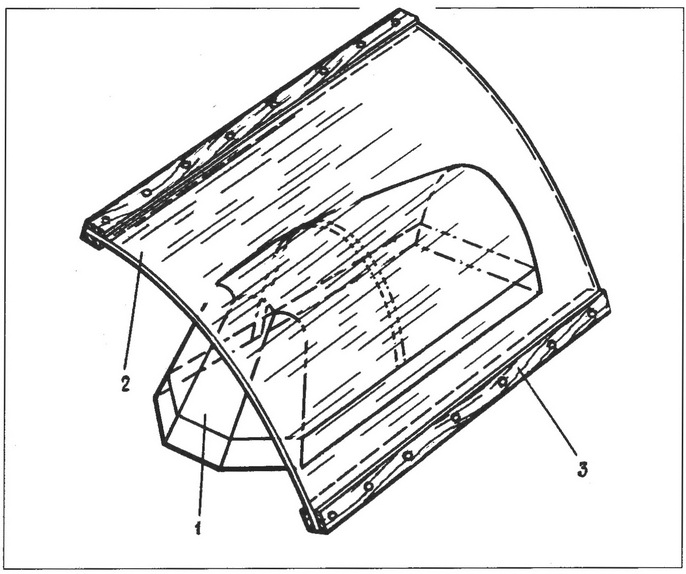
Четвертый способ. Применяется в том случае, когда изделие имеет выступающие элементы или углубления (например, оребрение на капоте). Опять же необходимо изготовить матрицу. Ее внутренние размеры должны быть больше габаритов болван-пуансона на толщину материала. Добиться этого обработкой по шаблонам непросто, поэтому можно прибегнуть к небольшой хитрости. Болванку следует покрыть разделительным слоем (мастика для пола, полироль, стеарин), и затем растереть до блеска. С помощью кисти или распылителя нанести на нее несколько слоев разбавленного эпоксидного клея. Количество слоев надо заранее определить на опытном образце какого-либо материала, чтобы их суммарная толщина была равна толщине пластика после вытяжки (примерно половина ее исходного значения). После отверждения клея поверхность покрывают еще одним разделительным слоем, и оклеивают сначала тонкой, а затем толстой стеклотканью, образуя жесткую корку. Затем полученную матрицу снимают и от болванки отделяют «эквидистантное» покрытие из эпоксидной смолы.
Перед формованием пластика такую оснастку нужно подогреть до 50-60°С (но не более). Лист пластика размягчают над электроплиткой и закладывают между матрицей и пуансоном, сдавливая их струбциной или руками. Этот способ по своим возможностям приближается к вакуумной вытяжке. Если деталь имеет форму тела вращения, оснастку можно выточить из алюминиевого сплава на токарном станке.
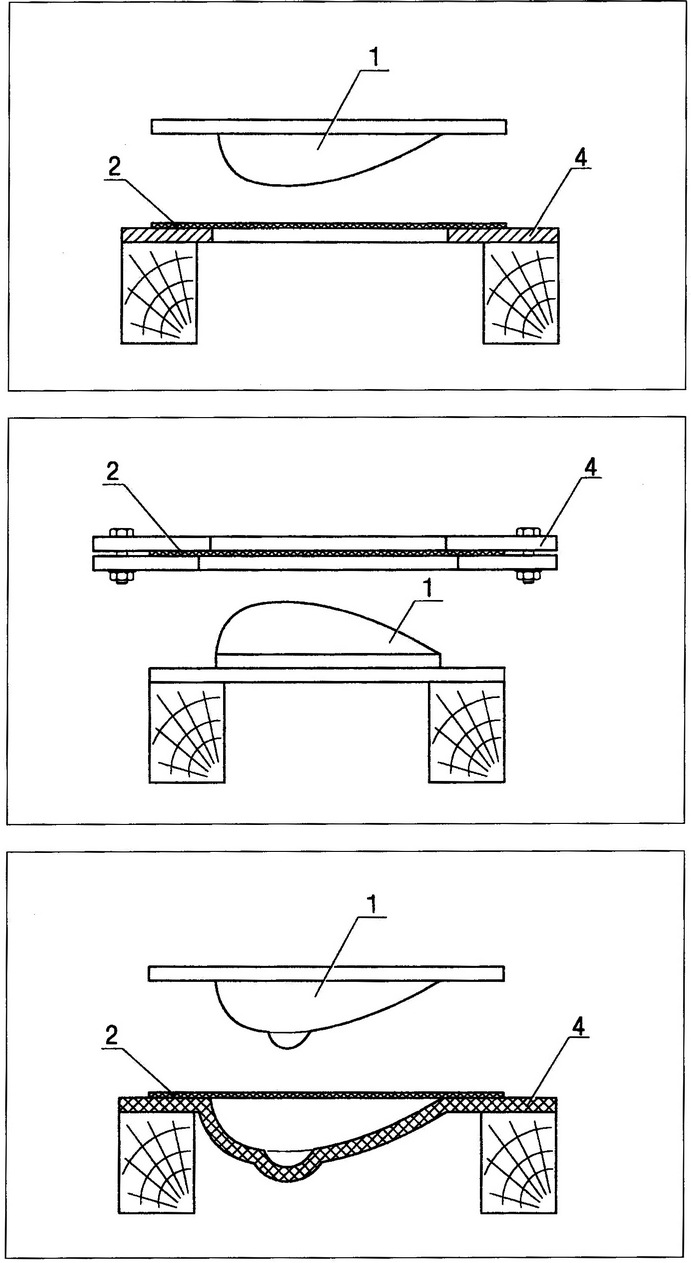
На всех представленных рисунках: 1 — пуансон, 2 — лист штампуемого (вытягиваемого) пластика, 3 — фанерная рамка, 4 — плоская очко-матрица, или объемная матрица.
По материалам журнала «Моделизм Спорт и Хобби»
Еще один вариант выдавливания фонаря.
Если следовать инструкции фонарь получиться ровным как задумывалось.
Одним из таких способов я выдавливал фонарь для своего ноблера
Источник
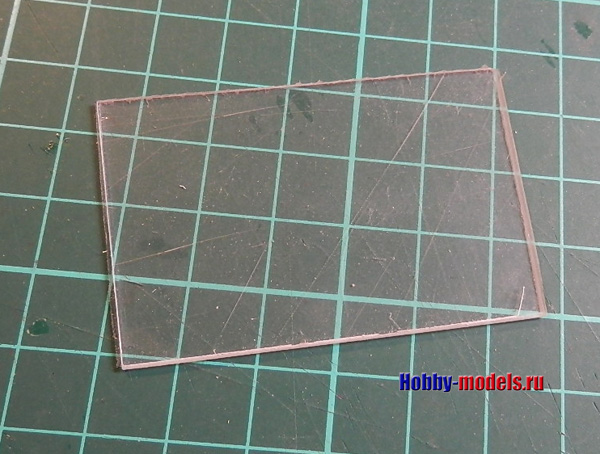
Остекление кабины
Довольно часто моделисты сталкиваются с очень неприятным моментом. Необходимо изготовить новое остекление кабины (фонарь).

Так как имеющийся в наборе либо потерялся, либо сломался или треснул, либо имеет не правильную форму или плохого качества. Изготовление фонаря , да и вообще прозрачных элементов модели, довольно ответственный момент. Так как прозрачные детали нельзя шпаклевать или наращивать при не точном изготовлении. Деталь должна быть сделана сразу и максимально точно. Существует несколько способов изготовления фонарей. Я хочу остановиться на классическом, не раз проверенном временем. Вытягивание остекление кабины из оргстекла с использование пуансона и матрицы. Сначала делаем матрицу, точно по контуру кабины. Можно сделать небольшой запас 0,1-0,2мм для последующей подгонки, зачистки и полировки. Для этого я использую куски гетинакса, стеклотекстолита или что-то подобное.


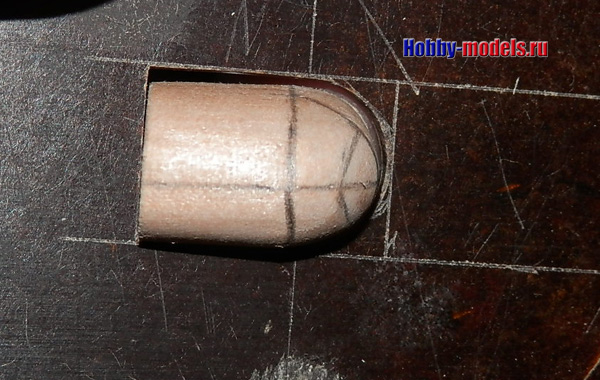
После, из пород дерева, типа бука, чтобы не было волокон и было довольно твердым, делаем пуансон. Причем, все размеры пуансона необходимо уменьшить на толщину остекление кабины. А вот по высоте лучше немного увеличить, чтобы нижняя кромка фонаря была над плоскостью матрицы, при вставленном в нее пуансоне. Так же на пуансоне лучше отметить, например карандашом, нижнюю кромку фонаря плюс небольшой запас для отреза.

Для крупных масштабов может подойти оргстекло толщиной 1мм, а вот для таких как 1:72, нужно искать намного тоньше или уменьшать толщину самому.
Кстати, толщина — одна из причин почему некоторые фирмы, особенно при производстве моделей по технологии ЛНД, для изготовления остекление кабины используют пленки. Сейчас из огромного количества упаковок можно подобрать заготовку необходимой толщины. Лично мне, по ряду причин, эти пленки не нравятся, и я для изготовления фонарей использую оргстекло. Но вернемся к нашему процессу изготовления. Для уменьшения толщины я стачиваю одну из сторон заготовки, до необходимой толщины, на куске наждачной бумаги. Обычно новое оргстекло с обеих сторон защищено пленкой. Поэтому с одной стороны удаляем ее, а вторую пока не не трогаем, чтобы в процессе шлифовки не поцарапать.

После получения необходимой толщины 0,5-0,6 мм удаляем пленку. При необходимости, если фонарь хотите сделать открытым, его можно сделать и тоньше. Сторона на которой была пленка будет внутренней, так как она гладкая и без царапин. Теперь около источника тепла, там где мы будем нагревать заготовку, для удобства работы, можно сделать что-то наподобие вот такого стапеля.



Затем переходим к самому процессу вытягивания остекления кабины. Для этого заготовку из оргстекла, держа пинцетом или чем-то подобным, необходимо нагреть до состояния пока она не начнет легко гнуться под своим весом. Нагревать лучше над электроплиткой или над газовой плитой так, чтобы оргстекло не попадало в пламя, а нагревалась над ним. После разогрева нужно очень быстро положить заготовку шлифованной стороной на матрицу и с гладкой стороны надавить пуансоном.

С первого раза у Вас может и не получится. Поэтому, еще один плюс оргстекла, его можно опять нагреть и оно примет первоначальную форму. Затем можно повторить попытку. Конечно это можно делать не до бесконечности. После получения желаемого результата держим пуансон несколько секунд до полного остывания оргстекла. Затем вынимаем заготовку из матрицы и аккуратно начинаем вырезать фонарь.


Если Вы предварительно разметили пуансон, то по линям разметки, пилкой, например из лезвия или специальной, вырезаем нужную деталь.

После подгоняем фонарь по месту. Так как внешняя сторона после шлифовки не обрабатывалась сейчас можно немного подогнать фонарь по форме. Если необходимо, придать остроту граням, потому что в процессе вытяжки острые грани заваливаются. Затем фонарь зачищаем водостойкой наждачной бумагой разной зернистости. После его полируем пастой ГОИ. Сразу скажу, что данный процесс не простой, но после тренировки можно получить детали отличного качества.

В этой статье показан процесс изготовления остекление кабины из оргстекла для самолета ЛаГГ-3 производства фирмы Roden в масштабе 1:72. Вот такой, в конечном итоге, получился фонарь. И так он выглядит на модели.
Источник
Сборка кабины пилота из коробки
Смотреть все картинки
Многие моделисты при изготовлении моделей используют дополнительные наборы деталировки. Это не всегда оправдано. Например, проём кабины пилота на многих одноместных истребителях времён 2МВ очень мал,что бы можно было разглядеть всю красоту. С другой стороны, производители, зачастую, дают в пластике неплохую детализацию.
Для примера работы с кабиной, я взял модель Ki-84 Type 4 фирмы Hasegawa в 1/48. В этой модели очень подробно проработана всякая «мелочёвка», что легко позволяет обойтись без дополнительных (и совсем недешёвых!) наборов.
Инструменты традиционные — бокорезы, острый нож, кисти №1 и №2, кисть покрупнее с коротким волосом.
Материалы — краски (Metallic Blue Tamiya, Chrome Silver Gunze, красная, коричневая, белая и чёрная АКАН, лак Smoke Tamiya), клей, растворители для красок, Flat Base Tamiya, Micro Kristal Klear (или аналог, или любой глянцевый лак).
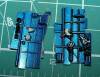
Кабина данной модели собирается из 5 основных частей в своебразную «ванну», потом всё это вклеивается в фюзеляж.

На других моделях может быть иначе — пол, задняя стенка, приборная доска отдельными деталями, а боковые панели отлиты на половинках фюзеляжа.

В любом случае, крупные детали кабины красить удобнее до сборки, но с предварительно наклеенными мелкими деталями (рычаги, педали, пульты, штурвалы и т.п.)
После монтажа мелких деталей, деталек и деталюшек, окрашиваем кистью или аэрографом в базовый интерьерный цвет. В данном случае, это Metallic Blue. Я воспользовался кистью №2. Затем чёрным (панель приборов), красным (набалдашники рычагов), серебрянкой (педальный узел,пряжки ремней и пр.), , белым (ремни) и коричневым («кожа» сиденья пилота) цветами раскрашиваем мелочёвку, кисть №1.


После, щедро, быстро и весело наносим, точнее, заливаем всё подряд лаком Smoke, разведённым «родным» растворителем примерно 1:1. Если не нужен лаковый блеск, в раствор добавляем Flat Base для матовости.
Состав набирается и наносится кистью №2. На фото слева панель не обработана, на панель справа Smoke уже нанесён. Видно разницу?
Пока лак подсыхает, вырезаем из декали «приборную доску» так, что бы не было выступающей за краску лаковой подложки, т.е., режем строго по контуру рисунка.

Переносим декаль на окрашенный пластик приборной доски, удаляем влагу и капаем немного растворителя. 1-2 капель родного 646-го достаточно, что бы декаль приварилась, а шкалы приборов «провалились» на свои места. После высыхания, на каждый прибор наносим каплю Micro Kristal Klear (или аналог, или любой глянцевый лак) для имитации стёкол приборов. 

Когда лак Smoke высох, почти сухой кистью (коротковолосной) с серебрянкой «проходим по панелям и полу кабины. Краска должна оставаться на выступающих деталях и между деталями «силового набора». Можно сразу и имитировать потёртости пола до металла в районе педалей.

В принципе, всё. Элементы кабины собираются на клею и всё это вместе устанавливается в фюзеляж.
Источник