- Технология изготовления профильных труб
- Что такое профильная труба
- Технологии производства
- Профиль из круглой трубы
- Полный цикл производства
- Этапы производства металлопрофиля
- Обработка штрипса
- Изготовление заготовки
- Профилирование трубы
- Нарезка
- Контроль качества
- Термообработка
- Как происходит изготовление профильных труб
- Нормативные документы и некоторая классификация
- Как делают квадратные трубы
- Сварные
- Этапы производства металлопрофиля
- Обработка штрипса
- Изготовление заготовки
- Профилирование трубы
- Нарезка
- Контроль качества
- Бесшовные
- Технологии производства
- Профиль из круглой трубы
- Полный цикл производства
- Кустарная технология
- Сферы использования
Технология изготовления профильных труб
Профилированные трубы не применяются для монтажа трубопроводов в связи с недостаточной устойчивостью к внутренним нагрузкам и меньшей пропускной способностью по сравнению с круглыми, зато используется в промышленности, строительстве зданий различного назначения и частной застройке.

Металлопрофиль отличается от обычных труб не только внешним видом, но и назначением, техническими характеристиками и технологией изготовления.
Что такое профильная труба
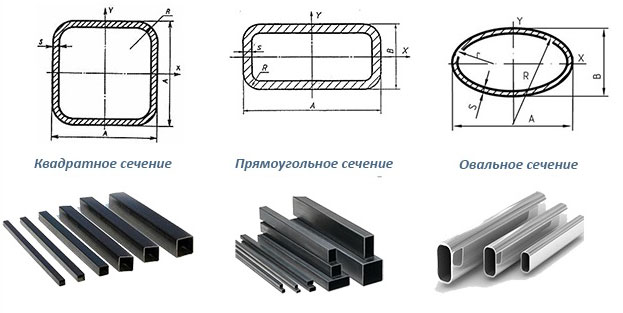
Профильными называют полые трубы, поперечное сечение которых выполнено в форме квадрата, прямоугольника или овала. Более редкие трубы с треугольным или многоугольным сечением обычно изготавливают по индивидуальному заказу.
Профилированные трубы используют для изготовления мебели, спортивного оборудования, ограждений, возведения каркасов для промышленных и коммерческих зданий, жилых домов и надворных построек. Из профильных собирают строительные леса, опоры для трубопроводов, рекламные конструкции.
Повсеместное применение профильных труб обусловлено массой достоинств этого вида металлопроката. По способности выдерживать нагрузкам металлопрофиль не уступает деревянному брусу. При этом он дешевле, удобнее в монтаже, легче, не боится воды и не горит.
Для решения различных задач производятся трубы с различными техническими характеристиками: толщиной стенки, формой и размерами сечения.
Стальные трубы с прямоугольным и квадратным сечением используют для возведения несущих конструкций. Металлопрофиль других форм сечения чаще применяют для изготовления мебели и элементов декора.
Технологии производства
Производители металлопроката изготавливают профильные трубы двумя способами: вальцовкой круглой трубы, когда она переделывается из обычной в профилированную и производство полного цикла, представляющее собой изготовление профильной трубы из листового материала.
Профиль из круглой трубы
Чтобы изготовить металлопрофиль из круглой трубы, достаточно одного лишь вальцовочного станка. Необходимое оборудование доступно по цене и компактно и используется как трубопрокатными компаниями, так и частными лицами. Технология, называемая холодной деформацией, не требует больших временных и энергетических затрат.
Производство состоит всего из двух этапов: закупки заготовки и ее доработки. Сварной или бесшовной трубе придают нужную форму, пропуская ее между вальцами станка.
Получаемая таким образом профилированная труба обладает достаточной прочностью для изготовления мебели и элементов декора, строительства беседки или теплицы. Для возведения серьезных объектов, требующих высокой прочности, такие трубы не подходят.
Полный цикл производства
Для сооружения конструкций, к прочности которых предъявляются высокие требования, используют только профильные трубы, полученные в условиях полного цикла.
Такой металлопрокат дороже, но гораздо надежнее, чем профилированный из круглой трубы.
Для изготовления профильной трубы используется штрипс – листовой материал из низколегированной или углеродистой стали. Из штрипса делают круглую заготовку, которую затем профилируют.
Линия полного цикла включает несколько станков, основные из них:
- профилегибочный,
- сварочный,
- вальцовочный,
- линия нарезки.
При полном цикле производства трубы проходят контроль качества. Дополнительно проводят оцинковку и термическую обработку.
Этапы производства металлопрофиля
Основные этапы полного цикла производства следующие:
- обработка штрипса,
- изготовление круглой заготовки,
- профилирование трубы,
- нарезка,
- контроль качества,
- термообработка.
Обработка штрипса
Сырье для профилированных труб на линию производства поставляют с металлургических заводов в виде рулонов – штрипсов.

Рулоны разматывают, нарезают на станке продольной резки на полосы нужной ширины. Затем из нарезанных сегментов сваривают непрерывную ленту, которую наматывают на барабан.
Это делается для обеспечения непрерывности производства – создается технологический резерв материала, чтобы предотвратить простои в работе вальцовочного станка.
Изготовление заготовки
Металлическая лента передается на формовочный стан, где из нее формируется заготовка с круглым сечением.

При прохождении клетей и вальцов формовочного станка из ленты получается непрерывная труба, имеющая незакрытый шов.
На этом этапе пропускают через формовочный стан холодную полосу стали или проводят сразу и термическую обработку.
Трубу передают в сварочную установку, где шов закрывается, и получается заготовка. Сварка производится печным способом, в защитном газе или высокочастотными токами. Шов может быть прямым или спиральным.
Во время сварки вальцы станка сжимают края шва для повышения прочности стыка, в результате образуется грат – излишки расплавленного металла, вдавленные внутрь трубы и на ее внешнюю поверхность. Грат снимается резцом, после чего заготовку охлаждают эмульсионным составом.
Важно! Процесс охлаждения заготовки эмульсионным составом продолжается и на этапе профилирования, и при нарезке.
Профилирование трубы
В зависимости от формы сечения, которое необходимо получить, профилирование трубы проходит в один или два этапа.

- Заготовку пропускают через калибровочные вальцы, выравнивающие заготовку. После калибровки она имеет одинаковое сечение по всей длине. Если необходима труба овального или плоскоовального сечения, то на этом ее профилирование заканчивается.
- Если необходима треугольного, квадратного, прямоугольного или многоугольного сечения, заготовку пропускают через профилирующий станок. Вальцы этого станка обжимают круглую трубу до нужной формы.
Нарезка
Готовую непрерывную трубу нарезают по заданным размерам, не прекращая процесс охлаждения.

Для дополнительной защиты готовых профильных труб используют холодную или горячую оцинковку:
- Первый метод заключается в нанесении на металлопрофиль слоя порошковой или полимерной краски.
- Второй метод отличается тем, что готовую трубу предварительно очищают, окунают в ванну с расплавленным цинком, а затем охлаждают и сушат.
Контроль качества
К профильным трубам, изготовленным в условиях полного цикла, предъявляют жесткие требования. Обязательным этапом производства металлопрофиля является проверка качества.
Особенно тщательно контролируют герметичность шва, так как слабым местом сварных труб является именно шов.
Применяется два метода проверки:
- визуальный осмотр,
- вихретоковая дефектоскопия.
Специалист осматривает шов и выявляет нарушения шва, вызванные дефектом сварки, и повреждения, полученные из-за неправильной работы вальцов.
Второй метод проверки – аппаратный. Работа дефектоскопа основана на сравнении электромагнитных характеристик металла на всех участках шва.
На эти характеристики влияет химический состав материала и наличие физических дефектов. Дефектоскоп помогает выявить места непровара шва и раковины, не замеченные при визуальном осмотре.
Процесс производства считается завершенным, а изделие допускается к реализации только после проведения проверки качества.
Термообработка
Для повышения прочности и увеличения срока эксплуатации профильных труб в производственный цикл включают термическую обработку. Готовый металлопрофиль нагревают и оставляют до полного остывания. Это позволяет снять напряжения, неизбежно возникающие в металле при принудительном деформировании труб в ходе профилирования.
Этот этап не считается обязательным и отдельные производители им пренебрегают, чтобы снизить себестоимость производства.
Источник
Как происходит изготовление профильных труб
Профильные квадратные трубы стали незаменимым материалом в строительстве легких металлических сооружений. Используют их и для строительства более крупных зданий, в качестве основы. Естественно, такая популярность требует от промышленности выпуска большого числа разновидностей в вопросе размера.

Надо сказать и то, что производство данной продукции строго регламентировано ГОСТ 8639 82.
Нормативные документы и некоторая классификация
Рассмотрим более подробно ГОСТ, какой регулирует выпуск продукции, а также какие именно виды он предусматривает. Итак, 13662-86 является нормативным документом по выпуску вообще всей профильной продукции такого рода. Он подходит и для труб квадратного сечения, и для продуктов прямоугольного сечения, и любого другого сечения, отличного от круглого. Надо отметить и то, что данный стандарт регламентирует и разные способы производства:
- Горячий прокат;
- Холодный прокат;
- Электросварка.
Данные изделия вне зависимости от способа производства делаются, в большинстве своем, из углеродистой стали. Если брать в рассмотрение конкретно квадратные трубы, то их выпуск регламентирован ГОСТ 8639 82. Этим же стандартом регламентируются допуски отклонений по массе, размерам и другим технических характеристикам. ГОСТ 8639 82 определяет и сортамент данной продукции.
Профильные трубы квадратного сечения
Сегодня производят такие основные виды профильной трубы квадратного сечения:
- Немерной длины. Горячекатаные могут иметь значение от 4 до 12,5 метров, а холоднотянутые могут иметь длину от 1,5 до 9 м;
- Мерной длины. Горячекатаные могут иметь длину от 4 до 12,5 метров, а холоднотянутые могут иметь значение от 4,5 до 9 м, электросварные — от 5 до 9 м;
- Кратной мерной длины. Горячекатаные бесшовные — 4-12,5 м, холоднотянутые бесшовные – 1,5-9 м, электросварные же трубы могут иметь такую кратность, которая не будет превышать нижний предел данного показателя.
Важно! Припуск, в случае с кратной длиной, равен по 5 миллиметров на каждый рез.
Если говорить о размере стороны квадрата, лежащего в основе профиля, то получим следующие данные:
- С высотой от 1 до 12 см (толщина стенки от 1 до 8 мм) – холоднотянутая бесшовная продукция;
- От 6 до 18 см (от 4 до 14 мм) – бесшовные горячекатаные изделия;
- От 1 до 10 см (от 1 до 5 мм) – электросварные изделия.
Как делают квадратные трубы
Начнем на фото ниже вы видите штрипц (хз как правильно,мы их так зовем).
Получаются они из цельного рулона, металла. Есть специальная линия который этот рулон режет, после чего он попадает к нам. Берем этот штрипц и с помощью крана заряжаем его на «вертолет»
Отсюда он разматывается и попадает в накопитель. Накопитель нужен для того чтобы состыковать штрипцы не останавливая линию. Закидываем побольше метала и спокойно стыкуем.
И тут в дело вступает уже сама линия. Он вытягивает штрипц из накопителя и тащит его в ролики.
Сама линия делится на круглую и квадтратную части. В круглой ролики загибают штрипц в круг. Происходит это все плавно. В круглой части 7 стоек с вертикальными роликами и 9 коробов с горизонтальными. На фото выше видно что они чередуются. Благодаря этому метал не трескается и не лопается.
Середина круглой части, видно как загибается метал.
Все еще круглая часть. Фото сверху. Метал уже загнут в круглую трубу, осталось проварить шов.
Это уже сварочный короб. Здесь на фото видно змеевик благодаря которому происходит сварка. Внутри трубы есть еще электрод. Благодаря всему этому, а еще магии и заклинаниям, прваривается шов. Со слов нашего киповца, на змеевик подается напряжение в 15 киловольт. Правда или нет я не знаю. Но на другом заводе оператора убило током. Говорят задел змеевик. Так сказать сгорел на работе.
Это уже после сварки. Тут еще можно заметить резец, который убирает лишнее на шве. Далее идет «душ»
Здесь уже труба, охлаждется после сварки. И заходит в квадратную часть.
В квадратной части, пять стоек и пять коробов. Они уже мнут трубу в квадратный профиль.
У каждого ролика диаметр разный и благодаря этому сжатие в квадрат так же как и в круглой части происходит плавно. В квадратной части есть еще две крестовины
Они придают профилю последнии штрихи. Ровняют стенки и углы. На фото справа в углу под трубой находится датчик скорости. Он нужен для пилы. Которая в автоматическом режиме отпиливает трубу по шесть метров.
Это и есть пила. после идет рольганда по которой труба укатывается и потом два человека собирают её в пачку.
Конкретно эта линия производит трубу размером от 60х60 до 120х120. Так же круглую трубу от 96 до 126 го диаметра. Переход по размерам происходит обычной заменой роликов на стойках и коробах.
Те самые ролики. В общем на этом заводе четыре линии по производству трубы. Самая маленькая пятидесятая. Она делает трубы от 15х15 и до 50х25. Потом 69 линия, затем 76. Ну и я вам показал 152. В данный момент еще собирается 219 линия. Линии получают свое название от самого большого размера который могут прокатать. И в завершение немного ТБ.
Фото пальца моего коллеги. Который по своей глупости его чуть не потерял. Затянуло руку в перчатке, под ролики. Когда с срезал перчатку мизиниц представлял из себя сплющенную кашу. Спасибо врачам собрали, хоть так. Другому коллеге повезло меньше, оторвало два пальца. Мизиниц и безымянный. А средний перестал сгибаться. Всем добра и берегите себя!
Сварные
Сразу надо оговориться, что металлическая труба квадратного сечения может быть как шовной, так и бесшовной. Шовные изделия часто называют элетросварными. Понятно, что каждый отдельный вид данных материалов имеет разную технологию производства.
Квартатные трубы из стали
Большинство выпускаемых на сегодняшний день труб по ГОСТ 8639 82 являются электросварными, то есть имеют сварные швы. Это значит, что данное изделие сделано не из металлической болванки, а из металлического листа холодного или горячего проката. Такая заготовка получила название штрипсы. Весь производственный процесс можно описать таким образом:
- На завод – изготовитель поступает листовая сталь, которая смотана в рулоны. Там она разматывается и поступает на продольную резку;
- Далее происходит резка листа, штрипса, на полоски. Сразу же после этого мероприятия все нарезанные ленты свариваются в одну длинную полоску – это обеспечивает непрерывность производства;
- Далее лента сматывается в рулоны с помощью специального барабана. Это позволяет создать резерв, опять-таки для обеспечения непрерывности производства;
- Дальше лента постепенно разматывается и поступает на специальные вальцы, которые производят сгибание. После этого почти готовая труба поступает на сварочный станок, где заваривается шов.
Здесь нужно отметить, что сварка может проходить двумя разными способами:
- При помощи вольфрамовых электродов в аргоне. Такая сварка получила маркировку TIG;
- Индукционная сварка — HF.
Стоит заметить, что ГОСТ 8639 82 предусматривает и первый, и второй способ. Первый тип обеспечивает максимальную плотность и максимально выдерживаемую нагрузку шва. Второй же тип сварки выполняется гораздо быстрее и обеспечивает непрерывность конвейера. Соответственно, изделия второго типа будут стоить гораздо дешевле, так как выпускаются они в больших объемах.
Стальные квадратные трубы
Технология TIG предусматривает следующие этапы:
- Готовая труба охлаждается и поступает на вальцы, где ей придается точный квадратный профиль;
- Дальше производится неразрушающий контроль качества, что осуществляется при помощи вихревых токов;
- Дальше изделие подвергается термической обработке. Металл разогревается до температуры, которая немного превышает порог рекристаллизации. Дальше материал оставляют остывать. Такой процесс обеспечивает исключение напряжений металла после очередной деформации;
- Следующим шагом производят резку на необходимые куски;
- На следующем этапе производится визуальный осмотр на факт наличия различных дефектов;
- Всю готовую продукцию отправляют на склады, откуда она поступает к потребителям.
Этапы производства металлопрофиля
Основные этапы полного цикла производства следующие:
- обработка штрипса,
- изготовление круглой заготовки,
- профилирование трубы,
- нарезка,
- контроль качества,
- термообработка.
Обработка штрипса
Сырье для профилированных труб на линию производства поставляют с металлургических заводов в виде рулонов – штрипсов.
Рулоны разматывают, нарезают на станке продольной резки на полосы нужной ширины. Затем из нарезанных сегментов сваривают непрерывную ленту, которую наматывают на барабан.
Это делается для обеспечения непрерывности производства – создается технологический резерв материала, чтобы предотвратить простои в работе вальцовочного станка.
Изготовление заготовки
Металлическая лента передается на формовочный стан, где из нее формируется заготовка с круглым сечением.
При прохождении клетей и вальцов формовочного станка из ленты получается непрерывная труба, имеющая незакрытый шов.
На этом этапе пропускают через формовочный стан холодную полосу стали или проводят сразу и термическую обработку.
Рекомендуем ознакомиться: Как устранить свищ в металлической или пластиковой трубе
Трубу передают в сварочную установку, где шов закрывается, и получается заготовка. Сварка производится печным способом, в защитном газе или высокочастотными токами. Шов может быть прямым или спиральным.
Во время сварки вальцы станка сжимают края шва для повышения прочности стыка, в результате образуется грат – излишки расплавленного металла, вдавленные внутрь трубы и на ее внешнюю поверхность. Грат снимается резцом, после чего заготовку охлаждают эмульсионным составом.
Важно! Процесс охлаждения заготовки эмульсионным составом продолжается и на этапе профилирования, и при нарезке.
Профилирование трубы
В зависимости от формы сечения, которое необходимо получить, профилирование трубы проходит в один или два этапа.
- Заготовку пропускают через калибровочные вальцы, выравнивающие заготовку. После калибровки она имеет одинаковое сечение по всей длине. Если необходима труба овального или плоскоовального сечения, то на этом ее профилирование заканчивается.
- Если необходима треугольного, квадратного, прямоугольного или многоугольного сечения, заготовку пропускают через профилирующий станок. Вальцы этого станка обжимают круглую трубу до нужной формы.
Нарезка
Готовую непрерывную трубу нарезают по заданным размерам, не прекращая процесс охлаждения.
Для дополнительной защиты готовых профильных труб используют холодную или горячую оцинковку:
- Первый метод заключается в нанесении на металлопрофиль слоя порошковой или полимерной краски.
- Второй метод отличается тем, что готовую трубу предварительно очищают, окунают в ванну с расплавленным цинком, а затем охлаждают и сушат.
Контроль качества
К профильным трубам, изготовленным в условиях полного цикла, предъявляют жесткие требования. Обязательным этапом производства металлопрофиля является проверка качества.
Особенно тщательно контролируют герметичность шва, так как слабым местом сварных труб является именно шов.
Применяется два метода проверки:
- визуальный осмотр,
- вихретоковая дефектоскопия.
Специалист осматривает шов и выявляет нарушения шва, вызванные дефектом сварки, и повреждения, полученные из-за неправильной работы вальцов.
Рекомендуем ознакомиться: Использование трубы НПВХ в напорных системах
Второй метод проверки – аппаратный. Работа дефектоскопа основана на сравнении электромагнитных характеристик металла на всех участках шва.
На эти характеристики влияет химический состав материала и наличие физических дефектов. Дефектоскоп помогает выявить места непровара шва и раковины, не замеченные при визуальном осмотре.
Процесс производства считается завершенным, а изделие допускается к реализации только после проведения проверки качества.
Бесшовные
Как было уже сказано, сварные материалы самые распространенные, однако и бесшовные тоже имеют свои сферы применения. Разница между технологиями производства заметна уже на начальном этапе. Заготовка для бесшовного продукта представляет собой не штрипс, а кусок металла круглой формы.
Бесшовные квадратные трубы
Процесс изготовления более сложный, а значит и более дорогостоящий. Но и конечный продукт получатся с более высокими техническими характеристиками. Технология производства выглядит так:
- Сперва круглая сплошная заготовка, или штанга, разогревается до высокой температуры;
- В таком состоянии штанга поступает на стан прошивки. На этом станке болванка подвергается процессу дефлорации, то есть в центре появляется отверстие;
- После этого в отверстие вгоняется специальная оправка и на протяжении нескольких последующих этапов остается в ней;
- В дальнейшем работа происходит только на вальцах. Круглая заготовка с уже готовым отверстием удлиняется, уменьшается по диаметру. Отверстие калибруется, образуя квадратный профиль;
- На последнем этапе будущей трубе придают форму квадрата и с внешней стороны. После этого она калибруется еще раз.
Дальше все тоже самое, что и в предыдущем случае, то есть визуальный осмотр, упаковка и отправка на склады. Надо сказать, что материалы, произведенные именно бесшовным способом, имеют более высокие прочностные характеристики. Кроме того, технология позволяет выпускать изделия с более толстыми стенками.
Технологии производства
Производители металлопроката изготавливают профильные трубы двумя способами: вальцовкой круглой трубы, когда она переделывается из обычной в профилированную и производство полного цикла, представляющее собой изготовление профильной трубы из листового материала.
Профиль из круглой трубы
Чтобы изготовить металлопрофиль из круглой трубы, достаточно одного лишь вальцовочного станка. Необходимое оборудование доступно по цене и компактно и используется как трубопрокатными компаниями, так и частными лицами. Технология, называемая холодной деформацией, не требует больших временных и энергетических затрат.
Рекомендуем ознакомиться: Обзор фитингов для монтажа медных труб
Производство состоит всего из двух этапов: закупки заготовки и ее доработки. Сварной или бесшовной трубе придают нужную форму, пропуская ее между вальцами станка.
Получаемая таким образом профилированная труба обладает достаточной прочностью для изготовления мебели и элементов декора, строительства беседки или теплицы. Для возведения серьезных объектов, требующих высокой прочности, такие трубы не подходят.
Полный цикл производства
Для сооружения конструкций, к прочности которых предъявляются высокие требования, используют только профильные трубы, полученные в условиях полного цикла.
Такой металлопрокат дороже, но гораздо надежнее, чем профилированный из круглой трубы.
Для изготовления профильной трубы используется штрипс – листовой материал из низколегированной или углеродистой стали. Из штрипса делают круглую заготовку, которую затем профилируют.
Линия полного цикла включает несколько станков, основные из них:
- профилегибочный,
- сварочный,
- вальцовочный,
- линия нарезки.
При полном цикле производства трубы проходят контроль качества. Дополнительно проводят оцинковку и термическую обработку.
Кустарная технология
Речь идет о том, как из готовой трубы круглого сечения делают квадратную. Для этого используется процесс вальцевания. Понятно, что ГОСТ не предусматривает такой продукции, да и сортамент по ГОСТу к ним тоже не применим, то есть размеры могут получаться самые разнообразные.
Бруски для изготовления бесшовных квадратных труб
Есть у таких изделий и еще один недостаток. Их прочностные характеристики распределены неравномерно по всей длине. Это связано с тем, что после холодной вальцовки продукт не проходит термической обработки, то есть внутренние натяжения не убираются. Получается, что такие изделия менее прочные и менее износостойкие, но, соответственно, и стоить они будут куда дешевле.
Сферы использования
Как уже было сказано, областью использования данных материалов можно назвать практически любую — от частного обустройства сада до промышленного возведения зданий. Такое широкое применение стало возможно благодаря таким качествам как:
- Квадратные материалы гораздо прочнее на изгиб, чем круглые;
- Профиль способен выдерживать гораздо большие нагрузки, как внешние, так и внутренние;
- Профиль имеет меньшее сечение, чем у круглой, при одинаковых площадях поверхности.
Могут быть использованы в следующих сферах:
- Устройство металлоконструкций, как второстепенных, так и несущих. Такие материалы часто используют и как несущие колонны, и как основу для перекрытия, и в других подобных целях.
- Автомобилестроение. Многие внедорожники и грузовики имеют раму, на которой установлены шасси и кузов. Кроме того, из профиля производят прицепы, а также некоторые кузовные части легковых автомобилей;
- Огородоводство и садоводство. Из профильных труб делают теплицы и парники, а так же различного рода навесы, беседки, заборы и иные ограждения.
Стальные трубы квадратного сечения
Все вышеперечисленные сферы применения составляют далеко не полный список ситуаций, в которых именно профильное изделие становится единственным оптимальным решением.
Вывод: Как видно, профиля стали настолько популярными, что сегодня без них не обходится ни одно строительство. Сортамент позволяет выбрать практически любой необходимый типоразмер, а также любой необходимый запас прочности.
Источник