- Как отшлифовать плинтус своими руками
- Шлифовка фигурных и профильных МДФ и деревянных деталей
- Как шлифовать профильные детали?
- Группы инструмента для профильного шлифования изделий из МДФ и дерева :
- Шлифование лентой с профильным прижимным утюжком
- Ленточно-шлифовальный суппорт
- Профилированный утюжок и как его изготавливают
- Шлифование профилирующими кругами
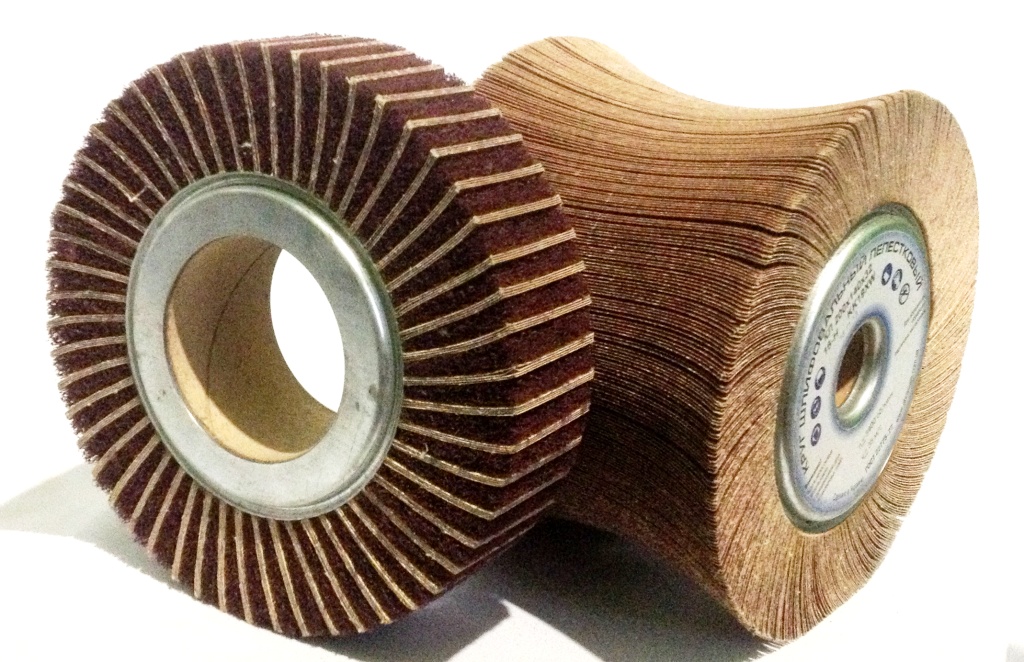
- Лепестковый круг
- Отличия лепестковых кругов :
- Кручёный круг или круг из нетканого материала для профильного шлифования
- Отличия кручёных кругов :
- Простой способ профилирования нетканого шлифовального круга
- Сколько погонных метров погонажа можно отшлифовать одним нетканым объемным кругом?
- Полиуретановый круг
- Отличия полиуретановых кругов :
- Где применяют полиуретановые шлифовальные круги?
- Смотрите видео шлифования с использованием полиуретановых кругов
- Сколько погонных метров погонажа можно отшлифовать одним полиуретановым кругом?
- Щеточное шлифование
- Диск типа «fladder» или «SHAFT Star»
- Шлифовальные щетки типа «SHAFT Flex»
- Торцевой щеточный элемент
- Профильная система шлифования S iastar
- Системы шлифования профилей фиксированной формы
- Системы шлифования профилей произвольной формы
- Основные элементы системы шлифования профилей произвольной формы
- Щётки Scotch-Bright Bristle
- Как красят погонаж профессионально?
Как отшлифовать плинтус своими руками
Делаем приспособление для шлифования фигурных плинтусов.
Неровности на плинтусе и ворс, который поднимается при покрытии его лаком, можно отшлифовать наждачной бумагой вручную, но это долго, неудобно, а также деформирует рисунок.

Для более удобного шлифования фигурных плинтусов можно сделать приспособление своими руками. Для этого небольшой кусочек фигурного плинтуса положить на кусок фанеры.

Из деревянных брусков сделать вокруг него небольшой колодец. Важно подобрать все детали так, чтобы они плотно прилегали к плинтусу, высота рамки должна быть в два раза больше высоты плинтуса.

Зафиксировать рамку саморезами.

Чтобы в дальнейшем деталь могла свободно выйти из рамки, её следует смазать смазкой (можно использовать обыкновенное растительное масло).

Для приготовления смеси налить в ёмкость 1/2 литра воды, добавить немного клея ПВА, перемешать до однородной массы (клей должен раствориться), добавить алебастр, тщательно перемешать до консистенции густой сметаны.

Выложить раствор в форму с небольшим нажимом, чтобы рельеф плинтуса хорошо пропечатался. Подождать минут 30, чтобы раствор затвердел.


Снять рамку, вынуть форму.

Обезжирить форму при помощи растворителя, нанести на неё быстросохнущий клей.

Приложить наждачную бумагу.

Ножом обрезать лишнюю наждачную бумагу.

Для лучшего прилегания наждачной бумаги к форме, приложить к обратной стороны кусочек того же плинтуса, дождаться высыхания клея. Приспособление готово!
Источник
Шлифовка фигурных и профильных МДФ и деревянных деталей
На производстве мебели, окон, дверей без фигурных и профильных деталей не обойтись. Одно дело, когда таких деталей немного и можно обойтись руками с использование шлифовальной шкурки, губок и матов, но если производство потоковое и деталей много, то это превращается в проблему. Проблема серьёзная, требует затрат времени и сил, причём детали нужно шлифовать не только при подготовке к покраске, но и после грунтования.
Как шлифовать профильные детали?
Как отшлифовать профильные детали, например, филёнку, столешницу, фигурные детали мебели, погонажные изделия? В большинстве своём ответ будет однозначный и в том числе, если задать его Вам прямо сейчас, — это вручную.
Но решения найдены, причём давно, и они позволяют как улучшить качество обработки, так и делать это с большей скоростью, то есть повысить производительность.
Группы инструмента для профильного шлифования изделий из МДФ и дерева :
В зависимости от того, каким инструментом производится шлифованием, выделяют четыре основных группы инструмента для профильного шлифования:
Шлифование лентой с профильным прижимным утюжком
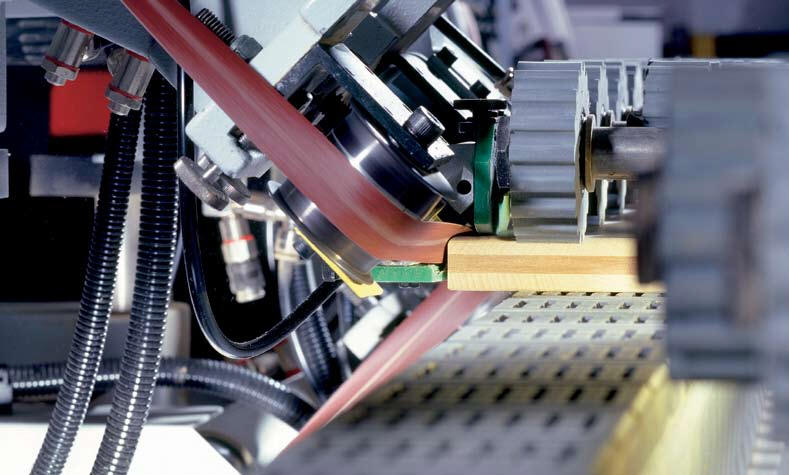
Для шлифования используется бесконечная шлифовальная лента на эластичной тканевой основе. Благодаря эластичности основы шлифовальная лента точно огибает обрабатываемый профиль.
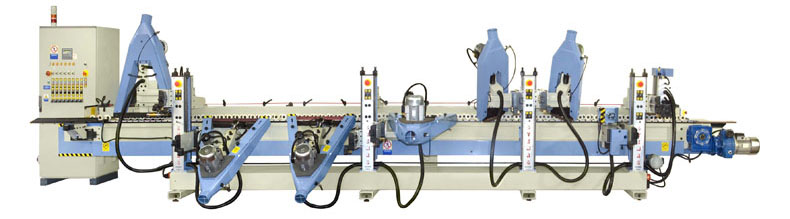
Шлифование производится на станках проходного типа со шлифовальными узлами в количестве от 2 до 10, что позволяет полностью охватить профиль детали, тем самым провести обработку предельно сложного профиля, а также использовать при прогоне детали через станок шлифовальные ленты нескольких видов зернистостей.
Обрабатывают таким образом любые погонажные изделия, а также профильные кромки деталей из массива древесины или МДФ.
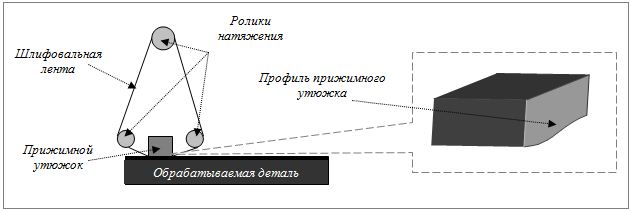
Шлифование выполняется лентой на эластичной тканевой основе, натянутой между валами и прижимаемой к обрабатываемой поверхности при помощи специального профильного утюжка.
 |
|---|
| Рис. 1. Бесконечная шлифовальная лента на эластичной тканевой основе |
В зависимости от зернистости используемой шлифовальной ленты возможно проводить как грубое шлифование (от Р-80 до Р-150) перед нанесением грунта, так и деликатное шлифование грунтованной поверхности (Р-180 – Р-320).
Также агрессивность шлифования можно регулировать путем увеличения или снижения рабочего давления, подаваемого на прижимной утюжок.
Для обработки различных профилей предусматривается использование нескольких комплектов шлифовальных утюжков. Большинство модификаций станков позволяет производить легкую и быструю замену утюжка новым.
 |
|---|
| Рис. 2. Шлифование профильных деталей лентой с профильным прижимным утюжком |
 |
|---|
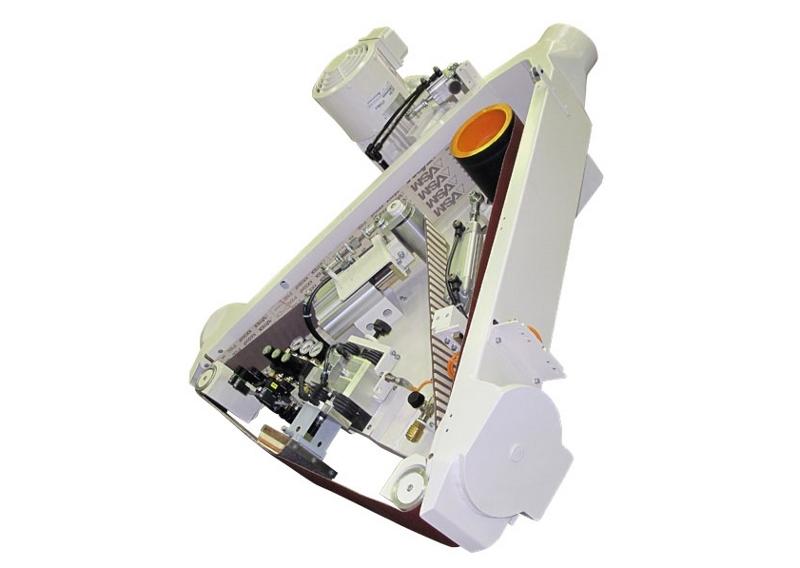
| Рис. 3. Ленточно-шлифовальный суппорт |
 |
|---|
| Рис. 4. Станок для шлифования профиля с одним узколенточным суппортом |
 |
|---|
| Рис. 5. Многоагрегатный профилешлифовальный станок |
 |
|---|
| Рис. 6. Лепестковый круг для профильного шлифования |
Кручёный круг или круг из нетканого материала для профильного шлифования
Тело крученого круга выполнено из абразивного нетканого материала, многослойно накрученного на посадочный диаметр.
Структура таких шлифовальных материалов трехмерная и состоит из синтетического фибрового волокна, заполненного абразивным зерном из оксида алюминия или карбида кремния, которые связаны между собой смолой. Зерно абразива равномерно распределено внутри круга, благодаря чему инструмент получил высокую износостойкость.
Благодаря открытой пористой структуре изделия из нетканого абразивного материала не забиваются смолой и шлифовальной пылью, что особенно важно при обработке смолистых пород древесины. Кроме того, воздух, проходящий через поры, способствует охлаждению зоны резания и препятствует нагреванию обрабатываемой заготовки.
 |
|---|
| Рис. 7. Круги из нетканого материала для шлифования профильного погонажа |
 |
|---|
| Рис. 8. Круги из нетканого материала |
Простой способ профилирования нетканого шлифовального круга
На деталь, которую в будущем будут шлифовать, наклеивают шлифовальную бумагу грубой зернистости. Далее заготовка подается под вращающийся нетканый круг, установленный на шпиндель станка. В результате вышлифовывается необходимый контрпрофиль обрабатываемого изделия.
Профиль полученного сечения поддерживается автоматически и дополнительное профилирование кругов в процессе эксплуатации не требуется. Форма круга останется неизменной до тех пор, пока круг полностью не износится.
Абразивное зерно равномерно распределено по всему объему круга, что исключает вероятность образования зон не прошлифовки на обработанной профильной поверхности.
Сколько погонных метров погонажа можно отшлифовать одним нетканым объемным кругом?
Практика применения объемных нетканых кругов на деревообрабатывающих и мебельных предприятиях показала, что один круг может обработать в среднем от 10 до 20 тысяч погонных метров погонажа мягких пород древесины и от 30 до 40 тысяч погонных метров погонажа твердых сортов древесины (в отдельных случаях – до 50 тысяч).
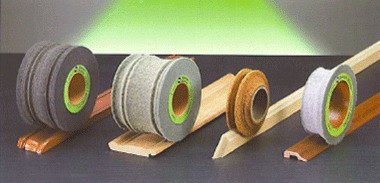
Полиуретановый круг
Полиуретановые круги производятся в России фирмой «Астра-2» (г. Москва). Эти круги легко профилировать методом обратного шлифования крупнозернистыми шкурками и брусками.
Круг состоит из полиуретановой массы, в которой равномерно по всему объему распределены абразивные зерна. Кроме того, этот абразивный инструмент может содержать ещё и добавки абразивного волокна нетканого материала.
Отличия полиуретановых кругов :
Между собой круги отличаются :
- плотностью полиуретана
- пористостью полиуретана
- концентрацией абразивных зерен.
 |
|---|
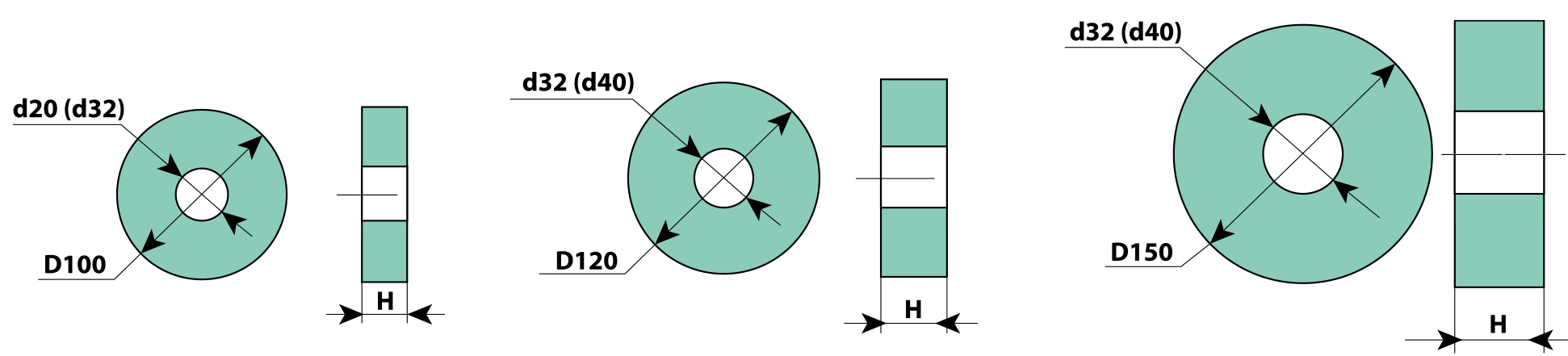
| Рис. 9. Размеры полиуретановых абразивных кругов |
| Видео.1. Работа шлифовальных кругов «Элаформ» на основе вспененного полиуретана |
Сколько погонных метров погонажа можно отшлифовать одним полиуретановым кругом?Например, при шлифовании сосновой евровагонки класса “А” круга хватить на 8 000-10 000 погонных метров, а евровагонки класса “С” около 4 000-5 000 погонных метра. км. А вот при обработке аналогичной липовой вагонки круга может хватить и на 20 000 погонных метра. Щеточное шлифованиеВ варианте щеточного шлифования используются модификации щеточных шлифовальных элементов:
Диск типа «fladder» или «SHAFT Star»Этот шлифовальный элемент представляет собой многолучевую звезду из шлифовальной шкурки на тканевой основе с пластиковыми прокладками, обеспечивающими правильное позиционирование дисков относительно друг друга.
Шлифовальные щетки типа «SHAFT Flex»У шлифовальных щеток основой является центральная втулка, в которую вставляются шлифовальные щетки. Сами щетки состоят из следующих элементов:
Шлифовальные элементы типа «fladder» — «SHAFT Star» или «SHAFT Flex» могут применяться как с ручным инструментом, так и на промышленных станках.
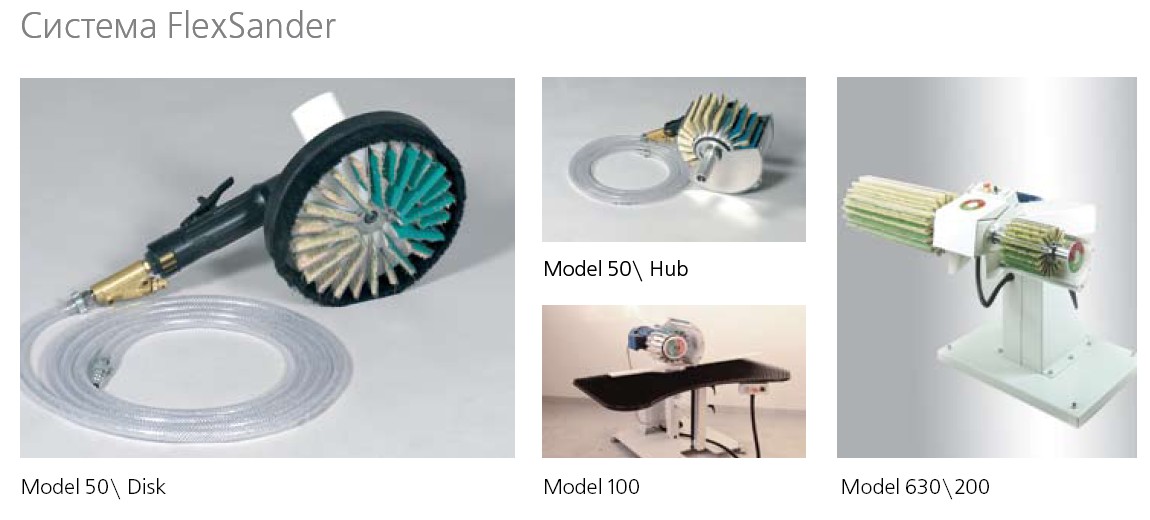
Торцевой щеточный элементТорцевой щеточный элемент состоит из щеточных сегментов закрепленных на диск, осуществляющий вращательные движения в одной плоскости с обрабатываемой поверхностью. Торцевой щеточный элемент применяется только для работы на станках для тонкого шлифования дерева и межслойного шлифования грунтов, а также для рустики (старения поверхности древесины). Щеточные шлифовальные элементы не требуют профилирования, проникновение в глубину обрабатываемого профиля достигается за счет их разбивки на отдельные сегменты (лепестки шлифовальной ткани). Профильная система шлифования S iastarПрофильная система шлифования S iastar швейцарского концерна Sia Abrasives используется на фрезерных станках и станках ЧПУ с использованием специальных адаптеров. Система применяется для обработки контуров, выемок, выступов и торцов деревянных деталей и изделий на древесной основе. Есть варианты для шлифования профилей фиксированной формы и профилей произвольной формы.
Системы шлифования профилей фиксированной формы
Системы шлифования профилей произвольной формыПри использовании абразивного материала возможно создать диск для шлифования профилей произвольной формы. Для этого используется абразив, поддающийся растяжению без изменения свойств. Основные элементы системы шлифования профилей произвольной формыОсновные элементы системы :
|









 |
|---|
| Рис. 20. Элементы системы шлифования профилей произвольной формы от Sia Abrasives |
 |
|---|
| Рис. 21. Система шлифования профилей произвольной формы на станке ЧПУ |
 |
|---|
| Рис. 22. Система шлифования профилей произвольной формы на фрезерном станке |
 |
|---|
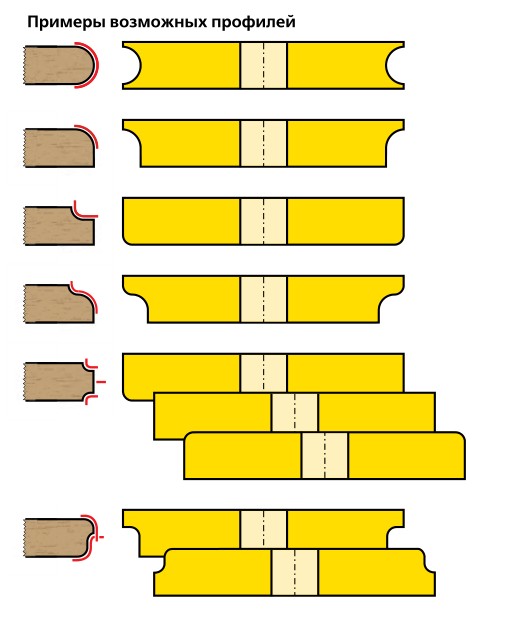
| Рис. 23. Примеры возможных профилей системы шлифования профилей произвольной формы |
Щётки Scotch-Bright Bristle
Для повышения качества шлифовки сложных рельефов и механизации самого процесса можно использовать специальные вращающиеся насадки на шлифовальные машины — щётки Scotch-Bright Bristle, синтетический ворс которых насыщен абразивом.
 |
|---|
| Рис. 24. Щётки Scotch-Bright Bristle для шлифования сложных рельефов |
В наибольшей степени щётки Scotch-Bright Bristle подходят для шлифовки равноплотных пород древесины, МДФ, в сосне же получаются канавки в мягкой древесине ранних слоев годовых колец.
 |
|---|