- Как переклепать лодку восьмиклинку своими руками
- Как переклепать лодку восьмиклинку своими руками
- Закрытые вытяжные заклёпки | Ремонт алюминиевой лодки
- СПОСОБЫ РЕМОНТА АЛЮМИНИЕВОЙ ЛОДКИ
- ЗАКРЫТЫЕ ВЫТЯЖНЫЕ ЗАКЛЁПКИ
- семь шагов ПО ЗАМЕНЕ ЗАКЛЁПОК НА ЛОДКЕ
- 1. Как определить прохудившиеся заклёпки.
- 2. Демонтаж заклёпок
- 3. Размер заклёпок
- 4. Материал заклёпок.
- 4. Разметка заклёпок
- 5. Подготовка отверстия.
- 6. Герметичное соединение.
- 7. Установка заклёпки.
Как переклепать лодку восьмиклинку своими руками
Ремонт дюралюминиевого корпуса.
Следы коррозии удаляются волосяными жесткими щетками, а в случае необходимости наждачной шкуркой с м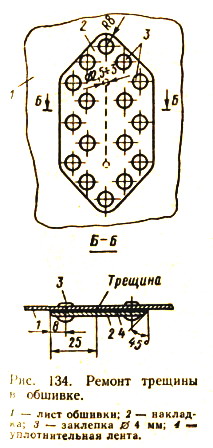 аслом.
аслом.
Зачищенные участки протираются бензином Б-70 и после 15 минут выдержки — тряпкой, смоченной в ацетоне. Затем чистый металл дважды покрывается грунтом и красится.
Дефектные заклепки необходимо высверливать (а не обрубать головки зубилом).
Для этого сначала надо накернить центр на закладной головке, затем сверлом (дна-метром, равным диаметру стержня заклепки) высверлить отверстие на глубину, равную высоте закладной головки; после этого головка легко отламывается, а оставшаяся часть заклепки выбивается бородком.
Царапины на листах, имеющие глубину не более 0,2 мм, а также самые мелкие забоины (без трещин) достаточно зачистить наждачной бумагой и восстановить защитное лакокрасочное покрытие.
Глубокие вмятины выправляют после нагрева поврежденного участка обшивки и подкрепляющих его угольников набора до температуры 600—700° С.
Для нагрева используют паяльную лампу или газовую горелку. После охлаждения на воздухе металл становится пластичным, и деформированную деталь можно править без опасения, что она даст трещину.
Ответственные части корпуса, например листы днища, шпангоуты и днищевые ребра, после правки нужно будет снова нагреть, а затем охладить водой.
При обнаружении трещины ее распространение ограничивается путем сверления по концам отверстий диаметром 2,5—3 мм. Затем
(изнутри корпуса) ставится накладка из того же металла, что и ремонтируемая деталь. Накладка должна на 20—25 мм перекрывать трещину со всех сторон. Перед постановкой заклепок под накладку необходимо проложить уплотнительную ленту (рис. 134).

Мелкие (размером до 70 мм) пробоины в обшивке заделывают накладками изнутри корпуса и вкладышами (рис. 135).
Диаметр накладки должен быть больше диаметра выреза на 50—60 мм, чтобы обеспечить по всему периметру перекрой, необходимый для клепки двухрядным шахматным швом с шагом заклепок 15—20 мм.
В вырез заподлицо с обшивкой ставится круглая заделка-вкладыш так, чтобы зазор между вкладышем и кромкой выреза не превышал 1 мм. Вкладыш проклепывается с накладкой однорядным швом шагом 20 мм.
Более крупные пробоины заделываются аналогично, но накладку изнутри корпуса делают не сплошной, а кольцевидной — с внутренним диаметром на 50—60 мм меньше диаметра вкладыша.
При значительных повреждениях обшивки приходится заменять весь лист или большую его часть.
При замене части листа дополнительные стыки лучше располагать на шпангоутах. Величину перекроя и все остальные элементы соединения делайте такими же, как и на ближайшем стыке (см. также совет 148).
При повреждениях деталей поперечного или продольного набора (сквозные трещины, обрыв) на ремонтируемые участки накладываются дублирующие угольники.
При замене участка детали (например, стрингера) устанавливают вкладыш, который подгоняется к обоим концам остающихся частей деталей как можно более плотно (зазор не должен превышать 0,2 мм) и соединяется с ними при помощи стыковых накладок-коротышей (рис. 136).

После ремонта обшивки нужно проверить водонепроницаемость заклепочных швов керосином.
Как правильно клепать.
Приведем некоторые общие сведения по холодной клепке вручную.
Существуют прямой и обратный способы клепки; при первом удары молотком наносят со стороны замыкающей, г. е. расклепываемой головки, при втором — со стороны закладной головки.
Обратный способ применяют тогда, когда, например, неудобно наносить удары изнутри корпуса (как правило, закладывают заклепки снаружи).
При клепке применяются такие инструменты (рис. 137):

оправка 1 — заточенный на конус стальной стержень, с ее помощью совмещают отверстия при сборке деталей;
поддержка 2 — массивный стальной или чугунный стержень, служащий для прижатия закладной головки в процессе клепки прямым способом;
обсадка 3—стальной стержень с отверстием (по центру), диаметр которого на 0,5—1,0 мм больше диаметра заклепки; употребляется для уплотнения соединяемых деталей вокруг стержня заклепки 4;
обжимка 5 — стальной стержень с лункой по форме замыкающей головки; нанося по обжимке удары ручником, расклепывают выступающий конец стержня заклепки.
Лучше применять при ремонте корпусов из алюминиево-магниевого сплава заклепки из сплавов марок АМг-5 или АМц, а для корпусов из дюралюминия — заклепки из сплава В65.
Клепка набора к обшивке обычно выполняется однорядным цепным швом; водонепроницаемых соединений обшивки — двух- и трехрядными шахматными прочно-плотными швами.
Детали можно соединять внакрой либо встык на односторонних или двусторонних планках-подкладках.
Диаметр заклепок d может быть принят равным удвоенной толщине материала, из которого изготовлены соединяемые детали.
При клепке деталей разной толщины в расчет принимается меньшая; если же разница в толщине значительна (2 мм и более), диаметр заклепки определится формулой d = 2 (корень из S ), где S — суммарная толщина листов. Последняя не должна превышать 4 d .
Длина стержня заклепки должна равняться общей толщине склепываемых листов, сложенной с величиной Р, необходимой для образования замыкающей головки; для полукруглой головки Р = 1,5 d , конической — 1,3 d , полупотайной — 1,1 d , потайной — 0,9 d .
Расстояние С между рядами заклепок, обуславливающее прочность и плотность соединения, принимается равным в зависимости от типа соединения 2—5 d (например, для соединений листов обшивки расстояние между рядами должно быть —3 d ).
Шаг t , т. е. расстояние между центрами соседних заклепок в одном ряду, для прочноплотных швов следует брать от 3 до 5 d ( и для других соединений — от 8 до 10 d . Отстояние центра заклепки от кромки листа, профиля или накладной планки принимается равным 1,8—2 d .
Отверстия под заклепки аккуратно высверливаются ручной или электрической дрелью. Диаметр отверстий d отв должен быть несколько больше диаметра заклепок:
dmm 3,0 4,0 5,0 6,0 7,0
d отв 3,1 4,1 5,2 6,2 7,2
Гнезда под закладные головки потайных и полупотайных заклепок зенкуют на угол 90°. Глубина гнезд для потайной закладной головки при обратном способе клепки должна быть на 0,1 мм меньше высоты головки заклепки, а при прямом способе — равна высоте головки.
Перед клепкой детали собирают на монтажные (сборочные) болты, устанавливаемые через каждые 10—12 отверстий. Клепку ведут от середины шва к краям; под конец сборочные болты снимают, заменяя их заклепками.
Процесс клепки прямым способом выполняется так: под закладную головку заклепки, введенной в отверстие, устанавливают поддержку, на стержень заклепки надевают обсадку, затем уплотняют соединение несколькими ударами молотка, после чего формируют замыкающую головку, ударяя молотком по выступающему из соединения стержню заклепки.
При необходимости замыкающую головку формируют обжимкой.
Источник
Как переклепать лодку восьмиклинку своими руками

Закрытые вытяжные заклёпки | Ремонт алюминиевой лодки
Рано или поздно любой водомоторник сталкивается с необходимостью ремонта днища или корпуса своей лодки или катера. Иногда эта необходимость связана с механическими повреждениями, когда нужно целиком заменить поврежденный элемент, например, форштевень, наложить заплатку на место пробоины или просто усилить определённые места. Но наиболее частой причиной вынужденного ремонта алюминиевых лодок становится течь прохудившегося заклёпочного соединения. В процессе эксплуатации лодки, заклёпки стираются, вытягиваются или просто срезаются — ослабленное таким образом заклёпочное соединение потихоньку начинает подтекать.
СПОСОБЫ РЕМОНТА АЛЮМИНИЕВОЙ ЛОДКИ
Сразу оговоримся, что ремонт лодки сваркой не всегда хорошая идея: во-первых, сварка может повредить промежуточные слои корпуса лодки, а во-вторых, после сварки алюминий твердеет, становится менее пластичным и более хрупким.
Пытаться проклепать старые заводские клёпки не имеет смысла: клёпка уже отслужила, она потянулась и все равно будет течь. Кроме того вы не сможете полноценно загерметить такое соединение.
Остаётся только один по-настоящему действенный вариант — замена старых заклёпок на новые.
Установка цельнометаллических заклёпок — дело достаточно кропотливое и затратное по времени и силам. Для установки цельнометаллической или полнотелой заклёпки нужно, как минимум два человека (если только у вас не очень длинные руки), потому что один должен бить заклёпку по закладной головке, а другой должен держать поддержку с обратной стороны для формирования обратной головки заклёпки. Кроме того, при установке цельнометаллических заклёпок может возникнуть необходимость вскрывать запас плавучести или другие закрытые отсеки, чтобы дотянуться до заклёпки с обратной стороны. Ну и, немаловажный момент, установочный инструмент — для установки цельнометаллической заклёпки нужен пневматический молоток, а значит и компрессор.
ЗАКРЫТЫЕ ВЫТЯЖНЫЕ ЗАКЛЁПКИ
Для того, чтобы избежать описанных выше неудобств, можно воспользоваться более современным типом заклёпок — вытяжными или тяговыми заклёпками. Прелесть вытяжных заклёпок заключается в том, что для их установки не нужен доступ с обратной стороны рабочей поверхности. Таким образом, в случае необходимости, вы можете провести все восстановительные работы в одиночку, не вскрывая, при этом, без особой необходимости закрытые отсеки, такие как блок или запас плавучести. Важный момент — для создания герметичного заклёпочного шва не подойдут обычные вытяжные заклёпки. Здесь понадобятся вытяжные заклёпки закрытого типа или, если просто, закрытые вытяжные заклёпки. В народе их еще называют «герметичными” заклёпками, но это не совсем корректно — этот вид заклёпок действительно позволяет создать влагозащищённое соединение, но для полной герметичности такое соединение необходимо загерметить.

семь шагов ПО ЗАМЕНЕ ЗАКЛЁПОК НА ЛОДКЕ
Итак, вы столкнулись с необходимостью замены заклёпок. Позвольте предложить вам несколько простых советов, которые помогут упростить рабочий процесс.
1. Как определить прохудившиеся заклёпки.
В случае, когда у вашей лодки потекло несколько заклёпок, менять все заклёпки большого смысла не имеет и, если, конечно, перед вами не стоит задача переклепать все днище, можно отделаться малой кровью и просто заменить ослабшие заклёпки. Для этого нужно определить какие именно заклёпки дают течь. Визуально это не всегда удаётся, поэтому тут нам на помощь приходит вода. Существует два способа проверки:
- Вы можете постепенно спускать лодку на воду и помечать изнутри слабые места маркером.
- Можно приподнять лодку на берегу и наполнить её водой, после чего обследовать днище и пометить места, где будет обнаружена течь.
2. Демонтаж заклёпок
Прежде всего необходимо сточить или срезать старые заклёпки. Для этого существует специализированный инструмент, но он достаточно дорогой и редкий, поэтому можно воспользоваться подручными средствами, например, болгаркой. После этого заклёпку необходимо высверлить. Не стоит брать сверло диаметром больше диаметра заклёпки — рассверливать отверстие ни к чему — лучше всего, чтобы новые заклёпки были того же диаметра, что и заводские. Если вам не известно, на заклёпках какого диаметра собрана ваша лодка, начните высверливать заклёпку сверлом диаметром поменьше. Лучше повторно пройтись сверлом большего размера, чем сразу слишком сильно рассверлить отверстие.
3. Размер заклёпок
Для того, чтобы получить качественное заклёпочное соединение, необходимо правильно подобрать заклёпки. Современные вытяжные заклёпки закрытого типа, как правило, имеют диаметр кратный дюймовым размерам, например 3,2 mm (1/8 дюйма), 4,8 mm (3/16 дюйма) и так далее. Общее правило при установке вытяжных заклёпок — для того, чтобы заклёпка встала правильно, диаметр отверстия должен быть на одну десятую миллиметра больше диаметра заклёпки. Например, заклёпку диаметром 4.0 mm нужно устанавливать в отверстие диаметром 4.1 mm. Для подбора заклёпки верной длины необходимо знать толщину соединяемых материалов. Дело в том, что вытяжная заклёпка имеет ограниченный рабочий диапазон — она зажимает материал определённой толщины. Конкретные цифры можно уточнить в каталоге производителя заклёпок, на упаковке или у своего поставщика заклёпок. Если зажимаемый материал будет толще указанного рабочего диапазона, обратная головка заклёпки не сформируется полностью и соединение будет ненадежным, если же материал будет тоньше указанного диапазона, то обратная головка будет слишком большой и неаккуратной, что допустимо, но не совсем правильно. Если у вас нет доступа к обратной стороне рабочей поверхности и вы точно не знаете толщину соединяемых материалов, можно воспользоваться проволокой или канцелярской скрепкой. Загнув самый кончик проволоки под прямым углом, вставьте ее в отверстие. Вытягивая проволоку из отверстия, вы почувствуете, когда загиб проволоки зацепится за край обратной стороны склепываемого материала и таким образом сможете определить толщину материалов, которые вам предстоит заклепать.
4. Материал заклёпок.
Иногда в технической документации вытяжную заклёпку называют комбинированной и это неспроста — дело в том, что часто в одной заклёпке могут комбинироваться разные материалы в зависимости от технического задания. Для ремонта лодки подойдут следующие заклёпки: алюминий/алюминий (и тело заклёпки и отрывной стержень выполнены из алюминия, сокращённое обозначение ал/ал). Пожалуй, это самый лучший вариант для ремонта алюминиевой лодки — в вашем соединении используется только алюминий, что исключает возникновение гальванопары и, как следствие, коррозии. Единственное, на что следует обратить внимание — эта заклёпка не самая крепкая — показатели усилия на срез и на растяжение у заклёпки ал/ал несколько ниже других вариантов. К сожалению, в силу не очень большого спроса, этот тип заклёпок не всегда легко найти в наличии. Еще один вариант это алюминий/нержавейка (тело заклёпки выполнено из алюминия, а отрывной стержень из нержавеющей стали, сокращённое обозначение ал/нерж). Это наиболее прочная заклёпка — головка стержня из нержавеющей стали после установки остаётся внутри головки заклёпки и придаёт соединению дополнительную жёсткость. Недостаток этой заклёпки один — цена — этот вид заклёпки наиболее дорогой. И последний вариант это алюминий/сталь (тело заклёпки выполнено из алюминия, а отрывной стержень из углеродистой стали со специальным фосфатным покрытием). Это наиболее распространённый, а посему наиболее доступный по наличию и цене тип заклёпки, обладающий достаточно высокой жёсткостью. Однако фосфатное покрытие головки отрывного стержня, не всегда обеспечивает должную защиту от коррозии.
4. Разметка заклёпок
В некоторых случаях, когда нет возможности использовать старые отверстия для установки заклёпок, например, когда необходимо заменить элемент целиком или поставить новую заплату, необходимо разметить заклёпочный шов. Существует несколько инструментов для того, чтобы упростить этот процесс. Например, если вы меняете элемент целиком и хотите, чтобы заклёпки стояли на равном расстоянии друг от друга, воспользуйтесь гармошкой для разметки отверстий — это гораздо быстрее и проще, чем размечать шов при помощи линейки. Гармошка раздвигается равномерно распределяя отверстия на расстоянии от 13 до 51 мм. Допустим, у вас есть отрезок, который вам надо проклепать. Вы просто совмещаете первое отверстие гармошки с предположительным местом установки первой заклёпки, затем растягиваете гармошку на нужное расстояние, совмещая одно из отверстий гармошки с местом установки последней заклёпки — промежуточные отверстия гармошки укажут места для установки заклепок на равном расстоянии друг от друга. Еще один удобный инструмент при работе с заклёпками — быстросъёмные зажимы Cleco. Зажимы клеко (или клекосы, как их еще называют) по сути являются временными заклёпками, которыми легко зафиксировать деталь до момента её окончательного крепления посредство заклёпки. Это даёт возвратный потенциал — вы можете бесконечное количество раз устанавливать и снимать деталь до момента её окончательной подгонки. Также клекосы можно использовать для точного совмещения отверстий при засверливании. Засверлили отверстие в заготовках, установили зажим, засверлили следующее, установили зажим — таким образом вы гарантируете соосное размещение отверстий на всем протяжении заклёпочного шва. Приступая к установке заклёпок, вы снимаете один зажим, и устанавливаете заклёпку, затем снимаете следующий и устанавливаете заклёпку и так до тех пор, пока не будет установлена последняя заклёпка — просто и быстро.
5. Подготовка отверстия.
Как мы уже говорили, отверстие должно быть немного больше диаметра заклёпки. Для создания надёжного соединение, рекомендуем зачистить отверстие от остатков старой заклёпки и заусенцев, а с рабочей поверхности снять остатки краски и обезжирить. Если вы устанавливаете заклёпку в отверстие, которое уже использовалось ранее, например, в случаях, когда вы высверлили старую заклёпку, края отверстия могут быть немного “разбиты”. Для лицевой стороны это не страшно — закладная головка заклёпки имеет достаточно широкий буртик, а вот с внутренней стороны, где формируется обратная головка заклёпки, это может стать проблемой. Для того, чтобы немного увеличить площадь контакта заклёпки и обеспечить надежность заклёпочного соединения, с обратной стороны под заклёпку можно подложить алюминиевую шайбу соответствующего диаметра. Выступая в роли буртика, шайба равномерно распределяет давление заклёпки по площади рабочей поверхности и в то же время, не даёт обратной головке заклёпки провалиться в “разбитое” отверстие. Важно не забыть учесть толщину шайбы при подборе длины заклёпки.
6. Герметичное соединение.
Для того, чтобы обеспечить максимальную водонепроницаемость вашего соединения, заклёпки необходимо загерметить. Иногда для этих целей используют эпоксидную смолу, но лучше применять полиуретановый герметик, особенно если он специализирован для судостроения. Способы нанесения тоже бывают разные — можно наносить герметик на тело заклёпки, можно выдавливать его во внутрь и на края отверстия — суть от этого не меняется: герметик попадает внутрь отверстия и непосредственно под закладную головку заклёпки в месте контакта с материалом. Здесь важно не переусердствовать — много герметика тоже не очень хорошо. После установки заклёпки излишки герметика можно вытереть ветошью или зачистить абразивом.
7. Установка заклёпки.
Закрытая вытяжная заклёпка не требует какого-либо специализированного установочного инструмента. Вы можете использовать абсолютно любой заклёпочник для стандартных вытяжных заклёпок. Это может быть самый простой механический заклёпочник, или же, если работы производятся в мастерской, можно воспользоваться электрическим или пневмо-гидравлическим заклёпочником. Либо, если вам нужна мобильность, заклёпку можно установить при помощи специальной насадки на ваш шуруповерт. Принцип действия у всех инструментов один — вытяжные губки захватывают стержень заклёпки и начинают его вытягивать. На другом конце стержня предусмотрена специальная головка, которая проходя через тело заклёпки расширяет заклёпку, формируя обратную головку заклёпки. В определённый момент, когда обратная головка сформирована и заклёпка надёжно обжимает материал, стержень заклёпки обрывается в строго назначенном месте. При этом головка стержня остаётся внутри заклёпки, придавая соединению дополнительную жёсткость.
В каталоге компании АЙРИВЕТ вы найдёте большой выбор вытяжных заклёпок и инструмента для их установки.
Если у вас остались вопросы по выбору заклёпок, оставляйте комментарии под статьёй — мы постараемся дать развёрнутый ответ в ближайшее время.
Если вам нужна помощь в выборе инструмента для выполнения вашей технической задачи свяжитесь с нами — наши специалисты помогут вам определиться с выбором.
Источник