- Установка опор
- Основные этапы изготовления створок для ворот
- Сварка воротных петель
- Обшивка каркаса
- Как легко сварить ворота без посторонней помощи
- Типы конструкций.
- Створки ворот. Рама и ограждение.
- Поэтапное выполнение работ при сварке ворот.
- 1ый этап – Проектирование.
- Выбор материалов для каркаса рамы.
- 2ой этап – Закупка материалов.
- 3ий этап – Сборка рамы
- Настройка сварочного аппарата.
- Подготовка к сварке металлических ворот.
- Собираем железную раму на прихватки.
- 4ый этап – Свариваем каркас ворот из профильной трубы.
- Как правильно варить петли на калитку.
- Какие зазоры должны быть при сварке калитки?
- 5ый этап – Окраска металлических поверхностей.
- 6ой этап – Установка рам створок на петли.
- 7ой этап – Облицовка рамы выбранным материалом.
Классические распашные ворота могут иметь симметричные или ассиметричные створки, а также дополнительную калитку для входа. Независимо от типа конструкции их изготовление производится по одному и тому же принципу.
Установка опор
При пучении грунта зимой нагрузка на опорные столбы ворот может достигать до 10 т на 1 кв. м. Кроме того, они испытывают и существенную динамическую нагрузку в несколько сотен килограмм во время их открывания и закрывания. Поэтому для увеличения срока службы такой конструкции требуется надежная опора, углубленная в грунт на достаточную глубину.
Порядок установки воротных столбов:
1. В качестве опорных конструкций может использоваться трубы или профиль 2,5 мм диаметром от 60 мм и выше. Использование уголка не рекомендуется: он не способен обеспечить конструкции необходимую жесткость. Для поперечных перекладин профиль может быть чуть уже: до 30 мм.
Совет. Слишком массивный каркас создать слишком большую нагрузку на опорные столбы, поэтому при выборе толстостенного профиля соответственно усиливаются и они.

Опорные столбы
1. Для их установки готовится котлован на глубину промерзания грунта (при этом его глубина не может быть менее 1 м). К примеру, в Московской области она будет равна 1,4 м. Выкопать котлован можно с помощью земляного бура или вручную. При этом его диаметр должен как минимум в два раза превышать сечение трубы.

Котлован для заливки опорных столбов
2. Перед заливкой бетона на дне котлована устраивается песчано-щебневая подушка высотой 20 см.
3. Столбы закрепляются в котловане, выравниваются с помощью уровня и заливаются песчано-цементной смесью. Установка ворот производится не менее чем через неделю после ее полного схватывания.
Совет. Для предотвращения от растрескивания бетона перед заливкой землю вокруг следует пролить водой и утрамбовать. Для предотвращения от преждевременного просыхания верх фундамента следует прикрыть пленкой и периодически смачивать водой.
Основные этапы изготовления створок для ворот
2. Металлический профиль нарезается по заданным размерам.
3. С каждого края полосы угольником проводятся линии под углом в 45°, а затем по ним делается срез с помощью болгарки. Для улучшения прочности сварных швов места среза тщательно зачищаются до чистого металла.

Разметка стыков профиля
4. Профили воротины раскладываются на ровной поверхности и плотно стыкуются по углам. Для закрепления конструкции можно использовать угловые струбцины (зажимами для фиксации). Чтобы воротину не «повело», перед сваркой следует проверить угольником правильность расположения профилей внутри конструкции, а затем снаружи. Горизонтальность поверхности выверяется с помощью уровня.


Проверка горизонтали и углов
5. С помощью рулетки также контролируется высота и ширина воротины. В случае ошибки проверяется правильность срезки углов и расположение каждой из деталей.
Совет. Если швеллер или профиль чуть прогнут, его можно выровнять молотком, предварительно прогрев металл над газовой горелкой.

Проверка высоты и ширины конструкции
6. После подгонки всех узлов швы по углам вначале прихватываются, а затем завариваются сплошным швом. Все места сварки зачищаются болгаркой с лепестковой насадкой. В дальнейшем перед покраской небольшие раковины (пустоты), образовавшиеся в местах швов, можно обработать автомобильной шпаклевкой.
7. Далее пристыковываются поперечные перекладины под углом 90°. Чтобы ворота не «скрутило», кроме поперечных, для усиления жесткости в них должна быть устроена хотя бы одна диагональная перемычка. Определить угол ее сопряжения с профилем воротины можно только опытным путем: он зависит лишь от конструкции ворот.


Перекладины, идущие поперек воротины и по диагонали
8. Для навески ворот одна из сторон должна быть усилена с помощью небольшого отрезка из металлического уголка.

Усиление металлической полосы для приваривания петель
Сварка воротных петель
Простейшим устройством является штырь, на который надевается колпак. Для приваривания петель следует выставить воротину в одной плоскости со столбом с зазором не менее 5 мм. От верха и низа воротины отступается по 20 или 25 см и проводится отметина карандашом или мелом. Затем нижняя часть петли приваривается к раме (полотну ворот), а нижняя – к основанию.


Прихватка петель
Обычно петли привариваются через пластины (ушки): к обеим частям петли прикрепляется небольшие полосы из металла, а затем уже эти пластины привариваются к воротам и раме. Такой способ позволяет обваривать и петлю, и пластину с обеих сторон, а затем прикреплять ее сверху, сбоку и снизу с помощью трех швов.

Для того, чтобы при сварке петли не спекались между собой, перед началом работ все движущиеся части следует тщательно промазать солидолом. Сварочный шов прокладывается снизу вверх.
Так как опоры при малейшем движении грунта будут всегда смещаться, между створками также необходимо оставить небольшой зазор размером в несколько миллиметров.
Обшивка каркаса
Обшивка ворот может быть любой: деревянной, выполненной из профлистов или листов металла и пр. Она крепится к воротинам с помощью саморезов. Если планируется приварка листового железа, следует выбирать более ровный холоднокатанный металл.

Обшивка деревом
Ниже предоставлены несколько чертежей распашных ворот, из которых вы можете выбрать наиболее подходящие. Собственную схему можно разработать и самостоятельно. Оптимальный ширина ворот для въезда как легковушки, так и грузовика – 3 м, высота – от 2 м и выше. Чтобы сэкономить материалы, можно скомбинировать ворота с калиткой для входа.
Важно! При создании собственного чертежа следует учитывать зазоры в несколько миллиметров между створками и столбами, а также между воротиной и грунтом.
Если предусматривается дальнейшая автоматизация распашных ворот, следует учесть, что она должна монтироваться только после идеальной регулировки хода створок. Если при их открытии приходится прикладывать какие-то усилия, причины выявляются и устраняются.
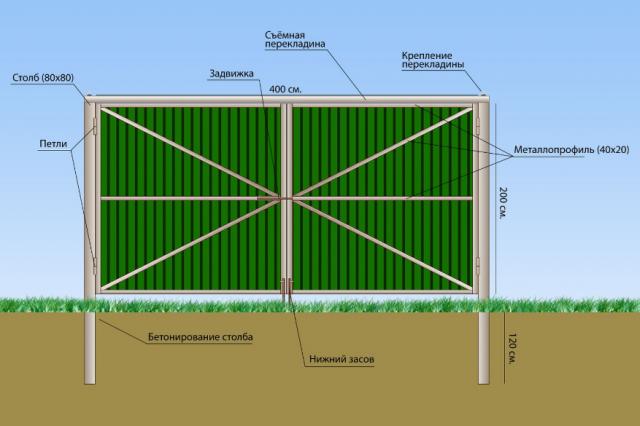
Схема 1

Схема 2
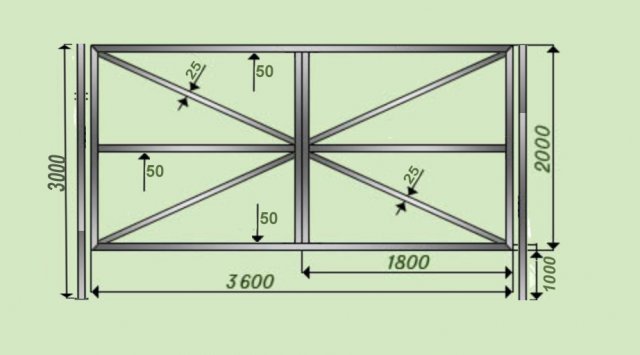
Схема 3
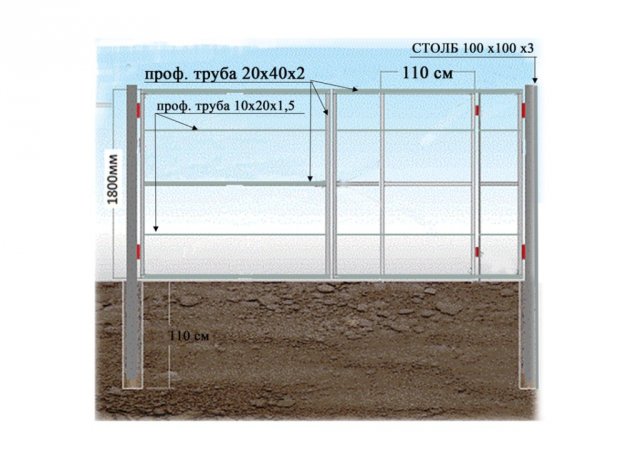
Схема 4
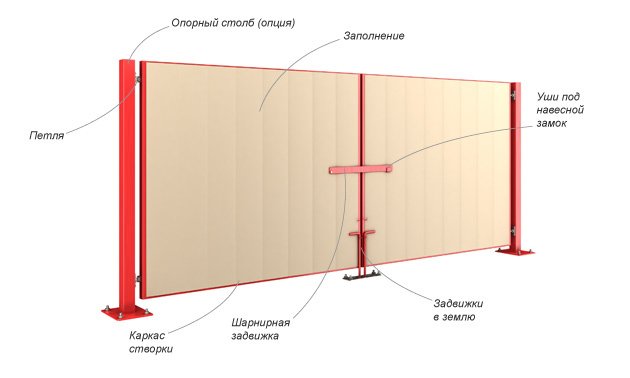
Схема 5
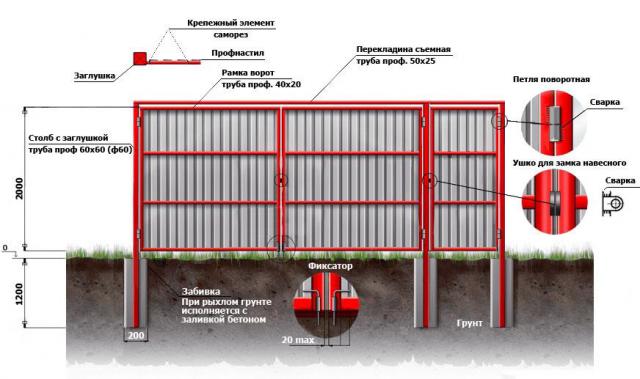
Схема 6
Видео по теме: Распашные ворота своими руками
Источник
Как легко сварить ворота без посторонней помощи
Наверняка многие из вас задумывались о том, как правильно сварить ворота. Они служат частью ограждающих конструкций, поэтому данный вопрос столь актуален. Качественно выполненные, они станут надежной защитой и украшением для вашего участка или же гаража. Поговорим о том, как сварить ворота своими руками поэтапно выполняя несложные операции более подробно.
Типы конструкций.
Откатные (раздвижные) – выполняются при различной ширине входа, в своей конструкции имеют ролики. Данный вид имеет преимущество перед двумя предыдущими в том, что при открытии, створке не нужно место для поворота, она перемещается в плоскости забора. Таким образом, пространство может быть более эффективно использовано. При стесненных условиях обратите внимание именно на эту конструкцию.
Ворота состоят из створок и несущих элементов, к которым они крепятся. В качестве несущих элементов служат столбы забора, для ворот гаража — стены гаража. Несущая конструкция должна быть надежной.

Двустворчатые распашные ворота — применимы при значительной ширине входа от 2м до 5м. Именно этот вид наиболее часто устанавливают для организации проезда автомобилей и другой техники.

Откатные (раздвижные) ворота – выполняются при различной ширине входа, в своей конструкции имеют ролики. Данный вид имеет преимущество перед двумя предыдущими в том, что при открытии, створке не нужно место для поворота, она перемещается в плоскости забора. Таким образом, пространство может быть более эффективно использовано. При стесненных условиях обратите внимание именно на эту конструкцию.
Ворота состоят из створок и несущих элементов, к которым они крепятся. В качестве несущих элементов служат столбы забора, для ворот гаража — стены гаража. Несущая конструкция должна быть надежной.
Створки ворот. Рама и ограждение.
Рама необходима для жесткости конструкции. Чаще всего она изготавливается из квадратной или прямоугольной профильной трубы ГОСТ30245-2003. Либо из равнополочного уголка ГОСТ 8509-93, либо из неравнополочного уголка ГОСТ8510-86*.
Ограждение крепится к раме, оно может быть выполнено из разных материалов: листовой стали, профилированного листа, 3d сеток, сетки рабицы, сэндвич-панелей, сотового поликарбоната и др. Выбор того или иного ограждения зависит от функции изготавливаемых ворот, ваших желаний и финансов.

Существуют створки, выполняющие одновременно несущую и ограждающую функцию, к примеру, створки из кованых элементов. Если конструкция кованых деталей позволяет использовать их без каркаса, то остается только закрепить петли и закладные для замка. В случае, когда кованые элементы не имеют достаточной жесткости, то их приваривают к заранее изготавливаемой металлической раме.
С чертежами распространенных конструкций распашных ворот, можете ознакомиться на сайте mrmetall.ru в конце статьи.
Поэтапное выполнение работ при сварке ворот.
Чтобы сделать своими руками надежную конструкцию, которая будет радовать вас долгие годы, а также не терять время и финансы, сваривать ворота необходимо поэтапно.
1ый этап – Проектирование.

Прежде всего разберемся с необходимыми размерами. Помните, что чем больше ширина створки, тем больший вес она имеет, соответственно, тем более надежное крепление потребуется. Произведите точные замеры проема, в который будут устанавливаться ворота. Учтите положение створок при открывании.
Выберете материалы для рамы и ограждения. Если в качестве ограждающего материала вы выбираете листовую сталь или профнастил, то помните, чем большую толщину выбираете, тем более жесткой и прочной будет изготавливаемая конструкция. Профлист располагайте вертикально, чтобы влага не скапливалась между гофрами.
Выбор материалов для каркаса рамы.
Для каркаса рамы можно применить уголок, профильную трубу или профиль. Рациональным является сварка ворот именно из профильная труба. Она легкая и в то же время прочная. Применение профиля различных конфигураций стоит рассмотреть если есть возможность его достать за недорого. Также в тех случаях, когда ворота будут габаритные и нужно выдерживать большие нагрузки. Из уголка рама будет тяжелая, так как для обеспечения прочности придется выбирать толстостенный уголок.
Выполните точный чертеж или воспользуйтесь нашим в конце статьи. Составьте спецификацию и смету на изготавливаемые ворота. Тут все просто, спецификация приложена к чертежу можете с ней ознакомиться и сделать по подобию. Смету можно составить уже по спецификации, имея перед глазами, что необходимо и в каком количестве. Цены можно взять в интернете на сайте любого крупного строительного супермаркета.
2ой этап – Закупка материалов.

Для изготовления металлических ворот вам потребуются (на примере металлических распашных с рамой):
- Материалы для изготовления рамы (профилированная труба ГОСТ30245-2003, равнополочный уголок ГОСТ 8509-93, неравнополочный уголок ГОСТ8510-86*).
- Материалы ограждения (листовая сталь, профилированный лист, 3d сетки, сетка рабица, сэндвич-панели, сотовый поликарбонат, кованые элементы).
- Элементы для крепления ограждения к раме.
- Петли.
- Элементы для крепления замка, щеколды и т.д.
- Краска по металлу и грунт.
- Сварочные электроды.
- Сварочный аппарат.
- Сварочная маска.
- Защитные рукавицы (краги).
- Источник тока.
Лично контролируйте качество и количество закупаемого материала. Проверяйте насколько ровные боковые грани профильной трубы. Нет ли переломов, глубоких забоин, сильной ржавчины. Если вы выбираете заранее окрашенные элементы, обратите внимание на состояние окрашенных поверхностей, на наличие сколов. Сколы часто становятся очагами коррозии.
Выбор сварочных электродов процесс не сложный. Возьмите электроды с рутиловым или рутилово-целлюлозным покрытием. Марки разные отечественные МР-3, esab-овские ОК46 выбор велик. Подробнее можете прочитать в нашей статье. Так как это упростит процесс сварки. Электроды будут легко зажигаться. Дуга будет стабильно гореть даже при небольших скачках напряжения. Это особенно актуально при сварке на даче, за городом. Там скачки напряжения в сети частое явление.
3ий этап – Сборка рамы
Для сварки металлической рамы оптимальной является ручная электродуговая сварка, подробнее об этом виде сварки вы можете прочитать на сайте mrmetall.ru, пройдя по ссылке. Последовательность работ при сборке рамы:
- Разрезаем металлопрокат на заготовки в соответствии с чертежами.
- Выполняем настройку сварочного аппарата.
- Делаем пробный шов на заготовке для проверки настройки сварочного аппарата.
- Собираем металлическую раму на прихватки. Во время сборки необходимо следить за положением стыкуемых элементов. После сборки на прихватки проверяем перпендикулярность углов получившейся рамы.
- Отбиваем образовавшийся в результате сварки шлак.
Рассмотрим подробно каждый этап.
Разрезаем металлопрокат на заготовки. Резку металла рекомендуется проводить угловой шлифовальной машинкой или плазменной резкой. Для шлифмашинки диск нужно взять толщиной 1-1,2 мм чтобы, процесс резки шел легко и в то же время безопаснее. Так как использование дисков толщиной до 1 мм (к примеру, 0,8 мм) значительно повышает риск его перекоса и разрушения. Обломки диска разлетаются с очень большой скоростью и могут серьезно поранить. Плазменной резкой можно быстро нарезать металл, но оборудование дорогое. Если есть возможность лучше использовать именно ее.
Настройка сварочного аппарата.
Чтобы правильно сварить ворота электродом, необходимо корректно настроить аппарат. Все настройка сварочного аппарата зависит от толщины метала который будет свариваться. Под толщину металла подбирается диаметр электрода. Как подобрать диаметр электрода смотрите тут. Далее выбирается сила тока. Значения, которые нужно взять нанесены на пачке с электродами. Также можно взять усредненные данные тут.
Значения силы тока необходимо скорректировать именно для вашего сварочного аппарата. Для этого нужно сварить пробную заготовку. Если электрод приливает, дуга горит не стабильно, соединение не проваривается, значит, необходимо прибавить силу тока. Если же металл в сварочной ванне закипает, идут брызги, прожигается металл, то сварочный ток необходимо убавлять. Для настройки предложим такой способ. Сварочный ток выставляем для электрода 3 мм примерно в 100 А и пробуем сварить. Если металл прожигается, убавляем ток. Пробуем снова и так до получения ровного горения дуги без разбрызгивания. В конце статьи есть видео в котором подробно раскрывается техника настройки.
Подготовка к сварке металлических ворот.
Теперь необходимо выполнить пробный шов на заготовке. Положение заготовки выставить вертикальное. Подробнее об этом читайте тут.
Если вдруг при сварке заготовке появляются поры, то необходимо просушить электроды. Скорее всего причина именно в этом. Для просушки в промышленности применяют специальные прокалочные печи. Для сварки ворот своими руками вполне подойдет и обычная духовка или переносная газовая горелка. В духовку электроды необходимо прогревать на максимальной температуре хотя бы 1 час. Если выполнять прокалку горелкой, то электроды необходимо разложить в один слой и просушивать их пламенем горелки. Получив нормальный сварочный шов, идем далее.
Собираем железную раму на прихватки.
Прихватки необходимо расположить по углам. Выполнить их нужно с полным проплавлением, а при наложении шва переплавить или удалить шлифмашинкой. Прихватки ставятся через каждые 350 – 450 мм изделия. Длина прихватки может быть от 15 до 50 мм. Все зависит, что собираем. Если лист, то прихватку нужно выполнять более длинной. Высота прихватки должна быть от трети до половины высоты основного шва. После выполнения сборки необходимо проверить правильно ли сняты размеры изделия. Проверить линейные размеры, замерить диагонали. Если все сделано верно, идем дальше.

Отбиваем шлак молотком. Важно защитить глаза во время отбивания шлака, надев очки или защитный щиток. Осматриваем полученные прихватки. Если на прихватках есть поры или трещины, то их необходимо убрать шлифмашинкой и заварить заново.
4ый этап – Свариваем каркас ворот из профильной трубы.
Выполняем проварку всех элементов каркаса на тех же параметрах, что и при выполнении прихваток. Катет сварных швов принять по наименьшей толщине свариваемых элементов. Все элементы из труб должны быть герметично заварены, на торцах установлены металлические заглушки, во избежание попадания влаги и последующей коррозии элементов.
При выборе в качестве ограждения листовой стали (например, для гаражных ворот), сварку с элементами рамы, требуется вести прерывистым швом 50мм через 100мм.
Сварку металлических ворот можно производить даже на морозе. При этом, при температуре воздуха ниже -20°С свариваемые элементы лучше прогреть горелкой. Прогрев производить до температуры 120-150 °С. Замерить температуру можно бесконтактным лазерным пирометром, контактным датчиком мультиметра.
Выполняем приварку петель к несущим элементам, а также приварку к раме закладных деталей для замка. Важно внимательно приварить петли, чтобы створки открывались в изначально предполагаемом направлении.
Как правильно варить петли на калитку.
Легче всего варить петли, когда к ним уже приварены пластины (ушки). Приварить их можно в вертикальном положении по месту. Но есть более простой способ для начинающих. Для этого необходим уголок, внутрь которого укладываются электроды. На электроды укладывается сама петля и пластины. Дополнительно вставим еще два обрезка пластины для надежной фиксации петли.
Делаем короткие прихватки длинной до 10 мм для фиксации. Значение тока лучше выставить повыше чем для сварки каркаса на 10-15%. Вытаскиваем нашу петлю из кондуктора и провариваем по наружной стороне. При сварке не совершаем колебательных движений электродом. После провариваем петлю с внутренней стороны (там, где стоят прихватки). Теперь можно приварить петли непосредственно к калитке.
Какие зазоры должны быть при сварке калитки?
По высоте нижний край должен отступать от земли на расстояние 10-20 см. В случае если калитка установлена в прямоугольную раму и имеет нижнюю перемычку. Зазор между перемычкой и калиткой выставляем около 5-20 мм. Для выставления зазора можно подложить под калитку железные пластинки. Зазор между рамой и калиткой должны быть одинаковыми с каждой стороны. Устанавливаем калитку в проем вплотную к любому краю, замеряем зазор с другой стороны и делим его пополам. Полученное значение и есть наш размер зазора.
Подбираем под полученный зазор пластинки. Их вставляем в проем между калиткой и столбом и фиксируем струбциной. Далее делаем отметки для приварки петель, отступив от верха порядка 200 – 240 мм.
Дальше все просто, прихватываем петли к каркасу и к самой калитке, зачищаем прихватки от шлака. Привариваем петли, первоначально выполнив горизонтальные участки. Вот так можно правильно приварить петли на ворота своими руками.
5ый этап – Окраска металлических поверхностей.
Все незащищенные металлические поверхности должны быть окрашены, для предотвращения коррозии элементов (образования ржавчины).
Необходимо выполнить подготовку поверхностей под окрашивание: поверхности очистить, обезжирить. Далее защищаемые поверхности требуется загрунтовать и окрасить. К примеру, это можно сделать эмалью ПФ-115 (ГОСТ 6465-76*) в 2 слоя по грунту ГФ-021 (ГОСТ 25129-82*).
6ой этап – Установка рам створок на петли.
Обязательно проверьте с помощью строительного уровня горизонтальность установленных ворот.
7ой этап – Облицовка рамы выбранным материалом.
Если в качестве ограждения вы выбрали профнастил, то его следует крепить к раме с помощью саморезов в каждом гофре на каждом элементе рамы. Гофры профнастила следует располагать вертикально.
Для более полного представления о сварке ворот ознакомьтесь с видеоматериалами, в конце статьи.
Как оказалось, сварить ворота из профилированной трубы или уголка своими руками под силу почти каждому. Достаточно внимательно подойти к задаче, поэтапно её проработать и результат не перестанет вас радовать вас день ото дня на протяжении многих лет.
Источник