- Как развальцевать медную трубку: способы, инструмент, советы
- Особенности выполнения
- Инструменты и приспособления
- Советы по выбору инструмента
- Как правильно развальцевать медную трубку?
- Как выполнить развальцовку или разбортовку медных трубок своими руками
- Для чего необходима развальцовка
- Суть процесса
- Особенности выполнения
- Как правильно подготовить торец трубы
- Рекомендации по применению вальцовки для медных трубок
- Особенности дефектов, описание технологии
- Необходимый инструмент
- Экспандер
- Конусный
- Механический
- Развальцовщик с электроприводом
- Способы увеличения диаметра труб
- Стадии развальцовки
- Советы по выбору инструмента
- В чем предназначение развальцовщиков?
- Последовательность действий при развальцовке
- Применяемое оборудование
- Виды развальцовок для медных труб
- Эксцентрический развальцовщик
- Как развальцевать медную трубку
- Пример развальцевания медных труб
- Порядок развальцовки
- Полезные советы по выполнению процесса
- Инструменты и приспособления для развальцовки трубок из меди
- Плюсы и минусы развальцовки трубок своими руками
Как развальцевать медную трубку: способы, инструмент, советы
Развальцовка медных трубок, называемая также вальцеванием, – это технологическая операция, суть которой заключается в деформировании их стенок в нужном направлении. Необходимость в осуществлении такой операции возникает в тех случаях, когда требуется выполнить герметичное и надежное соединение медных трубок с различными устройствами и приборами или состыковать их между собой.

Вальцовка медной трубки ручным приспособлением
Трубки, изготовленные из меди, сегодня довольно распространены, и в тех случаях, когда их соединение должно быть разъемным, без развальцовки не обойтись. Для развальцовки трубок, изготовленных из меди, может использоваться как специальное оборудование, выпускаемое серийно, так и набор простейших инструментов, который при соблюдении всех технологических рекомендаций также позволяет выполнить такой процесс качественно.
Особенности выполнения
Выполнение развальцовки трубок, изготовленных из меди, может потребоваться, если:
- обрезанному концу трубки необходимо придать требуемую конфигурацию;
- конец изделия надо подготовить для его соединения при помощи муфты (в этом случае, применяя развальцовку, выполняют подгонку таких геометрических параметров трубки, как внутренний диаметр, угол изгиба и др.);
- необходимо подготовить концы медных трубок для их соединения при помощи пайки.

Обрезку труб по длине производится специальным инструментом – труборезом для медных или алюминиевых труб
Чтобы качественно развальцевать трубку из меди, используя специальные инструменты и приспособления, необходимо выполнить следующие действия.
- Конец трубки, соединение которого необходимо выполнить, тщательно зачищается.
- На зачищенный конец надевается специальная муфта.
- С помощью специального инструмента или приспособления конец трубки развальцовывается, пока угол ее расширения не составит 45°.
- После окончания процедуры конец изделия извлекается из приспособления. Затем можно сразу приступать к выполнению соединения.
Если такую технологическую операцию вы никогда не выполняли раньше и впервые собираетесь осуществить развальцовку своими руками, то следует отрезать трубку с некоторым запасом длины (2–2,5 см), что позволит вам в случае неудачи развальцевать ее еще раз, отрезав бракованный участок.

Ример – приспособления для зачистки торцов медных трубок
Если развальцевать трубку из меди необходимо для того, чтобы выполнить ее соединение при помощи пайки, то последовательность действий по осуществлению такой процедуры будет выглядеть следующим образом.
- Поверхность конца трубки, которую необходимо развальцевать, тщательно зачищается (для этого лучше всего использовать специальную щеточку).
- При помощи специального устройства конец медной трубки расширяется до такой степени, чтобы в него можно было вставить конец другой трубки и при этом выдержать между соединяемыми элементами зазор, равный 0,124 мм. Естественно, для этого необходимо использовать измерительный инструмент.
- На внутреннюю поверхность участка трубы, который уже развальцован, равномерным слоем наносится флюс, необходимый для того, чтобы обеспечить формирование надежного и герметичного соединения.
- В развальцованную часть на глубину, равную диаметру трубы, вставляется конец второго элемента соединения.
- При помощи газовой горелки, электрического паяльника или паяльной лампы место будущего соединения прогревается до того момента, когда начинает плавиться припой.
- Расплавленным припоем заполняются все зазоры между краями соединяемых медных труб, в результате чего и формируется надежное и герметичное соединение.
После того как соединение двух медных трубок сформировано, их необходимо положить на горизонтальную поверхность и дать им полностью остыть. Только после того как место соединения полностью остыло, полученную конструкцию можно эксплуатировать.
Инструменты и приспособления
Для того чтобы развальцевать своими руками трубки, изготовленные из меди, используют специальные приспособления. Такие приспособления могут иметь как ручной, так и электрический привод. Применяются они для монтажа систем кондиционирования, водоснабжения и отопления. Инструменты, оснащенные электрическим приводом, часто совмещают в себе несколько функций: с их помощью можно не только развальцевать медную трубку, но и согнуть ее под требуемым углом.
Любое устройство, при помощи которого осуществляется развальцовка трубок, изготовленных из меди, работает по принципу пластической деформации, поэтому очень важно, чтобы оно справлялось с таким процессом максимально бережно, не нарушая однородность структуры материала, сохраняя равномерность толщины стенок изделий, а также гладкость их внутренней поверхности.
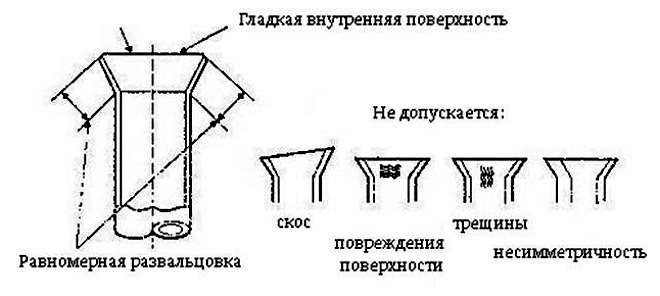
Схема правильной развальцовки и примеры неправильно произведенной операции
Чтобы качественно выполнить развальцовку медных трубок (даже если вы осуществляете ее своими руками впервые), можно использовать одно из следующих приспособлений.
Это болванка конусообразной формы, изготовленная из более твердого металлического сплава, чем медь. Достоинствами такого устройства являются невысокая цена и простота использования. Между тем его применение может сопровождаться разрывами стенок медного изделия, что дает невысокое качество развальцовки.

Этим простейшим приспособлением можно развальцевать одну трубку, но ни о каком качестве работ говорить не приходится
Основным рабочим органом данного приспособления является валик из твердого сплава, который, перекатываясь по краю медной трубки, придает последнему требуемую конфигурацию. Использование механического развальцовщика позволяет выполнять равномерную деформацию обрабатываемого участка трубки, формировать на ее конце стенки одинаковой толщины с высоким качеством их внутренней поверхности.

Ручной инструмент способен обеспечить высокое качество развальцовки и хорошую скорость работы
Такое приспособление с целым набором сменных насадок, обладая всеми преимуществами механического инструмента, позволяет выполнять развальцовку медных трубок с более высокой производительностью и с меньшими трудозатратами. Пожалуй, единственным недостатком электрического развальцовщика является его достаточно высокая цена.
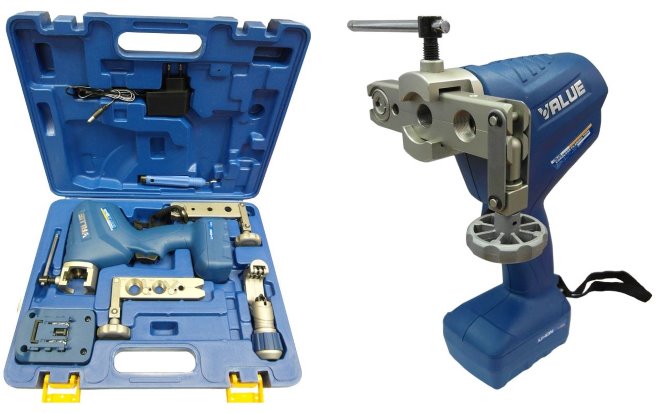
Аккумулятора этого развальцовщика хватает примерно на 100 операций
Такое ручное устройство, работающее по принципу рычажного механизма, позволяет развальцевать конец трубки за одно движение. Обладая простотой конструкции, такое приспособление имеет и ряд существенных недостатков, наиболее значимым из которых является невозможность контролировать толщину стенок обрабатываемого изделия. Таким образом, использование эспандера, который чаще всего и выбирают те, кто выполняет развальцовку своими руками, не гарантирует получения качественного результата.
Советы по выбору инструмента
Развальцевать медную трубку, учитывая высокую пластичность ее материала, несложно. Однако, чтобы добиться высокого качества выполнения такой технологической операции, следует использовать только специализированный инструмент. Выполнение развальцовки при помощи простейших приспособлений, к числу которых относятся болванки и эспандеры, может сопровождаться рядом негативных последствий.
- Стенки трубок, если они небольшой толщины, будут заминаться.
- В стенках трубок, на которые будет воздействовать такой инструмент, могут возникать разрывы.
- Практически невозможно при этом добиться равномерности толщины стенок трубки, что в конечном итоге отразится на надежности формируемого соединения.

В специальном приспособлении медная трубка фиксируется строго перпендикулярно, а деформация происходит точно по конусу
Между тем использование приспособлений, специально предназначенных для выполнения развальцовки, имеет следующие преимущества.
- За счет постепенной (осуществляемой пошагово за каждый проход валиков инструмента) деформации стенок трубы возникновение в ней разрывов практически исключено.
- Достигается равномерность толщины стенок медной трубки, даже если изначально данный параметр не отличался равномерностью.
- Внутренняя поверхность трубки после развальцовки становится идеально гладкой и ровной.
Использование специального приспособления, кроме того, позволяет оперативно и качественно развальцевать конец трубки даже тем, кто никогда ранее не выполнял такую процедуру своими руками.

В набор для развальцовки может входить: эксцентриковая вальцовка, ример, труборез, труборасширитель и пружины для изгибания труб
Чтобы развальцовка была выполнена качественно, следует уделить особое внимание выбору инструмента. При этом надо учитывать такие параметры, как:
- характеристики материала, из которого изготовлена трубка, в частности степень его пластичности;
- внутренний диаметр изделия;
- его наружный диаметр;
- глубина развальцовки;
- расстояние, на которое изделие будет выступать над рабочей частью инструмента;
- расстояние между центрами внутренних отверстий медных трубок (если выбираемое приспособление позволяет выполнять развальцовку сразу нескольких изделий);
- толщина стенок обрабатываемых изделий;
- необходимость в формировании канавок на обрабатываемой части медной трубки;
- наличие соединительных швов на поверхности обрабатываемого изделия.
Большинство специальных приспособлений для развальцовки, представленных на современном рынке, отличаются универсальностью и позволяют выполнять обработку медных трубок в достаточно широком диапазоне их внутренних и наружных диаметров. Как правило, такой инструмент оснащается набором сменных насадок, которые и определяют его широкую универсальность.
Источник
Как правильно развальцевать медную трубку?
26.05.2021 476 Просмотров
Как выполнить развальцовку или разбортовку медных трубок своими руками

При монтаже или ремонте трубопроводов, нагревательных или охлаждающих приборов может потребоваться выполнение соединений медных трубок между собой или с другими элементами конструкции. Для создания прочного соединения приходится прибегать к развальцовке – расширению края трубы и придания ему формы раструба, позволяющего соединить элементы конструкции без потерь пропускной способности.
Для чего необходима развальцовка
Сегодня имеется очень большой выбор разных видов медных труб, а также элементов, которые необходимы для их соединения. Поэтому с легкостью можно подобрать нужный профиль или фитинги. Но бывают случаи, что вальцовка трубки своими руками просто необходима. Ее нельзя заменить, если: • Оборудования необходимой формы не делается на производстве. • Фитинги имеются в продаже, но в данный момент нет возможности их приобрести.
• Нужно точно подогнать изделие.
Суть процесса
Трубы в теплогенерирующих и теплообменных агрегатах обычно имеют малый диаметр. Поэтому при сваривании таких трубок встык образовавшийся внутри грат существенно уменьшает пропускную способность узла, нарушая работоспособность трубопровода.
Использование фасонных элементов, вставляемых в соединяемые трубы, приводит к тому же результату – внутреннее сечение уменьшается.
Если же перед соединением конец трубы расширить, а затем надеть ее на другую трубу, фитинг или патрубок подключаемого прибора, потери пропускной способности удается избежать.
Обратите внимание! Развальцовка, разбортовка или вальцевание – это расширение одного или обоих торцов трубы и изменение формы края. Такое формование позволяет изготовить на конце прямой медной трубки раструб нужной формы, необходимый для ее соединения с другими элементами конструкции.
Суть процесса в том, что тонкий слой металла под воздействием механической нагрузки размягчается и постепенно принимает нужную форму. При этом увеличивается площадь поверхности и уменьшается толщина стенок кромки трубы.
Вальцевать можно трубу из любого материала, однако в большинстве случаев это технически сложно и не оправдывает трудозатрат, так как всегда можно купить или готовые раструбные изделия или необходимые соединительные элементы.
В домашних условиях развальцовывают в основном именно медные трубки, которые относительно легко поддаются деформации из-за мягкости и эластичности меди.
Особенности выполнения
Выполнение развальцовки трубок, изготовленных из меди, может потребоваться, если:
- обрезанному концу трубки необходимо придать требуемую конфигурацию;
- конец изделия надо подготовить для его соединения при помощи муфты (в этом случае, применяя развальцовку, выполняют подгонку таких геометрических параметров трубки, как внутренний диаметр, угол изгиба и др.);
- необходимо подготовить концы медных трубок для их соединения при помощи пайки.
Обрезку труб по длине производится специальным инструментом – труборезом для медных или алюминиевых труб
Чтобы качественно развальцевать трубку из меди, используя специальные инструменты и приспособления, необходимо выполнить следующие действия.
- Конец трубки, соединение которого необходимо выполнить, тщательно зачищается.
- На зачищенный конец надевается специальная муфта.
- С помощью специального инструмента или приспособления конец трубки развальцовывается, пока угол ее расширения не составит 45°.
- После окончания процедуры конец изделия извлекается из приспособления. Затем можно сразу приступать к выполнению соединения.
Если такую технологическую операцию вы никогда не выполняли раньше и впервые собираетесь осуществить развальцовку своими руками, то следует отрезать трубку с некоторым запасом длины (2–2,5 см), что позволит вам в случае неудачи развальцевать ее еще раз, отрезав бракованный участок.
Ример – приспособления для зачистки торцов медных трубок
Если развальцевать трубку из меди необходимо для того, чтобы выполнить ее соединение при помощи пайки, то последовательность действий по осуществлению такой процедуры будет выглядеть следующим образом.
- Поверхность конца трубки, которую необходимо развальцевать, тщательно зачищается (для этого лучше всего использовать специальную щеточку).
- При помощи специального устройства конец медной трубки расширяется до такой степени, чтобы в него можно было вставить конец другой трубки и при этом выдержать между соединяемыми элементами зазор, равный 0,124 мм. Естественно, для этого необходимо использовать измерительный инструмент.
- На внутреннюю поверхность участка трубы, который уже развальцован, равномерным слоем наносится флюс, необходимый для того, чтобы обеспечить формирование надежного и герметичного соединения.
- В развальцованную часть на глубину, равную диаметру трубы, вставляется конец второго элемента соединения.
- При помощи газовой горелки, электрического паяльника или паяльной лампы место будущего соединения прогревается до того момента, когда начинает плавиться припой.
- Расплавленным припоем заполняются все зазоры между краями соединяемых медных труб, в результате чего и формируется надежное и герметичное соединение.
После того как соединение двух медных трубок сформировано, их необходимо положить на горизонтальную поверхность и дать им полностью остыть. Только после того как место соединения полностью остыло, полученную конструкцию можно эксплуатировать.
Как правильно подготовить торец трубы
Прежде чем приступить непосредственно к развальцовке, необходимо подготовиться. Подготовку начинают на этапе порезки трубы, а именно следят за тем, чтобы после отреза торец трубы соответствовал следующим условиям:
- не имел скосов (должен быть выполнен строго под 90 градусов относительно оси трубы);
- был ровным;
- не имел завала краев.
При резке медной трубы не допускаются представленные на картинке ошибки
Для этого резку осуществляют согласно представленной далее инструкции:
- Специальный труборез для медных труб надевают и закрепляют на участке трубы, где ранее была нанесена метка под рез.
- Против часовой стрелки вращательным движением неспешно прорезают трубу.
- Проверяют торец на отсутствие неровностей и скосов.
- С помощью напильника и/или наждачной бумаги удаляют с торца возможные неровности и заусенцы.
Читайте также Как чернить алюминий в домашних условиях?
Рекомендации по применению вальцовки для медных трубок
Качественно выполненная развальцовка позволяет создать надежное и герметичное соединение. Это сделать можно только при наличии опыта. Поэтому рекомендуется перед основными монтажными работами потренироваться на отрезках трубопроката разного диаметра.
Для выполнения качественной развальцовки также придерживаться и других советов специалистов:
- Развальцовывать нужно только трубу, на торце которой отсутствуют заусенцы, мусор и различные дефекты, включая искривления. Край изделия должен иметь круглую форму.
- Расширительный наконечник инструмента обязан располагаться без перекоса относительно оси трубопроката.
- При расширении детали кустарным способом конусообразную болванку нужно не вдавливать, а вкручивать в отверстие проката.
- При использовании приспособления с матрицей необходимо выбирать в планке отверстие с размером, соответствующим диаметру заготовки.
Внешнюю поверхность трубопроката рядом с торцом всегда нужно зачищать абразивной губкой независимо от используемого инструмента. Это позволит удалить мусор и пыль с изделия. Поэтому трубную деталь легче будет надежно зафиксировать в держателе.
Особенности дефектов, описание технологии
При вальцовке работы проводятся с подгибом листа либо без выполнения данной операции, всё зависит от геометрических размеров детали, изначальных показателей по прочности. Когда выбирают оборудование, данные параметры играют не менее важную роль. При изготовлении обечайки могут иметь следующие размеры:
- Толщина в пределах от 3 до 100 мм.
- Длина – 30-3100 мм.
- Диаметр наружной стороны – 20-280 сантиметров.
При деформации внутри деталей из металла искажения доходят до предельных значений. Также меняется и толщина.
Сама операция по вальцеванию конструкций из металла и из нержавейки состоит из двух основных стадий – гибка, непосредственно сама вальцовка. Последняя часть процесса отличается тем, что способствует перемещению гибки по всей поверхности, подвергаемой обработке.
Металл подвергается двум видам деформации – начинается с упругой, потом переходят к пластической. Чем меньше радиус загибания – тем больше надо прилагать усилий. Это связано с тем, что увеличивается слой металла в мм, который требует волочения.
В металле могут возникать внутренние напряжения после того, как вальцевание металла заканчивается. Существует три разновидности подобных явлений. Их учитывают и те, кто работает в городе Обнинске.
- Зональные напряжения появляются между отдельными зонами сечения и частями детали. Именно эта деформация больше всего способствует появлению дефектов, потому она считается наиболее опасной. После появляются коробления и трещины на поверхности валков, других деталей. Их свойства зависят от градиента температур, появляющегося между разными частями детали во время температурного воздействия. Для измерения также пользуются мм.
- Изменения структурного типа происходят у зёрен внутри либо снаружи. Появление напряжений связано с различными расширительными коэффициентами, обладающими разными характеристиками. Образование новых фаз различных объёмов тоже может привести к дополнительным предметам. Это негативно влияет на изготовление рулонных и других видов деталей. Обнинск не исключение.
- Напряжения третьей группы появляется внутри объёма нескольких ячеек, составляющих кристаллические решётки. Из-за этого может усложняться подгибка кромок.
У всех напряжений разная природа образования. Но последствия остаются одинаковыми – возникновение упругой деформации, искажение внутри кристаллической решетки. Но это не влияет на изготовление упаковки толстостенных изделий, к примеру.
Проблемы легко устраняются, для этого достаточно использовать термообработку. Ведь сам характер деформаций изменяется, если их сильно охладить либо нагреть. К примеру, при повышении температур происходит расширение поверхностных слоёв. Но сердцевина остаётся непрогретой, создаёт дополнительные препятствия. Это касается и кромок.
Это приводит к появлению напряжения сжатия. Обечайка 24 миллиметра не исключение. Но охлаждение делает так, что процессы происходят в обратном порядке. У поверхностных слоёв температура обычно меньше.
Именно поэтому они подвержены напряжениям больше, чем те слои, что находятся глубже. Но после окончательного охлаждения температура будет выровнена на всей поверхности металла. Развальцовка не нужна. А вот дополнительная настройка никогда не помешает.
При этом не стоит ждать, что дефекты будут устранены окончательно. Есть ещё напряжения, которые получили название остаточных. С ними знакомы и те, кому требуется проводить обработку кромок.
Термическая обработка, например, отпуск, имеет и другие полезные свойства для изделий с углом. Потребность в этой операции могут испытывать те, кто работает с закалённой сталью.
Структурно-напряженное состояние для таких материалов стало практически нормой. Основа становится более пластичной, когда повышается температура. Чем она больше – тем дольше длится сама обработка. Что и позволяет снять большую часть напряжений. Картонные изделия во многом похожи на металлические.
Необходимый инструмент
Развальцовку медных труб можно сделать различными по устройству, сложности конструкции, стоимости инструментами.
Проще всего вручную натянуть трубку из меди на болванку подходящего размера. Эффект будет достигнут, но получить таким образом ровный, геометрически правильный раструб с одинаковыми по толщине стенками, ровным растяжением металла по всей поверхности сложно. Давление со стороны рук тоже может меняться, что чревато искривлением самой трубки, перекосами и плохим конечным результатом.
Выполнить развальцовку точно, правильно помогут более сложные, совершенные инструменты, коэффициент полезного действия которых выше.
Экспандер

В данном случае также используется простая человеческая сила. Инструмент выполнен как расширитель с двумя ручками. Расширитель представляет собой элемент в виде конуса, помещаемый в трубу. Давление на рычаги обеспечивает расхождение частей расширителя, благодаря чему труба растягивается.
Преимущества экспандера в том, что он недорогой, а работа с ним простая и быстрая. Минус – невысокое качество результатов, поскольку стенки трубы деформируются по-разному, а тонкие места могут вовсе порваться.
Конусный
Этот вид инструмента состоит из двух частей. Одна из них матрица. Она представляет собой устройство в виде тисков с цилиндрическими отверстиями, каждое из которых в верхней части расширено под углом 45°.
Вторым элементом устройства является развальцовщик, состоящий из следующих деталей:
- корпуса с направляющими;
- расширителя в виде конуса;
- механизма управления;
- силового винта.
При воздействии физической силы на управляющий механизм силовой винт начинает вращаться. Происходит ввинчивание расширителя в трубу. Это приводит к размягчению металла. В итоге кромка изделия принимает коническую форму в соответствии с расширением отверстия в матрице.

Вальцовка для медных труб
Благодаря направляющим медная трубка и расширитель всегда находятся в одной оси. Их положение не меняется в течение процесса. Поэтому получается аккуратный раструб без перекосов и с ровными краями.
Механический
Это устройство имеет схожую конструкцию с конусным развальцовщиком. Отличие заключается в рабочем органе. В механическом развальцовщике вместо конусного расширителя используется набор вальцов.

Набор вальцовок для медных труб.
Они равномерно раскатывают кромку проката. Поэтому удается выполнить развальцовку с одинаковой толщиной по всей площади созданного раструба.
Развальцовщик с электроприводом
Такой вальцовочный аппарат в дополнение к механическому развальцовщику имеет электропривод, благодаря чему работы по расширению труб выполняются быстрее и с меньшими трудозатратами.
Способы увеличения диаметра труб
Медь очень пластична, и если вам нужна развальцовка всего нескольких штук, то можно попробовать растянуть торцы при помощи подходящего конуса, натянув на него медную заготовку вручную. Этот способ требует силы и не гарантирует хорошее качество раструба.
Лучшие результаты дают механические приспособления для развальцовки – экспандеры и механические развальцовщики. Если вы занимаетесь монтажом систем из медных труб или климатической техники, можно приобрести развальцовщик с электроприводом.
Стадии развальцовки
Для получения качественного конуса или муфты-расширения на конце трубы необходимо соблюдать правильный порядок работ.
Развальцовка как процесс деформации концов медных труб включает следующие этапы:
- Отрезать трубную заготовку. Медь – очень мягкий материал, поэтому необходимо использовать качественный труборез, предназначенный для мягких труб из цветных металлов.
- После порезки даже качественным труборезом медная труба заминается, и ее внутренний диаметр уменьшается. Поэтому с помощью специального приспособления – риммера – с внутренней части заготовки снимается фаска, форма восстанавливается.
- Зачистить торец трубки от заусенцев, очистить от медной стружки, пыли, грязи, смазки.
- Заготовку вставляют в развальцовщик и вращают ее до получения небольшого раструба с углом стенки 45° к оси трубы.
- Вынимают изделие, примеряют, годится ли оно по размеру для дальнейшего монтажа с накидной гайкой. Если диаметр раструба недостаточен, то операцию развальцовки повторяют. Недостаточный раструб при монтаже образует ненадежное соединение: утечка воды – это неприятно, утечка хладагента – опасно, так как он состоит из ядовитых фтороуглеродов.
- Затем используют трубу по назначению.
Советы по выбору инструмента
Перед покупкой приспособлений стоит оценить необходимость такого шага. Брендовый профессиональный инструмент очень дорог и окупается, только если вы профессионально заняты монтажом климатической или холодильной техники либо медных систем отопления.
Для установки систем отопления и водоснабжения в доме стоит приобрести бюджетную механическую модель. Стоит рассмотреть вариант взять напрокат или у друзей. Механические модели обеспечивают хорошее качество обработки заготовок – толщина стенок раструба получается одинаковой, без трещинок и разрывов, с гладкой поверхностью.
В любом случае покупать инструмент следует в специализированных магазинах или строительных супермаркетах, с чеком и оформленным паспортом, с гарантией и проверкой работоспособности продавцом.
В чем предназначение развальцовщиков?
Вальцевание медных труб – это направленная деформация их стенок в выбранном направлении, что часто необходимо для выполнения монтажа водопроводных систем, установки кондиционеров. В промышленных масштабах такие работы подразумевают прокатку через специальные валики (вальцы), которые и придают трубе необходимую форму, но в домашних условиях развальцовка труб выполняется специальным инструментом, позволяющим быстро и качественно создать нужный профиль, сохраняя все характеристики и целостность изделия.
Вальцовка медных труб: а,б,в – дефекты вальцовки (сколы, трещины, неровные края).
Вальцовка необходима в тех случаях:
- Когда готовое изделие не имеет нужной формы (то есть не производится либо недоступно в настоящий момент).
- Следует обеспечить точную подгонку внутреннего диаметра, угла изгиба трубы и прочего. В основном это необходимо при прокладках трубопроводов, соединение должно быть очень точным, чтобы избежать протечек в будущем.
Последовательность действий при развальцовке
При развальцовке медной трубы, чтобы получить надежное соединение после обработки, необходимо соблюдать такую последовательность действий:
- конец медной трубы сначала зачищается, после чего на него надевается специальная муфта;
- труба вставляется в инструмент для развальцовки, после чего винт вращается до тех пор, пока не получится кромка на 45 градусов;
- теперь конец трубы можно вынуть из инструмента, подвести муфту, чтобы получить соединение двух отрезков труб.
При монтаже в некоторых случаях используют трубу с запасом в 2-2,5 см, что позволяет при неудавшейся процедуре просто отрезать конец трубы и выполнить деформирование в правильном направлении.
Часто именно таким образом специалисты советуют поступать новичкам либо неопытным домашним мастерам, решившим самостоятельно заменить водопровод.
Применяется развальцовка не только при соединениях муфтами, но и при пайке. Последовательность действий немного отличается, но принцип остается тем же самым:
Схема правильной развальцовки труб.
- Поверхность края медной трубы зачищается при помощи специально для этого предназначенной щеточки.
- Изделие вставляется в вальцовку, расширяется ровно на столько, чтобы можно было в его конец вставить другую трубу с соблюдением зазора в 0,124 мм (для этого используются специальные инструменты, позволяющие в точности произвести все замеры).
- Теперь на внутреннюю трубу наносится равномерно флюс, труба вставляется в предварительно развальцованную на глубину, которая равна ее диаметру.
- Место соединения изделий прогревается при помощи газовой горелки (можно использовать электрический паяльник, специальную паяльную лампу). Делать это надо до тех пор, пока припой плавится.
- После того как поверхность нагрелась до достаточного значения, припой полностью заполняет все зазоры между концами двух изделий, получается очень прочное и надежное соединение.
После нагревания необходимо трубы оставлять на ровной, горизонтальной поверхности, не подвергать нагрузкам. Когда труба остынет, можно приступать к монтажу.
Применяемое оборудование
Следующей категорией ручного инструмента для развальцовки служат различные наборы, в комплект которых, как правило, входят:
- две планки основания со специальной формы отверстиями, соответствующих основным типоразмерам стальных и медных трубок, в количестве от 5 до 11 штук в зависимости от комплектации и цены,
- приспособление развальцовки с резьбой для крепления пяти сменных штампов.
- набор сменных штампов.
Нередко такие наборы комплектуют ручными роликовыми, предназначенными для резки алюминиевых, латунных, медных, стальных и металлопластиковых труб с диаметром от 3 до 29 мм включительно.
Стоит отметить, что по многочисленным отзывам на форумах в интернете пользователи обращают внимание на прямую зависимость качества и надежности в работе таких инструментов от стоимости наборов. Как правило, дешевый станок для развальцовки трубок быстро ломается и не рекомендуется для использования при больших объемах работ.
Следующей категорией приспособлений являются различные виды станков для развальцовки трубок. Они отличаются более надежными и качественными узлами, высокой стоимостью и предназначаются для профессионального применения.
На станках развальцовку труб производят с помощью электрического, гидравлического или пневматического привода с применением контроллеров крутящего момента для полной автоматизации рабочих процессов.
Виды развальцовок для медных труб
Инструмент для развальцовки представляет собой специальное устройство, которое позволяет выполнять радикальное деформирование трубы из меди, в результате действия обеспечивающее прессовое соединение. Такое устройство применяется при монтаже водопроводов, кондиционеров, парового отопления. Сегодня выпускаются различные виды инструмента, среди которых механические и электрические развальцовки. Электрический инструмент часто объединен с трубогибом, что позволяет ускорить работу по прокладке медного трубопровода.
Схема развальцовки медных труб.
Медь – материал, который отлично поддается обработке, но работать с ним необходимо только при помощи специально для этого предназначенных инструментов. Поэтому для выполнения быстрых монтажных работ многие предпочитают пользоваться более дешевыми инструментами в виде шаблонов и эспандеров, но вот специалисты делать это не рекомендуют. Дело в том, что механические и электрические инструменты при развальцовке деформацию осуществляют бережно, материал при этом остается однородным, толщина стенки – одинаковой, а поверхность – гладкой.
Кроме того, сегодня предлагаются различные модели инструментов. Самые простые не имеют трещотки и эксцентрика, но при их использовании поверхность трубопровода получается недостаточно ровной, необходимо использовать дополнительный инструмент для придания краю медных труб аккуратного вида.
Что необходимо учесть при покупке развальцовщика?
Схема устройства простого развальцовщика.
Как выбрать подходящий развальцовщик? При покупке инструмента для развальцовки необходимо обращать внимание на такие показатели, благодаря которым соединение будет надежным, а сама труба останется целой:
- материал решетки, с которой будет контактировать инструмент;
- диаметр отверстий;
- высоту выступа трубы;
- шаг перфорации (то есть расстояние между центрами отверстий);
- наружный диаметр медной трубы;
- толщину стенки трубопровода;
- наличие либо отсутствие канавок;
- глубину, на которую необходимо развальцевать;
- наличие либо отсутствие сварочных швов.
И есть еще одно важнейшее условие: чтобы медный трубопровод оставался целостным и прочным, необходимо пользоваться только специально для этого предназначенным инструментом, в противном случае при расширении диаметра возможен разрыв изделия, неоднородная деформация, а это снижает сроки годности, провоцирует протечки в будущем.
Сегодня инструмент для развальцовки поставляется в различных моделях, включая универсальные развальцовщики, специализированные наборы, наборы со стандартными развальцовщиками, эксцентриковые развальцовщики.
Эксцентрический развальцовщик
Развальцовка стандартных медных трубок более качественная и отличается отсутствием дефектов, если применить эксцентрический развальцовщик, центр конуса которого несколько смещен относительно продольной оси трубы. Он как бы накатывается на стенку трубки, постепенно смещаясь вниз и прижимая ее к стенке шаблона, который входит в комплект инструмента и выполняет одновременно роль и калибровщика, и зажима для трубы.
Как работает конусный развальцовщик заводского изготовления демонстрирует ролик.Схема устройства эксцентрикового инструмента приведена ниже:


Как развальцевать медную трубку
Заготовку зажимают в изготовленном приспособлении. Торец заготовки должен выступать над уровнем держателя на 5-6 мм. Затем в трубку аккуратно и медленно вкручивают конический штамп-оправку, край трубы расширяется и формирует раструб.
Затем вытаскивают штапм, проверяют форму и размеры раструба, при необходимости подправляют с помощью конуса параметры расширения.
Пример развальцевания медных труб
Если вы собираетесь устанавливать кондиционер, то в этом случае самой важной задачей будет считаться как раз вальцовка медных трубок. Потому что от выполненной работы и будет в большей мере зависеть герметичность контура фреонового. Так как протечки его не должно быть. Иначе смысла в работе кондиционера нет никакого. Поэтому сомнений не должно никаких быть.
Разберем подробнее все важные моменты данной работы. Например, вам необходимо развальцевать трубу, имеющую диаметр 3/8 дюйма. Выбираете вначале необходимые инструменты для работы:

труборез для медных труб

риммер для медных труб

развальцовщик для медных труб
Затем берете трубу и отрезаете необходимый размер при помощи трубореза.

отрезаем труборезом
Если посмотреть, то после обрезания будет видно, как изменилось сечение под действием трубореза. Оно стало меньше примерно на 0,56 см.

вальцовка труб своими руками
Если произвести сразу развальцовку без подготовки, то у вас получится бортик, а он не нужен. Значит необходимо после обрезки провести обрабатывание: срезается фаска при помощи риммера. После такого действия опять развальцовывайте деталь. Бортик исчезнет, а поверхность должна стать гладкой.

убираем получившийся бортик
Получившаяся юбочка должна стать шире, но чтобы можно было накинуть гайку ¼. После этих действий, становится ясным, что вынимать из развальцовщика трубу надо тем краем, который обрабатывался.

обработка
И последним этапом работы будет стыковка полученных деталей. Медную трубку, которую развальцевали, необходимо приставить к штуцеру и затянуть гайку. Но все надо определять так, чтобы рукой закрутить гайку уже на процентов девяноста, а остальные десять с помощью специального ключа.

развальцовка трубы после обработки триммером
Если гайка идет туго, то снова все раскрутите и пробуйте еще раз. Иначе ваша конструкция будет не герметичной. И тогда при вводе в эксплуатацию кондиционер, жидкость или газ будет подтекать. А в некоторых случаях может совсем сорвать резьбу. И вся работа пойдет насмарку. Тогда придется начинать все сначала, поэтому лучше сразу все проверить и провести правильное соединение деталей.

на фото пример того, как может получится и как должно быть
Порядок развальцовки
Развальцовка медной трубки состоит из нескольких последовательных шагов:
- трубу режут под прямым углом, тщательно очищают плоскости рядом с местом отреза, при необходимости возвращают детали правильную форму, если во время обрезки была допущена деформация. Этап очень важен, поскольку некачественное выполнение подготовительных операций не позволит добиться хорошего соединения, даже если потом все выполнять по инструкции;
- подготовленную трубу размещают в инструменте, тисках, оставляя несколько миллиметров «на улице», чтобы была возможность свободно работать с этим участком. Если планируется использовать фитинг, то сразу ставят обжимную гайку и потом помещают трубку в держатель, так как установить гайку после развальцовки сложно;
- внутрь трубы вставляют подходящий расширитель и вкручивают. За счет давления металл растягивается, а кромка трубы приобретает форму конуса;
- далее расширитель вынимают и изучают получившийся раструб, зачищают его от заусенцев.
Если на трубе образовались трещины, раструб увело, края перекошены, то нужно обрезать такой участок, а потом заново выполнить операцию, добиваясь положительного результата.





Полезные советы по выполнению процесса
От того, насколько качественно проведена работа, зависит герметичность, надежность крепления. Чтобы сделать развальцовку самостоятельно и получить хороший результат, нужен опыт. При отсутствии навыков, прежде чем осуществлять монтаж медного трубопровода, целесообразно предварительно поупражняться на трубах разного диаметра.
Чтобы развальцовка была качественной, выполнять ее следует в соответствии с рекомендациями:
- Перед началом технологического процесса необходимо визуальным способом выявить наличие заусенец, неровностей на изделии. Следует удалить грязь с внутренней и внешней поверхности трубки. Развальцовку делают только на изделиях с круглым сечением.
- Внешнюю поверхность медной детали перед началом технологического процесса следует тщательно обработать щеткой, удалить пыль, мусор.
Чистка абразивной губкой - Важно жестко закрепить изделие в держателе. Если к этому отнестись халатно, трубка будет скользить в матрице, что не позволит сделать качественную обработку.
- Если края медного элемента расширяются вручную, конус недопустимо вдавливать. Болванку следует аккуратно вкручивать в отверстие. Тогда усилие будет равномерно распределено и удастся избежать разрывов стенки изделия.
- В процессе работы важно следить, чтобы раструб не перекосило относительно осевой. Если это случится, соединение не обеспечит полную изоляцию, высокую износостойкость.
- При установке элемента в матрицу вальцовочного прибора важно подбирать размер отверстия, соответствующий диаметру медной трубки.
При правильной развальцовке получится качественный раструб для прочного герметичного соединения.
Инструменты и приспособления для развальцовки трубок из меди
Для исполнения работ такого рода можно использовать различные приспособления, включая самодельные. Хорошим способом является использование для этой цели шарика от старого подшипника.
Подобрать нужный размер не составляет труда и можно использовать несколько предметов последовательно для получения нужного размера. Но это при необходимости выполнить разовую работу.
Если в доме эксплуатируется медный трубопровод, то, как минимум, разовый набор для развальцовки медных трубок должен быть под рукой.

Важной составляющей комплекта для развальцовки является труборез. При его использовании для обрезки конца или разделки труб обеспечивается строго перпендикулярный рез.
А это одно из решающих условия качественного выполнения развальцовки. Вместе с тем, применение вращающегося резака обеспечивает высокое качество отрезки без убоин и заусенцев.
Набор ручного инструмента этого вида предназначен для применения в автомастерских и при выполнении срочного ремонта в пути следования. Поэтому в комплекте имеется оснастка для обработки труб, применяемых в таких местах:
- системы кондиционирования воздуха и вентиляции;
- тормозные системы, в которых массово применяются медные трубки.
Все наборы оснащены труборезами, позволяющими выполнять качественное торцевание концов труб. Режущие вставки выполняются из высоко углеродистой стали с упрочняющим напылением.
Срок гарантии на комплект пожизненный.
Это набор профессионального инструмента для работы с трубками из меди, алюминия и низкоуглеродистой стали при выполнении подготовки под пайку. Конструкция оснастки позволяет использовать набор для работы, как с метрическими размерами труб, так и с дюймовыми.

Область применения – мастерские станций техобслуживания и промышленное производство. При изготовлении использованы инструментальные стали, покрытие оксидированием, пластики. Набор помещается в кейс, общий вес 900 грамм.
Это профессиональный набор производства Швейцарии, которым выполняется формирование конца трубы под углом 45 градусов.
Можно использовать для ремонтных и монтажных работ на автомобилях. Комплектуется дисковым труборезом. Выпускается в кейсе.
Плюсы и минусы развальцовки трубок своими руками
Можно не сомневаться, что, работая для себя, вы отнесётесь ко всем этапам технологического процесса с максимально возможной ответственностью и усердием. Разумеется, при этом вам не нужно будет куда-то ехать и кому-то платить за выполнение подобной работы.
Но есть и очевидные минусы – мы уже приводили примерные сроки регламентной замены тормозных трубок. А поскольку они выходят из строя относительно редко, вполне возможно, что приобретённым или изготовленным самостоятельно инструментов вам доведётся воспользоваться один, от силы два раза. Впрочем, если вы являетесь обладателем сильно изношенного авто, вполне вероятно, что замену трубок придётся производить намного чаще.
Осуществлять развальцовку тормозных трубок своими руками – задача несложная, но при условии наличия специализированного инструмента. А что выгодней – покупать его, изготавливать самостоятельно, или всё же отнести трубки специалистам, вы должны решить сами. Главное – чтобы тормозная система вашего автомобиля всегда находилась в идеальном состоянии.
Источник