- Развальцовка труб: тонкости технологии и основные инструменты
- Развальцовка и вальцовка
- Как развальцевать трубу
- Инструменты и приспособления
- Как развальцевать трубку из нержавейки
- Что такое процесс вальцовки
- Виды вальцовок
- Производство трубной продукции
- Процесс развальцовки
- Инструменты и приспособления
- Профилирование трубной продукции
- В каких случаях применяют развальцовку
- Трубогибы
- Преимущества технологии
- Развальцовочный станок
- Эксцентриковый инструмент для развальцовки
- Как делать развальцовку медных труб? (видео)
- Этапы и правила выполнения развальцовки
- См. также
- Смотреть что такое «Вальцовка» в других словарях:
- Процесс — развальцовка — Большая Энциклопедия Нефти и Газа, статья, страница 1
- Процесс — развальцовка
- Основные характеристики процесса
- Как развальцевать трубу
- Машины для листовой вальцовки
- Отрывок, характеризующий Развальцовка
Развальцовка труб: тонкости технологии и основные инструменты
Специалистам часто приходится изменять как конфигурацию, так и другие геометрические параметры трубопроката для решения различных задач. Чаще всего для изменения формы и размеров трубного изделия используется такая технологическая операция, как развальцовка. Следует иметь в виду, что данная операция в корне отличается от той, которую называют вальцовкой, причем различия эти существенны.
Концы этих медных труб развальцованы: расширены до определенной формы и подготовлены для соединения
Развальцовка и вальцовка
Прежде всего, следует понимать, что развальцовка труб не может называться вальцовкой, так как суть у этих технологических операций совершенно разная.
- Вальцовка, для выполнения которой используется специальный вальцеватель (станок, оснащенный рабочими валками), – это технологическая операция, в процессе которой осуществляется деформирование листового проката или металлической трубы в радиальном направлении. При помощи такой операции, в частности, из листового металла формируют изделия цилиндрической или конической формы, а также изготавливают из круглого трубопроката изделия с другой формой поперечного сечения.
- Инструмент для развальцовки не содержит в своей конструкции рабочих валков, а суть самой процедуры заключается в том, что пластической деформации подвергается только конец трубы, при этом его внутренний и наружный диаметры увеличиваются до требуемых параметров. Необходимость в выполнении такой операции чаще всего возникает в тех случаях, когда два отрезка трубы требуется надежно соединить между собой.

Разновидности развальцовки трубок
Чтобы получить надежное и герметичное соединение двух труб, используют различные методы – пайку, применение накидных муфт и других фитинговых элементов и т.д. В некоторых из таких случаев (в частности, при пайке и использовании накидных муфт) концы трубных изделий необходимо расширить. Для выполнения этой процедуры и требуется развальцовщик.
Многие домашние мастера под развальцовкой подразумевают и другие технологические операции, целью которых также является пластическая деформация отдельного участка трубного изделия. Сюда можно отнести, например, завальцовку и гибку.
- Завальцовка – процедура, подразумевающая не расширение, а сужение края трубы. При этом используется метод простого обжатия, для чего применяют обычные клещи или миниатюрные вальцы. Необходимость в выполнении такой операции возникает в тех случаях, когда на конце трубы надо нарезать резьбу, используя для этого ручной инструмент.
- Гибка – технологическая операция, для выполнения которой используются специальные устройства с рабочими вальцами и которую часто также называют развальцовкой, хотя это в корне неправильно. Целью гибки, которой могут подвергаться как мягкие медные трубки, так и трубопрокат из стали и других металлов, является не расширение, а изгиб отдельной части изделия под требуемым углом.
Таким образом, под вальцовкой и развальцовкой следует понимать совершенно разные технологические операции.

Развальцовка трубок в процессе установки кондиционера
Как развальцевать трубу
Задаваясь вопросом о том, как развальцевать трубу, следует иметь в виду, что подвергаться такой процедуре могут только изделия, изготовленные из достаточно пластичного материала. Сюда, в частности, можно отнести мягкие трубки из меди и алюминиевых сплавов, а также из отдельных марок нержавейки. Для выполнения такой технологической операции может быть использован как серийно изготовленный развальцовщик, так и самодельное устройство. Между тем развальцовка стальных труб большого диаметра или изделий, изготовленных из другого металла, должна выполняться с применением профессионального оборудования.
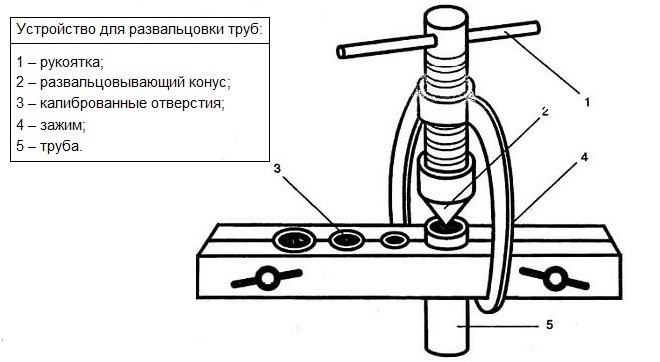
Приспособление для развальцовки труб
Как же развальцовывать трубы в домашних условиях? Развальцовке в таких ситуациях чаще всего подвергаются трубки из меди и других мягких металлов, но вне зависимости от материала изготовления изделий такая технологическая операция выполняется в следующей последовательности:
- Конец трубы тщательно зачищают, с его поверхности удаляют заусеницы.
- Затем на него устанавливают специальную муфту и помещают в приспособление для развальцовки.
- Если для выполнения развальцовки используется развальцовщик ручного типа, то процесс ее выполнения выглядит следующим образом: при завинчивании винта конус развальцовывающего устройства, оказывая механическое воздействие на внутреннюю поверхность трубы, деформирует ее.
- После того как конец трубки принимает воронкообразную форму с углом скоса, равным примерно 45°, приспособление для развальцовки снимают.
- Разъемную муфту, которая предварительно была надета на трубку, перемещают к ее торцу и закручивают гайку.
В том случае, если развальцовщик применяется для подготовки трубок к пайке, резьбовая разъемная муфта не используется.
Инструменты и приспособления
Для развальцовки трубок в зависимости от материала их изготовления могут быть использованы различные приспособления. Если необходим развальцовщик для обработки трубок из меди, то для этого вполне подойдет и самодельное устройство для развальцовки трубок.
В случае развальцовки медных трубок своими руками требуется не столько сила воздействия, сколько аккуратность. Формируемая при выполнении такой процедуры воронка на конце медной трубы должна быть без дефектов, перекосов и сколов.
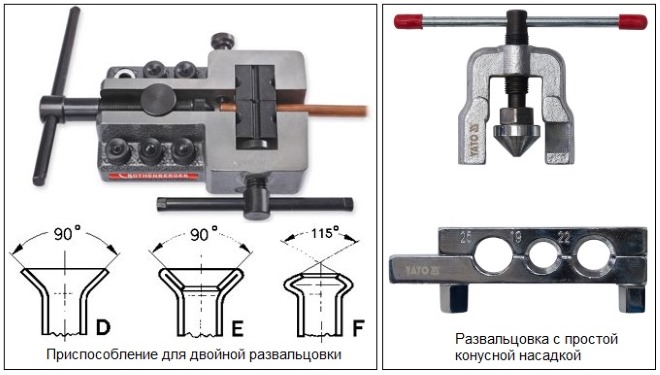
Разновидности ручных приспособлений для развальцовки
Для выполнения развальцовки может использоваться и изготовленный своими руками инструмент. Перечислим приспособления, требующиеся в таких случаях чаще всего:
- устройство, конструкция которого состоит из двух частей – фиксатора, которым обеспечивается удерживание трубки определенного диаметра, а также конуса, соединенного с винтом (фиксатор представляет собой металлическую пластину, в которой выполнены отверстия различного диаметра);
- экстендер – это устройство рычажного типа, рабочим органом которого является регулируемая расширительная головка для обработки труб различного диаметра (разводные лапки такого устройства, которое фиксируется в определенном положении, воздействуют на внутренние стенки трубы, растягивая их).
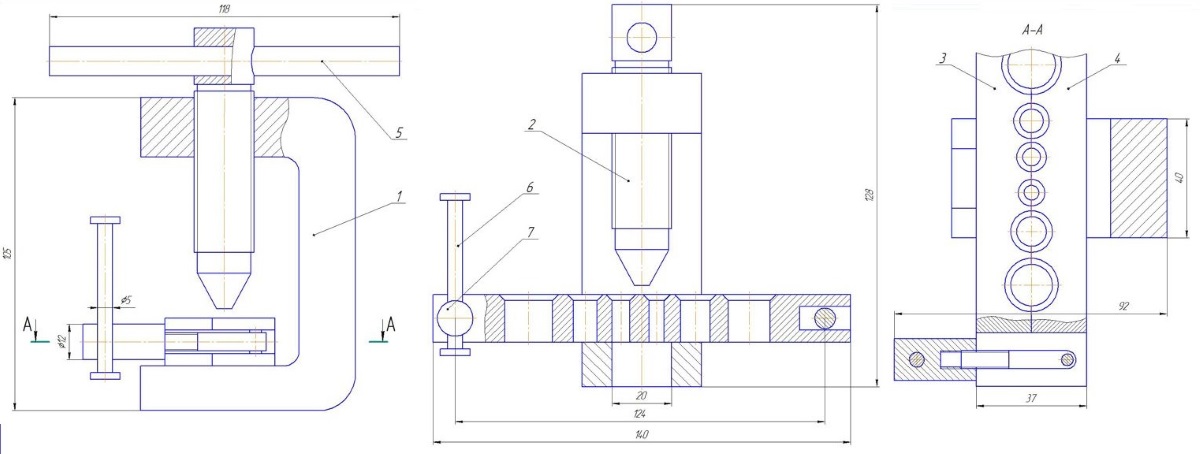
Чертеж самодельного приспособления для развальцовки трубок (нажмите для увеличения)
Ручное приспособление для развальцовки следует использовать максимально аккуратно, в противном случае у обрабатываемой трубы могут сформироваться стенки различной толщины.
Профессиональное приспособление для развальцовки – это устройство, оснащенное электрическим приводом. Рабочая головка такого устройства, выполненная в форме конуса, прокатывается по внутренней поверхности трубы, пока изделие не приобретет требуемую форму и не достигнет заданных геометрических параметров.
При использовании таких устройств для развальцовки удается добиться более высокой равномерности толщины стенок и симметричности геометрических параметров трубных изделий.
Источник
Как развальцевать трубку из нержавейки
Что такое процесс вальцовки
Чтобы разобраться с тем, что такое вальцовка труб, следует ознакомиться со всеми операциями, производимыми с трубной продукцией, которые подразумевают применение данной технологии:
- Заготовки, имеющие круглую или плоскую форму, превращаются в изделия, называемые трубами.
- Диаметр конца трубки увеличивают для того, чтобы произвести стыковку между нею и другой деталью или отрезком магистрали.
- Конец изделия подвергают обжиму, чтобы обеспечить герметичность места стыка, а также для уменьшения размера внешнего диаметра или для прочих целей.
- Производят профилирование труб – превращают их в прямоугольную, овальную или квадратную трубную продукцию.
- Загибают изделия относительно большого радиуса.
Виды вальцовок
Под названием вальцовка подразумевается два различных по смыслу процесса:
- Вальцовка металлического профиля – деформация листового металла с целью получения конструкции цилиндрической формы. Используется для создания заготовок труб нестандартных размеров и специфических емкостей.
- Вальцовка труб – обработка трубы с целью увеличения ее диаметра для последующего герметичного соединения с другими конструкциями.
Наша компания предлагает инструменты для развальцовки труб с целью получения герметичного соединения с трубной решеткой теплообменных аппаратов: не только вальцовки, но и вальцовочные машины.
Производство трубной продукции
Благодаря вальцовке труб можно получить изделия:
В первом случае из плоских листов, которые называют штрипсами, формируют заготовки круглой формы. После этого их сваривают с помощью индукционных токов и отправляют в вальцы. Когда происходит вальцовка трубок, будущие изделия после выравнивания становятся идеально круглыми в сечении и их потом калибруют относительно диаметра.
При производстве бесшовных труб основной технологической операцией является вальцевание. Их изготавливают из круглых заготовок, получаемых в результате литья или прессования разогретого металла. Начиная с момента попадания заготовки на стан, она подвергается обработке несколькими вальцами: ее вытягивают и утончают, далее у нее формируют стенки требуемой толщины. В завершении процесса продукцию калибруют.
В соответствии с величиной температуры, при которой из заготовок формируют изделия, трубы бывают горяче-, тепло- или холоднодеформированными.
Процесс развальцовки
Данную операцию можно выполнить при помощи ручного инструмента. Технология развальцовки труб не нуждается в обязательном использовании вальцов, хотя при желании их можно задействовать.
В качестве примера использования развальцованных труб в быту можно назвать их применение при сборке медного трубопровода. Чтобы соединить вместе два участка, нужно конец одного изделия вставить в гильзу другого, а получившийся между ними просвет запаять. Но дело в том, что трубы, имеющиеся в продаже, реализуют без гильз, с абсолютно гладкой поверхностью. Поэтому и требуется развальцевать конец изделия.
Простейшее приспособление для выполнения ручной вальцовки — это фиксатор, подходящий под разные диаметры, и конус, который ввинчивают в торец труб и тем самым расширяют их.
Существует еще один способ, позволяющий формировать гильзу – это использование экстендера, растягивающего изделие за одно действие. Его устройство аналогично патрону дрели, но его лапки не сжимают, а напротив, расширяют трубы. В движение экстендер приводят рычагом с большим плечом, что позволяет приложить повышенное усилие на расширительную головку сменного типа.
Кроме этого используют оборудование для вальцовки труб — вальцы. В них валик, перемещаясь по внутренней поверхности изделий, постепенно с каждым оборотом расширяет их конец.
Результат получается лучшим, чем при применении ручных приспособлений. Дело в том, что конус создает небольшое расширение, а не полноценную гильзу, а экстендер в процессе использования формирует стенки, имеющие разную толщину. Но в тоже время вальцы стоят дороже.
Иногда возникает необходимость развальцевать тонкостенные стальные трубы, несмотря на то, что использование их при прокладке водопроводных магистралей нельзя назвать хорошей идеей, вне зависимости от способа сварки – с гильзами или встык. Срок службы таких изделий на холодной воде составляет около 5 лет, после чего начинаются коррозийные процессы.
Инструменты и приспособления
Для развальцовки трубок в зависимости от материала их изготовления могут быть использованы различные приспособления. Если необходим развальцовщик для обработки трубок из меди, то для этого вполне подойдет и самодельное устройство для развальцовки трубок.
В случае развальцовки медных трубок своими руками требуется не столько сила воздействия, сколько аккуратность. Формируемая при выполнении такой процедуры воронка на конце медной трубы должна быть без дефектов, перекосов и сколов.
Разновидности ручных приспособлений для развальцовки
Для выполнения развальцовки может использоваться и изготовленный своими руками инструмент. Перечислим приспособления, требующиеся в таких случаях чаще всего:
- устройство, конструкция которого состоит из двух частей – фиксатора, которым обеспечивается удерживание трубки определенного диаметра, а также конуса, соединенного с винтом (фиксатор представляет собой металлическую пластину, в которой выполнены отверстия различного диаметра);
- экстендер – это устройство рычажного типа, рабочим органом которого является регулируемая расширительная головка для обработки труб различного диаметра (разводные лапки такого устройства, которое фиксируется в определенном положении, воздействуют на внутренние стенки трубы, растягивая их).
Чертеж самодельного приспособления для развальцовки трубок (нажмите для увеличения)
Ручное приспособление для развальцовки следует использовать максимально аккуратно, в противном случае у обрабатываемой трубы могут сформироваться стенки различной толщины.
Профессиональное приспособление для развальцовки – это устройство, оснащенное электрическим приводом. Рабочая головка такого устройства, выполненная в форме конуса, прокатывается по внутренней поверхности трубы, пока изделие не приобретет требуемую форму и не достигнет заданных геометрических параметров.
При использовании таких устройств для развальцовки удается добиться более высокой равномерности толщины стенок и симметричности геометрических параметров трубных изделий.
Существует множество способов соединения труб. Иногда возникают сложности в применении какого-либо из них. Причиной тому может быть незаметное на первый взгляд различие в диаметре, неравномерно сформированные стенки. Решением вопроса может стать вариант стыковки с помощью накидных муфт. Но для этого необходимо разобрать такое понятие как развальцовка торца труб.
Профилирование трубной продукции
Полный цикл изготовления профильных труб состоит из нескольких этапов:
- Стальные плоские заготовки разрезают на узкие полоски.
- Их сваривают встык с образованием длинной ленты и наматывают на барабан.
- По мере необходимости лента передается на прокатный стан, где сворачивается в заготовку круглой формы.
- Ее края сваривают, обычно при помощи индукционных токов.
- Заготовку пропускают через вальцы, которые придадут ей требуемую форму.
Чтобы снять у металла внутренние напряжения, профилированные изделия после холодной деформации прокаливают и оставляют остывать. В случае, когда запланировано задействовать в строительстве самодельные профтрубы, необходимо их прогревать. Допускается использование даже таких простых способов, как применение паяльной лампы или сварочного трансформатора.
В каких случаях применяют развальцовку
Есть несколько причин, по которым необходимо обращаться к этому методу.
Чтобы получить разъемный стык. В кондиционерах, холодильных установках, гидравлических и других системах, где положен контроль за рабочей жидкостью, применяют соединение труб при помощи муфт. Если нужно уйти от сварки цветных металлов или сварки в целом.

Применение пайки на медных трубках. Эффективно спаять две трубы можно только при условии достаточного соприкосновения их поверхностей. Это достигается либо вставкой одного диаметра в другой, либо (при одинаковых диаметрах) развальцовкой торцов и увеличением площади прилегания элементов. В противном случае соединение труб разорвется под действием вибрации или стороннего усилия.
Для упрощенной фиксации торца трубы. В декоративных и других целях, когда трубу следует зафиксировать, например, торцом к плоскости, применяют развальцовку и фиксацию шайбой.
В сложных конфигурациях. В тех случаях, если внутри трубы прокладывают электрические жгуты и необходимо прохождение через различные изгибы. Тогда всю трассу разбивают на отдельные элементы и стыкуют муфтами.
Читать также: Мощные диоды шоттки с малым падением напряжения
Экспандер для увеличения диаметра торца трубы. Представляет собой ручной рычажный инструмент. Его рабочим органом является специальная головка, которая имеет возможность расширяться при воздействии на рычаг. С помощью этого устройства также можно делать развальцовку, но юбка будет не конусной. В обработанный таким образом край трубы можно вставить другую трубу и дальше применить пайку либо сварку.
Молоток с головкой из латуни плюс вальцовочный инструмент, изготовленный из твердой стали. Комплект предназначен для создания раструбов с углом в 45 градусов, но с помощью него сложно идеально развальцевать трубу.
Профессиональная установка для развальцовки снабжена электрическим приводом. Основной элемент устройства – головка конусовидной формы. Рабочая деталь, вращаясь, прокатывается по внутренней плоскости торца трубы. Таким образом, торец постепенно раскрывается, образуя юбку.
Трубогибы
При помощи механических или электрических вальцов можно выгнуть трубную продукцию в дугу. Простейший станок для завальцовки труб состоит их двух опорных валов, рукоятки, которая приводит изделие в движение, и деформирующего вала, имеющего винтовую подачу. При этом такие устройства могут быть снабжены электромоторами.
(
вальцева́ние
) — технологическая операция деформирования листового материала (например, жести) вдоль некоторого направления или радиального деформирования трубы. Часто, особенно в промышленных масштабах, вальцовка листов осуществляется в ковочных вальцах , а труб — с помощью специального инструмента — вальцовки, откуда и произошло название данной операции. Обработке подвергаются любые пластичные металлы , резиновые смеси, пластмассы . С помощью вальцевания получают готовые детали, точные заготовки для штамповки и др.
— инструмент, предназначенный для радиального деформирования трубы в отверстии трубной решётки (коллектора) теплообменного аппарата с целью создания прочно-герметичного соединения. Технологический процесс закрепления труб с использованием вальцовок называется развальцовка . В зависимости от особенностей конструкции теплообменных аппаратов и типоразмеров труб используются различные типы вальцовок. Так, для труб малого диаметра (до Dвн. менее 12 мм) используются вальцовки серии «Т», «СТ» и «РТ», для труб с внутренним диаметром от 12 до 40 мм используются вальцовки серии «Р» и «СР» (в зависимости от глубины вальцевания). Для развальцовки котельных труб используются вальцовки серии «К» (крепежные) и серии «КО» (крепежно-отбуртовочные). При закреплении особотонкостенных труб (напрмер, 28х0,5 мм) используются пятироликовые вальцовки серии «5Р». В качестве привода вальцовок используются реверсивные вальцовочные машины (пневматические и электрические) с автоматическим контролем крутящего момента. Контроль процесса развальцовки осуществляется по формуле: Dвн. после развальцовки = D вн. до развальцовки + диаметральный зазор между трубой и отверстием трубной решётки + 10% толщины стенки трубы. Основными техническими характеристиками вальцовки являются: 1. Диапазон развальцовки, т.е. диапазон от минимального внутреннего диаметра трубы, в который вальцовка может быть вставлена до максимального внутреннего диаметра трубы, на который она может быть радиально деформирована. 2.Глубина развальцовки, т.е. длина линейногоучастка трубы, на которую данной вальцовкой можно радиально деформироватеьб трубу. При этом бывают вальцовки как с фиксированной длиной развальцовки, так и с регулируемой. Важнейшим параметром качества развальцовки является её стойкость. Стойкость вальцовки определяется количеством концов труб конкретного типоразмера из конкретного материала, которые могут быть закреплены одной вальцовкой до замены веретен и роликов.
Преимущества технологии
Гибку изделий можно выполнить в домашних условиях, но для этого не рекомендуется использовать кустарные методы при помощи болванки. Это может привести к негативным последствиям:
- тонкая труба, нержавеющая или профильная, легко мнется. Неправильно деформированный отрезок невозможно восстановить;
- нержавеющая или другая труба получает риск разрыва в тех местах, на которые припадает усилие растяжения стенок;
- неоднородная, неравномерная деформация понижает эксплуатационные характеристики изделия. Оно быстрее выходит из строя.
Применяя специальный набор, мастер получает следующие преимущества:
- Исключается риск разрыва, благодаря постепенной, равномерной деформации изделия.
- Сохраняется одинаковая толщина стенок трубы на всей площади деформации. Даже изделия с бракованными стенками разной толщины удается равномерно развальцевать своими руками.
- Вальцовка для медных труб позволяет добиться ровной, гладкой поверхности. Нержавеющая труба также получает ровную структуру.
Развальцовочный станок
В набор мастера зачастую входит развальцовочный станок. Суть его работы заключается во вращении конуса. С его помощью удается выполнить мягкую деформацию детали.
Резка развальцованной трубы
Станок демонстрирует следующий принцип действия:
- В начале работ трубный отрезок закрепляется в зажимной паре. На ее поверхность наносится незначительное количество смазки.
- Вращение конуса осуществляется под углом 37˚ вокруг оси центра. Деформация проводится до тех пор, пока изделие не приобретет требуемой формы.
- После производится отбортовка при помощи конуса под углом 90˚.
Такого действия станок может отличаться:
- автоматизированным принципом работы;
- сенсорным управлением;
- электроникой, направленной на регулировку хода конуса.
Эксцентриковый инструмент для развальцовки
Набор для вальцовки, содержащий эксцентриковый инструмент, также направлен на деформацию трубного отрезка за счет вращательных движений конуса.
Преимущество применения устройства – поступательное, плавное и равномерное расширение стенок трубы.
Среди достоинств применения такого прибора выделяют:
- исключается возможность разрыва изделия в местах видоизменения отрезка;
- мастер получает изделие с равномерной толщиной стенок;
- ровная и гладкая поверхность позволяет получить максимальное прочное соединение на стыке;
- набор позволяет быстро деформировать трубу и продолжить монтаж системы.
Читать также: Ремонт паяльника своими руками видео
Эксцентриковый набор дает возможность выполнить вальцовку под углом в 45˚. Ему поддается нержавеющая или медная труба диаметром от 6 до 18 мм. Устройство характеризуется мобильностью, поэтому пригодно для домашнего применения.
Как делать развальцовку медных труб? (видео)
Этапы и правила выполнения развальцовки
Чтобы на выходе получить изделие пригодное для монтажа трубопровода, стоит придерживаться следующих этапов вальцовки:
- зачистить конец отрезка и одеть на него специальную муфту;
- вставить его в устройство и закрутить винт так, чтобы кромка заняла положение 45˚;
- вынуть из устройства конец отрезка и подвести муфту, чтобы получить стык двух кусков труб.
В случае отсутствия опыта в вальцевании, рекомендуется использовать отрезок с запасом в 2,5 см. в случае неудачи испорченный кусок можно отрезать и выполнить попытку еще раз.
Помимо муфт может также использоваться пайка. Принцип ее применения такой же, хотя последовательность действий может несколько отличаться:
- Очистить край трубы с помощью щетки.
- Установить отрезок в устройство и расширить его до размера диаметра трубы, в которую планируется вставить изделие. Зазор не должен превышать 0,124 мм.
- Нанести на внутренний отрезок флюс. Его установка осуществляется на глубину равную диаметру трубы.
- Нагреть место стыка с помощью горелки пока не начнет плавиться припой.
- Заполнить припоем зазоры на стыке.
После выполнения соединения, необходимо поместить отрезок на горизонтальную поверхность и оставить до остывания.
Специалистам часто приходится изменять как конфигурацию, так и другие геометрические параметры трубопроката для решения различных задач. Чаще всего для изменения формы и размеров трубного изделия используется такая технологическая операция, как развальцовка. Следует иметь в виду, что данная операция в корне отличается от той, которую называют вальцовкой, причем различия эти существенны.
Концы этих медных труб развальцованы: расширены до определенной формы и подготовлены для соединения
См. также
Wikimedia Foundation . 2010 .
Синонимы
:
Смотреть что такое «Вальцовка» в других словарях:
- — (вальцевание) пропускание железных или др. плит между 2 мя валами, для сжатия или уплотнения. Словарь иностранных слов, вошедших в состав русского языка. Павленков Ф., 1907. ВАЛЬЦОВКА вальцевание, прокатка между двумя валами железных полос или… … Словарь иностранных слов русского языка
ВАЛЬЦОВКА, вальцовки, жен. (тех.). 1. только ед. Действие по гл. вальцовать. 2. Машина, которой вальцуют. Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
ВАЛЬЦОВКА, и, жен. (спец.). 1. см. вальцевать. 2. Инструмент, к рым вальцуют. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
— (Rolling) прибор, служащий для раскатки концов трубок котла, холодильника и др. подобных установок после их постановки на места для закрепления в трубных досках. Самойлов К. И. Морской словарь. М. Л.: Государственное Военно морское Издательство… … Морской словарь
Инструмент для раздачи путем вальцования труб, вставленных в отверстия передней и задней решеток паровозного котла в целях плотного закрепления их в этих отверстиях. В. состоит из трех или более роликов, укрепленных в общей оправке и раздвигаемых … Технический железнодорожный словарь
Сущ., кол во синонимов: 2 вальцевание (3) металлообработка (59) Словарь синонимов ASIS. В.Н. Тришин. 2013 … Словарь синонимов
— Ндп. прокатка Штамповка изделий при относительном вращении частей штампа или исходной заготовки в процессе деформирования. [ГОСТ 18970 84] Недопустимые, нерекомендуемые прокатка Тематики оборуд. для бесстружечной обработки … Справочник технического переводчика
Pinch trimming Вальцовка. Отделка краев труб или оболочек путем помещения или сдавливания фланеца или края над режущей кромкой постоянного кернера или над режущей кромкой кернера вытяжки. (
Которая производится вращающимся непрофилированным инструментом. Для вальцевания сплошного объемного проката используется предварительный нагрев заготовок, в остальных случаях деформирующей обработке подвергается холодный металл.
Вальцовка листовой стали — удобный и малоэнергоемкий способ получения пространственных изделий типа конусов или незамкнутых цилиндров из плоских исходных заготовок. По сравнению с иными технологиями производства изделий типа тел вращения (в частности, прессованием или вытяжкой) процессы вальцовки листового металла обеспечивают:
- Снижение эксплуатационных расходов на оборудование и оснастку.
- Повышение долговечности инструмента и станков.
- Сокращение времени на переналадку.
- Возможность эффективного использования в условиях мелкосерийного и единичного производства.
- Упрощение регламентных и ремонтных работ.
- Управление производительностью оборудования.
- Резкое снижение потерь от брака.
Внедрение процессов вальцовки металла с использованием в качестве исходных заготовок листа или полосы доступно не только небольшим производствам, но даже ремонтным мастерским, а также домашним мастерам. Как будет показано далее, кинематические схемы и конструкция вальцовочных станков для обработки листового материала весьма просты, а для их привода в некоторых случаях не требуется наличие внешних источников энергии.
Принципиальной особенностью вальцовки листового металла является то, что деформирование происходит не одновременно по всей контактной поверхности инструмента. Это хоть и вызывает некоторое снижение производительности оборудования, на самом деле способствует повышению стойкости рабочих прокатных валков. Дело в том, что во время вальцовки деформирующее усилие концентрируется не в точке или прямой (как, например, при вытяжке), а равномерно распространяется по всей поверхности соприкосновения валков с металлом. Поэтому удельные усилия процесса весьма невелики, а для изготовления инструмента не требуется применения дорогих инструментальных сталей.
Любая вальцовочная машина по стоимости существенно меньше гидравлического или механического пресса, а потому окупается уже в течение полугода своего активного использования. Одновременно увеличивается и долговечность: усилие вальцовки нарастает плавно и постепенно, по мере вхождения в зону деформации все новых и новых участков заготовки. Поэтому ударного характера возникновения рабочих нагрузок при вальцовке (даже в холодном состоянии) не наблюдается.
В практике эксплуатации вальцовочных станков никогда не возникает проблем с износом инструмента, поскольку поверхность валков имеет гладкий характер. Соответственно переналадка может сводиться лишь к замене валков на оснастку с иным значением диаметра.
Важно, что в процессе выполнения вальцовки оператор может изменять скорость деформирования металла, что не всегда возможно при других формовочных операциях листовой штамповки. Такое изменение снижает потери от брака.
Таким образом, вальцовка — это экономически выгодная технология обработки давлением листовых заготовок из высокопластичных металлов и сплавов.
Процесс — развальцовка — Большая Энциклопедия Нефти и Газа, статья, страница 1
Процесс — развальцовка
Процесс развальцовки и бортовки будет закончен тогда, когда корпус вальцовки пройдет внутрь трубы на величину у, заданную установочным расстоянием. [2]
Процесс развальцовки основан на пластических свойствах металлов. [4]
Процесс развальцовки на этом штампе состоит в том, что в металле высверливается отверстие диаметром, равным 70 % от требуемого, после этого производится вытяжка металла в одну сторону отверстия, а затем с обратной стороны осаживают вытянутую кромку. Металл, заполняя выточки в пуансоне и матрице, образует выпуклое кольцо. [6]
Процессы развальцовки самоподающей и винтовой вальцовками существенно различаются по способу подачи корпуса; кроме того, корпус винтовой вальцовки имеет только вращательное движение, корпус же самоподающей вальцовки имеет еще и поступательное движение. Самоподающая вальцовка постепенно продвигается внутрь развальцовываемой трубы. [7]
Процесс развальцовки труб происходит в результате раздачи трубы специальным инструментом — вальцовкой. При такой раздаче трубы, расширяясь, приобретают пластические остаточные деформации металла. С другой стороны, металл барабана или коллектора, в котором располагаются трубные отверстия, приобретает упругие деформации и, стремясь сохранить свои начальные размеры, ограничивает развальцовку трубы в трубном отверстии. Таким образом, в результате раздачи металла вальцуемой трубы и упругого сопротивления металла пояса трубного отверстия образуются значительные силы трения, создающие надежное, прочноплотное крепление трубы в трубном отверстии. [8]
Окончание процесса развальцовки практически определяется по возросшему до определенной величины усилию на конусе вальцовки. При ручной вальцовке величина этого усилия, а следовательно, я момент окончания процесса вальцовки определяются физическим ощущением рабочих. Отсюда как следствие получаются либо недовальцовка, требующая подвальцовки, либо, что еще хуже, перевальцовка. [9]
Сущность процесса развальцовки заключается в раздаче в холодном состоянии трубы в гнезде двойника. Рабочий оказывает осевое давление на веретено, от которого усилие передается вальцующим роликам. Ролики создают радиальное давление на стенки трубы, под влиянием которого труба сначала расширяется до соприкосновения со стенками отверстия двойника. [10]
Сущность процесса развальцовки заключается в раздаче трубы в гнезде двойника в холодном состоянии вращающимися роликами. Различают два периода развальцовки. Вначале печная труба расширяется до соприкасания с гнездом двойника ( период привальцовки), затем давление от роликов начинает передаваться на стенки гнезда двойника. Более пластичный металл трубы начинает деформироваться, заполняет канавки гнезда двойника и образует отбортовку, одновременно менее пластичный металл двойника претерпевает упругие деформации. [11]
Сущность процесса развальцовки заключается в раздаче в холодном состоянии трубы в гнезде двойника. Под влиянием давления со стороны роликов труба сначала расширяется до соприкосновения со стенками отверстия двойника. [12]
Сущность процесса развальцовки заключается в раздаче трубы в гнезде двойника в холодном состоянии вращающимися роликами. Более пластичный металл трубы деформируется, заполняет канавки гнезда и образует отбортовку; одновременно менее пластичный металл двойника претерпевает упругие деформации. [14]
Сущность процесса развальцовки заключается в раздаче в холодном состоянии трубы в гнезде двойника. Рабочий оказывает осевое давление на веретено, от которого усилие передается вальцующим роликам. Ролики создают радиальное давление на стенки трубы, под влиянием которого труба сначала расширяется до соприкосновения со стенками отверстия двойника. [15]
Страницы: 1 2 3 4 5
Основные характеристики процесса
Вальцовка листа может выполняться в следующих вариантах:
- В продольном направлении подачи заготовки.
- В поперечном направлении подачи заготовки.
- При винтовой (спиральной) подаче.
Соответственно, в первом случае вальцовка металла применяется для получения длинных незамкнутых труб, а во втором — коротких. Результатом винтовой вальцовки является свертка труб, не требующих впоследствии сварной герметизации стыка.
Вальцовка стальных изделий исходной толщиной до 4…6 мм обычно производится без нагрева исходного металла. Однако при формообразовании деталей из толстолистового материала, а также сплавов с низкой пластичностью (в частности, на основе титана), применяется предварительный подогрев до температур 250…300 0 С. В таких случаях вальцовочная машина устанавливается рядом с нагревательной печью. Нагревательная атмосфера в таких печах — безокислительная, что снижает процессы образования поверхностной окалины. Впрочем, при малых радиусах вальцовки окалина частично осыпается уже в процессе деформирования на вальцовочном оборудовании.
Типовой процесс вальцовки листового металла включает в себя следующие переходы:
- Подачу листа в захватную зону рабочего инструмента.
- Выставление значений рабочего зазора между валками.
- Прокатку плоской заготовки между инструментом в заданном направлении деформирования.
- Извлечение полуфабриката из рабочих валков и закатку одной из кромок обрабатываемой заготовки (выполняется для того, чтобы значение радиуса кривизны детали было одинаковым по всему ее диаметру).
При деформации горячекатаного листового проката перед вальцовкой производится правка листа. Это связано с увеличенными значениями допусков на неплоскостность поверхности такого металлопроката, что специально оговаривается техническими требованиями ГОСТ 16523. Правка обязательна также для холоднокатаного проката, если его толщина превышает 4 мм.
Силовые характеристики процесса листовой вальцовки определяются следующими особенностями:
- Деформирование производится не усилием, а крутящим моментом, значения которого зависят от физико-механических характеристик обрабатываемого материала, диаметра рабочих валков и условий контактного трения;
- Скорость вальцовки практически не оказывает влияние на энергетические затраты при выполнении операции; более того, повышение скорости вращения валков даже несколько снижает рабочее усилие процесса.;
- Трение между валками зависит от состояния их поверхности: при снижении шероховатости оно также снижается. Поэтому при постоянной эксплуатации вальцовочных машин требуется периодическая шлифовка поверхности оснастки (особенно, если вальцуется горячекатаный прокат, либо толстолистовые изделия);
- Вальцевание высокоуглеродистых сталей, а также сплавов алюминия с марганцем часто сопровождается явлением упругого пружинения материала. Относительно вальцовки оно не так заметно, как при гибке, однако во многих случаях требует повторного деформирования.
Диапазон технологических возможностей листовой вальцовки следующий:
- Длина вальцуемого проката, мм — до 12000.
- Толщина, мм — до 60.
- Частота вращения рабочих валков (для приводного оборудования), мин -1 — до 40.
- Практически достигаемая скорость непрерывной вальцовки, м/мин — до 8…10.
- Диаметр рабочих валков, мм — до 500.
Возможности вальцовочных станков с ручным приводом скромнее, но также достаточны для единичного производства операций свертки листа по необходимым значениям радиусов готовых деталей.
Как развальцевать трубу
Задаваясь вопросом о том, как развальцевать трубу, следует иметь в виду, что подвергаться такой процедуре могут только изделия, изготовленные из достаточно пластичного материала. Сюда, в частности, можно отнести мягкие трубки из меди и алюминиевых сплавов, а также из отдельных марок нержавейки. Для выполнения такой технологической операции может быть использован как серийно изготовленный развальцовщик, так и самодельное устройство. Между тем развальцовка стальных труб большого диаметра или изделий, изготовленных из другого металла, должна выполняться с применением профессионального оборудования.
Читать также: Как называется отвертка звездочка
Приспособление для развальцовки труб
Как же развальцовывать трубы в домашних условиях? Развальцовке в таких ситуациях чаще всего подвергаются трубки из меди и других мягких металлов, но вне зависимости от материала изготовления изделий такая технологическая операция выполняется в следующей последовательности:
- Конец трубы тщательно зачищают, с его поверхности удаляют заусеницы.
- Затем на него устанавливают специальную муфту и помещают в приспособление для развальцовки.
- Если для выполнения развальцовки используется развальцовщик ручного типа, то процесс ее выполнения выглядит следующим образом: при завинчивании винта конус развальцовывающего устройства, оказывая механическое воздействие на внутреннюю поверхность трубы, деформирует ее.
- После того как конец трубки принимает воронкообразную форму с углом скоса, равным примерно 45°, приспособление для развальцовки снимают.
- Разъемную муфту, которая предварительно была надета на трубку, перемещают к ее торцу и закручивают гайку.
В том случае, если развальцовщик применяется для подготовки трубок к пайке, резьбовая разъемная муфта не используется.
Машины для листовой вальцовки
Практическое применение нашли два исполнения вальцовочного оборудования — станки с нажимным валком (он обычно располагается посредине) и с эксцентрично размещенным инструментом. Первый тип применяется для толстолистовой вальцовки, а второй — для ротационного деформирования заготовок толщиной не более 2…2,5 мм.
Конструктивно такие станки различаются также по количеству рабочих валков. Обычно они устанавливаются горизонтально, хотя в некоторых неприводных моделях для деформирования небольших по размеру заготовок возможны и вертикальные машины, не требующие много места для своей установки.
Существенным различием в рассматриваемом оборудовании является и взаимное расположение рабочих валков: оно может быть симметричным и асимметричным. Асимметричные вальцовочные машины считаются более универсальными, поскольку с их помощью можно получать не только свертку цилиндров, но и разнообразное оформление их кромок (в частности, изгиб краев у детали). Именно на листогибочных вальцах с симметрично размещенными валками деформируют толстолистовые заготовки. Тем не менее, схема с тремя симметрично расположенными валками более технологична при обслуживании, а потому на практике применяется чаще.
Такой вальцовочный станок с внешним приводом включает в себя следующие узлы:
- Электродвигатель (для особо мощных типоразмеров применяются приводы на основе двигателей постоянного тока).
- Редуктор или клиноременную передачу (применительно к вальцам с регулируемой скоростью вращения в схему дополнительно встраивается вариатор).
- Вал, на котором размещается основной (нажимной) валок.
- Боковые стойки с подшипниковыми узлами. Для мощного оборудования используются подшипники скольжения, а в быстроходных вальцах — качения.
- Два нижних приводных валка. При симметричной схеме их оси с торца образуют с осью нажимного валка равносторонний треугольник, при асимметричной схеме ось одного из нижних валков располагается с небольшим смещением относительно оси верхнего валка, а нижняя устанавливается на расстояние, несколько превышающее межосевое. Этим исключается прогиб заготовки при ее вальцевании.
- Станину, на которой устанавливаются две опорные стойки.
- Защитный кожух, который при работе станка выполняет также функцию приемки полуфабриката, выходящего из технологического зазора между валками.
- Систему управления вальцами.
Регулировка технологических параметров оборудования для вальцовки листов производится изменением величины зазора между валками. В автоматических станках это выполняется программно, в процессе предварительной настройке, а в ручных моделях — при помощи храпового или винтового механизма, смонтированного в одной из боковых стоек.
Любая вальцовочная машина отечественного производства, предназначенная для работ с листовым металлом, маркируется начальной буквой И, и четырьмя цифрами. Две первые указывают на тип привода подвижного валка (механический или гидравлический), а две вторых — на основные технологические параметры оборудования: ширину и толщину листа.
Вальцовка листового металла – технологическая операция, которая используется человечеством уже на протяжении многих веков. Безусловно, за весь период существования она стала более совершенной, да и появились новые инструменты, способные максимально облегчить процесс. Сегодня каждый может произвести вальцовку своими руками.
Отрывок, характеризующий Развальцовка
Все русские, содержавшиеся с Пьером, были люди самого низкого звания. И все они, узнав в Пьере барина, чуждались его, тем более что он говорил по французски. Пьер с грустью слышал над собою насмешки. На другой день вечером Пьер узнал, что все эти содержащиеся (и, вероятно, он в том же числе) должны были быть судимы за поджигательство. На третий день Пьера водили с другими в какой то дом, где сидели французский генерал с белыми усами, два полковника и другие французы с шарфами на руках. Пьеру, наравне с другими, делали с той, мнимо превышающею человеческие слабости, точностью и определительностью, с которой обыкновенно обращаются с подсудимыми, вопросы о том, кто он? где он был? с какою целью? и т. п. Вопросы эти, оставляя в стороне сущность жизненного дела и исключая возможность раскрытия этой сущности, как и все вопросы, делаемые на судах, имели целью только подставление того желобка, по которому судящие желали, чтобы потекли ответы подсудимого и привели его к желаемой цели, то есть к обвинению. Как только он начинал говорить что нибудь такое, что не удовлетворяло цели обвинения, так принимали желобок, и вода могла течь куда ей угодно. Кроме того, Пьер испытал то же, что во всех судах испытывает подсудимый: недоумение, для чего делали ему все эти вопросы. Ему чувствовалось, что только из снисходительности или как бы из учтивости употреблялась эта уловка подставляемого желобка. Он знал, что находился во власти этих людей, что только власть привела его сюда, что только власть давала им право требовать ответы на вопросы, что единственная цель этого собрания состояла в том, чтоб обвинить его. И поэтому, так как была власть и было желание обвинить, то не нужно было и уловки вопросов и суда. Очевидно было, что все ответы должны были привести к виновности. На вопрос, что он делал, когда его взяли, Пьер отвечал с некоторою трагичностью, что он нес к родителям ребенка, qu’il avait sauve des flammes [которого он спас из пламени]. – Для чего он дрался с мародером? Пьер отвечал, что он защищал женщину, что защита оскорбляемой женщины есть обязанность каждого человека, что… Его остановили: это не шло к делу. Для чего он был на дворе загоревшегося дома, на котором его видели свидетели? Он отвечал, что шел посмотреть, что делалось в Москве. Его опять остановили: у него не спрашивали, куда он шел, а для чего он находился подле пожара? Кто он? повторили ему первый вопрос, на который он сказал, что не хочет отвечать. Опять он отвечал, что не может сказать этого. – Запишите, это нехорошо. Очень нехорошо, – строго сказал ему генерал с белыми усами и красным, румяным лицом. На четвертый день пожары начались на Зубовском валу. Пьера с тринадцатью другими отвели на Крымский Брод, в каретный сарай купеческого дома. Проходя по улицам, Пьер задыхался от дыма, который, казалось, стоял над всем городом. С разных сторон виднелись пожары. Пьер тогда еще не понимал значения сожженной Москвы и с ужасом смотрел на эти пожары. В каретном сарае одного дома у Крымского Брода Пьер пробыл еще четыре дня и во время этих дней из разговора французских солдат узнал, что все содержащиеся здесь ожидали с каждым днем решения маршала. Какого маршала, Пьер не мог узнать от солдат. Для солдата, очевидно, маршал представлялся высшим и несколько таинственным звеном власти.
Источник