- Изготовление алюминиевых профилей на любой вкус!
- Алюминиевый профиль под стекло: способы его изготовления
- Алюминий – профиль: стандартное исполнение
- Алюминиевый профиль по чертежам заказчика
- Технология изготовления алюминиевого профиля
- Покраска алюминиевого профиля
- Нанесение порошкового покрытия из полимеров
- Декорирование алюминиевого профиля
- Анодирование профиля из алюминия
- Гибка алюминиевого профиля
- Особенности гибки
- Как гнуть алюминиевый профиль
- Использование самодельного прокатного станка
- Гибка профиля газовой горелкой
- Технология гибки алюминиевого профиля
- Содержание
- Арочные конструкции в архитектуре
- Оборудование для гибки алюминиевого профиля
- Сменные ролики
- Гибка прессованных алюминиевых профилей
- Минимальный радиус гибки
- Алюминиевые сплавы применяемые для гибки
- Состояния алюминиевых сплавов для гибки
- Гибка, анодирование и порошковая окраска
- Роторная гибка
- Трехроликовая гибка
- Гибка растяжением
- Прессовая гибка
- Упругая отдача
- Как согнуть алюминиевую трубу профессионально: советы и решения
- Характеристики трубных изделий из алюминия
- Что такое процесс сгибания и как согнуть алюминиевую трубу
- Чем поможет трубогиб
- Как согнуть алюминиевую трубу в домашних условиях
- Как правильно согнуть профиль из алюминия
Изготовление алюминиевых профилей на любой вкус!

В последние годы быстро развивается технология изготовления алюминиевого профиля. Cуществует ряд способов, чтобы профиль изготовить алюминиевый. Что же это за способы и в чем их особенности – вы узнаете в нашей статье.
Алюминиевый профиль под стекло: способы его изготовления
На данный момент производители алюминиевого профиля применяют пока два способа его изготовления:
- Стандартное исполнение.
- Алюминиевый профиль на заказ.
Далее рассмотрим каждый из способов подробнее.
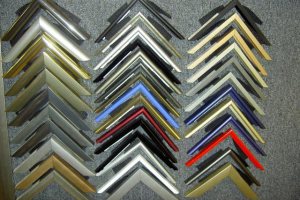
Алюминий – профиль: стандартное исполнение

Разные типы стандартного алюминиевого профиля
К стандартному изготовлению алюминиевого профиля можно отнести следующее:
- Полоса алюминиевая,
- Тавровый профиль,
- Уголок,
- Швеллер,
- Круглая труба,
- Прямоугольная труба
и пр. Что это за профили можете узнать из статьи на нашем сайте «Виды алюминиевых профилей по конфигурации: чего только не придумают!»
Алюминиевый профиль по чертежам заказчика
Профили из алюминия изготовлены на заказ
Если изготавливать по чертежу, то можно получить алюминиевый профиль любой формы, при этом она не будет противоречить возможностям технологического оборудования.
Заготовительное производство завода по производству алюминиевого профиля использует оборудование литейного цикла.
Для первого цикла понадобятся:
- Поворотный отражательный миксер,
- Специальная газовая печка,
- Разливочный стол.
Для того чтобы изготовить прессованный алюминиевый профиль необходимы:
- Печка для нагревания,
- Печка для отжига,
- Пресс,
- Линия для подачи материала в пресс,
- Пила для резки алюминиевого профиля горячим способом,
- Линия послепрессовой выделки.

Склад алюминиевых профилей
А также понадобятся: измерительное оборудование и инструменты для последовательного и постоянного контроля за каждым этапом производства.
И, кроме того, есть соответствующий ГОСТ, «Профили алюминиевые», по которому изготавливаются профили из алюминиевых сплавов. А именно: ГОСТ 22233-2001 (6063, АД31, 6060). В соответствии с этим ГОСТом существует сертификат на профиль алюминиевый прессованный из сплавов алюминия для ограждающих светопрозрачных конструкций. А также сертификат на профиль алюминиевый, по которому изготавливаются с соответствующими требованиями на сборно-разборные перегородки в переплетах из сплавов алюминия. (ТУ и ГОСТ 16371-93).
Технология изготовления алюминиевого профиля

Экструзия алюминиевого профиля
Наиболее распространенным технологическим процессом является экструзия алюминиевого профиля, т. е. продавливание материала (болванки) через выбранное отверстие.
Применяется также процесс гибки алюминиевого профиля.
Экструзия состоит из нескольких этапов:
I этап: прогрев оборудования (пресса) и заготовок (болванок).
Схема заготовительного производства
II этап: прессование самого алюминиевого профиля.
III этап: резка алюминиевого профиля и его процесс старения.
Важно! На каждом этапе необходимо тщательно вести надзор за всем процессом работы, делать все в точной последовательности и соблюдать все существующие нормы производства. Иначе могут появиться брак и различные дефекты готового изделия.
Схема изготовления профилей из алюминия
Технология сборки алюминиевого профиля довольно сложна и трудоемка с технической точки зрения, поэтому изготавливать его должны только обученные и квалифицированные люди.
В состав сплава алюминиевых профилей и прутков входят алюминий, магний и кремний.
Производители алюминиевого профиля создают две разновидности профиля:
1) «Холодный» профиль. Установку алюминиевого профиля «холодного» типа делают для остекления нежилых комнат.
Профиль с терморазрывом
2) «Теплый» профиль. Такой алюминиевый профиль с пазом фурнитурным и рамным, т. н. «евро», бывает как стандартных размеров (ширина паза − от 9 до 11 мм либо от 12 до 14 мм), так и нестандартных. Он применяется для остекления жилых и офисных помещений.
Чтобы конструкция с алюминиевым профилем имела низкую теплопроводность, ее покрывают специальным составом из полимеров, а ее внутреннюю часть разделяют специальными теплоизолирующими полимерными вставками. Эта методика изготовления алюминиевого профиля позволяет изделию выглядеть не только эстетично, но и современно и надежно.
Подробнее об типах профилей из алюминия читайте в статье на нашем сайте «Алюминиевый профиль – описание его различных типов и конструкций».
Покраска алюминиевого профиля
Окрасить алюминиевый профиль оконный либо какой-нибудь другой конструкции, можно тремя способами.
Нанесение порошкового покрытия из полимеров

Профиль без терморазрыва
Порошковая покраска алюминиевого профиля представляет собой слой порошков из полимеров. Эти порошки сперва напыляют на поверхность профиля, а после – подвергают при определенной температуре полимеризации в специальной печке.
Основная технология окрашивания алюминиевого профиля состоит их трех этапов:
1) Подготовка поверхности к нанесению покраски. Кроме того, сюда входит и удаление различных окислов и загрязнений, фосфатирование и обезжиривание для увеличения склеивания и защиты профиля от коррозии.
2) Нанесение слоя полимерного порошка на поверхность в камере напыления, в которой можно легко поменять цвет алюминиевого профиля.

Покраска алюминиевых профилей
3) Образование полимеров и оплавление покрытия из порошка в специальной печке. Создание пленки покрытия, а после – охлаждение и отбрасывание краски.
На оборудовании окрашиваются детали и профиль алюминиевый, размеры которого следующие:
- Высота – 1 м,
- Длина – 7 м,
- а ширина алюминиевого профиля – до 500 мм.
к содержанию ↑
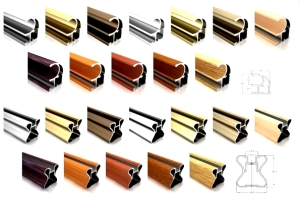
Декорирование алюминиевого профиля

Варианты декорированного алюминиевого профиля
Производят декоративный алюминиевый профиль следующим образом:
Наносят порошковое покрытие из полимеров, которое имитирует фактуру гранита, мрамора и дерева. Технология данного способа изготовления профиля из алюминия состоит в переносе изображения вакуумным термопрессованием на заранее сформированное порошковое полимерное покрытие.
Полученный декоративный алюминиевый профиль обладает такими преимуществами, как долговечность, прочность, экологичность и атмосферостойкость. А делать каркас из алюминиевого профиля, в частности, декорированного, можно в архитектурных и мебельных конструкциях, а также при оформлении различных интерьеров.
Анодирование профиля из алюминия

Оборудование для анодирования алюминиевого профиля
Чтобы создать анодированный алюминий профиль:
1) Сначала его обезжиривают и зачищают.
2) Погружают профиль в электролитовый раствор. Важно! Плотность электрического тока должна быть примерно 15 мА на кв. см. Сам процесс анодирования (способ защиты различных видов профиля от коррозии) длится приблизительно 90 мин.
Цвет алюминиевого профиля после анодирования в зависимости от раствора может быть золотистым, коричневым, оливковым, серым и черным и иметь небольшую шероховатость. Такое покрытие является долговечным и прочным, но не обладает широкой цветовой палитрой, необходимой для современного дизайнерского оформления.
Разноцветные алюминиевые профили
С архитектурной стороны, к примеру, в строительстве фасадов, основное преимущество процесса анодирования – это ремонтопригодность. Например, для придания поверхности изделию первоначального вида спустя несколько десятков лет эксплуатационного срока необходимо лишь провести легкую абразивную очистку от загрязнений и пыли.
Если вас заинтересовало описанное в этой статье изделие, то сегодня можно в любом интернет-магазине не только приобрести, но и заказать монтаж алюминиевого профиля любой конструкции и типа по приемлемым ценам. Подробнее об этом читайте в статье на нашем сайте «Сколько стоит алюминиевый профиль?»
Источник
Гибка алюминиевого профиля

В производственных и бытовых условиях часто требуется гибка алюминиевого профиля, изготовленного из чистого или легированного металла. В этой статье мы расскажем, как согнуть профиль по углу или радиусу, представим обзор гибочных станков и другого оборудования.


Особенности гибки
Алюминий – очень пластичный материал, поэтому для работы с ним не требуется больших усилий. Другое дело – качество гиба и соблюдение требуемых размеров. Тут нужно учитывать некоторые особенности.
- Высокой пластичностью отличается только чистый алюминий, то есть без примесей и легирующих добавок. Дело в том, что встречается он редко (особенно если детали не электротехнические). Согнуть легированный металл сложнее, у него гораздо выше твердость. Поэтому место гиба требуется прокалить горелкой или паяльной лампой, а затем медленно охладить. Учтите, что алюминий замечательно проводит тепло, поэтому работайте в толстых перчатках. Не исключено, что после работы гнутую деталь потребуется закалить.
- Легированный алюминий обладает большей упругостью, поэтому ему нужно задавать завышенный угол гиба и заниженный радиус. Тогда под действием силы упругости деталь приобретет правильную форму.
- Если у профильной трубы толщина стенок составляет менее 2 мм, качественного гиба не получится даже при идеальных условиях, а прочность значительно упадет. Поэтому конструкции из гнутого профиля с небольшой толщиной стенки лучше заменить сварными.
Это, пожалуй, и все, что касается особенностей работы. Теперь можно поговорить о применяемом оборудовании.
Источник
Как гнуть алюминиевый профиль
Сегодня многие домашние мастера используют алюминий практически для всего. Его характеристики позволяю без проблем применять его и для мебели, и для создания гаражных приспособлений и т.д.
Цветпрокат уголок алюминиевый предлагает приобрести на наиболее выгодных условиях. В данной публикации будут описаны различные методики, которые дадут возможность согнуть алюминий, при этом не повредив его. Если начать сгибать алюминиевую деталь механическим способом, на металле могут возникнуть трещины и деталь попросту сломается в месте гибки.
Использование самодельного прокатного станка

Самодельный станок можно изготовить из всего, что имеется под рукой:
Всё, конечно, зависит от габаритов самого алюминиевого профиля, а также от необходимого радиуса гибки. Подобные самодельные станки позволяют добиться весьма положительных результатов в принципе не осуществляя разогрев детали.
Успех достигается за счёт постепенного, медленного изгиба по большой площади. В результате локальные напряжения в металле не возникают. Можно быть уверенным в том, что трещины не появятся.
Однако существует и более простой способ. Всё, что для него потребуется — это газовая горелка и большие тесы. Изначально следует отметить, что получится ожидаемый результат не с первого раза. Чтобы понять методику, рекомендуется потренироваться на обрезке профиля.
Гибка профиля газовой горелкой

При помощи газовой горелки необходимо разогреть алюминиевый профиль именно в месте гибки и рядом с ним. Основной жар пламени должен концентрироваться на месте сгибания.
После того, как необходимая температура достигнута и профиль стал заметно пластичнее, к мету гибки прикладывается стальная металлическая труба подходящего диаметра. Строго говоря, её внешний диметр и будет равняться диаметру гибки алюминиевого профиля.
Работать необходимо в толстых перчатках, так как металл сильно раскаляется. Прислонив трубу к профилю, начинаем аккуратно изгибать его. Прикладываем отрывистые мягкие движения (не постоянно нужно тянут профиль на гибку).
Следим за местом изгибания. Если видим изменение цвета, продолжаем подогревать газовой горелкой. Конечный результат будет достигнут значительно быстрее, чем при использовании самодельных прокатных станков.
В видео демонстрируется, как можно согнуть алюминиевый профиль в домашних условиях:
Технология гибки алюминиевого профиля
Содержание
Арочные конструкции в архитектуре
А́РКА (французское «arc», итальянское «агсо» произошло от латинского «arcus» — «дуга, изгиб») — тип архитектурной конструкции, которая выполняет дугообразное перекрытие проема — пространства между двумя опорами. Конструкция полуциркульной арки и свода возникла в древней Месопотамии и потом успешно применялась во всех архитектурных стилях, слегка меняя свою форму. С развитием цивилизации арка стала символом небесного свода, прохождение через арку означало новое, духовное рождение человека. Вот почему использование арочных и круглых окон и арочных дверей в архитектуре здания всегда выгодно отличает его среди других строений и придает ему особый вид. С появлением в современном строительстве светопрозрачных гибких пластиков (сотового и монолитного поликарбонатов) использование арочных несущих конструкций, соответствующих главному достоинству пластиков — возможности быть изогнутым по криволинейной поверхности, стало еще более массовым. Это позволяет архитекторам создавать самые разнообразные формы не только для кровельных светопрозрачных конструкций (козырьков, галерей, атриумов, и др.), но и для вертикальных фасадных конструкций, где в качестве заполнения применяются стеклопакеты с молированным (изогнутым) стеклом.
Оборудование для гибки алюминиевого профиля
Материалы, применяемые в современных оконных и витражных конструкциях, позволяют получить изогнутую деталь с минимальными затратами. В процессе гибки заготовка профиля подвергается холодному деформированию посредством обработки на профилегибочном станке. Заготовка проходит через несколько фигурных роликов заданного калибра, по геометрии повторяющих поперечный контур профиля. Профилегибочные станки классифицируют по количеству роликов и по ориентации роликов в пространстве: в горизонтальной или в вертикальной плоскости. По количеству роликов (или валков) станки бывают трехроликовые и четырехроликовые.
Схема трехроликового станка представляет собой трехточечную систему, через которую проходит заготовка профиля: две точки — ролики Р1 и Р2, вращающиеся в одном направлении и одна точка – ролик Р3, вращающийся навстречу – см. рис. 1. Оси роликов Р1 и Р2 находятся на одной линии и в результате вращения, производят горизонтальную подачу профиля со скоростью V1 к подвижному ролику Р3, который в перпендикулярном направлении создает изгибающее давление на профиль со скоростью V2. Изменяя расстояние между роликами Р1 и Р2 изменяется радиус гиба профиля.

Профили с малыми радиусами гиба гнут за несколько проходов. После каждого прохода заготовке придается заданная кривизна дуги, все более приближающаяся к требуемой форме профиля, и только при последнем проходе профиль получается с требуемым радиусом гиба.
Четырехроликовые станки используются для гибки профилей, которые имеют сложную криволинейную форму, а так же форму спиралей или кругов. Конструкция таких станков, отличается тем, что два ведущих ролика подают заготовку, а еще два ролика изгибают заготовку. Необходимый радиус гибки, настраивается компьютером или вручную при помощи вращения рукояток.
На рис. 2 изображен профилегибочный станок с вертикальным расположением роликов. Вертикально перемещающийся ролик, задающий радиус гибки, имеет гидравлический привод. Изменяя расстояние между нижними роликами, оператор может работать как со сложным (оконным) профилем (максимально раздвинутое положение роликов), так и с металлическим профилем (среднее положение роликов) и прокатом (ближнее положение роликов). При этом автоматически пересчитываются радиусы гибки и гибочные ролики перемещаются в нужные положения.

На изображенном на рис. 3 профилегибочном станке с горизонтальным расположением роликов три ролика имеют свой собственный привод, поэтому на станке можно без труда гнуть профили большого сечения. Размеры роликов позволяют подвергать высокоточному изгибу профили высотой до 300 мм. Гидравлический привод управляется через электроклапаны, цифровое табло указывает величину подачи с точностью до 0,1 мм.

Большинство современных профилегибов оснащены программным управлением, которое представляет собой передвижной пульт управления со встроенным промышленным ПК и сенсорным дисплеем. Программное управление позволяет быстро и комфортно программировать операции на станке. Возможности программного обеспечения позволяют производить гибку по нескольким радиусам, осуществляя, в случае необходимости, плавный переход от дуги с заданным радиусом к прямой линии, или аппроксимировать эллипс. Графическое представление обрабатываемой заготовки позволяет визуально контролировать программируемые параметры.
Сменные ролики
Непосредственное воздействие на алюминиевый профиль в процессе гибки осуществляют ролики, которые изготавливают из стали или из высокопрочных полимеров (полиамид 6, полиэтилен, полиацеталь, капролон) – см. рис. 4.

Ролики из стали имеют больший срок службы, но и применяют их в основном для гибки неокрашенного профиля. Ролики из полимеров, применяемые для гибки алюминиевых профилей и профилей ПВХ, имеют соответственно меньший вес, высокую устойчивость к коррозии и обладают большими антифрикционными свойствами. Самое важное, при их использовании не повреждается лицевая поверхность изделий, то есть можно гнуть окрашенные профили. Ролики из полимеров легче обрабатываются, следовательно, имеют более низкую стоимость, чем ролики из стали.
Общий вид алюминиевых профилей оконных серий и применяемые для их гибки ролики изображены на рис. 5-6. На рис. 5 показан однокамерный профиль оконной серии S50 без терморазрыва. На рис. 6 показан комбинированный профиль оконной серии S70 с терморазрывом. В обоих случаях помимо самого профиля рамы или створки необходимо гнуть еще и профиль штапика.
Гибка прессованных алюминиевых профилей
Прессованные алюминиевые профили подвергают гибке с применением одного из следующих четырех основных методов 1:
- Роторная гибка
- Трехроликовая гибка
- Гибка растяжением
- Прессовая гибка
Минимальный радиус гибки
Минимальный радиус гибки алюминиевого профиля, при котором на нем еще не возникают трещины и другие повреждения, в значительно степени зависит от механических свойств алюминиевого сплава. Основными ограничивающими факторами для достижения малого радиуса гибки, являются относительное удлинение материала профиля и разница между пределом текучести и пределом прочности материала. Чем выше относительное удлинение материала и чем больше разница между его пределом текучести и пределом прочности, тем большую степень пластической деформации он сможет выдерживать без разрушения.
Алюминиевые сплавы применяемые для гибки
Лучшие показатели по пластическим свойствам и способностью к гибке имеют марки алюминия и сплавы серий 3ххх и 5ххх. Профили из сплавов серий 2ххх и 7ххх обладают высокой прочностью и малой пластичностью и поэтому редко подвергаются гибке. Сплавы серии 6ххх, например, сплавы 6060 и 6063, имеют достаточно высокие пластические свойства. Поэтому их часто применяют для изготовления гнутых деталей и изделий.
Состояния алюминиевых сплавов для гибки
Гибку алюминиевых профилей, например, из сплавов 6060 и 6063, можно производить на уже упрочненном алюминиевом сплаве (состояния Т5 и Т6), однако только при достаточно большом радиусе гибки. При гибке на малые радиусы обычно применяют профили в отожженном состоянии или в «полуупрочненном» состоянии Т4 – «закалка и естественное старение». Если для готовых гнутых профилей необходима высокая прочность, то их полное термическое упрочнение производят после выполнения операции.
Если алюминиевые профили в состоянии Т4 производятся большими партиями, то нужно обеспечить, чтобы интервал времени между гибкой первого и последнего профиля в партии не был слишком длинным. Дело в том, что свежие профили в состоянии Т4 продолжают естественно набирать прочность в течение довольно длительного времени. Если этот интервал будет слишком длинным, то параметры гибки этих профилей, придется существенно корректировать, особенно при малых радиусах. Поэтому часто для обеспечения хорошей повторяемости операции гибки, алюминиевые профили подвергают отжигу.
Гибка, анодирование и порошковая окраска
Гибку алюминиевых профилей обычно производят до операции анодирования, так как хрупкий анодный слой при гибке может растрескиваться, особенно на участках, которые подвергаются растяжению. Порошковое покрытие может выдерживать гибку на большие радиусы, например, при изготовлении арок для окон и дверей методом трехроликовой гибки. Однако при малых радиусах гибки, на порошковом покрытии могут возникать повреждения, явные или скрытые. Скрытые повреждения могут проявляться через некоторое время в виде пониженной коррозионной стойкости.
Роторная гибка
Роторная гибка, является наиболее популярным методом гибки алюминиевых профилей. Этим методом производят, например, гибку профилей для рам окон пассажирских вагонов. Эта технология позволяет получать малые углы, и обеспечивает хорошую повторяемость размеров гнутых деталей.
Деталь закрепляется на массивном поворотном ролике (рисунок 1). Ролик и ползун имеют форму профиля, который подвергается гибке. Профиль поворачивается вместе с поворотным роликом, поэтому этот метод иногда называют гибкой с наматыванием. В процессе гибки, наружная часть профиля подвергается растяжению, а внутренняя – сжатию. Для того, чтобы предотвратить образование на профиле царапин и вмятин ролик и ползун изготавливают из полимерного материала, обычно, фторопласта.

Рисунок 1 – Роторная гибка [3]
Трехроликовая гибка
Роликовую гибку алюминиевых профилей применяют для больших радиусов гиба, например, арочных окон и дверей. Профиль прокатывается несколько или много раз между двумя нижними приводными роликами и вертикальным прижимным роликом (рисунок 2). Обычно для управления роликовой гибочной машиной применяют числовое программное управление (ЧПУ). Ролики для этой машины, изготавливают обычно из полимерных материалов.

Рисунок 2 – Трехроликовая гибка [3]
Гибка растяжением
Технология гибки растяжением, дает очень высокую точность. Что очень важно, при изготовлении трехмерной формы гнутого профиля [1]. По схеме деформирования это скорее формовка, чем гибка. Поэтому этот метод часто называют формовкой растяжением.
Профиль устанавливается между двумя зажимами и затем постепенно натягивается на неподвижную матрицу заданной формы (рисунок 3). Форма этой матрицы соответствует форме поперечного сечения профиля. Металл растягивается до верхнего предела пластичности и поэтому влияние упругой отдачи является незначительным.
Стоимость такого оборудования довольно высокая. Такой метод гибки-формовки алюминиевых профилей применятся в автомобильной промышленности, например, при изготовлении бамперов и элементов рамы.

Рисунок 3 – Гибка растяжением [3]
Прессовая гибка
Прессовая гибка, подходит для простой гибки больших партий алюминиевых профилей (рисунок 4). Гнутый профиль получают путем приложения усилия механического или гидравлического пресса на гибочную матрицу. Верхняя и нижняя матрицы имеют форму, которая задает форму гнутого профиля. Эти матрицы могут быть стальными или пластиковыми.

Рисунок 4 – Прессовая гибка [3]
Упругая отдача
Явление упругой отдачи является частой причиной несоответствия размеров согнутого профиля заданным размерам. Упругая отдача является результатом упруго-пластического деформирования материала профиля (рисунок 5). Гибочная машина изгибает профиль на заданный угол α2. После снятия изгибающего момента профиль «отпружинивает» на угол Δα. Этот угол Δα и называют углом упругой отдачи. Упругую отдачу обычно компенсируют гибкой профиля на угол, который больше заданного угла α2 на определенную величину. Эту величину перегиба определяют экспериментально или с помощью расчетов.

Рисунок 5 – Упругая отдача при гибке профилей [2]
Основными факторами, которые влияют на величину упругой отдачи, являются:
- Модуль упругости материала
- Предел текучести материала
- Коэффициент деформационного упрочнения материала
- Размеры поперечного сечения профиля
- Радиус гибки.
Источники:
1. Design Manual, SAPA, 2014.
2. TALAT 3706 – European Aluminium Association, 1996
ООО «Алюком»
г. Москва, ул. Нагатинская, д. 16, стр. 9, офис 2-5
Тел.: +7 (495) 268 0444
E-mail: info@alucom.ru
Производство и склад: Калужская обл., г. Малоярославец, ул. Калужская, 64.
Как согнуть алюминиевую трубу профессионально: советы и решения
Сегодня выпуск изделий из алюминия чрезвычайно разнообразен и все они востребованы. Это говорит об эффективности и незаменимости данного вида материала в большинстве сфер применения. Остановим внимание на самом популярном типе алюминиевой продукции — трубе.

Сгибать алюминиевую трубу можно разными методами, с помощью техники и без таковой
Характеристики трубных изделий из алюминия
Алюминиевая труба – легкий (треть от веса стальной), пластичный, не поддающийся коррозии, устойчивый к химическому и температурному воздействию (рабочая температура от +150 о С до -270 о С), с высокой электро- и теплопроводностью, экологичный и долговечный вид изделий. Они различаются:
- по форме сечения на круглые, квадратные, прямоугольные и фасонные;
- по способу производства на холоднодеформированные, прессованные и сварные;
- по длине на мерные, немерные, с кратной мерностью, бухтовой фасовки;
- по химическому составу (марка Al) на высокочистые и технической чистоты.
Сведения о деформируемых сплавов с маркировкой и характеристикой свойств представлены в таблице.
Таблица 1
| Деформируемые сплавы | Примеси | ||||||||||||
| Низкопрочные | 1050 А | АД 1 | Высокопрочные | 3003 | Д 12 | Среднепрочные и высокопластичные | 5251 | АМг 3 | АМг 5 | АМг 6 | Температурой | АД 31 | Al+Mg+Si примеси магния и кремния (авиаль) |
| 6061 | |||||||||||||
| 6082 | |||||||||||||
| Д 1 | Al+Cu+Mg примеси магния и меди (дюралюминий) | ||||||||||||
| 2024 | |||||||||||||
| 2117 | |||||||||||||
| 1915 | Al+Zn+Mg примеси магния и цинка | ||||||||||||
| — | |||||||||||||
| В 95 | Al+Zn+Mg+Cu примеси магния, меди и цинка | ||||||||||||
| АК 4-1 | Al+Ni+Fe+Mg+Cu примеси никеля, железа магния, меди и цинка | ||||||||||||
| 2219 | Для ковки | — | АК 8 |  В сортамент алюминиевых труб входят изделия, различные по техническим характеристикам Алюминиевые изделия благодаря пластичности податливы любым механическим воздействиям. Согнуть алюминиевую трубу довольно просто даже в домашних условиях, при этом она останется целой и невредимой. Довольно лишь соблюсти некоторые особенности этой операции. Что такое процесс сгибания и как согнуть алюминиевую трубуПри сгибании прямой алюминиевой трубы под каким-либо углом происходит деформация структуры металла, а именно — внутренний слой профиля сжимается, а внешний растягивается. Так как алюминий имеет достаточно низкую плотность, то сгибание наименьшим образом травмирует изделие. Легированный алюминий обретает большую плотность в процессе производства, поэтому такие марки трубных изделий гнутся не так легко. Гибкость позволяет монтировать из алюминиевых труб конструкции самых замысловатых форм, сохраняя сечение и целостность заготовок. Сам процесс сгибания происходит вручную, при помощи нехитрых приспособлений, либо с использованием специализированных механизмов, с применением разогрева заготовки или в холодном состоянии. Все зависит от размера, вида и структуры изделия, толщины стенок, сложности выгибаемых форм. Есть 4 основных вида гибки алюминиевой трубы (одна плоскость): отвод, скоба, утка, калач. Заготовка с двумя сгибами в 135 град. – это утка, с тремя сгибами – это скоба (угол в центре 90 град., по краям 135 град.), с изгибом в полуокружность – калач, со сгибом в 45-135 град. – это отвод. При гибке нужно руководствоваться такими правилами:
Алюминий — очень мягкий металл, и несоблюдение правил сгибания приведет к разрыву трубы
Чем поможет трубогибТрубогиб – общее название специальных устройств с различным принципом действия, применяемых для ручной или станочной гибки труб и профильных, и круглых, как в домашних условиях, так и в профессиональных мастерских. С помощью ручного трубогиба гнут алюминиевые пластичные тонкостенные изделия с малым диаметром. Среди них:
Станочная гибка призвана сгибать заготовки разнообразных диаметров и форм с минимальным риском повреждения. Это электромеханические и гидравлические механизмы, обеспечивающие точный результат сгибания согласно заданным параметрам. Такое оборудование обеспечивает следующие методы изгибания:
Трубогиб даже самой простейшей конструкции в разы снижает риск порчи заготовки при гибке Как согнуть алюминиевую трубу в домашних условияхДля начала необходимо определить марку трубы, диаметр и толщину стенки. Если решено гнуть алюминиевые конструкции дома и не единожды, то без ручного трубогиба не обойтись. Купить такое приспособление сейчас не составит труда, выбор очень большой. Соорудить элементарный трубогибочный станок или стенд также возможно. Есть также несколько способов, как согнуть алюминиевую трубу без трубогиба в домашних условиях. Такие методы подходят для небольших объемов работ. Способ 1. Заполнить трубу просеянным, сухим, мелким песком, концы заглушить чопами, медленно сгибать заготовку (можно даже вручную), закрепив один конец в хомут. Согнуть заготовку и высыпать песок. Песок позволит сохранить округлость сечения, а в условиях минусовой температуры его может заменить вода, заледеневающая в трубе. После сгибания нужно поместить готовую деталь в тепло, чтобы лед растаял. Способ 2. Если труба не пластичная (дюралюминий), то используем способ 1 с песком и газовую горелку. Закрепить трубу одним концом в тисках, разогреть равномерно участок сгиба (250 о С). Поднести к разогретому месту кусочек бумаги, если он дымится, изделие готово к сгибанию. Сгибать медленно. Нельзя допускать многократного нагрева одного и того же участка заготовки. Способ 3. Изготовить из дерева плоский полукруглый шаблон (толщина больше диаметра заготовки) с нужным радиусом сгиба, закрепить его на плоскости струбцинами или болтами. Рядом с шаблоном крепится доска такой же толщины с уклоном, так, чтобы труба плотно легла между ними. Заложить трубу одним концом к направляющей доске касательно полукруга, второй ее конец загибать вдоль шаблона. Использовать такой метод можно для пластичных труб любого сечения Ø до 40мм. Способ применим для сгибания большим радиусом.
Заполнение трубы обычным песком позволяет гнуть ее вручную без риска повредить или сломать заготовку Способ 4. Заполнить трубу песком по способу 1, концы заготовки кладем на две опорных, устойчивых плоскости, так, чтобы место сгиба было на весу. Резиновой киянкой формируем нужный изгиб в месте, которое не прилегает к опорам. Способ хорошо подходит для изделий квадратного сечения. Способ 5. Поместить в участок сгиба заготовки стальную пружину меньшего диаметра, к концу которой привязать проволоку. Согнуть трубу до нужной формы и вытащить пружину, потянув за проволоку. Место сгиба можно разогреть при необходимости.
В домашних условиях или специализированных мастерских согнуть алюминиевую трубу своими руками или при помощи трубогиба сегодня не вызовет затруднений. Главное выполнить процесс гибки профессионально, а для этого нужно сделать правильный выбор метода и приспособления, знать материал и измеримые данные трубы. Как правильно согнуть профиль из алюминия
Наиболее используемым видом металла для изготовления разнообразных изделий в домашних условиях является алюминий. Он достаточно легко гнется и обладает невысокой температурой плавления. Если ваше хобби заключается в том, чтобы что-то мастерить своими руками, то вы наверняка не раз задавались вопросом – как согнуть алюминиевый профиль. Приобрести профиль можно в специализированном магазине, который есть практически в любой местности. Одно из мест, где можно приобрести металл профиль Лобня. Чтобы ровно и без трещин согнуть алюминиевый профиль вам потребуется газовая горелка, трубогиб, просеянный речной песок, листогиб, резак, трехроликовый прокаточный станок и мыло. Для начала нужно взять речной песок, который был просеян и прокалить его. Помните, что песок должен быть абсолютно сухим. Затем его плотно набивают в трубку, которую закрывают с помощью деревянных заклепок с двух сторон. Для того чтобы более уплотнить песок, одну из заклепок лучше забить с помощью молотка. Если вы все сделали правильно, то труба согнется ровно без образования «гармошек». Если же вы нарушите что-либо из оговоренных условий, то труба может принять форму эллипса или вообще порваться. Чтобы сделать процесс гибки легче, можно дополнительно прогреть трубу, наполненную песком с помощью горелки. Тогда вам не потребуется прикладывать много усилий, и вы сможете согнуть трубу рукой. Если же количество труб, которые нужно согнуть достаточно большое, то лучше всего купить трубогиб на определенный диаметр. Тогда вы согнете трубы быстро и без особых затруднений. Для ускорения процесса необходимо нагревать металл. Существует еще один способ гибки трубы. Сначала алюминиевую трубку нагревают до состояния пластичности, а потом заливают в нее воду и замораживают ее. После того, как вода полностью замерзнет – трубу можно гнуть. Чтобы она согнулась ровно, в нее помещают металлопластиковую трубку или пружину. Загнуть алюминиевый уголок можно постепенно в несколько этапов предварительно нагрев его с помощью горелки. Чтобы гибка была выполнена качественно, следует использовать трехроликовый прокаточный станок. Также можно прокатать уголок на вальцах, у которых есть борт для уголка. Для гибки алюминиевого листа необходимо воспользоваться резаком, который выточен из тонкого напильника. С его помощью на листе по заранее намеченным линиям делаются широкие прорезы на глубину не менее чем половина толщины листа. Затем лист аккуратно загибается в сторону канавки. Чтобы сделать прорезы можно также воспользоваться болгаркой. Глубина надреза при этом ограничивается, а лист прорезается ровно по размеченной линии. Если размер листа небольшой — до 0,5 м, то на место загиба можно положить уголок, металлический швеллер или деревянный брусок, зафиксировать его и притянуть лист по направлению к себе. С помощью киянки с большой осторожностью потихоньку загибайте лист. Источник |




