2 способа сделать аппарат точечной сварки
Главной сложностью при изготовлении точечной сварки своими руками является сборка источника тока. Он должен выдавать импульсы высокой силы тока от 1000А.

Точечная контактная сварка отличается от привычной дуговой тем, что металл плавится не при высокой температуре электродуги, возникающей между электродом и свариваемым металлом, а за счет прохождения тока сквозь контакт двух свариваемых деталей. Этими деталями могут быть тонкие листы металла, проволока, пластины. Они прочно сжимаются специальными механическими приспособлениями и сквозь место соединения пропускается импульсный ток высокой силы (1000 и более Ампер) при напряжении в несколько вольт.
Точечная сварка своими руками предполагает, что на 1 мм 2 контактной площади приходится не менее 5 кВт мощности, что соответствует силе тока до 50А/мм 2 . При этом механическое давление на тот же квадратный миллиметр должно быть не менее 3-8 кг. Чтобы достичь таких параметров, необходима специальная конструкция рабочего инструмента в виде клещей.
Рабочий орган — два токопроводящих электрода, которые сжимают соединяемые детали с требуемой силой при нажатии на рукоятки. После сжатия на электроды подается импульс тока длительностью 01-1 с, который расплавляет металл до пластического состояния. После прекращения подачи тока механическое воздействие сохраняется и расплавленный металл сливается в одно целое и так застывает, образуя прочное соединение, не уступающее электродуговой сварке.
Схема сваривания выглядит так:

Аппарат точечной сварки из сварочника
Главной сложностью при изготовлении аппарата точечной сварки своими руками является сборка источника тока. Он должен выдавать короткие импульсы небольшого напряжения и высокой силы тока, превышающей 1000А. Длительность импульса регулируется тиристорной схемой или вручную обычным выключателем на первичной обмотке. Для низколегированных сталей необходим более длительный импульс, нержавейка сваривается при коротких импульсах, чтобы верхняя часть не успела прогреться и окислиться, что значительно снижает антикоррозионные свойства.

Во втором случае сварка таким аппаратом требует определенной сноровки — с первого раза угадать необходимую длительность импульса очень сложно, особенно на разных металлах. Но методом проб и ошибок на обрезках листовой стали или цветных сплавов вполне реально добиться качества сварки не хуже, чем на промышленных аппаратах.
Точечная сварка, собранная своими руками из старого сварочного аппарата, работает достаточно эффективно и вполне в состоянии решить ряд проблем с соединением листового металла толщиной от нескольких десятых до 2-3 мм. Для более толстого листа сложно создать требуемое усилие при помощи самодельных клещей или рычажного устройства.
Почему выбирается именно старый трансформатор? Аппарат точечной сварки своими руками предполагает его полное переоборудование, которое касается, впрочем, только вторичной обмотки. После переделки обычная сварка ММА таким аппаратом становиться невозможной, поэтому и выбирается старый, но еще рабочий аппарат, по крайней мере, первичная обмотка должна быть если не в идеальном, то в приемлемом состоянии.
Вторичная обмотка удаляется полностью и на ее место устанавливается другая, из медного изолированного жгута или шины. Изолировать провод необходимо очень тщательно, в несколько слоев негорючей изоляцией. Удобна для этих целей тканевая изолента, которая чередуется с обмоткой обычным автомобильным скотчем, который используется при покраске кузова.
Как подобрать электроды
В большинстве случаев умельцы изготовляют электроды самостоятельно. В зависимости от мощности сварки, подходят медные стержни диаметром от 5 до 15 мм. С одной стороны они вставляются в металлическую гильзу с зажимными болтами, закрепленную на кабеле от трансформатора. Как и кабель, электроды прочно зажимаются болтами.
Второй вариант крепления электрода — пайка. Это тоже довольно надежный и эффективный способ, обеспечивающий надежный электроконтакт, но менять электрод в таком случае сложнее. Это не слишком влияет на продуктивность работы — электроды изнашиваются очень медленно, особенно при любительской сварке.

Намного важнее надежный контакт. Если соединение неплотное, то провод и электрод будут окисляться и перегреваться, а сила тока будет меньше требуемой. Также необходимо все соединительные кабели делать как можно короче — диаметр электрода и кабеля должны быть одинаковыми, иначе возможны сюрпризы в виде горящей изоляции или обгорания стержней.
Нелишним будет напомнить, что для медных электродов выбираются такие же медные провода. Сочетания алюминий/медь ненадежно и приводит к ненадежной сварке.
Рабочие концы электродов могут быть заостренными (коническими), овальными или плоскими. В бытовых самодельных аппаратах удобнее всего использовать плоский нижний и конический верхний электроды. Такое сочетание обеспечит и высокую плотность тока в точке сварки, и надежную опору для прижима деталей.
Точечная сварка из аккумулятора
Точечная сварка своими руками из аккумулятора — конструкция несложная и может быть сделана в гараже на протяжении нескольких часов, при наличии всех частей и инструментов, естественно. Для ее монтажа не требуется каких- то особых приспособлений или сложного оборудования.
Существует три разновидности сварки при помощи аккумулятора. Первый, самый простой, можно сказать примитивный, требует только наличия аккумулятора и двух медных проводов, оголенные концы которых и выступают электродами. Как правило, используется этот способ чаще всего, но только для сваривания цветных металлов. Именно его с полным основанием можно назвать точечным.
Два других способа — угольными электродами и при помощи инвертора требуют батареи из нескольких аккумуляторов и дополнительного оборудования. Они тоже используются в бытовых и походных условиях, но покупать несколько однотипных аккумуляторов, чтобы сделать из них сварочный аппарат, довольно накладно. Для точечной сварки может подойти любой аккумулятор, который достаточно снять с автомобиля.
Сварка от аккумулятора предназначена для соединения небольших деталей из тонкого листового металла, но даже при этом аккумулятор разряжается довольно интенсивно. Если вы сняли его с машины, то желательно иметь в гараже и зарядное устройство, чтобы вернуть батареи прежний заряд.
Приведенные примеры — самые простые самодельные конструкции аппаратов точечной сварки. Если у вас есть свои разработки — пишите нам на сайт. Нас и наших читателей очень интересуют реальные разработки самодеятельных конструкторов. Самые интересные схемы мы непременно опубликуем.
Источник
Треш проект – точечная сварка
Published date 13.06.2017
Last modified date 13.01.2019
Очередной треш проект – делаем сами своими руками аппарат для точечной сварки из трансформаторов от микроволновок.

Вообще этот проект для меня в какой то степени – отдых. На работе приходится ломать голову как сделать изделие максимально технологичным, из доступных компонентов, даже то, которое нужно только в одном экземпляре – вдруг завтра закажут 100500 штук? А тут чистый процесс творчества, ни одного чертежа, из чего бы сделать это? а вон из той железки из кучи мусора на заднем дворе. Всё по месту в одном экземпляре из хлама.
Этап первый – сбор информации и формулирование требований.
Идея сделать точечную сварку была давно, но тут так сошлись звезды что можно было убить сразу несколько зайцев сразу, к тому же скопились практически все материалы. Поиски в интернете привели в уныние. 90% информации – это популярные записи из разряда “смотри что можно” и являются скорее доказательством концепции, чем реально полезным устройством, из разряда “Гы-гы Бивис, смотри, оно гвозди докрасна калит!” и сваренные две жестянки. Про ютуб скажу отдельно в постскриптум.
Часть полезной информации оказалась размазанной тонким слоем на форуме чипмейкер, мастер сити и других, где народ собирает точечную сварку и по ходу дела обсуждает тонкости конструкции. Эта информация мне помогла больше чем десятки видео.
Постановка задачи: нужно занедорого, с минимумом покупных элементов сделать настольный аппарат для точечной сварки. Для ориентировки: китайские сварочные клещи стоят 10-15 килорублей, брендовые 35 и более килорублей. Свое время, естественно, не бесплатное и порой действительно целесообразнее купить.
Сразу стоит дополнительно пояснить:
- Аппарат собранный из “говна и палок” (DiHalt, привет) не ровня промышленному. Промышленный аппарат при похожих возможностях не просто так в разы дороже и крупнее. Большая проблема – нагрев, и промышленные установки имеют водяное охлаждение электродов, хорошее сечение проводников, электроды из правильного сплава. И домашне-гаражное поделие после 10 точек нужно оставить остывать на 10 минут, а промышленный рассчитан делать точки каждые пару секунд, 24 часа в сутки 7 дней в неделю. Поэтому ниши разные, самодельный – скорее лабораторно-экспериментальный, если нужно иногда что то сварить. Промышленный – если вы работаете им с утра и до вечера и зарабатываете этим на жизнь.
- Из обычной бытовой розетки на 220В много электричества не вытянуть, а трехфазное подключение это совсем другая история, поэтому не стоит ждать, что у вас 2 кВт мощщи будет проваривать два листа в 5 мм.
- В точечной сварке работают вместе два фактора – нагрев электрическим током и давление электродов. Поэтому механика системы “две палки и петля от двери” будут работать плохо и нестабильно.
- В сварке тонкого железа (0,5 мм и менее), тонкой проволоки без реле времени делать вообще нечего, скорости и точности реакции для стабильного результата не хватит, будет или непровар или пережог.
План вырисовывается такой. Берем два (хотелось запас по мощности, и я не ошибся) трансформатора от микроволновки. Сами по себе трансформаторы примечательны выжиманием максимума ради экономии. По расчетам в программе, железо такого трансформатора будет тянуть всего 230 Вт мощности, но из него выжимают аж 800 Вт! Это дается дорогой ценой – снижен КПД, все греется, трансформатор не способен на длительную непрерывную работу, большой ток холостого хода.
Наматывать вторичку я решил кабелем 95 мм2. Чем ниже сопротивление кабеля – тем больший ток удастся развить, по крайней мере проводка не станет “бутылочным горлышком” системы. Были жалобы форумчан, что трансформатор “не варит” – а на фото – хвосты чуть ли не метр, при сечении что-то вроде 35 мм2. Чем толще провод – тем дальше можно вынеси электроды от трансформатора. Наматывать буду без размыкания железа – не нравится мне идея заиметь дополнительный зазор в паршивом трансформаторе.
Этап второй – сборка.
Были разговоры по поводу трансформаторов, из чего обмотки. Расставляю все точки над i:
 Два внешне похожих трансформатора имеют разную начинку. Слева алюминиевые обмотки, справа медные.
Два внешне похожих трансформатора имеют разную начинку. Слева алюминиевые обмотки, справа медные.
В целях экономии производители стали заменять медь на алюминий (при этом еще и уменьшая габарит железа). Такие трансформаторы хуже по всем параметрам, алюминий проводит тепло и ток почти в два раза хуже меди, да и надежность ниже. Определить можно слегка пошкрябав изоляцию на проводе – оголится белый алюминий. Из-за того, что я планировал использовать два трансформатора в параллель – пришлось пустить на запчасти еще одну микроволновку – донора, трансформаторы должны быть близки по размерам и одинаковы по материалам обмоток.
Процесс переделки трансформаторов прост. Ножовкой срезаем вторичную обмотку (сделана тонким проводом и имеет одну клемму, второй вывод идет на корпус) с двух сторон .
 Выбиваем обмотки куском болта. Возьмите болт подлиннее, чтобы не повредить первичную обмотку.
Выбиваем обмотки куском болта. Возьмите болт подлиннее, чтобы не повредить первичную обмотку.
Зажимаем в тисках и болтом выбиваем обмотку. Заодно выбиваем магнитный шунт – пачка пластинок трансформаторной стали в окошке между обмоток – он замыкает часть магнитного потока через себя ограничивая мощность.
 Резиновая изоляция избыточно толстая
Резиновая изоляция избыточно толстая
Для проекта был куплен кабель 95 кв.мм в резиновой изоляции, длина 3 м (1,5 м на трансформатор, цена порядка 600 р/м) и сразу были куплены наконечники для 95 кв.мм. Изоляцию придется срезать – она слишком толстая и будет мешать, благо напряжение нас ожидает всего около 2 вольт. Если изоляция резиновая – то приготовьтесь, что проводники под изоляцией почерневшие насмерть. Я засунул жилы в толстую термоусадочную трубку, такой “шланг” гнуть проще – жилы могут перемещаться друг относительно друга внутри обеспечивая мне меньшие радиусы изгиба. После сборки феном термоусадка усаживается. В теории в окнах у меня должно было остаться много место. Но в теории теория работает, на практике несколько наоборот. Хорошая идея изолировать железо от термоусадки чем-либо термостойким – стеклотекстолит, гетинакс – если перегреем трансформатор и изоляция у нас поползет, иметь замыкание витков на железо нам бы не хотелось бы. Слабая изоляция между обмоткой и железом ставит крест на идее взять десяток таких трансформаторов по 2 кВ и получить соединив последовательно 20 кВ.



Намотав трансформаторы отложим их в сторонку. и приступим к механике.
Механику варил из профильной трубы – 15*15, 20*20, 40*20. Я боялся что труба 20*20 загнется, поэтому в местах ослаблений наваривал куски металла для усиления. Конструкция получилась избыточно мощной. Компоновка простая – два выносных рычага, трансформаторы в задней части друг над другом. Отдельно ломал голову над шарниром, регулировками, механизмом сведения.

Шарнир – важная часть, он не должен иметь люфтов. Дверные петли, мебельные петли, даже длинная рояльная петля – увы имели небольшой люфт, что означает, что электроды будут перемещаться не попадая остриями. Я категорически не хотел прибегать к токарке, и решение посетило внезапно при обходе кучи мусора и металлолома на заднем дворе. От одного старого неудачного проекта была взята стойка с велосипедной втулкой, с прикрепленным на втулку креплением руля. Жесткость, простота конструкции мне понравилась. Площадка со втулкой крепится на винтах к станине, что позволяет ослабив болты выставить соосность рычагов.

Механизм сведения тоже простой – это рычаг ручного тормоза от ВАЗовской девятки. Поставленный на ребро, при опускании рычаг тягой сводит рычаги вместе. Петля из тросика, коромысло и гайка на тяге позволяет отрегулировать степень сведения рычагов, на фото это все понятно. При желании иметь ножной привод – достаточно кинуть тросик с коромысла на педаль. Храповик на рычаге позволяет сжать детали о оставить в зафиксированном положении рычаги, не знаю насколько это окажется полезным.

В качестве возвратной пружины я взял обычный газлифт для мебели (6 кг усилия и всего 100 рублей).


Трансформаторы просто ставятся друг на друга и вместе стягиваются четырьмя шпильками и пластинкой. Для подстраховки пластинка и станина имеют наваренные уголки и выступы – трансформатору не так просто выскользнуть. Примеряем и отрезаем лишние хвосты. 95 мм2 кабель гнется крайне плохо. Теперь необходимо обжать наконечники.


И тут я передаю привет видеоблоггеру AlexGyver который предлагал обжимать наконечники ударом молотка, и припаяв их в конце. Ни первого ни второго делать ни в коем случае нельзя, наконечники нужно обжать соответствующей матрицей гидравлическими пресс-клещами. Мне это сделали по знакомству. Удар молотка по наконечнику вызовет только перераспределение свободного места внутри клеммы, не обеспечив плотный равномерный обжим со всех сторон. То, что прокатывает с сигнальными проводами, не прокатит тут. При токе 1000А каждые 0,001Ом – это лишние 1 кВт нагрева. Пайка тоже плохая идея, и дело тут не в том, что олово проводит ток даже хуже стали, а в том, что в месте клемм сильный нагрев, и он легко может достигать двух сотен градусов, а в паре с жесткими проводами, силой Ампера внезапно выскочивший из клеммы провод, под веселые брызги жидкого припоя может наделать бед.


Отдельной мозголомкой были электроды. Проблемы бы не было, если бы медный пруток продавался в каждом хозмаге, купил, выточил и работай. Поэтому идея такая – наконечники стягиваются меж собой, зажимая загнутый П-образно электрод. Электрод немного расплющен кувалдой для увеличения площади контакта наконечниками, и может упираться плоской полочкой для обеспечения усилия прижима (не понадобилось). П-образная форма проще для загибания, чем кольцо, особенно если пруток толстый.


В качестве материала электродов я использую сердцевину одножильного кабеля 35 мм2 – он был, но его не трудно купить в магазинах электроизделий. По мере износа такие электроды заменяются.

Токопроводящие части изолированы от металла корпуса при помощи стеклотекстолита – это прочный термостойкий диэлектрик, он при нагреве не ползет. Если стеклотекстолита нет – подойдет и фанера – напряжение всего 2В.


Не удержался. это ток КЗ одного трансформатора

Получается пока как то так:


С этого момента сварочный аппарат может уже варить детали для себя.
Этап 3 – система управления.
Регулировать можно два параметра – сварочный ток и длительность воздействия тока. Первый путь возможен через непрямую регулировку (напрямую не порегулировать – реостат на 1000А не будет отличаться хорошей надежностью и габаритами) – переключением витков вторичной обмотки или подключением сварочника через ЛАТР. Второй путь проще – мы просто используем реле, что бы включить сварку на заданное время.
Ток мы будем включать только при сведенных контактах – в противном случае при размыкании зажигается дуга которая прожигает дыры и сильно изнашивает электроды.



Лень победила – я не стал делать отдельный блок на микроконтроллере, я использовал обычное промышленное реле времени Autonics AT8N, твердотельное реле из китая, и гору всякого хлама. Примерная схема ниже:
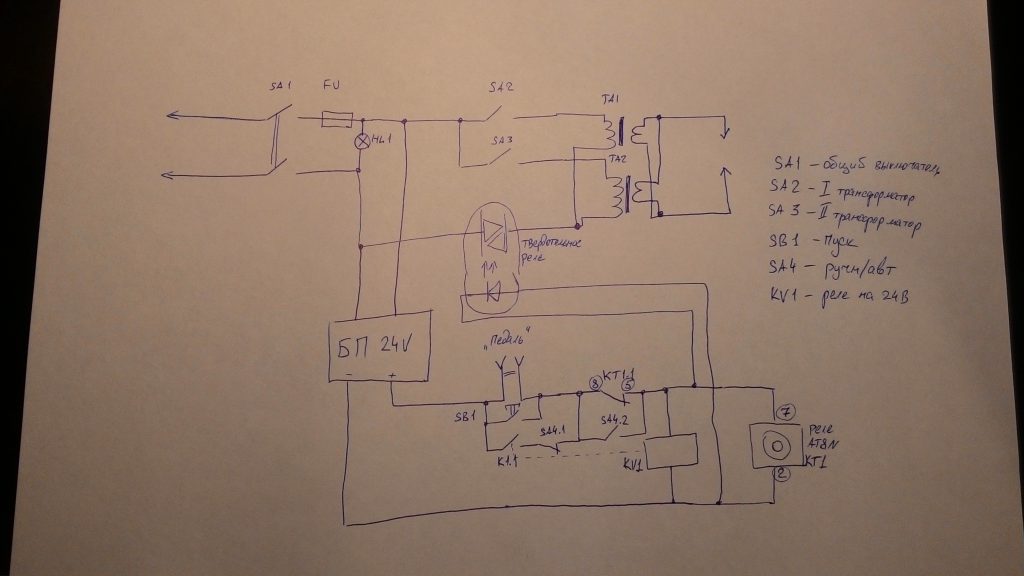 На схеме я нарисовал светодиод в твердотельном реле задом наперед, но на самом реле обычно диода не нарисовано а явно подписано + и -, так что будьте внимательны.
На схеме я нарисовал светодиод в твердотельном реле задом наперед, но на самом реле обычно диода не нарисовано а явно подписано + и -, так что будьте внимательны.
Педаль, по желанию подключается в разъем “педаль” и по сути параллельна кнопке “пуск”.
При нажатии на кнопку через контакты SB1 включается реле KV1, которое своими контактами К1.1 шунтирует кнопку SB1 вставая на самоблокировку. Попутно при этом включается питание реле времени. Реле отработав заданное время (режим А) размыкает нормально замкнутые контакты KT1.1, через которые была запитана вся схема, что вызовет отключение реле времени и отключение реле KV1 со снятием с самоблокировки. Параллельно реле KV1 включен светодиод твердотельного реле, через которые питаются трансформаторы. Твердотельное реле позволяет избежать искрящихся контактов что повышает надежность. Трансформаторы включаются индивидуально (I, II или оба) при помощи выключателей SA2-SA3, что позволяет косвенно регулировать мощность. Переток тока во вторичной обмотке в невключенный трансформатор составляет порядка 120А, поэтому он греется не так сильно как рабочий, можно при работе с тонким железом переключать трансформаторы по очереди минимизируя нагрев. Контакты выключателя SA4.1 и SA4.2 отключают шунтирующий контакт реле и блокируют отключающий контакт реле времени, позволяя реализовать ручной режим – “варит пока жмешь кнопку”. Если у вас нет твердотельного реле, и вы ставите обычный магнитный пускатель, то можно выбросить блок питания, и реле KV1 брать на 220В а не на 24В. Правда на кнопке и на педали будет высокое напряжение. По вкусу можно добавить индикацию и термопредохранители. Минус моей схемы – если педаль зажата и не отпускается – то она будет “стрелять” импульсами, так что придется отработать навык краткого нажатия на педаль, или переделать схему добавив пару реле.
При сборке случился конфуз, в первое же включение сгорело твердотельное реле на 40А, замкнувшись навсегда. Это очень странно, так как ток при коротком замыкании в первичке, судя по клещам был не более 35А (7,7 кВт!) Гуглеж и разборка реле с горелкой и кувалдой обьяснила причину – оказалось хитрые китайцы воткнули в 40А твердотельное реле симистор на 8А! (BTA08-800). Пришлось поставить обычное реле и магнитный пускатель на 220В, надеюсь его могучие контакты (4 комплекта) проживут долго. Всю схему на 220В переводить не стал – мне не нравится идея того, что на кнопке, под рукой человека будет высокое напряжение.

Также для контроля тока сварки сделан стрелочный индикатор, включенный в самодельный трансформатор тока, ток откалиброван по токоизмерительным клещам (правда за пределами диапазона). Точность +/- пол километра. 500 витков любого обмоточного провода, магнитопровод из сваренного этим же аппаратом мебельного уголка, охватывающем сразу оба провода и скрепляющегося на винты. Измерительная головка с током отклонения 1 мА и подстроечный резистор на 47К. Магнитное поле такой силы, что на столе шурупы прыгают рядом с проводами вторички, поэтому вполне реально использовать головки с бОльшим током отклонения или делать меньшее количество витков провода.
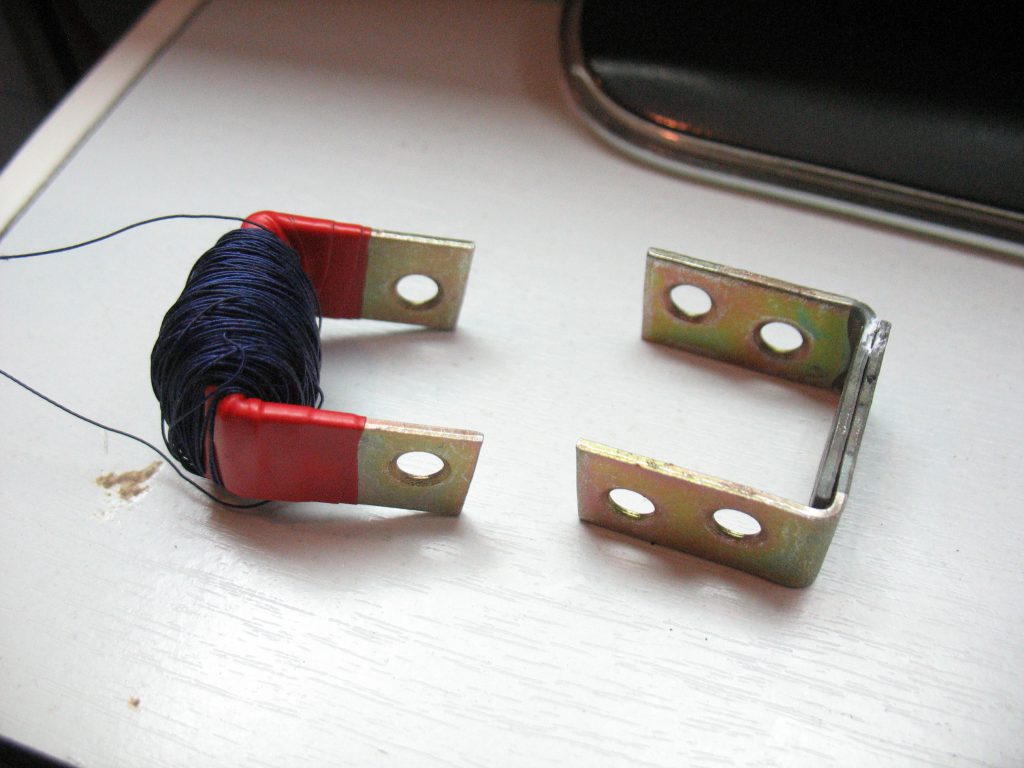 Трансформатор тока – обмотка и сердечник
Трансформатор тока – обмотка и сердечник

Для обдува и циркуляции воздуха пригодился вентилятор от этой же самой микроволновки. В принципе в микроволновке всегда есть реле, которое включает трансформатор – его можно использовать по назначению, если контакты живые, но сколько проработает – малопредсказуемо.
Фото на тепловизор:


Что видим: самая нагруженная по тепловыделению – первичная обмотка. Вторичная разогревается равномерно, что говорит о хорошем контакте в обжатых клеммах – нет бутылочного горлышка и чрезмерного нагрева в этом месте. При работе с одним включенным трансформатором провода вторички до отключенного не греются практически.
Итог: (боковушки пока не стал ставить, будут из перфожелеза)


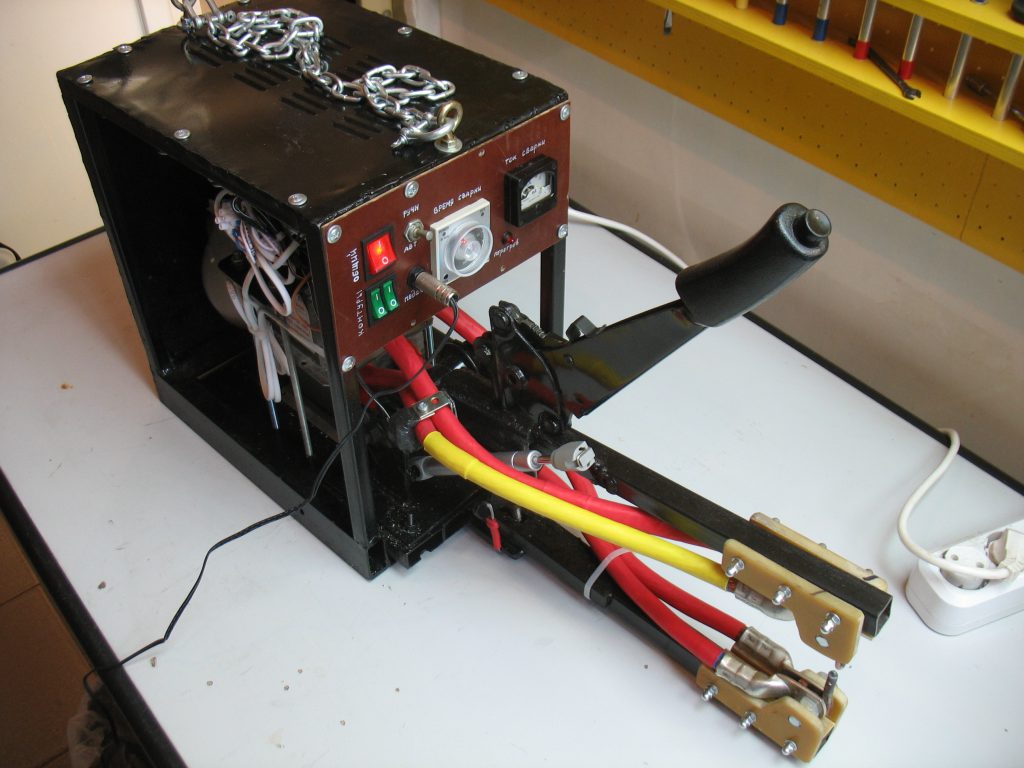
Ну и в итоге фото того как получилось варить:
 Слева – не заточенные электроды. В середине заточенные, с подачей тока после смыкания, справа то же но смыкание и размыкание под напряжением. Видно, что дуга прожгла дырку в точке сварки и сильно изнашивает электрод. Вывод – электроды нужно точить, а ток включать только в сомкнутом состоянии.
Слева – не заточенные электроды. В середине заточенные, с подачей тока после смыкания, справа то же но смыкание и размыкание под напряжением. Видно, что дуга прожгла дырку в точке сварки и сильно изнашивает электрод. Вывод – электроды нужно точить, а ток включать только в сомкнутом состоянии.

Желтые пятна – это медь электродов сплавляется с цинком покрытия и образуя латунь. Когда будем много варить – сделаю апдейт к этой записи и добавлю еще фото и возможно видео. Тестовые сварки показали себя хорошо – не разодрать, гнутся но сварка держит. Максимальная толщина – две шайбы по 2,5 мм, но чувствуется, что это на пределе мощности.
P.S. Про ютуб. Ощущаю себя динозавром, так как пишу тексты и предпочитаю читать тексты. Текст быстро можно просмотреть по диагонали, его проще вылизать до лаконичности, и в целом это более быстрый способ восприятия информации. Но уже многократно мне говорили – заводи канал на ютубе, читатели мои, как считаете, стоит ли ввязываться? К тому же студенты почти поголовно дальше видео не ходят. При том что сам формат я не люблю и имею склонность делать долго, но нетленку, чем быстро и сиюминутно.
Забавно, что ютуб – это тот же телевизор, но только с выбором того что смотреть, но с тем же самым недостатком – медленный способ восприятия, где найти время что бы смотреть видео?
Проблема ютубных каналов – в низком качестве, многие популярные “влогеры” в погоне за количеством теряют качество, Типичный канал про DIY – это когда неуч хипстер делает на коленке примитивную ерунду, не очень понимая теорию. Академическая ценность такого минимальна. Знаменитый креосан – при всем уважении к авторам, я бы описал как “техническая клоунада”, когда в погоне за популярностью и вау эффектом все остальное приносится в жертву. Посмотрел видео канала Сергея Александровича, много одобрительных комментариев, мол Левша, что то руками делает, вау, супер. Увидел как этот кадр пилит штангенциркуль алмазным диском, выматерился, закрыл. Когда коту заняться нечем… Даня Крастер в тему высказался.
Но есть и жемчужины. Канал Виктора Леонтьева – монумантально, наглядно, четко и со знанием дела.
Канал Бена Краснова – тоже многие вещи очень наглядно и по делу.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Источник