Дизельный из карбюраторного
Повышенный спрос на экономичные автомобили побудил многие заводы наладить производство легковых машин с дизелями. Освоение нового мотора требует, как известно, серьезных затрат. А если использовать уже выпускаемый бензиновый мотор в качестве основы для дизельной модификации! Ведь унифицированная конструкция всегда дешевле. Но реальна ли возможность переделки или, как говорят инженеры, конвертации бензинового двигателя в дизельный? После того как Центральное телевидение сообщило в одной из своих передач об изобретении болгарскими инженеров — приставке, позволяющей карбюраторному двигателю ВАЗ работать на дизельном топливе, этот вопрос заинтересовал многих читателей.
 Конвертированный дизель «Фольксваген».
Конвертированный дизель «Фольксваген».
Болгарское агентство «София-пресс» специально для журнала «За рулем» подготовило статью на эту тему. Ее авторы — инженеры лаборатории двигателей и автомобилей в Софии Л. АЛФАНДАРИ, X. БОЗЕВ, К. ДАМЯНОВ и В. МИНЧЕВ.
В нашей лаборатории сделан дизель для легкового автомобиля посредством конвертации двигателей ВАЗ—2103 и ВАЗ—2106. Цель разработки — определить возможность переоборудования части эксплуатируемых в стране карбюраторных двигателей ВАЗ.
При конвертации главной заботой было сохранить без изменения большую часть деталей «жигулевского» мотора, а также его габарит и компоновку. Блок цилиндров остался почти прежним. Испытания показали, что он обладает необходимой жесткостью.
Чугунный коленчатый вал серийного двигателя выдержал длительные испытания надежности. После работы трех конвертированных двигателей в течение 800 часов при полной нагрузке и частоте вращения 4000 об/мин износ его шеек — минимальный (0,005—0,01 мм), следов задира нет. Давление в системе смазки не изменилось (использовано болгарское масло M10Д). На 10 построенных двигателях не отмечено ни одного случая поломки вала.
Эксплуатационные испытания показали, что летом при максимальной скорости движения температура масла достигает 135° С. Пришлось применить радиатор, благодаря которому температура снизилась до 105° С. Масло проходит через него и потом поступает в масляный фильтр типа ВАЗ—2105.
Шатуны не изменены. Внутренний диаметр поршневого пальца для повышения прочности уменьшен с 15 до 8 мм.
Поршень — важнейшая деталь, которая при конвертации всегда существенно изменяется. Чтобы снизить его тепловую нагрузку, увеличено на 12 мм расстояние от днища до канавки первого компрессионного кольца. Перемычка между первым и вторым кольцами увеличена с 4 до 5 мм. Чтобы обеспечить эффективность рабочего процесса и поднять до 20—20,5 степень сжатия, потребовалось сделать минимальным (0,9—1 мм) расстояние от днища поршня до головки цилиндров. Исключить опасность «встречи» клапанов с поршнем помогли фигурные вырезы глубиной 1 мм в днище поршня под клапанами.
Головка цилиндров полностью новая (рис. 1). Она отлита из чугуна, а ее крышка — из алюминия. Клапаны установлены вертикально. Использован один из вариантов вихревой камеры, которая размещена в головке. Верхняя часть имеет полусферическую форму, средняя — цилиндрическую, а нижняя представляет собой специальную вставку из жаропрочной стали с наклонным днищем и соединительным отверстием.
Клапаны и пружины используются от карбюраторного двигателя. С целью уменьшить износы в распределительном механизме и достичь лучшего охлаждения головки было найдено оригинальное решение, на которое выдано авторское свидетельство. Задний конец коромысла не опирается на регулировочный болт, а висит на нем. Болт завернут в корпус подшипников распределительного вала. Устранены утолщения в головке цилиндров для резьбовых отверстий регулировочных болтов и тем самым освобожден широкий канал для циркуляции охлаждающей жидкости. При таком креплении болта намного облегчается регулировка зазоров в газораспределительном механизме. Распределительный вал взят серийный (ВАЗ), а рычаги клапанов иные. При испытании в течение 800 часов износа вала, коромысел и клапанов не обнаружено.
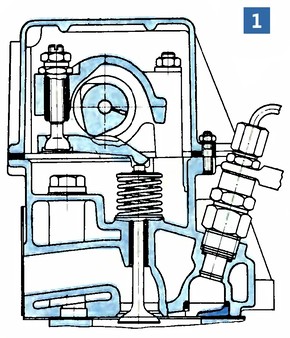 Рис. 1. Головка цилиндров конвертированного дизеля КД-1500 (НРБ).
Рис. 1. Головка цилиндров конвертированного дизеля КД-1500 (НРБ).
Сохранен цепной привод распределительного вала и масляного насоса. Впускные и выпускные каналы расположены с одной стороны головки цилиндров, что позволило использовать серийные коллекторы.
В топливной системе конвертированного дизеля оставлен прежним только мембранный подкачивающий насос. На опытных образцах использованы топливные насосы высокого давления двух типов — рядный и распределительный. Они монтируются на металлической плите, прикрепленной к передней стенке головки, и приводятся зубчатым ремнем.
Конструкция регулятора опережения впрыска является болгарским изобретением. В топливной системе предусмотрен бумажный фильтр, также болгарского производства.
От карбюраторного двигателя использованы маховик, стартер, генератор, масляный картер.
Исходя из собственного опыта в области быстроходных дизелей, стремления уменьшить нагрузки на кривошипно-шатунный механизм, номинальную частоту вращения ограничили 4000 об/мин. Дизель КД-1500 (так названа конвертированная конструкция) развивает максимальную мощность 43 л. с. (31,5 кВт) при удельном расходе топлива 225 г/л. с. ч. (306 г/кВт ∙ ч).
В момент подготовки статьи испытывались четыре машины ВАЗ с конвертированными двигателями КД-1500 и КД-1600. Из них две прошли по 50 тысяч километров, одна — 30 тысяч. Средний расход топлива составил 6—6,5 л/100 км. При скорости 80 км/ч ВАЗ—2106 с дизелем КД-1500 и нагрузкой 430 кг расходует 5,9 л/100 км. Максимальная скорость достигает 107 км/ч.
Как видим, никакого чуда нет — превращение карбюраторного двигателя в дизельный достигнуто ценой немалых переделок: новые головка цилиндров и поршни, установка форсунок и топливного насоса высокого давления. Видимо, его авторы телепередачи и нарекли приставкой, приписав ей магическую способность превратить карбюраторный мотор в дизельный.
В то же время читатели спрашивают не только о конструкции, но и об эффективности конвертации, о том, насколько она широко используется в мировом автомобилестроении, насколько перспективна для советских моторов. На эти вопросы по просьбе редакции отвечает главный конструктор проекта по дизелям легковых автомобилей отдела двигателей НАМИ А. ВАТУЯЬЯН.
Переоборудование двигателя с искровым воспламенением заряда (бензинового) в дизельный — дело реальное и вместе с тем непростое. Как проявились эти сложности в конструкции рассмотренного дизеля?
Прежде всего отмечу, что его мощность на 44% ниже, чем у бензинового прототипа. Для дизеля, не оборудованного наддувом, это неизбежная цена, которую приходится платить за высокую экономичность: из-за больших давлений в нем выше потери на трение, а рабочая смесь сильно обеднена, так как смесеобразование в дизеле возможно только при большом избытке воздуха. Кроме того, условия смесеобразования (ограниченность времени на распыл и перемешивание топлива с воздухом) и инерционные нагрузки кривошипно-шатунного механизма не позволяют коленчатому валу дизеля делать больше 5000 об/мин (это также на 10—15% меньше, чем у карбюраторного). Вот те причины, по которым литровая мощность дизеля без наддува сегодня значительно ниже, чем бензинового мотора, то есть при равном рабочем объеме дизель имеет меньшую мощность.
Это, однако, не означает, что с 1,5 литра рабочего объема нельзя снять больше чем 43 л. с. Правда, как показывает мировой опыт, при форсировании двигателя не удается сохранить в неприкосновенности важнейшие детали — коленчатый вал, шатуны, а часто и блок цилиндров: с дальнейшим ростом давления сгорания запас прочности этих деталей становится недостаточен. Чтобы избежать их поломок, на более форсированных дизелях литые из чугуна коленчатые валы заменяют коваными стальными, в блоках утолщают наиболее нагруженные стенки, особенно «доску» — зону у верхнего стыка блока. В других случаях идут на замену материала или вида термообработки деталей. Можно, как на описанном выше двигателе, обойтись без этого, но тогда надо мириться с его скромными параметрами.
А есть изменения, уйти от которых просто невозможно: дизелю нужны поршни с более массивными стенками и днищем — не только по условиям прочности, но и для лучшего отвода тепла. Далее. Легковые дизели сегодня имеют только двухполостные камеры сгорания (см. статью «Какие бывают дизели» «За рулем», 1983, № 11), а значит, нужна иная конструкция головки цилиндров. Из-за вертикального расположения клапанов, как правило, ее не удается обрабатывать на том же оборудовании, что и головку бензинового мотора. Правда, для дизеля ФИАТ-127 нашли компромиссное решение, сохранив наклонное расположение клапанов (рис. 2). Однако это, в свою очередь, потребовало изготовить поршни с вытеснителем весьма сложной формы, а полученную в результате конфигурацию камеры сгорания все же нельзя считать наилучшей.
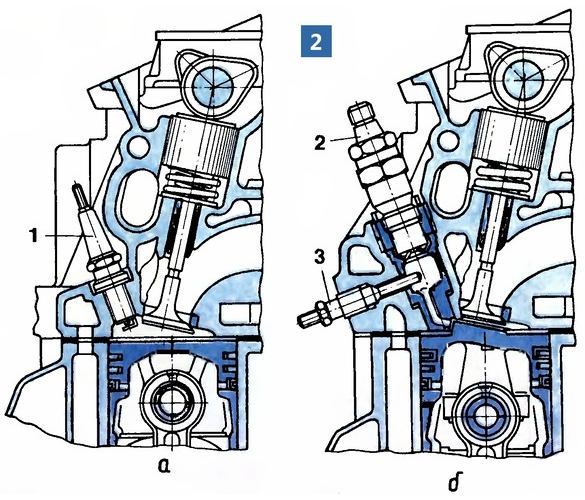 Рис. 2. Головка цилиндров карбюраторного двигателя ФИАТ-127 (а) и конвертированного дизеля на его базе (б): 1 — свеча зажигания; 2 — форсунка; 3 — свеча для пуска.
Рис. 2. Головка цилиндров карбюраторного двигателя ФИАТ-127 (а) и конвертированного дизеля на его базе (б): 1 — свеча зажигания; 2 — форсунка; 3 — свеча для пуска.
Еще одно «но». Организация рабочего процесса у дизелей во многом зависит от величины надпоршневой щели — расстояния между днищем поршня в ВМТ и «огневой» поверхностью головки цилиндров. На величину надпоршневого зазора влияет точность обработки блока, шатунов, поршней, коленчатого вала и податливость прокладки головки цилиндров. Поскольку в карбюраторном двигателе влияние надпоршневого зазора при степени сжатия около 8,5 невелико (смесеобразование идет в основном вне камеры сгорания), детали, определяющие этот зазор, имеют более широкие допуски при изготовлении (рис. 3). Значит, при использовании имеющегося оборудования и методов сборки, приемлемых для карбюраторного двигателя, будет непросто гарантировать надпоршневой зазор в узких пределах, необходимых дизелю.
Из-за характера изменения нагрузок у дизеля возможны ускоренные износы и даже разрушения в приводах распределительного вала и масляного насоса, вполне надежно работавших на бензиновом моторе. Существенно большее давление газов у дизеля вызывает почти двукратное увеличение потерь на трение в механизмах. Отсюда — повышенный нагрев масла, из-за которого нужен масляный радиатор. Вдобавок масло в дизелях быстрее стареет: отчасти из-за более высокой температуры, отчасти вследствие повышенного содержания кислорода в отработавших газах, проникающих в картер. Вот почему в конвертированных дизелях приходится увеличивать размеры масляного фильтра или чаще менять его элементы.
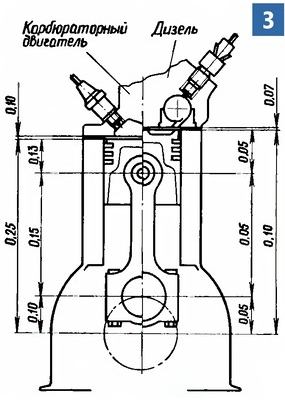 Рис. 3. Сравнение допусков на основные размеры карбюраторного и дизельного двигателей.
Рис. 3. Сравнение допусков на основные размеры карбюраторного и дизельного двигателей.
Наконец, вспомним о самых дорогих агрегатах дизельного двигателя, без которых опять-таки не обойтись, — топливном насосе, форсунках, свечах накаливания. Для того, чтобы компенсировать увеличенную отдачу тепла в стенки двухполостных камер сгорания, повышают до 21—23 степень сжатия; это, в свою очередь, затрудняет пуск и требует установки в дополнительных камерах свечей накаливания, а также более энергоемкого аккумулятора и мощного стартера. (В Болгарии с ее мягким климатом такой стартер не понадобился, но для пуска при низких зимних температурах мощности штатного стартера может и не хватить.)
Как видим, конвертация бензиновых двигателей в дизель связана с множеством проблем. Занимаются ею давно. Первые попытки, предпринятые еще в 20-х и начале 30-х годов, не получили в свое время продолжения. Во-первых, карбюраторные моторы тогда, как правило, имели нижнеклапанный газораспределительный механизм, непригодный для дизелей. Во-вторых, у них была низкая (4—5) степень сжатия, и детали обладали малой надежностью при нагрузках, характерных для дизельного процесса.
В последующем стали проектировать «универсальные» моторы с усиленным силовым механизмом, которые можно было выпускать и в дизельном и в карбюраторном вариантах. Не найдя распространения на грузовиках из-за большой массы карбюраторного варианта, они закрепились на некоторых легковых автомобилях («Даймлер-Бенц», «Ровер» и др.).
Дальнейшее развитие карбюраторных двигателей было связано с заметным ростом степени сжатия и максимального давления сгорания. Блоки цилиндров, детали шатунно-поршневой группы стали потому значительно жестче, что создало предпосылки для более успешного конвертирования их в дизели при рабочем объеме 1800—2200 см3. Естественно, они появились вначале там, где этому помогали экономические условия (цена топлива, налоги и т. д.), — в Италии, Англии, Франции. Из них наиболее известен «Пежо-инденор», устанавливаемый, например, на часть продаваемых за рубежом «волг».
В целом накопленный на сегодня опыт говорит о том, что при увеличении масштабов выпуска конвертированных дизелей (даже наиболее удачных) и росте требований к ним их конструкция начинает постепенно отступать от исходной карбюраторной. Поэтому сегодня конструкторы, опираясь на последние достижения в технологии и создании высокопрочных материалов, проектируют новые двигатели, заранее рассчитанные на параллельное производство в двух вариантах — карбюраторном и дизельном.
Источник
Проект длиной в 8 лет — знал бы, ни за что не ввязался: свой 2-тактный мотор
Когда-то давно я понял, что мне мотора Иж Планета не хватает и я решил радикально модифицировать его — сделать собственный цилиндр. По ходу сменился даже мотор. За его время я успел закончить школу, поступить в один вуз, вылететь и каким-то чудом перевестись в другой и отучиться там еще 5 лет и все равно я закончил и его уже два года назад. Знал бы я, что так оно растянется, наверное, не ввязался бы. Поскольку мы воспринимаем время относительно прожитого в сознательном возрасте, то для меня оно растянулось на половину прожитого времени.
Прошло уже 6 лет с момента выхода первой и последней заметки по этому проекту(Свой 2-тактный мотор. CR620 рекомендуется к ознакомлению). Тогда я остановился из-за проблем с аутсорсом в металлообработке. Кто не может, кто не хочет, кто делает бесконечно долго, кто и детали назад возвращать не хочет. А город в котором я живу имеет славную промышленную историю и был центром Петровской индустрии 18-века, но от славного прошлого ныне остался один корень в названии города и несколько действующих предприятий, на которых занято порядка единиц процентов населения. А сейчас не 90-е и даже не 00-е, когда можно было договорится с человеком с завода чтобы он что-то такое эдакое для тебя сделал. Теперь у них есть работа и КПП на входе, как я потом узнал — номинальное. Вся эта история с передачей деталей где они лежат, а не делаются, поиск новых мест и тому подобное блуждание длилась несколько лет. Оказалось, что отлить сложную алюминиевую отливку у сарая на родительской даче я смог, а обработать, что не выглядело проблемой изначально — нет.

В это же время я познакомился с мастером из университетской мастерской, который сначала под присмотром, а потом и самостоятельно позволял мне работать на станках. Жаль только то, что станки были чуть больше настольного и моя отливка не имела шанса влезть в них. Однако, я делал на них маленькие детали на продажу и заработал на токарный станок уже промышленного уровня, пусть и выпущенный на заводе сомнительной репутации в АрССР.

Из помещений, где я мог что-то делать, был кусок в 3х3м сарая на родительской даче и гараж-ракушка. В одном нет места в другом света. Я решил, что с электричеством проблема проще и перевез станок в гараж. Там я его отмыл, перебрал и изучил. Казалось бы, электричество есть в кооперативе напротив через кусты и грунтовку, в 10м. Связался с председателем и предложил ему платить все взносы за право покупать у его кооператива электричество. Он категорически был против. Фейл. Соседей пенсионеров мне тоже убедить не удалось. Фейл. Появилась идея снять с товарищами гараж для хранения и ремонта мототехники. Звонили по объявлениям, ездили смотреть и каждый раз общение с собственником помещения заканчивалось после вопроса о установке станка. Фейл. Проект как обычно отложен на следующий год.
К концу лета следующего года я, видимо, настолько утомил родителей терриконами отходов литейного производства на даче (на мой взгляд хорошо разбавляли сельский пейзаж и избавляли от стрижки травы в пределах пары метров от них), что они решили купить мне гараж у дома и с электричеством, аж с тремя фазами по стенке. Там наконец токарный станок ожил, а я смог начать обрабатывать отливку цилиндра после 2,5 лет выдержки.
Когда я наконец обработал отливку, то столкнулся с очередной проблемой: я договорился с человеком, который делает сверхтвердые гальванические покрытия на цилиндрах ДВС и проектировал цилиндр именно под покрытие, а пока время шло, человек уже перестал этим заниматься или просто не стал браться, а другие либо делали дорого, либо как-то очень подозрительно путались в ответах. К тому же, колодцы золотников были выполнены вертикальными, при проектировании я не мог думать как технолог, ибо не имел своей производственной базы. Такие я не мог обработать сам и отдал на сторону, где цилиндр повис на полгода. Так проект встал, хотел закончить к лету, никогда такого не было и вот опять. Нужно было делать чугунную гильзу, да только к тому времени накопилось столько новых идей, что проект 4-годичной давности устарел и тащить его не было никакого желания. Так эта ветвь и остановилась навечно.
Зимой был подготовлена новая версия цилиндра. Именно с этого момента можно отсчитывать хронологию проекта. Отличительной особенностью ее является обилие «механизации» — два клапана в каналах выпуска и золотники в каналах продувки.
Начнем, пожалуй, с небольшой теории о мощностных клапанах в двухтактных двигателях внутреннего сгорания.
Введение
К настоящему времени в двухтактных двигателях с кривошипно-камерной продувкой применяются системы управления сечением и/или фазой выпускного порта. Данные системы обеспечивают сглаживание кривой мощности. Изменение фазы или сечения выпускного порта выполняется с помощью заслонки, расположенной в выпускном канале. Ее положение зависит от оборотов коленчатого вала. Привод заслонки бывает пневматическим, механическим или электрическим. Например, на моторе мотоцикла Yamaha TZ500 при высоких оборотах, около 10500 мин-1, значение фазы выпуска составляет 202deg, а на низких около 180deg. На рисунке представлена конструкция мощностного клапана фирмы Yamaha.

Как и для выпуска, для продувки тоже существует зависимость оптимальной фазы продувки от оборотов, обусловленная компромиссом между скоростью газа в потоке продувки, потерями свежей смеси через выпуск и объемом ее же, поступающей за время продувки. Данная зависимость линейна, что можно увидеть из графика, представленного ниже.
В отличие от выпускного порта, каналы продувки характеризуются еще и углами выхода: горизонтальными и вертикальными. В случае пятиканальной продувки обычно получается четыре ненулевых и различных горизонтальных угла и пять (по два на 1-4 каналы и один на 5-й) вертикальных.
Горизонтальные углы продувочных каналов: A, B, C, D
Вертикальные углы основных каналов продувки
Данные углы необходимы для получения характерной петли продувки. Такой способ продувки называется петлевая продувка и обеспечивает наиболее эффективное удаление отработанных газов без увеличения числа подвижных элементов двигателя и усложнения его конструкции. Поэтому в настоящее время только он применяется на всех двухтактных двигателях, кроме двухтактных дизелей. Из-за важности углов выхода продувочных каналов применять методы, используемые для управления выпуском, нельзя. Поскольку они будут создавать либо нежелательные завихрения в канале продувки, либо изменять его углы выхода.
Авторы [A. Graham Bell. Two-Stroke Performance Tuning. Haynes Publishing, 1999.] утверждают, что во время продувки возникают колебания с собственной частотой  :
:

где:
 — скорость звука в продувочном канале;
— скорость звука в продувочном канале;
 — объем кривошипной камеры без учета объема продувочных каналов;
— объем кривошипной камеры без учета объема продувочных каналов;
 — средняя длина продувочного канала;
— средняя длина продувочного канала;
 — средняя площадь поперечного сечения продувочного канала;
— средняя площадь поперечного сечения продувочного канала;
 — ширина среднего поперечного сечения канала;
— ширина среднего поперечного сечения канала;
 — высота среднего поперечного сечения канала.
— высота среднего поперечного сечения канала.
Выражение  представляет собой поправку, учитывающую влияние входной части продувочного канала.
представляет собой поправку, учитывающую влияние входной части продувочного канала.
Эта собственная частота, , должна быть равна:

где:
 — чистота оборотов коленчатого вала двигателя;
— чистота оборотов коленчатого вала двигателя;
 — фаза продувки.
— фаза продувки.
Таким образом, из выражения (2) следует, что собственная частота колебаний, возникающих во время продувки, прямо пропорциональна частоте оборотов двигателя, но правая часть выражения (1) не зависит от частоты вращения коленчатого вала. Поэтому продувка оптимально работает лишь в узком диапазоне оборотов, а для расширения рабочего диапазона необходимо внести зависимость от оборотов в правую часть выражения (1). Проще всего это сделать, введя зависимость средней площади поперечного сечения продувочного канала от оборотов. Чтобы не вносить нежелательных завихрений в поток газа в продувочном канале, желательно изменять сечение каналов продувки, меняя их количество. Например, с помощью золотников, перекрывающих некоторые каналы продувки. В рамках данного проекта предлагается перекрывать золотниками дополнительные каналы продувки.
Золотники в каналах продувки: левый полностью открыт, правый закрыт
Влияние данного решения было исследовано с помощью компьютерного моделирования продувки в пакете программ SolidWorks Flow Simulation. Продувка выполнена при постоянной разнице давлений между входом в каналы продувки и выходом из выпускного канала. Поршень считался неподвижным и находящимся в нижней мертвой точке. Процессы впуска и выпуска не учитывались. Разница давлений была выбрана из разницы объемов под поршнем в нижней и верхней мертвой точке и составляла 0,6 кг/см2. Из-за указанных выше допущений, результаты расчета в этом стационарном приближения можно рассматривать как качественные без количественной оценки. Поскольку, например, разделить во времени или пространстве процессы выпуска и продувки нельзя. В этом и заключается главная трудность для компьютерного моделирования двухтактных двигателей с кривошипно-камерной продувкой.
На рисунках видно, что закрытие золотников существенно влияет на распределение скоростей потока и вид петли продувки: при закрытых дополнительных каналах (трехканальный режим) увеличивается скорость газа в процессе продувки и петля продувки становится более выраженной и отдаленной от выпускного окна, что должно снизить потери свежей смеси через выпускной порт и снизить коэффициент остаточных газов, в тоже время, высокая скорость на выходе потока из каналов продувки при трехканальной продувке указывает на наличие узкого места, которое будет ограничивать расход газа через двигатель, а значит и мощность при высоких оборотах. В случае пятиканального режима смешивание газов должно быть больше, а, значит, возрастет коэффициент остаточных газов, но при этом наблюдается меньшая скорость, и «узким» местом становится канал выпуска, что снижает потери свежей смеси через него.
Траектории 2000 частиц при открытых золотниках в дополнительных продувочных каналах (пятиканальный режим)
Траектории 2000 частиц при закрытых золотниках в дополнительных продувочных каналах (трехканальный режим)
Кроме золотников в каналах продувки, планируется установить в выпускном канале мощностной клапан (МК) для проверки совместной работы обоих систем. Наилучшим образом для исполнительного механизма МК подходит заслонка в виде секторного золотника. Это объясняется тем, что кромка заслонки такого мощностного клапана во всем диапазоне рабочего хода находится максимально близко к рабочей поверхности цилиндра (то есть, при малом угле поворота траектория движения точке на кромке золотника приближена к прямой), а не только в нижнем положение, как в случае цилиндрического золотника или наклонного шибера. Кроме того, такая конструкция заслонки не создает сильных завихрений за собой как шиберная заслонка, движущаяся параллельно оси цилиндра.
Заслонка мощностного клапана(МК) в опущенном состоянии
Продувки при закрытых золотниках в дополнительных каналах продувки и опущенной заслонке МК
Разработка моделей
| Ход поршня, мм | Длина шатуна, мм | Высота выпускного окна, мм | Высота продувочного окна, мм | Фаза выпуска, град. | Фаза продувки, град. | |
|---|---|---|---|---|---|---|
| Honda CR500 | 79 | 144 | 34 | 15.5 | 180.1 | 119.5 |
| Yamaha YZ490 | 82 | 137 | 37.8 | 16.8 | 188.5 | 123.7 |
| Cezet type 514 | 72 | 130 | 32 | 17 | 183.4 | 131.5 |
| Kawasaki KX500 | 86 | 145 | 36.5/40 | 17 | 180.1/189.3 | 121.3 |
| Проект CR724 | 79 | 144 | 26/36 | 17 | 156/185.8 | 125.3 |
Примечание: Если в ячейке указаны два параметра высоты выпускного окна или фазы выпуска, то первая относится к состоянию с полностью закрытым МК, а вторая с открытым.
После замеров сопрягаемых с цилиндром элементов базового двигателя было выполнено создание трехмерной твердотельной модели газораспределительных каналов и сопряженных с ними полостей. Все чертежи были выполнены с использованием пакета программ SolidWorks.
Твердотельная модель газораспределительных каналов
Начало именно с твердотельной модели каналов позволяет минимизировать число толстых мест отливки и уменьшить ее массу. На следующем шаге вокруг модели каналов была построена оболочка с толщиной стенок 4-6 мм и нижним крепежным фланцем.
Оболочка каналов без выреза модели каналов
Рубашка охлаждения была получена построением вокруг оболочки каналов второй оболочки, такой чтобы между обоими оболочками в горячих местах (верхняя часть цилиндра и каналы выпуска) оставалось расстояние в 6-10 мм. Толщина стенки оболочки каналов охлаждения около 4 мм. Вход в рубашку охлаждения находится внизу цилиндра под каналом выпуска и выше верхней кромки продувочных каналов рубашка охватывает весь периметр цилиндра. Также на этом этапе были построены плоскости крышек системы газораспределения и фланцы впуска и выпуска.
Твердотельная модель цилиндра без выреза модели каналов
Модель цилиндра получена при вычитании из полученной на предыдущем этапе модели каналов, таким образом модель каналов формирует полости. Далее была выполнена разметка крепежных отверстий, посадок подшипников и гильзы. На этом построение модели цилиндра закончено.
Построение гильзы и золотников было выполнено так же с помощью вычитания модели каналов из соответствующих твердотельных «заготовок».
Получилось и так много текста, поэтому за сим завершаю эту часть. Следующая будет повествовать о изготовлении литейной оснастки и выполнении отливки цилиндра.
Источник