Дульная фаска, как она изготавливается и для чего нужна
 От качества изготовления дульной фаски сильно зависит кучность стрельбы. Особенно это актуально для пневматического оружия, у пуль которого запас устойчивости невелик. К сожалению, у отечественной и недорогой импортной пневматики фаска, как правило, сделана безобразно. О том, как это исправить, рассказывает наш автор.
От качества изготовления дульной фаски сильно зависит кучность стрельбы. Особенно это актуально для пневматического оружия, у пуль которого запас устойчивости невелик. К сожалению, у отечественной и недорогой импортной пневматики фаска, как правило, сделана безобразно. О том, как это исправить, рассказывает наш автор.
Границей между внутренней и внешней баллистикой можно считать дульный срез ствола. Его перпендикулярность оси ствольного канала, ровность и чёткость выхода нарезов оказывают очень большое влияние на кучность. Малейшая вмятина несимметрично притормозит пулю, а значит, и отклонит её от линии прицеливания.
Если дульный срез будет косым, то в какой-то момент, когда одна сторона пули ещё касается нарезов, а с другой сжатый воздух уже вырывается через зазор, несимметричность давления на тыльной стороне пули вызовет сильные и непредсказуемые её колебания в полёте и, как следствие, очень низкую кучность.
Чтобы защитить дульный срез от повреждений, его обычно обрабатывают в виде так называемой дульной фаски — углублённого конуса, когда внешние края ствола выступают вокруг дульного среза и защищают его от ударов.
Дульная фаска, как она изготавливается и для чего нужна
Дульная фаска на дульном срезе.
Все дефекты дульного среза особенно ощутимы в пневматике, так как масса и инерция пули, а также запас её устойчивости очень малы по сравнению с огнестрельным оружием. К тому же размеры мишеней в спортивной стрельбе очень малы — диаметр 10 мишени № 8 для пневматической винтовки — 0,5 мм, диаметр 9 — 6 мм.
К сожалению, отечественная и недорогая импортная пневматика часто изначально имеет недостаточно тщательно обработанную дульную фаску. Надо понимать, что любые пружинно-поршневые винтовки за исключением спортивных моделей предназначаются для развлекательной стрельбы, когда недостаток кучности маскируется малыми навыками стрелка. Но ввиду почти полной недоступности в РФ спортивной пневматики многие покупают такое оружие для тренировок в стрельбе и соревнований, пусть даже неофициальных вроде Кубка ВОЛПО. Да и школьные тиры от бедности тоже не могут приобретать импортные спортивные винтовки или отечественные достаточно дорогие образцы типа ИЖ-32 (МР-532).
Поэтому многие владельцы дешёвых винтовок стремятся улучшить своё оружие. При недостаточной кучности первым делом надо осматривать именно дульный срез, а уж потом проверять, не разболтались ли части винтовки и прицела. Если дульный срез повреждён или плохо обработан на заводе, то единственное лечение — ремонт.
Для примера опишем доработку винтовки ИЖ-60, которая по своей дульной энергии (менее 3 Дж) сходна с пневматическим оружием. Данный экземпляр некоторое время «трудился» в тире РОСТО, где из него стреляли с упора школьники. Но даже в руках хороших стрелков кучность была явно меньше, чем положено. При осмотре оказалось, что на заводе дульная фаска вообще не обработана, дульный срез грубо развёрнут на конус с углом при вершине около 45 градусов, переход от конуса к каналу ствола не перпендикулярен оси канала ствола, то есть попросту кривой.
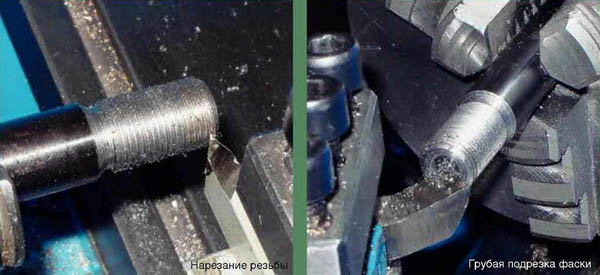
Со ствола был снят намушник с кольцевой мушкой, отвинчены винты стойки, соединяющей ствол с цевьём, после чего ствол был вывинчен из ствольной коробки. При осмотре ствола и промерах конуса оказалось, что просто отрезать конус и обработать фаску нельзя — длина резьбы для крепления намушника тогда станет недостаточной. Поэтому было решено на участке ствола сразу после сужения, отделяющего ствол от резьбы, нарезать резьбу М12х1. Для этого ствол был зажат в патроне токарного станка и обточен до диаметра 11,90 мм на длине 18 мм, после чего станок настроили на нарезание резьбы с шагом 1 мм. Вылет резца из резцедержателя минимальный, в данном случае 10 мм.
Нарезание резьбы велось при частоте вращения 100 об/мин, при подаче на проход 0,075 мм и очень обильной смазке моторным маслом, так как ствольная сталь достаточно твёрдая и склонна к дроблению. Масло наносилось после каждого прохода. Последние два прохода с подачей 0,05 мм и чистовой проход без подачи по сравнению с предыдущим дали зеркально гладкую резьбу.
Затем участок с конусом был отрезан. Следующая операция — формирование фаски начерно. Скорость вращения шпинделя 900 об/мин, верхний суппорт был повернут на 15 градусов, затем немного переточенным расточным резцом с твердосплавной напайкой рабочие ходы резца от периферии к центру обработали дульный срез, после чего он приобрёл вид конуса с углом 15 градусов.
Последняя и самая важная операция — чистовая обточка. Для неё используется немного переточенный отрезной резец. Доработка его сводится к закруглению между передней и задней поверхностью, отчего при взгляде сверху резец выглядит не перевернутой трапецией, а имеет слева скругление. Резец полируется настолько тщательно, насколько возможно, лучше до зеркального блеска поверхностей около рабочей грани. Качество обработки режущей кромки скажется на ровности фаски ствола.

Обработка ведётся при том же положении верхнего суппорта при максимальной скорости вращения шпинделя. Резец сначала подводится к каналу ствола, подаётся продольной подачей, и обточка ведётся от центра к периферии, и крутить маховичок верхнего суппорта нужно как можно медленнее. Продольная подача на проход 0,05–0,025 мм при обильной смазке. Во время этой стадии обработки сходящая с резца стружка похожа на комочек стальной ваты. Эта операция скучная и долгая: три — десять проходов, после каждого из которых дульная фаска протирается от масла и комочков стружки и осматривается под сильной лупой, после чего с казённика к дулу по каналу ствола прогоняется кусочек бумажной салфетки или туалетной бумаги, и срез ещё раз осматривается. Если на нём застряли волокна бумаги, то на кромке есть обращённые внутрь канала ствола заусенцы. Когда поверхность вогнутого конуса становится зеркальной, бумажный пыж выходит без малейшего затруднения, а выход нарезов становится чётким и симметричным, фаска сделана.
Отстрел винтовки ИЖ-60 после доработки подготовленными стрелками с мягкого упора показал уменьшение разброса в два раза, исчезли необъяснимые ошибками стрелка отрывы.
Источник
Как сделать дульную фаску своими руками
quote: Изначально написано gnom:
А надо ли ее править?
Ковыряют фаску на основании лишь того, что штатная выглядела подозрительно (фаза отстрела на кучность полностью проигнорирована), ковыряют её зубными пастами и шариками, а потом пытаются убедить себя, что 60мм на полтос — нормальная куча, могло бы и хуже быть
PS: техника изготовления фасок, нормальных (в тех крайних случаях, когда эта процедура действительно нужна), уже несколько лет как устаканилась. Требуются: токарник, бормашина, терпение и аккуратность. В деталях пересказывать не буду — описано уже раз сто.
quote: Дульный срез,выровнял,отполировал,теперь дело за фаской.
Срез полировать не нужно.
Он должен быть перпендикулярен оси ствола.После обрезания равняется приспособой типа»ящик».
Фаску делать шариком от подшипника через наждачную бумагу.
Начинать с грубой и постепенно переходить к 2500.
Завершить ватманом с пастой гои+ шарик.
PS: любого, кто в 2017 году на ганзе упоминает слова «фаска» и «шарик» рядом, следует немедленно банить. Опционально — ещё и упомянутый ящик на голову одеть.
quote: Вы только что просшулаши классический вредительский совет по обработке фасок.
Позабавил.
Это фото фаски моей винтовки.
Сделана фаска именно этим «ВРЕДИТЕЛЬСКИМ» методом мною.
Винтовка стреляет изумительно точно.
Я считаю ,что метод изготовления фаски шариком с наждачной бумагой-наиболее правильным в любительских условиях.
У меня множество винтовок вышли из под руки с именно такой фаской.
А покажи фото фаски -которую сделал именно ты.И расскажи -как ты ее делал.
Ну и результат твоей деятельности покажи-отстрел.
quote: Изначально написано кисть:
Это фото фаски моей винтовки.
Со своей винтовкой что угодно делай, хоть об пенек ею бей.
Только доругим не советуй.
quote: Изначально написано кисть:
. стреляет изумительно точно.
Бабкам у подъезда так рассказывай, а тут принято указывать дистанцию и поперечник куч на бумажной мишени.
quote: Изначально написано кисть:
наиболее правильным в любительских усло.
Нефиг в любительских условиях к фаске даже прикосаться.
quote: Изначально написано кисть:
У меня множество винтовок вышли из под руки с и.
Торжество мракобесия! Результат оценивается фотографиями фасок вместо фотографий отстрелов по мишеням.
PS: прав Виталий — насколько же дофига развелось дилетантов и шарлатанов, выдающих себя за мастеров. Желаю, чтобы у Виталия поток клиентов не иссякал.
quote: прав Виталий — насколько же дофига развелось дилетантов и шарлатанов, выдающих себя за мастеров. Желаю, чтобы у Виталия поток клиентов не иссякал.
Молодец!
Виталий-это наверное Гном?Хорошо вроде лизнул но.
Так вот -дам тебе информацию-Виталий Гном делает фаски на стволах винтовок ШАРИКОМ и НАЖДАЧКОЙ))))))
Ты почитай на досуге-зачем делается фаска,как делается и результаты.
А то на Оргах открыли целую новую тему о изготовлении фаски ствола-там чем только ее не портят.
Народ ковыряется в стволе разными шарошками,дремелями,ковырялками.
С другой стороны-кому и кобыла невеста.Нравятся им такие фаски.
quote: Изначально написано кисть:
-Виталий Гном делает фаски на стволах винтовок ШАРИКОМ и НАЖДА
Перестаём путать винтовки — с хатсанами.
quote: Изначально написано кисть:
Ты почитай на досуге-зачем делается фаска,как делается и резу.
Просто образцовое самодурство!
Ковыряет фаски на хатсанах и ижах доисторическими методами из эпохи пружин от мопеда, и ещё других поучать смеет.
Специально для упёртых и недостаточно владеющих информацией поясняю.
Суть процесса выполнения фаски по шагам, как это делается последние 3 года на винтовках (не путать с хатсанами, смершами, ижами, ппп-кросмэнами).
1. Ствол устанавливается в патрон токарника;
2. Обеспечивается минимальное биение ствола по каналу (не путать с биениями внешней поверхности ствола!). Долгий и кропотливый процесс;
3. Дульный срез заливается эпоксидкой или другим полимерным компаундом;
4. В инструментодержатель устанавливается бормашина с абразивным диском, так, чтобы диск в зоне обработки вращался от середины канала ствола. Обеспечивается параллельность и перпендикулярость везде, где надо.
5. Станок включается на низкие обороты, бормашина — на средние.
6. Производится выполнение фаски с очень малой подачей.
7. Компаунд выковыривается, ствол готов к использованию.
quote: Изначально написано кирев73:
Вот нашёл видео,правда не на пневме делается,но.
На пистолеты, тем более огнестрельные, лучше вообще не смотреть. Там требования по кучности не идут ни в какое сравнение ни с пневматическими пулевыми пистолетами, ни тем более с винтовками, фаска там выполняется для красоты. О её влиянии на ТТХ можно только гадать.
Да, для винтовок такими вот ручными «воротками» тоже фаски обдирают, но если внимательно изучить доступные в сети материалы по использованию таких штук — сплошь и рядом кто-то ковыряет фаску на любительской/охотничей винтовке, но НЕ на спортивной или для БР.
quote: 5. Станок включается на низкие обороты, бормашина — на средние.
6. Производится выполнение фаски с очень малой подачей.
7. Компаунд выковыривается, ствол готов к использованию.
Молодец!
Человек в этой теме обрезал ствол на своей винтовке()нарезы не доходили до конца).
Теперь он спрашивает-Как ему самому сделать фаску?
Где у него дома станок?И как он будет(даже при его наличию дома) центрировать винтовку в станке?
Ему не нужны твои разглагольствования и потуги-ему нужно дома сделать фаску на винтовке Гамо.
Дома -это только шариком и наждачкой.
Молодец!
Человек в этой теме обрезал ствол на своей винтовке()нарезы не доходили до конца).
Теперь он спрашивает-Как ему самому сделать фаску?
Где у него дома станок?И как он будет(даже при его наличию дома) центрировать винтовку в станке?
Ему не нужны твои разглагольствования и потуги-ему нужно дома сделать фаску на винтовке Гамо.
Дома -это только шариком и наждачкой.
Полностью согласен,каким образом мне ствол Gamo засунуть в патрон станка,тем более если его нет. Я о доступном и в то же время точном способе интересуюсь.
quote: Изначально написано кисть:
он спрашивает-Как ему самому сделать фаску?
Никак; обратиться к мастеру.
quote: Изначально написано кирев73:
мне ствол Gamo засунуть в патрон.
Мастера знают, что есть токарники, многие, в которые ствол замечательно зажимается вместе с колодкой. Казенная часть ствола с колодкой спокойно торчит из трубы и никому не мешает.
Впрочем, всегда есть промежуточный вариант, который устроит всех:
1. Отстрелять вдумчиво и ответственно на кучу;
2. «Сделать» фаску как угодно, хоть болгаркой;
3. Снова вдумчиво и ответственно отстрелять на кучу;
4. Обратиться к мастеру, который знает и умеет, как сделать настоящую фаску.
* Шаги 1 и 3 обязательны, т.к. без контроля результата даже разговаривать не о чем.
quote: Мастера знают, что есть токарники, многие, в которые ствол замечательно зажимается вместе с колодкой. Казенная часть ствола с колодкой спокойно торчит из трубы и никому не мешает.
Слушай-у тебя там сегодня все нормально?
Как то твои сегодняшние измышления выглядят особо . футуритстично.)))))
Повторю тебе-человек обрезал ствол и САМ хочет сделать фаску.
А по поводу станка-в который ты собираешься ствол вместе со ствольной коробкой сунуть-марку станочка в студию))))
quote: Так вот -дам тебе информацию-Виталий Гном делает фаски на стволах винтовок ШАРИКОМ и НАЖДАЧКОЙ))))))
quote: А по поводу станка-в который ты собираешься ствол вместе со ствольной коробкой сунуть-марку станочка в студию))))
quote: Дома -это только шариком и наждачкой.
quote: Полностью согласен,каким образом мне ствол Gamo засунуть в патрон станка,тем более если его нет. Я о доступном и в то же время точном способе интересуюсь.
А вообще считаю что фаскодрочерством, сильно увлекаться не стоит. Да. Сделать фаску после ритуала обрезания, нужно. Но чересчур точную и нанотехнологичную, это излишнее. поскольку подавляющее большинство, не смогут реализовать техническую кучность оружия, даже с тем, что есть.
Да и большинство винтовок, кучнее стрелять не будет. Даже если все там до блеска вылизать. Поскольку конструктивно да и по качеству изготовления, просто физически не способны на это.
quote: Originally posted by кирев73:
До того как обрезал кусок ствола кучность была очень плохая,затем и обрезал.
quote: Originally posted by Nikas:
точную и нанотехнологичную, это излишнее
Вадик. Ну ты же сам знаешь. Не то что слышал. А даже делаю.
Другой вопрос. Даст ли эта обсосаная фаска какой нибудь результат, на общем фоне винтовки и навыков стрелка.
quote: Ну Gamo часто делают стволы где нарезы идут не до конца,думаю от этого куча и страдала
А так, как у Вас, не влияет. Проверял правильно, то есть полный ап без фаски, отстрел, фаска, отстрел.
Вам же опытные люди говорят.
quote: Отстрелял на 30 метров. Куча из пяти выстрелов в районе 3см. Для Gamo shadow rsv вполне пойдёт.
quote: Изначально написано ADF:
1. На 30м должно быть 15-20мм;
2. Посмотреть кучи с большим числом выстрелов в серии.
Не, ну человеческий фактор тоже ведь надо учитывать,не чемпион по стрельбе ведь. Буду пробовать..
quote: До танцев с бубном куча была около 10 см с отрывами.
Это на 30 метров?
Я такого даже на самых корявых гамовских стволах не видел. Обрезок ствола остался? Можно глянуть.
quote: Изначально написано Tykan7:
Подскажите,на карабине 223 криво и глубоко сделана фаска,как это можно исправить?
Идёшь в ОЛРР
Берёшь там направление на ремонт
Ищешь организацию, которая имеет право осуществлять такой ремонт
Платишь им 100500 денег
Все довольны. )))
quote: Короче всё получилось,а говорили фаска не влияет.
Влияет и еще как!
А еще кучность сильно зависит от состояния канала ствола.От того-как пуля движется по стволу:если пуля идет «плотно» и на выходе нормальная фаска-можно ждать результата.
Если же пуля по стволу идет слишком свободно(болтаясь,проваливаясь)-ситуацию может частично поправить чок на выходе.
«Сказку» о не влиянии ни на что ствола и фаски пускают в массы новичков.
Для чего?
Надо спросить «сказочников»
Идёшь в ОЛРР
Берёшь там направление на ремонт
Ищешь организацию, которая имеет право осуществлять такой ремонт
Платишь им 100500 денег
Все довольны. )))
Да ну у меня карабин 186 700руб стоит,а вы за ремонт такой 100 500 насчитали)))
quote:
Вы только что просшулаши классический вредительский совет по обработке фасок.
[b]PS: любого, кто в 2017 году на ганзе упоминает слова «фаска» и «шарик» рядом, следует немедленно банить. Опционально — ещё и упомянутый ящик на голову одеть. [/B]
Суть процесса выполнения фаски по шагам, как это делается последние 3 года
Прошу прощения, я новичок в пневме, а как же до этого, не стреляли, фаски не делали, кучи меньше А4 не получались? Имею ввиду за 3 года до данного процесса.
Станка у меня нет, не знаю, есть ли в Рязани мастера хорошей квалификации по ремонту пневматических винтовок, а если нет, все, приплыли? А в 200 км в деревне 100% мастера нет.
А если по теме, игрался я с фасками, разной глубины, от чуть снятых заусенцев, до пары мм., разных углов на винтовке Стриж от Куэнте, стволик Кроссман, в общем как кучка собиралась 30-35мм на 50м., так и собиралась. Лучше не стала.
Инструмент-шарик и наждачка.
quote: мастера хорошей квалификации
quote: Изначально написано С-Б-А:
ДА И ФАСКА КАК ТОКОВАЯ НЕ НУЖНА, НАДО ПРОСТО СНЯТЬ ОБЛОЙ ОТ ИНСТРУМЕНТА.
Я к такому выводу и пришел, ибо ни хуже ни лучше не становилось.
quote: Я к такому выводу и пришел, ибо ни хуже ни лучше не становилось.
Источник