Изготовление традиционного кавказского кинжала. часть 1 клинок
Достаточно часто интересуются тем как я делаю кинжалы, с удовольствием показываю, но мне сложно работать когда рядом есть зрители, пропадает концентрация и тонкое ощущение самого кинжала, все это чревато некоторыми проблемами в качестве работы. Конечно не всегда и не все могут быть рядом и увидеть все своими глазами, потому что процесс долгий и неоднозначный. Но в наше то время, век цифровых технологий становится возможно многое, и в этой ситуации попробуем преодолеть барьер и посмотреть как же все таки это делается.
Сама технология изготовления кинжала традиционна, я позволил себе в своей работе лишь немного облегчить себе жизнь применяя на определенных этапах современные инструменты и материалы, которые конечно же не влияют на конечный результат, о них я обязательно упомяну в ходе повествования. В общем же технология неизменна, так работали мои предки, так работаю я. Начнем
Изначально я беру углеродистую сталь У8а, эта сталь в конце работы по своим химическим характеристикам будет максимально соответствовать историческим образцам традиционного кавказского кинжала, в итоге мы будем иметь примерно 0.65-0.75 углерода. Итак берется круг У8а диаметром 20мм.

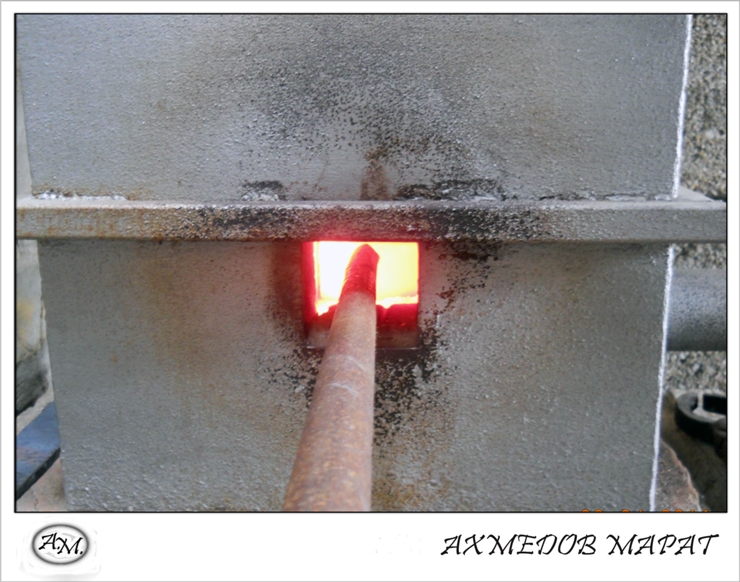
Ручная, свободная ковка проводится соответственно ручниками весом от 1 до 3 кг. Нагрев заготовки вопреки традиции я провожу на газовом горне, этим я избегаю в отличии от традиционного горна на древесном угле потерь металла на окалину и вредных примесей, бонусом облегчение труда по добыче правильного угля, качество работы при этом остается достаточно высоким.
Посредством различных молотов получаем заготовку своими контурами напоминающую кинжал. Во время работы очень важно понимать куда течет металл, и как формируется будущая структура клинка, от этого зависит его прочность.


Далее проводим разметку и опиливаем контуры будущего кинжала напильниками, чем аккуратней была ковка, тем меньше слесарной работы.


После этого посредством ковки формируем спуски, это достаточно сложный и ответственный момент требующий навыка.

Ковка завершена и наступает черед слесарной работы. Напильником формируем толщину кинжала которая в данном случае колебалась от 6.5 мм у основания до 4.5 мм у острия, длинна клинка этого кинжала 450 мм.

Приступаем к строганию долов, от того какими они будут во многом задается баланс кинжала и соответственно его характеристики под конкретного пользователя, это достаточно тонкая подстройка.

Долы нарезаются с помощью приспособления с направляющей которая не даст уйти резцу в сторону, в качестве резца я использовал победитовое переточенное сверло, еще одно благостное достижение цивилизации.

Работа достаточно нудная, трудоемкая и требующая внимания, на поздних этапах когда направление дола задано направляющая убирается.

Вчерне обрабатывая долы время от времени отжигаем клинок для облегчения работы, краска на клинке применяется для разметки.

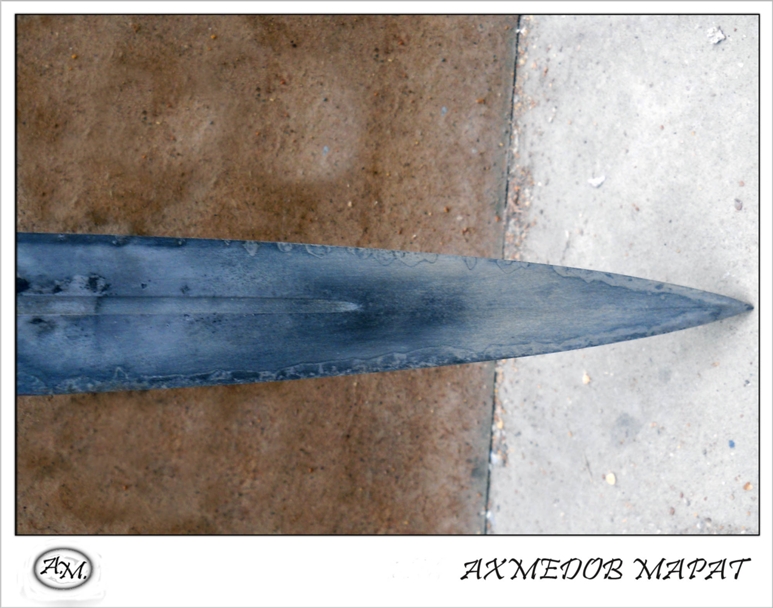
Затем с помощью шабера и напильника формируем спуски, на этом кинжале профиль спусков имеет вид выпуклой линзы, такой профиль позволяет неплохо резать и имеет хорошую стойкость к ударным нагрузкам.


Еще раз правим долы и отжигаем клинок.


Потом с помощью абразива и стальной иглы продолжаем обработку долов, уже окончательно формируем их, затем потребуется лишь небольшая доводка.


Проводим первую шлифовку клинка грубыми абразивными камнями.


Делаем высокий отжиг клинка для снятия внутренних напряжений и медленно остужаем длительное время.


Обмазываем клинок специальной смесью глины и даем высохнуть.


В несколько приемов нагреваем клинок в горне и проводим закалку. Здесь решающее значение имеет скорость и температура нагрева, а так же выбор закалочной среды её температура, от правильного подбора составляющих зависит качество клинка.


Удаляется глина и клинок проверяется на наличие возможных поводок и трещин, некоторая часть клинков уходит в брак на данном этапе.

В данном случае закалка прошла успешно, дальше проводится необходимый отпуск и старение металла.

В данном случае закалка прошла успешно, дальше проводится необходимый отпуск и старение металла.



Испытания прошли успешно, можно продолжить, при невысокой твердости клинка дополнительно проводим нагартовку спусков, проще говоря отбиваем как косу.

Окончательно шлифуем долы.

Удаляем следы наклепа и шлифуем клинок.

Проводим травление клейма, надпись на арабском языке означает : работал Марат, подобная форма надписи так же традиционна для кавказских мастеров.

Окончательно шлифуем клинок, для этого я применяю как природный камень так и абразивную шкурку, что позволяет добиться хороших результатов.

Вот собственно и все, клинок готов для дальнейшей работы, на этот клинок ушло 146 часов работы, в работе над ним было использовано 26 инструментов и приспособлений большая часть которых сделана самостоятельно.
С уважением Ахмедов Марат. Мир Вашему дому.
Источник
фото процесс изготовления кавказского кинжала, кама.
Мир вашему дому.
доделал таки этот репортаж, может кому то будет и здесь интересно.
технология в общем то традиционна.
все фото сюда перекинуть слишком сложно.
Хороший клинок,Марат,но есть некоторые несоответствия с традиционными.
Похвально,что ты стремишься сохранить оружейные традиции Дагестана,думаю лучше всего тогда даже в мелочах не отходить от них.
Славно !Посмотрю обязательно как это делают ,Мастера кинжальщики.
Посмотрел, спасибо.
Давно хотел узнать (увидеть тем более) точные последовательные операции по их изготовлению.
Солтан — а какое несоответствие?
Хорошая работа, видео пока не смотрел. Насчет соответствия — есть наверное куча деталей, подписи так не ставили, обычно с такой ориентацией надписи — прямо над долом, форма немного отличается от классической для Дагестана, и т.д., и т.д..
Но зато это индивидуальный стиль, почему бы нет.
В технологии конечно газовый горн, сверло, травление подписи это не совсем традиционно. Зато кинжал хороший.
В технологии конечно газовый горн, сверло, травление подписи это не совсем традиционно
АланАс
но есть некоторые несоответствия с традиционными.
Rivkin
травление подписи это не совсем традиционно
Рисовать мышкой оказалось неимоверно сложно,самому смешно стало от своего творения,ну все равно нагляднее,чем на словах.
Начнем с острия:
1-Михаиал правильно заметил-ребро идет до самого кончика,здесь тоже есть,но не резко выраженное.
2-спуск к острию идет почти клином и начинается примерно в трети клинка,даже ближе к середине.
3-подпись читается со стороны дола.
4-отверстие под нижнюю заклепку ВСЕГДА в этом месте.
5-в дагестанской традиции ширина головки равна ширине клинка.
6-дол продолжается до верхней заклепки,при необходимости выбирается
и остальная часть.Понятно,что для облегчения веса рукояти и правильного
баланса.Практически всегда еще при ковке средняя часть хвостовика выбивается в виде швелера.
7- нарушена пропорция длины головки к общей длине клинка.Именно для дагестанской традиции характерно четкое соблюдение пропорций.
В Грузии напротив можно встретить что угодно.

Да,подпись на дагестанских традиционно резанная,Газали насечено узким зубильцем,Уллу Базалай и Омар Базалай золотой насечкой.
Травление чаще на длиннокликовом,еще лакцы-отходники практиковали-Жамал,Гамад и др.,чечнские мастера,грузинские. Были битые тоже.Это не существенно,ты не подделки делаешь,а свое изделие,как тебе удобнее.Применяемые инструмены тоже
значения не имеют,смысл архаичным веревочным сверлом пользоваться когда есть дрель.Главное-соблюдение технологии и канонов формы.
А какие-то авторские «вольности» в форме и толщине головки,заклепок,шарика и др. втростепенных деталей были всегда,это уже стиль оружейника.
Про разнообразие ювелирной отделки мы здесь не говорим.
АланАс
1-Михаиал правильно заметил-ребро идет до самого кончика,здесь тоже есть,но не резко выраженное.
3-подпись читается со стороны дола.
7- нарушена пропорция длины головки к общей длине клинка.Именно для дагестанской традиции характерно четкое соблюдение пропорций.
6-дол продолжается до верхней заклепки,при необходимости выбираетсяи остальная часть.Понятно,что для облегчения веса рукояти и правильного баланса.
АланАс
4-отверстие под нижнюю заклепку ВСЕГДА в этом месте.
АланАс
Практически всегда еще при ковке средняя часть хвостовика выбивается в виде швелера.
по форме же могу оправдаться, этот делал по фото заказчика.
моя форма вот

Отличная форма,но на мой взгляд выиграет если удлинить на 4-5 см клинок и дол соответственно на 6-7 от этого при сохранении размера рукояти.Попробуй,Марат, начертить сначала.Ну и спуск к острию,как сказал выше.
попробую Солтан, спасибо за науку.
Марат, подскажите — нагартовка режущего края — это традиционная технология, или собственная «добавка»?
Ни разу не слышал о такоом приеме на позднем ХО, а он таки имеет право на жизнь по здравому размышлению.
П.С. и конечно пасибки за показание! 😊
П.С.postП.С.
У вас там на одной из фоток рабочий ножик лежит — если возможно еще есть подобные — похвастайтесь плиз при случае, а то у меня проблемы с переводом кинжального дизайна в ножи, а ваш взгляд на это дело может здесь оказаться оч. полезным.
про нагартовку подсказал один кубачинец, сказал что амузгинцы очень широко применяли холодную ковку и именно нагартовку режущей кромки, до какого то времени я в общем то игнорировал эту технику, как то сел,обдумал, попробовал, результат есть, но проходит он на малоуглеродистых сталях с невысокой твердостью после закалки.
а нож это народное творчество, принесли заточить, ничего интересного.
часто очень приносят то заточить то отремонтировать, что то старое и интересное ремонтирую, бывает приходят с китайскими, предлагаю триста рублей и посылаю на базар )
Спасибо, попробую в следующие выходные постучать — интересно как себя такой клин поведет при работе.
Источник