Как сделать самодельный станок для изготовления профлиста своими руками
В наше время все без исключения строительные материалы постоянно дорожают, и профнастил, который очень широко используется в строительстве, не является исключением. Производится материал из листа металла, которому придается определенная форма.
Основная функция такого станка – резка и прокатка заготовки, в результате чего она принимает форму готового профлиста. Подобный ручной станок для изготовления профнастила в наше время можно сделать даже своими руками, умея работать с металлическими заготовками и, желательно, имея инженерные навыки.
Автоматические и ручные станки по изготовлению профлистов
Основное отличие профлиста от прочих подобных металлических листов – гофра имеет трапециевидную форму. На первый взгляд может показаться, что самому сделать станок для производства такого материала невозможно, но это не так.
Производственные линии такого материала представляют собой целый комплекс механизмов, каждый из которых выполняет свои функции.
Так, даже самая простая автоматическая линия по изготовлению профлистов состоит из:
разматывателя рулонов металлических листов;
прокатного стана, на котором собственно и осуществляется формирование материала;
ножниц, которые имеют вид гильотины;
приемного устройства.
Понятно, что самостоятельно сделать такую автоматическую линию нереально. Но вот сделать ручной станок, который сможет на нужный угол сгибать заготовки так, что получиться лист профнастила, вполне возможно.
При этом стоит учитывать, что домашний ручной станок не сможет изготавливать слишком толстые профлисты – максимальная толщина заготовки – около 5 мм.
Подготовка опор и стола для подачи заготовок
Самостоятельное изготовление прокатного станка начинается с собирания каркаса для размещения всех компонентов оборудования. При этом достаточно установить надежные опоры, закрепив их на основании: желательно – бетонном полу.
Далее собирается стол, по поверхности которого будет подаваться заготовка в станок. Длина его должна в несколько раз превышать длину готового изделия, поскольку на поверхности потребуется наличие свободного места, чтобы можно было принимать готовое изделие. Оптимальным материалом поверхности стола является алюминиевый лист.
На столе должна быть специальная планка, которая при помощи болтов сможет закреплять заготовку на столе. Таким же способом закрепляется и ручной рычаг, который осуществлять подачу по столу листов материала в станок для профнастила, устанавливая требуемый угол подачи.
Установка прокатных валов и первый запуск
Следующий компонент – прокатные валы – собрать своими руками очень сложно, поэтому лучше всего приобрести их готовыми. Найти в наше время на рынке такие приспособления не составит особого труда.
С помощью кронштейнов из металлических уголков валы закрепляются на каркасе станка возле ручного рычага.
Закрутив все болты не в полную силу, практически полностью сделанный ручной станок для производства профнастила готов к проведению первой обкатки материала. Если изготовленный профнастил имеет нужную форму, детали можно закреплять на своих местах, прочно затягивая все болты. В противном случае проводиться регулировка тех или иных деталей, и процедура повторяется.
Особенности работы с самодельным ручным станком
Даже если вы опытный мастер, работать на сделан собственноручно сделанном станке следует очень аккуратно, поскольку любая неисправность в любом компоненте механизма может привести к травматизму в процессе его использования.
При этом нельзя забывать и о технике безопасности, работая с предельной осторожностью, особенно в тому случае, если для разрезания металла используется гильотина.
Таким образом, собственноручно собранный станок для профнастила готов. Принцип его действия очень простой:
лист заготовки помещается на стол;
с помощью специальной планки заготовка фиксируется на столе;
используя ручной рычаг, устанавливается оптимальный угол подачи материала в прокатные валы;
на выходе готовый лист должен свободно перемещаться по столу.
Чтобы не получить никаких производственных травм, при работе с таким станком необходимо постоянно придерживаться правил техники безопасности.
Станок, на котором производится профнастил, является очень опасным оборудованием, поскольку на нем есть множество режущих и колющих компонентов, которые могут нести опасность для оператора. Поэтому работать на станке позволяется только в защитной одежде и очках.
Перед каждой работой с таким ручным аппаратом следует тщательно проверять работоспособность всех его компонентов. На ручных станках крайне не рекомендуется гнуть очень толстые металлические листы.
Таким образом, обладая навыками работы с металлическими материалами, даже своими руками можно сделать механизм для прокатки профлиста, который будет обеспечивать достаточно высокое качество получаемой продукции. Главное, не допускать никаких ошибок при его сборке, а также помнить правила безопасного использования листогибочного оборудования.
Источник
Как сделать профильный лист своими руками
При использовании материалов сайта прямая индексируемая ссылка на источник и разрешение администратора обязательны. Несоблюдение правил повлечет за собой нарушение законодательства России об авторских и смежных правах!
Данный сайт создан для научных исследований. Данный сайт не является публичной офертой и предпринимательской деятельностью. Производитель оставляет за собой право вносить изменения во внешний вид конструкции .
Наши последние работы
Как с нами связаться
Адрес: Россия, г. Киров,ул. Луганская 66 г. Телефон: 8 (8332) 77 04 53 WhatsApp / Viber E-mail: drillingshop@yandex.ru
Вы можете узнать больше информации на странице с контактами нашей компании.
Как самому сделать самодельный профнастил, гофролист из любого металла у вас на даче и дома
Можно ли сделать профнастил (гофролист) самим из практически любого листового металла по своим размерам листа, шага и высоты волны у себя на даче ? Ведь автоматизированные станки стоят от 2 миллионов рублей,а ручные от 70-100 т.руб. Есть выход !Ручной станок для мини производства индивидуальных изделий ! Себестоимость образца не превышает 2 т.р. Вес станка 40 кг. Перевозится в легковом автомобиле . Габаритные размеры — 1300 мм × 900 мм × 350 мм Листы для формовки тоже можно перевезти в рулоне не используя грузовик . Станок может изготовить слесарь-сварщик низкого разряда за 1 день + наладка. Возможность перепрофилирования станка до «фальцезагиба»
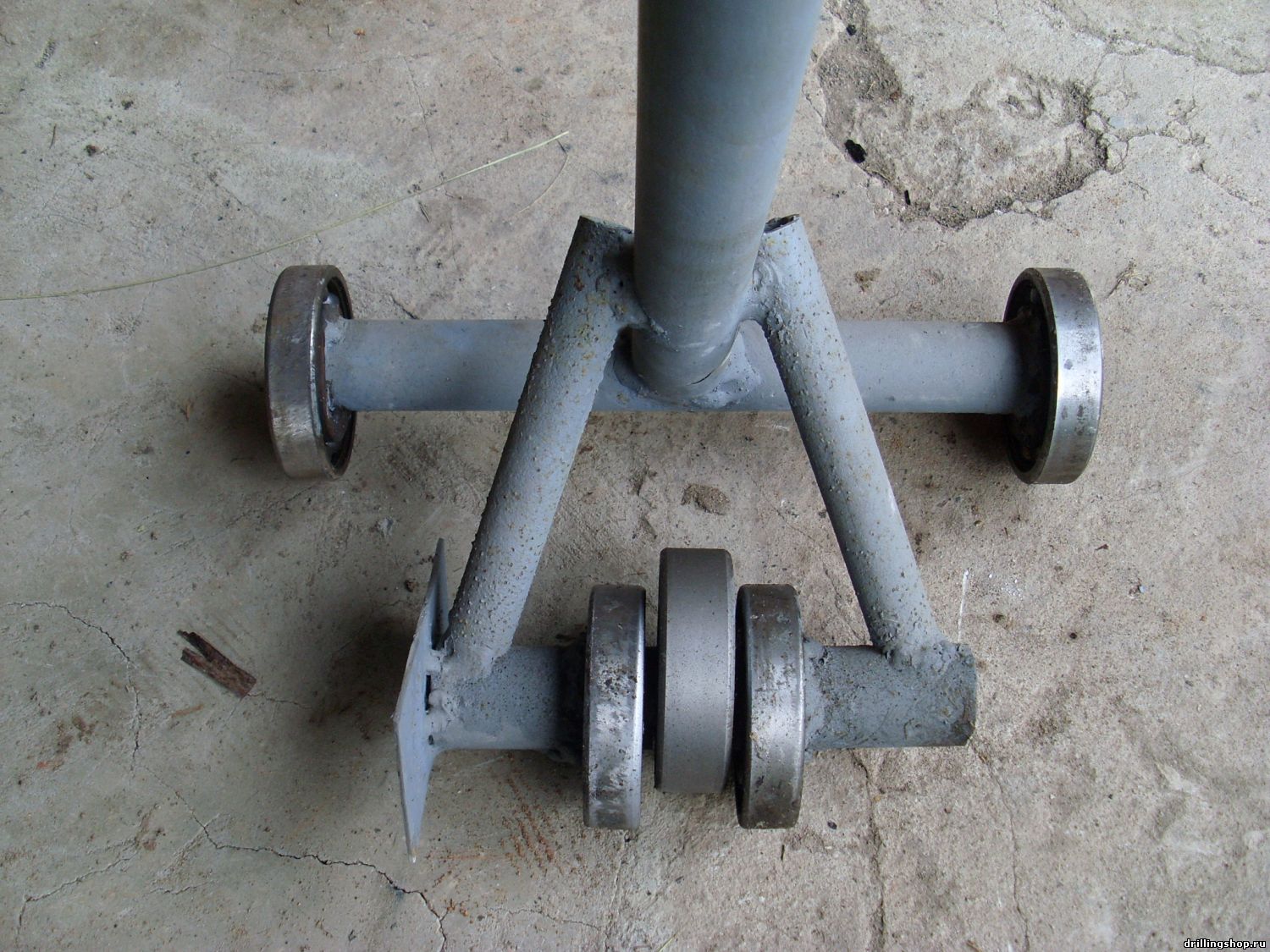
Используемые материалы и комплектующие. Каретка: 1 Подшипник — Внутренний диаметр 40 мм., внешний 80 мм.,ширина обода 15-20 мм.( прим. z 208 полузакрытый для облегчения смазки)-4 шт.Средний подшипник подбирайте под треб.размеры волны(можно установить два или три ,увел. тем самым ширину волны) .Формовочные подшипники требуется зафиксировать эксцентрично(сварка -быстрый и доступный ,но требующий аккуратности и опыта) или закрепить на вал выполненный токарем,или др. варианты) 2 Труба 1″ — 1 метр (ручка),25 см(верхний вал) и 15 см(нижний вал). 3 Направляющая пластинка.
Станина 1350мм ; (под ширину листа 1250 мм.) Рекомендую сделать станок под популярный размер листов(1м х 2м) 1 Уголок «32» , 1200 мм — 4 шт.(для верхних направляющих каретки) 2 Уголок «25» , 1200 мм — 2 шт.(для формовочных направляющих в низу станка) 3 Труба 1″ или «32» для образования «скелета» станины — около 3 метров. 4 Уголок «32» для изготовления направляющей подачи листа и выхода профнастила под прямым углом. 5 Арматура ,полоса или др. погонный прокат — около 3 метров. 6 Электроды и ваше желание !
P.S. Для большей ликвидности Вашего микро производства листы рекомендуем приобретать на заводах или базах в рулонах по весу . Договорившись о хорошей скидке или приобретая товар по бросовой цене ,Вы можете рассчитывать на прибыль 80-100 %
Рекомендуемая толщина листового формовочного материала 0,4-0,5 мм.
Читайте также:Зеленый сыр своими руками
Станок оборудован конструкциями, которые позволяют производить профнастил высокого качества
Ручной станок-листогиб – это недорогое, компактное и универсальное оборудование для производства профнастила. По качеству производства ничем не уступает заводам. Низкая стоимость обусловлена в первую очередь низкой производительной способностью. Ручной труд всегда славится высоким качеством и низкой производительностью. Конструкции балок и опорных элементов изготовлены из высокопрочных металлов. Это позволяет на долгом сроке эксплуатации, работать с металлическими листами толщиной до 1,5 мм. Кулачковый механизм зажима позволяет работать со станком усилием одной руки, не нарушая геометрию заготовки. Оборудование позволяет работать с рулонами оцинкованных, металлических листов без предварительной нарезки. В комплекте оборудования имеется стальной, роликовый нож из сплавов прочных металлов. Он позволяет сам нарезать изделия. Длина листа может изменяться по желанию заказчика. Принцип работы станка достаточно простой. Прочная стальная балка контрольным усилием выгибает волну необходимой формы. Усилие и форма настраиваются предварительно под толщину листа заготовки. Контроль осуществляется датчиками, которые в нужный момент останавливают процесс изгиба металла. Оператор станка должен предварительно настроить все элементы управления оборудованием, перед производством профнастила. Специальной шкалой контролируется ход траверсы и угол формы изгиба. Процесс выполняется циклично до завершения изготовления профильного листа. Профилегибочное ручное оборудование позволяет за одну смену двум работникам изготовить около 120 листов профнастила размером – (1100мм Х 2500мм). При производстве, станок для ручной работы никогда не оставит царапин на полиэстровом покрытии листа. Следующей выгодой работы на таком станке является отсутствие энергообеспечения для его работы.
Профнастил незаменим на любом строительном производстве
Профнастил за последнее время набрал высокую популярность среди строительных материалов. А в определенных узлах строительного проекта, стал незаменимым материалом. Важная информация о профнастиле. Он приобрел несколько видов в разных сферах применения:
кровельный;
несущий;
стеновой;
облицовочный;
сендвич-панели (стеновой и облицовочный профнастил в паре, а между ними теплоизоляционный слой из пенопласта или полиуретана).
Работать с профнастилом очень удобно и быстро. Строители часто отдают предпочтение профнастилу из-за его полезных характеристик:
долговечность на протяжении всей эксплуатации;
механическая прочность;
маленький вес;
простота в монтажных работах;
сравнительно низкая стоимость;
эстетичный внешний вид.
Профнастил устойчив к любым климатическим условиям. На обработанный материал не влияет высокая влажность и перепады температуры. Профилированный лист, из оцинкованного листа обработанный полимерами может быть незаменимым в местах, которые особенно подвергаются коррозии. Его часто применяют, когда требуется построить простые конструкции в кратчайшие сроки.
Сегодня лидером среди изделий из тонколистового стального проката, несомненно, является профнастил. Он применяется для устройства ограждений, заборов, крыш и стеновых конструкций. По причине такой популярности производство профнастила возросло многократно. Давайте рассмотрим некоторые особенности, которые характеризуют производство профнастила и оборудование для производства профнастила.
В промышленности он известен как профилированный или гофрированный лист. Главной функцией, которую должно выполнять оборудование для изготовления профнастила, является придание металлу определенной формы при механическом воздействии на заготовку давлением.
Если выразится проще, станок для изготовления профнастила делает из гладкого листа – профильный.
Станок для профнастила
Различают горячую и холодную промышленную обработку металлов давлением. Прокатный станок для профнастила работает при температуре окружающего воздуха и не требует нагрева исходного материала, т.е. использует холодный метод обработки сырья.
Линии и станки для производства профнастила выполняют 2 основные операции: прокат и резку. На производстве операцию проката именуют еще профилированием, так как заготовка металла получает профильную форму.
Производители выпускают профнастил различных модификаций. От типа и вида зависит и область его применения. Для каждой модели, в зависимости от высоты профиля, которой характеризуется профнастил, оборудование для его производства будет развивать разное усилие давления.
Оборудование для производства профнастила можно классифицировать по степени механизации производства. Различают ручное, передвижное и автоматизированное оборудование для профнастила.
Ручные станки для профнастила применяются для изготовления небольших по размерам и количеству гофрированных изделий. Все технологические операции выполняются при помощи физической силы оператора без использования электроэнергии. Ручной станок для производства профнастила, цена на который сравнительно невысока, находит свое использование в основном при изготовлении доборных элементов из оцинкованного материала в металлообрабатывающих мастерских и в строительных организациях. Применение для сырья с полимерным или лакокрасочным покрытием не рекомендовано. При наличии технической возможности некоторые такие механизмы можно изготовить самостоятельно, тем более что чертежи станков для профнастила с ручным приводом нетрудно найти в интернете.
Вернуться к оглавлению
Ручные станки для профнастила
Передвижное оборудование предназначено для организации производства профлиста непосредственно на строительной площадке. Так оборудование для производства арочного профнастила активно используется при строительстве складских помещений, аэродромных ангаров, зерновых хранилищ и прочих сооружений, имеющих в проекте арочные элементы. Передвижное оборудование и арочный профнастил позволяют достаточно высокими темпами выполнить строительство больших по площади арочных конструкций, при этом существенно сэкономив на опорном каркасе здания.
Вернуться к оглавлению
Оборудование арочный профнастил
Автоматизированное оборудование для производства профнастила, цена которого складывается из стоимости его отдельных комплектующих, представляет собой автоматическую или полуавтоматическую линию, состоящую из комплекта станков и механизмов, смонтированных в определенном порядке. Сам технологический процесс выглядит следующим образом:
Тонколистовая горячеоцинкованная сталь в виде рулона закрепляется на консольном разматывателе.
Исходный материал в виде ленты направляется на профилирующий прокатный стан, имеющий в своем составе несколько пар клетей. Качество получаемого профлиста напрямую зависит от их количества. Каждая отдельная клеть имеет 2 набора роликов заданной геометрии, которые закреплены соответственно на верхнем и нижнем валу.
Профлист при последовательном прохождении через клети постепенно приближается к намеченной геометрии изделия.
Вернуться к оглавлению
Производство профнастила оборудование
Оборудование для производства профилированного листа может комплектоваться просечными электромеханическими ножницами, рольгангами или штабелерами, а также системой автоматического управления, оборудованной сенсорным пультом. Некоторые изготовители оборудования для профнастила дополняют комплект измерительным зажимным устройством, столом и ножницами для резки кромок, устройством для сбора и удаления отходов.
В составе стандартной линии производства профлиста имеются:
Консольный разматыватель рулона исходного сырья – оцинкованного листа с покрытием (грузоподъемность этого механизма может достигать 10 т).
Прокатный стан для выполнения профилировки гладкого листа (оптимально иметь одновременную схему прокатки со скоростью не менее 22 м/п в мин).
Гильотинные ножницы с ножами имеющие форму профиля листа.
Кроме указанного оборудования, для организации производства профнастила потребуется отапливаемое помещение, в котором есть кран-балка и выполнено ровное покрытие промышленного пола.
Консольный разматыватель рулона, грузоподъемностью до 10 тонн, предназначается для выполнения размотки металла из ленты и его подачи в прокатный стан производственной линии. Устройство оборудуется автоматикой, позволяющей контролировать провисание петли материала между прокатным станом и непосредственно размотчиком.
Прокатный стан является основным элементом и главным механизмом в комплекте оборудования для производства профнастила. Именно с его помощью происходит получение заданного профиля из гладкой заготовки. В своем составе стан имеет рабочие прокатные клети, которые и выполняют последовательную гибку профлиста. Кроме рабочих клетей, на общей раме находятся заправочная клеть, кабели управления, питания и электроприводы.
Гильотинные ножницы предназначаются для отрезания полученного профилированного листа в назначенный оператором размер. Геометрия ножей ножниц полностью повторяет геометрию изделия, что обеспечивает качественный разрез без загибов и заусенцев. Для обеспечения высокой жесткости всей конструкции ножницы монтируются на единой с прокатным станом раме.
Приемное устройство предназначено для формирования пачек готовой продукции. Длина данного элемента линии зависит от вида профнастила.
Автоматизированная управляющая система связывает в единую сеть все устройства линии, контролирует ее работу, возникновение внештатных и аварийных ситуаций и обеспечивает управление всем комплексом с центрального операторского пульта.
В целом же вложение финансовых средств в производство профнастила, по мнению многих экспертов вполне экономически оправдано. Так как спрос на этот материал в ближайшие годы будет неуклонно расти. Следовательно, и рынок сбыта данной продукции будет только увеличиваться. Но для того чтобы достойно конкурировать на этом рынке, необходимо использовать только качественное производственное оборудование, которое сможет производить материал отвечающий всем установленным стандартам. Конечно, в целях экономии можно приобрести оборудование для производства профнастила БУ, но в этом случае стоит внимательно изучать предложение и его техническое состояние, так как многие производители, обновляя производственный парк, выставляют на продажу станки находящееся на грани выработки своего ресурса. Эти же рекомендации относятся и к оборудованию для производства профнастила из Китая. Среди заслуживающих внимания экземпляров иногда встречаются и откровенные имитации известных марок, не имеющих ничего общего с оригинальными станками.
Профнастил – наиболее универсальное и современное покрытие. Сегодня без труда можно изготовить профнастил для фасада или кровли. Наша статья расскажет о монтаже профилированных листов и о технологиях производства материала.
Листы из профнастила могут использоваться в качестве:
Этапы производства профильных листов:
разработка проекта с учетом параметров;
производство на прокатном оборудовании;
перевозка и доставка продукции.
Требования и изготовление материала
Металлический профиль для кровли производится из стали с применением холодного метода. Профнастил бывает как с защитным покрытием (полимер, эмаль), так и без него.
Каждый вид профнастила имеет свою толщину. При использовании качественного сырья (например, стали) – материал выпускают с цинковым покрытием в 26 мкм.
Если толщина покрытия снижается наполовину – то увеличивается износ материала. Поэтому очень важно использовать как первосортное сырье, так и оборудование высокого качества.
Требования к проектированию производства профнастила:
наличие бетонного пола с ровной поверхностью в производственном помещении;
использование техники с грузоподъемностью более пяти тонн;
минимальная температура помещения должна составлять 4 градуса;
наличие специальных ворот для разгрузки и загрузки готового материала;
наличие помещений для хранения рулонов стали;
Требования для размещения оборудования:
удобное расположение станков для их беспрепятственного обслуживания и ремонта;
установка разматывающих устройств рядом с местами хранения сырья;
при нехватке места в помещении – расположите склад в соседнем здании.
Технология и процесс изготовления профилированных листов
Первым делом следует составить эскиз конструкции и произвести математические расчеты. После этого выбираются цвет и толщина будущего материла.
Этапы производства профнастила:
Установка рулонной стали в разматывающее устройство станка.
Движение профнастила по станку до специальных ножниц. Они отрезают излишки листа.
Регулирование параметров длины и количества листов при помощи пульта управления.
Автоматическая прокатка стальных листов.
Их дальнейшая резка в соответствии с ранее установленными параметрами.
Маркировка и упаковка готовых листов в пленку.
Прокатные станки для производства профнастила
Производственное оборудование включает в свою структуру метод холодного проката и горячий метод обработки металлических листов. Наиболее распространенным методом является холодная обработка. Она не требует полного нагрева сырья в начале работы.
Благодаря специальным линиям – материал прокатывается и режется. возможно в виде профилирования, то есть материал приобретает профильную форму.
Листы профилированного типа бывают различных модификаций. За это отвечает оборудование станка. После производства профнастила определяется и тип.
В соответствии со ступенями механизации станок для металлопрофиля различается:
автоматизированное оборудование;
ручной станок для проката профнастила;
съемное и передвижное оборудование.
Передвижное оборудование используется для изготовления арочного профнастила. Такие листы целесообразно производить непосредственно на строительной площадке. Арочные профнастилы применяются в процессе строительства ангаров, помещений для хранения зерна или аэродромов.
Состав линии производства профиля:
разматыватель рулонов;
прокатный стан для формирования профиля;
ножницы в форме гильотины;
устройство приема;
автоматика.
Этапы рабочего процесса оборудования:
Помещение оцинкованного листа на специальный разматыватель;
Поступление ленточного исходного сырья в специальный станок для проката профнастила, который содержит определенное число пар клетей. Это влияет на качество продукции.
После прохождения через клети стальной лист приобретает намеченную ранее геометрию.
Стоит отметить, что сегодня спрос на профнастил с каждым годом все растет и растет. Поэтому многие эксперты считают, что вложенные средства в производство прокатной стали – быстро окупаются. Большой выбор строительных компаний предоставляет широкий спектр подобных услуг.
Свой станок для профнастила поможет не только изготовить хороший материал, например, для загородного строительства, но и начать прибыльный бизнес, однако для этого нужно знать множество нюансов.
Такое устройство довольно просто сделать в домашних условиях своими руками, если разобраться в принципе его работы.
Учитывая, что практически ни одна стройка сегодня не обходится без этого материала, он находит широкое распространение в быту, а если сделать свой станок, то можно изготавливать товар на продажу.
Профнастил на сегодняшний день является крайне востребованным покрытием. Его используются в качестве штакетника, материала для стен и крыш, обшивочного материала.
При этом такие листы отличаются относительно низкой стоимостью и простотой монтажа.
Однако стоит понимать, что к профнастилу выдвигаются строгие эксплуатационные требования, которые нужно учитывать, особенно если изготавливать материал своими руками на самодельном станке.
Есть несколько разновидностей профнастила, при изготовлении которого применяют различное сырье. Например, большой популярностью пользуется металлический профнастил.
Его делают из стали, применяя холодный метод проката.
Для конструкций, которые будут применяться на улице, например, для штакетника, можно сделать листы, покрытые дополнительно защитным покрытием – эмалью, полимерами, волокном.
Каждый вид сырья дает свою толщину листа.
В случае со сталью, мы можем получить качественный профнастил, который также можно оцинковать для повышения прочности и устойчивости к агрессивной среде.
Если делать листы совсем без покрытия, то материал быстрее изнашивается. Поэтому можно сказать, что большую роль играет не только сам станок, но и сырье.
Сборку прокатного станка для профнастила лучше проводить в закрытом помещении, где есть ровный бетонный пол.
При этом температура в помещении также играет большую роль: оно должно быть отапливаемым, без резких перепадов. Температуру выбираем не ниже 4 градусов.
Если планируется постоянно производить такой материал, то лучше сразу приготовить и помещения для хранения рулонов, сухие и теплые.
Разновидности конструкции и принцип работы
Чтобы сделать своими руками такое устройство, как станок, необходимо понимать принцип работы промышленных моделей.
Такой подход поможет компенсировать многие недочеты путем замены деталей на более доступные.
Любой профнастил производят путем холодной прокатки гладкого листового сырья через специальные насадки и валы.
В конечном итоге получается гофрированный лист заданной формы, который можно использовать и в качестве штакетника, и забора, и стены.
Даже в домашних условиях станок для производства профнастила требует покупки высококачественного сырья. Его покупают в рулонах для удобства пользования.
Такие рулоны еще нужно развернуть и тут все упирается в толщину сырья.
Если изначально вы нацелены делать тонкие модификации профнастила, то проблем возникнуть не должно – листы можно распрямить и руками.
А если же нужно производить довольно толстые изделия, то тут не обойтись без гибочного станка.
Станок для профнастила можно сделать двух видов: ручной аппарат и автоматизированный.
Первый имеет более простой принцип работы, его легко сделать своими руками и стоимость конструкции при этом будет более доступной.
Однако тут подача и регулировка вала производится самостоятельно с помощью собственной силы.
Автоматическое устройство сконструировать дома своими силами практически невозможно. Это экономически невыгодно и к тому же крайне сложно.
Примечательно, что сложности возникают и на заключительных этапах проката.
Дело в том, что рулоны имеют приличную длину, поэтому чтобы получить готовые изделия, которые сразу можно использовать в качестве штакетника или забора, нужно еще предусмотреть способ разрезания листов.
Тут могут помочь специальные гильотины. Такие ножницы делаются из очень хорошо заточенной стали, а также оборудуют защитными коробами и механизмами для безопасной работы.
Лучшим вариантом будет купить готовые лезвия, так как они повторяют по форме готовый лист.
Также ручной станок для производства профнастила, как и автоматизированный, может быть сконструирован как по технологии одновременного профилирования, так и последовательного.
В первом случае идет одновременное получение гофры с обеих сторон листа. Во втором необходимо два раза прогонять лист с двух сторон.
Конечно, можно делать гофру только на одной поверхности, но не для всех целей подойдут подобные листы.
Например, для домашнего штакетника лучше делать две стороны.
Также бывают станки, которые работают с методом горячего проката.
Но в домашних условиях их не применяют, так как первоначально необходимо раскаливать сталь и вливать ее в форму, которая практически плавится.
Готовые листы подойдут для штакетника, но в качестве обшивки или устройства стен – вряд ли.
Пошаговая инструкция по сборке станка дома
Главное отличие профнастила от других металлических листов – гофра трапециевидной формы. Кажется, что в домашних условиях сделать такой материал невозможно, однако это не так.
Станок для изготовления профнастила, выполненный собственноручно, сделать вполне возможно еще листосгибом.
Однако стоит понимать, что домашнее устройство не всегда сможет помочь в изготовлении слишком толстых изделий.
Так, максимальная толщина оцинкованной стали, которую можно гнуть, не должна превышать 5 миллиметров.
На таком устройстве можно делать не только листы для штакетника, но и коньки, карнизные планки и так далее.
В первую очередь собирают каркас станка. Он имеет небольшие размеры, а также не требует полного закрытия стенок.
Достаточно будет сделать хорошие опоры и закрепить их на бетонном полу с помощью шурупов. Далее нужно приготовить стол, по которому будет подаваться лист.
Обычно его длина должна быть хотя бы в пару раз больше предполагаемой длины изделия, ведь еще должно остаться место для приема готового листа. Стол можно сделать из алюминиевой фанеры.
Главное здесь, сделать специальную планку, которая позволит закреплять рулон или сырье. Ее плотно притягивают к столу с помощью болтов. Таким же образом закрепляется и ручной рычаг.
Он нужен, чтобы подвигать листы по столу и регулировать угол подачи. Можно для большей надежности снабдить такую конструкцию регулирующей пружиной.
Стоит понимать, что некоторые детали нужно покупать уже готовыми. Например, прокатные валы. Сделать их дома из подручных средств невозможно.
Зато можно их заказать – сегодня это не проблема, да и стоимость для домашнего цеха будет весьма невысокой.
Их закрепляют на каркасе и подводят к рычагу. Валы стоит закреплять с помощью кронштейнов из отрезков металлических уголков.
При такой процедуре нужно проводить предварительную сборку. На ней же проводится и первая обкатка профнастила. Все болты закручиваются не в полную силу, а листы подают крайне осторожно.
Нужно ориентироваться на то, что во время работы полка уголка и полка каркаса должны находиться на одной плоскости.
Если получилось придать профнастилу нужную форму, то все детали можно закреплять. Однако не стоит забывать о технике безопасности.
Особенно это актуально, если будут установлены гильотины.
Работу следует выполнять крайне аккуратно, без спешки, даже если вы опытный мастер, так как присутствует повышенный шанс травматизма.
Механизм действия устройства довольно простой, именно поэтому сделать такой станок дома возможно. Сначала помещаем лист металла на стол. Его фиксируют с помощью лапок или планки.
Можно также покрывать профнастил разными составами, но для этого нужно оборудовать специальный стол.
На всех этапах необходимо быть одетым в защитную форму, перчатки, а также использовать защитные очки.
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Виды листогибов
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Листогиб — проекция сбоку
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
Приваривают петли с двух сторон (проварить с лица и с изнанки).
К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки.
К укосинам приварить гайку болта.
Установить прижимную планку (третий обрезанный тавр), в верхней части приварить металлические пластины с отверстием посредине. Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить.
Пружину отрезать с таким расчетом, чтобы она поднимала прижимную планку на 5-7 мм. Пропустить болт в «ухо» прижимной планки, надеть пружину, закрутить гайку. После того как установили такую же пружину с другой стороны прижимная планка при откручивании подымается сама.
К шляпке винта приварить по два отрезка арматуры — в качестве ручек для закручивания.
К подвижному (ближнему к вам) тавру приварить ручку. Все, можно работать.
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.
В данном самодельном станке для гибки листового металла есть много особенностей:
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.
Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.








 Ручной станок-листогиб – это недорогое, компактное и универсальное оборудование для производства профнастила. По качеству производства ничем не уступает заводам. Низкая стоимость обусловлена в первую очередь низкой производительной способностью. Ручной труд всегда славится высоким качеством и низкой производительностью. Конструкции балок и опорных элементов изготовлены из высокопрочных металлов. Это позволяет на долгом сроке эксплуатации, работать с металлическими листами толщиной до 1,5 мм. Кулачковый механизм зажима позволяет работать со станком усилием одной руки, не нарушая геометрию заготовки. Оборудование позволяет работать с рулонами оцинкованных, металлических листов без предварительной нарезки. В комплекте оборудования имеется стальной, роликовый нож из сплавов прочных металлов. Он позволяет сам нарезать изделия. Длина листа может изменяться по желанию заказчика. Принцип работы станка достаточно простой. Прочная стальная балка контрольным усилием выгибает волну необходимой формы. Усилие и форма настраиваются предварительно под толщину листа заготовки. Контроль осуществляется датчиками, которые в нужный момент останавливают процесс изгиба металла. Оператор станка должен предварительно настроить все элементы управления оборудованием, перед производством профнастила. Специальной шкалой контролируется ход траверсы и угол формы изгиба. Процесс выполняется циклично до завершения изготовления профильного листа. Профилегибочное ручное оборудование позволяет за одну смену двум работникам изготовить около 120 листов профнастила размером – (1100мм Х 2500мм). При производстве, станок для ручной работы никогда не оставит царапин на полиэстровом покрытии листа. Следующей выгодой работы на таком станке является отсутствие энергообеспечения для его работы.
Ручной станок-листогиб – это недорогое, компактное и универсальное оборудование для производства профнастила. По качеству производства ничем не уступает заводам. Низкая стоимость обусловлена в первую очередь низкой производительной способностью. Ручной труд всегда славится высоким качеством и низкой производительностью. Конструкции балок и опорных элементов изготовлены из высокопрочных металлов. Это позволяет на долгом сроке эксплуатации, работать с металлическими листами толщиной до 1,5 мм. Кулачковый механизм зажима позволяет работать со станком усилием одной руки, не нарушая геометрию заготовки. Оборудование позволяет работать с рулонами оцинкованных, металлических листов без предварительной нарезки. В комплекте оборудования имеется стальной, роликовый нож из сплавов прочных металлов. Он позволяет сам нарезать изделия. Длина листа может изменяться по желанию заказчика. Принцип работы станка достаточно простой. Прочная стальная балка контрольным усилием выгибает волну необходимой формы. Усилие и форма настраиваются предварительно под толщину листа заготовки. Контроль осуществляется датчиками, которые в нужный момент останавливают процесс изгиба металла. Оператор станка должен предварительно настроить все элементы управления оборудованием, перед производством профнастила. Специальной шкалой контролируется ход траверсы и угол формы изгиба. Процесс выполняется циклично до завершения изготовления профильного листа. Профилегибочное ручное оборудование позволяет за одну смену двум работникам изготовить около 120 листов профнастила размером – (1100мм Х 2500мм). При производстве, станок для ручной работы никогда не оставит царапин на полиэстровом покрытии листа. Следующей выгодой работы на таком станке является отсутствие энергообеспечения для его работы. Профнастил за последнее время набрал высокую популярность среди строительных материалов. А в определенных узлах строительного проекта, стал незаменимым материалом. Важная информация о профнастиле. Он приобрел несколько видов в разных сферах применения:
Профнастил за последнее время набрал высокую популярность среди строительных материалов. А в определенных узлах строительного проекта, стал незаменимым материалом. Важная информация о профнастиле. Он приобрел несколько видов в разных сферах применения:























