ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ВОЗДУШНЫХ ВИНТОВ
Аэросани, аэроглиссеры, всевозможные аппараты на воздушной подушке, экранопланы, микросамолеты и микроавтожиры, различные вентиляторные установки и другие машины не могут действовать без воздушного винта (пропеллера). Поэтому каждый энтузиаст технического творчества, задумавший построить одну из перечисленных машин, должен научиться изготовлять хорошие воздушные винты.
А поскольку в любительских условиях их проще всего делать из дерева, речь пойдет только о деревянных пропеллерах. Однако следует учесть, что по деревянному (если он окажется дачным) можно изготовить совершенно аналогичные винты из стеклопластика (методом формования в матрицу) или металла (отливкой).
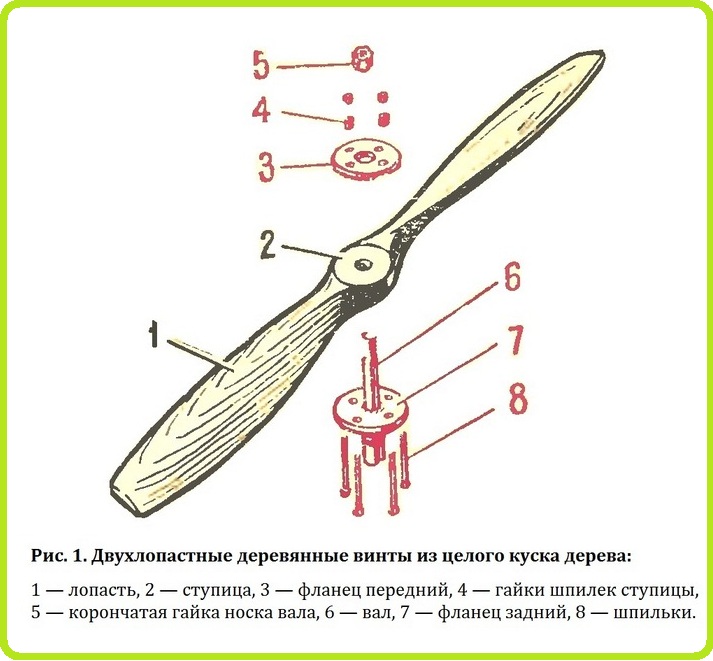
Наибольшее распространение благодаря своей доступности получили двухлопастные винты из целого куска древесины (рис. 1). Трех и четырехлопастные воздушные винты сложнее в изготовлении.
ВЫБОР МАТЕРИАЛА
Из какого дерева лучше всего сделать винт? Такой вопрос часто задают читатели. Отвечаем: выбор дерева прежде всего зависит от назначения и размеров винта.
Винты, предназначенные для двигателей большей мощности (порядка 15—30 л. с), также можно изготовлять из монолитных брусков твердой породы, но требования к качеству древесины в этом случае повышаются. При выборе заготовки следует обращать внимание на расположение годичных колец в толще бруска (оно хорошо просматривается по торцу, рис. 2-А), отдавая предпочтение брускам с горизонтальным или наклонным расположением слоев, выпиленным из той части ствола, Которая ближе к коре. Естественно, что заготовка не должна иметь сучков, кривослоя и других пороков.
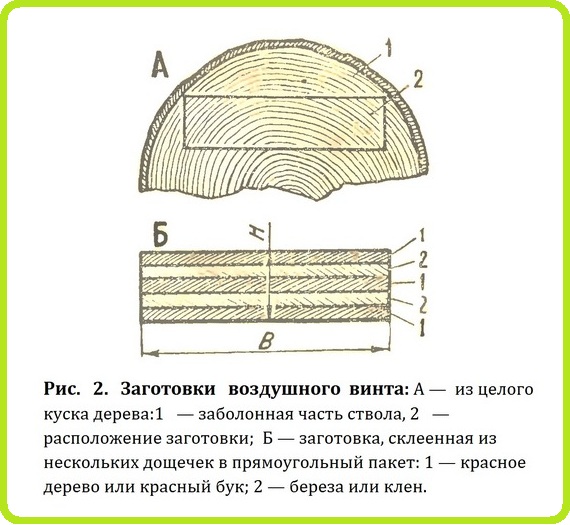
Рис. 2. Заготовки воздушного винта
Если подходящего по качеству монолитного бруска найти не удалось, придется склеить заготовку из нескольких более тонких дощечек, толщиной 12—15 мм каждая. Такой способ изготовления винтов был широко распространен на заре развития авиации, и его можно назвать «классическим». По соображениям прочности рекомендуется применять дощечки из древесины разных пород (например, береза и красное дерево, береза и красный бук, береза и ясень), имеющие взаимно пересекающиеся слои (рис. 2-Б). Винты, изготовленные из клееных заготовок, после окончательной обработки имеют очень красивый внешний вид.
Некоторые опытные специалисты клеят заготовки из многослойной авиафанеры марки БС-1, толщиной 10—12 мм, собирая из нее пакет нужных размеров. Однако рекомендовать этот способ широкому кругу любителей мы не можем: слои шпона, расположенные поперек винта, при обработке могут образовать трудно устранимые неровности и ухудшить качество изделия. Концы лопастей винтов, изготовленных из фанеры, получаются весьма хрупкими. Кроме того, у высокооборотного винта в корне лопастей действует очень большая центробежная сила, доходящая в некоторых случаях до тонны и более, а в фанере поперечные слои на разрыв не работают. Поэтому фанеру можно применять только после расчета площади корневого сечения лопасти (1 см 2 фанеры выдерживает на разрыв около 100 кг, а 1 см 2 сосны — 320 кг.) Винты приходится утолщать, а это ухудшает аэродинамическое качество.
В ряде случаев ребро атаки воздушного винта закрывают полоской тонкой латуни, так называемой оковкой. Она крепится к кромке мелкими шурупами, головки которых после зачистки опаиваются оловом, чтобы предотвратить самоотворачивание.
ПОСЛЕДОВАТЕЛЬНОСТЬ ИЗГОТОВЛЕНИЯ
По чертежу воздушного винта прежде всего необходимо изготовить металлические или фанерные шаблоны — один шаблон вида сверху (рис. 3-А), один шаблон вида сбоку и двенадцать шаблонов профиля лопасти, которые будут нужны для проверки винта на стапеле.
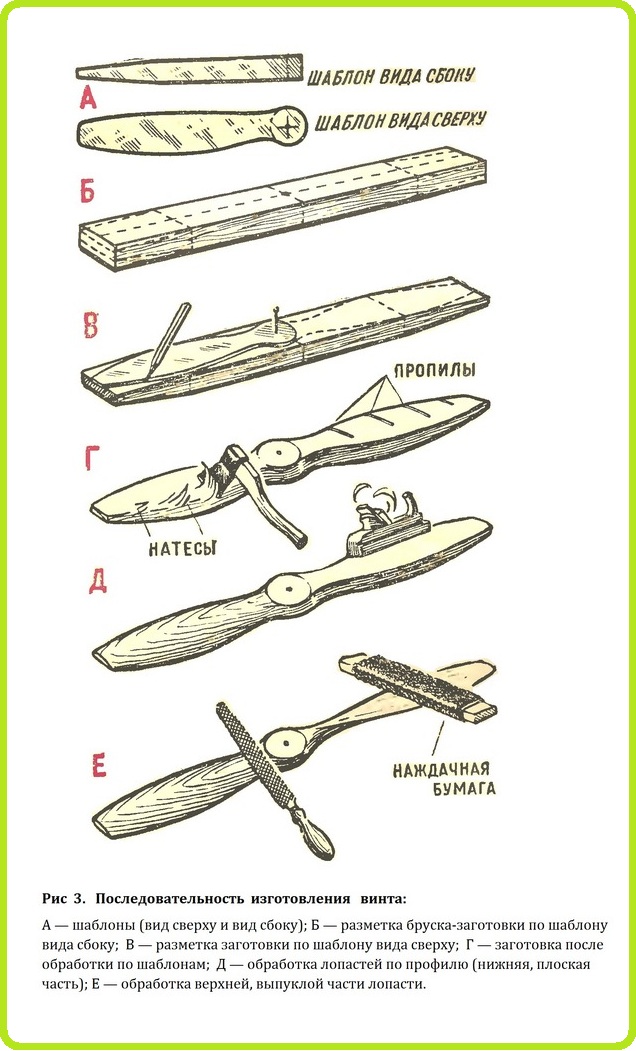
Рис. 3. Последовательность изготовления винта
Заготовку винта (брусок) нужно тщательно отфуговать, соблюдая размер со всех четырех сторон. Затем наносят осевые линии, контуры шаблона вида сбоку (рис. 3-Б) и удаляют лишнюю древесину, сначала маленьким топором, потом рубанком и рашпилем. Следующая операция — обработка по контуру вида сверху. Наложив шаблон лопасти на заготовку (рис. 3-В) и укрепив его временно гвоздиком по центру втулки, обводят шаблон карандашом. Затем поворачивают шаблон строго на 180° и обводят вторую лопасть. Лишняя древесина удаляется на ленточной пиле, если ее нет — ручной выкружной мелкозубой пилой. Эта работа должна быть выполнена очень точно, поэтому торопиться не следует.
Изделие, приобрело очертания винта (рис. 3-Г). Теперь начинается самая ответственная часть работы — придание лопастям нужного аэродинамического профиля. При этом следует помнить, что одна сторона лопасти плоская, другая выпуклая.
Главный инструмент для придания лопастям нужного профиля — остро отточенный, хорошо присаженный топор. Это отнюдь не значит, что выполняемая работа — «топорная»: топором можно делать чудеса. Достаточно вспомнить знаменитые Кижи!
Древесину удаляют последовательно и не спеша, сначала делая мелкие короткие натесы во избежание отщепления по слою (рис. 3-Г). Полезно иметь также небольшой двухручный стружок. На рисунке показано, как можно ускорить и облегчить работу по обтесыванию профильной части лопасти, сделав несколько пропилов мелкозубой ножовкой. Выполняя эту операцию, надо быть очень осторожным и не пропилить глубже, чем требуется.
После грубой обработки лопастей винт доводится до кондиции рубанками и рашпилями с проверкой в стапеле (рис. 4-А).
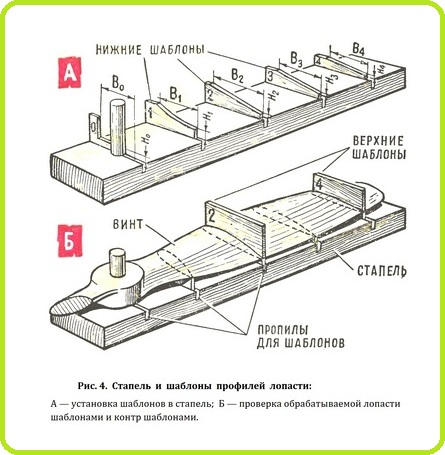
Рис.4. Стапель и шаблоны профилей лопасти
Для изготовления стапеля (рис. 4) надо найти доску, равную по длине винту и достаточно толстую для того, чтобы в ней можно было сделать поперечные пропилы глубиной 20 мм для установки шаблонов. Центральный стержень стапеля изготовляется из твердого дерева, его диаметр должен соответствовать диаметру отверстия в ступице винта. Стержень вклеивается строго перпендикулярно к поверхности стапеля. Надев на него винт, определяют количество древесины, которое предстоит удалить для соответствия лопасти шаблонам профиля. Выполняя эту работу в первый раз, нужно быть очень терпеливым и осторожным. Умение приобретается не сразу.
После того как нижняя (плоская) поверхность лопасти будет окончательно доведена по шаблонам, начинается доводка верхней (выпуклой) поверхности. Проверка ведется с помощью контршаблонов, как показано на рисунке 4-Б. От тщательности выполнения этой операции зависит качество винта. Если неожиданно выяснится, что одна лопасть получилась немного тоньше другой — а это часто бывает у неопытных мастеров, — придется соответственно уменьшить толщину противоположной лопасти, в противном случае и весовая и аэродинамическая балансировки винта будут нарушены. Мелкие изъяны можно исправить наклейкой кусочков стеклоткани («заплаток») или подмазкой мелкими древесными опилками, замешенными на эпоксидной смоле (эту мастику в просторечии называют хлебом).
При зачистке поверхности деревянного винта следует учитывать направление волокон древесины; строгание, циклевку и ошкуривание можно вести только «по слою» во избежание задиров и образования шероховатых участков. В некоторых случаях, помимо цикли, хорошую помощь при отделке винта могут оказать стеклянные осколки.
Опытные столяры после ошкуривания натирают поверхность гладким, хорошо отполированным металлическим предметом, сильно нажимая на него. Этим они уплотняют поверхностный слой и «заглаживают» оставшиеся на нем мельчайшие царапины.
БАЛАНСИРОВКА
Изготовленный винт должен быть тщательно отбалансирован, то есть приведен в такое состояние, когда вес его лопастей совершенно одинаков. В противном случае при вращении винта возникает тряска, которая может повлечь за собой разрушение жизненно важных узлов всей машины.
На рисунке 5 изображено простейшее приспособление для балансировки винтов. Оно позволяет выполнить балансировку с точностью до 1 г — этого практически достаточно в любительских условиях.
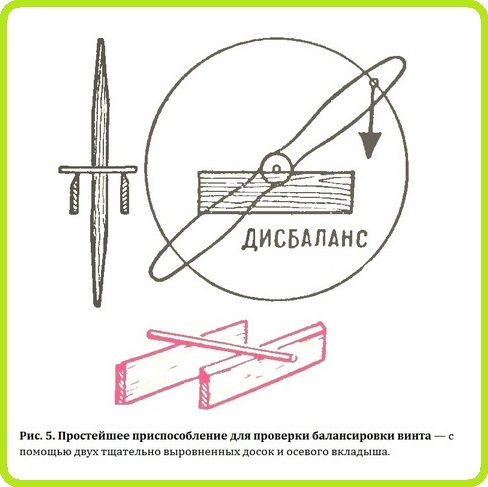
Рис. 5. Простейшее приспособление для проверки балансировки винта
Практика показала, что даже при очень тщательном изготовлении винта вес лопастей получается неодинаковым. Это происходит по разным причинам: иногда вследствие разного удельного веса комлевой и верхней частей бруска, из которого изготовлен винт, или разной плотности слоев, местной узловатости и т. п.
Как быть в этом случае? Подгонять лопасти по весу, сострагивая с более тяжелой какое-то количество древесины, нельзя. Надо утяжелять более легкую лопасть, вклепывая в нее кусочки свинца (рис. 6). Балансировку можно считать законченной, когда винт будет оставаться неподвижным в любом положении лопастей относительно балансировочного приспособления.
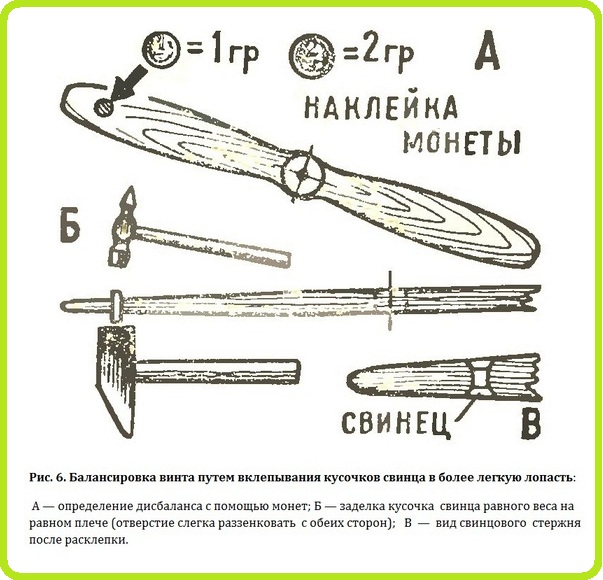
Рис. 6. Балансировка винта путем вклепывания кусочков свинца в более легкую лопасть
Не менее опасно биение винта. Схема проверки пропеллера на биение показана на рисунке 7. При вращении на оси каждая лопасть должна проходить на одинаковом расстоянии от контрольной плоскости или угла.

Рис. 7. Схема проверки винта на биение
ОТДЕЛКА И ОКРАСКА ВИНТА
Готовый и тщательно отбалансированный винт должен быть окрашен или отлакирован для предохранения его от атмосферных воздействий, а также для защиты от горюче-смазочных материалов.
Для нанесения краски или лака лучше всего применять пульверизатор, работающий от компрессора при минимальном давлении в 3—4 атм. Это даст возможность получить ровное и плотное покрытие, недостижимое при кистевой окраске.
Лучшие краски — эпоксидные. Можно также применять глифталевые, нитро- и нитроглифталевые или появившиеся в последнее время алкидные покрытия. Они наносятся на предварительно загрунтованную, тщательно отшпаклеванную и ошкуренную поверхность. Обязательна междуслойная сушка, соответствующая той или иной краске.
Лучшее лаковое покрытие — так называемый «химо-твердительный» паркетный лак. Он отлично держится и на чистом дереве, и на окрашенной поверхности, придавая ей нарядный вид и высокую механическую прочность.
Источник
Изготовление пропеллера своими руками

В интернете периодически поднимается вопрос о технологии изготовления винтов для авиамоделей своими руками. Конечно, многое чего можно купить в специализированных авиамодельных магазинах, но во-первых там не всегда есть то, что нужно, а во вторых, цены, мягко выражаясь, не совсем лояльные к потребителю.
Вот мы и решили поделиться информацией, собранной на просторах интернета, по изготовлению воздушного винта для авиамодели своими руками.
Информация собрана из разных источников, авторство установить не представляется возможным, посему представляю материал как есть.
Изготовление матрицы.
Рассмотрим пример изготовления 7-ми дюймового прпеллера. Изготовление пропеллеров других размеров ничем не отличается , изменяются только размеры матрицы.
Во-первых, нужно изготовить форму для будущей матрицы.
Форма изготавливается из 10мм деревянной или МДФ панели. Делается 4 прямоугольника размером 200х45 мм. Некоторые фрезеруют форму из цельного куска алюминия или из твердых пород дерева. Но если делать из дерева, то думаю, что лучше делать несколькими слоями, чтобы меньше коробило в просессе эксплуатации.
В центральных частях полуформ фрезеруется овальное место для будущей матрицы, части склеиваются попарно.
По диагонали высверливаются отверстия для направляющих штырей, они будут центрировать половинки формы при соединении.
Штыри и бобышки (ответная часть штыря) желательно изготовить из твердого металла, можно воспользоваться готовой мебельной фурнитурой. После вклейки бобышек и штырей, получаем 2 «ванночки».

Для того что бы форма всегда собиралась в одинаковом положении на одном торце пропиливается «ключ». Одна половина заполняется пластилином и в нее впихиваем копируемый винт.

Необходимо аккуратно заполнить половинку до линии разъема. Винт при этом получается «утопленным» в пластилин до половины.

Для того что бы в готовом пропеллере получилось отверстие, необходимо вставить стальной штырек в отверстие копируемого винта. Штырек необходимо подобрать или изготовить по диаметру копируемого винта.
Чтобы опалубка и винт не приклеились, необходимо нанести разделительный слой. Для этого из хозяйственного мыла делается стружка и разводится водой до состояния кашки. Стружку можно получить на обыкновенной терке, так будет гораздо технологичнее, чем строгать мыло ножом.
Нижняя часть с винтом покрывается мыльной кашкой 2-3 раза с промежуточной просушкой.

В верхней части сверлятся отверстия для выхода воздуха, заливки эпоксидной смолы и контроля заполнения матрицы смолой

Необходимо так же покрыть торец и направляющие штырьки на верхней части. Внутреннюю поверхность верхней части покрывать мылом не нужно.

Для заполнения используется эпоксидная смола или клей ЭДП.

При работе с эпоксидной смолой, можно применить старый авиамодельный метод проверки качества нагревом готовой смеси смолы с отвердителем на жести с помощью зажигалки.

Для этого греется до начала закипания смола, ждем,когда остынет, и пробуем, как смола затвердела. Если смола после остывания отвердела, так, что ее нельзя продавить твердым предметом, то и через 24 часа при комнатной температуре смола так же «затвердеет» как и при нагреве до закипания.

В смолу добавляется алюминиевая пудра, около 20 % по объему от смолы.

Если в помещении жарко, а объем смолы большой, то желательно поставить смолу в тарелку с ледяной водой – так смола не закипит

Половинки будущей формы складываются, плотно сжимаются и фиксируются скотчем.

Эпоксидная смола заливается через воронку до тех пор, пока она не начнет выходить из всех отверстий.

После заливки оставляем на сутки для полимеризации эпоксидной смолы.
Через 24 часа половинки раскрываются, и удаляется пластилин. Винт НЕ СНИМАЕТСЯ.


Остатки пластилина смываются бензином или горячей водой. Осматривается качество заливки. В готовой части матрицы не должно быть «раковин» от пузырьков воздуха.
Винт при этом НЕ СНИМАТЬ.
Сверлим заливочные отверстия во второй деревянной части. Снова наносим разделительный слой из мыльной «кашки», 2-3 раза с промежуточной просушкой на залитую часть с винтом. Внутренняя часть второй половинки так же не смазывается. На ней смазывается только место соприкосновения.




После сушки располировываем мыло. Плотно соединяем половинки, фиксируем скотчем стык.
Повторяем процедуру с изготовлением смолы с наполнителем и и заливаем вторую часть формы

Через 24 часа разбираем готовую форму, вынимаем винт и смываем остатки разделительного мыльного слоя.
Матрица готова к изготовлению винтов.

Изготовление винтов.
Заготавливается мыльная «кашка», промазывается на 2 слоя с просушкой вся матрица и штырек.
Для армирования винта заготавливается стеклоткань и углеволокно в виде нитей.


Разводиться смола и начинается пропитка и укладка. Пропитывать все надо сильно, затем лишняя смола отжимается. Содержание будущего винта — 60% смолы и 40 % нитей. Первый слой укладывается углем, затем кладется стеклонить.

При укладывании нитей они обматываются вокруг штырька.Укладывать необходимо равномерно и аккуратно.Последний слой снова из угленити.

Укладывать надо с небольшим запасом, если мало положить — то в винте возникнут пустоты и непроклеи, а лишнее при сдавливании выдавится в «облой».Соединяем матрицу и плотно сжимаем с помощью струбцин или используя тиски. Для уменьшения времени полимеризации можно воспользоваться сушильным шкафом, выдерживаем в нем пропеллер в течении часа при температуре 50-60 гр, вынимаем и даем постоять 3 часа. Вместо муфельной печи можно воспользоваться духовкой.
Только не забываем о температуре, прожаривать винт при 250 градусов совсем не обязательно.

Без прогрева необходимо выждать 24 часа.
После полимеризации разбираем матрицу. Облой на готовом винте толщиной 0.12 мм, это нормально.


Облой удаляется с помощью ножа, но аккуратно, форма винта должна соответствовать исходному.
Взвешиваем пропеллер для контроля.
Итак, исходный пластмассовый винт весит 2.7 грамма, получившаяся композитная копия 3.5 грамма.
Вес копии больше на 0.8 грамма, но вот прочность увеличилась в разы!
Все правильно, и уголь и стеклоткань делают конструкцию весьма упругой к ударным нагрузкам.
И там где оригинал сломается,самодельный винт спружинит.

На изготовление матрицы ушло 4 дня, по 2 часа работы — итого 8 часов.
Но зато теперь на авиамодели будет всегда стоять одинаковый винт, что хорошо для настройки и пилотирования.
Углеткань использовать желательно, но не обязательно, в интернете есть технологии изготовления с наполнителем из стеклоткани. Так же есть технология изготовления с передней кромкой из углеткани, и с добавлением в эпоксидную смолу тонера от лазерного принтера в качестве наполнителя. Можно поэкспериментировать с добавлением машинного или касторового масла (1-2 капли) в качестве пластификатора для эпоксидной смолы.
Так же стоит сделать балансировку пропеллера перед его использованием на авиамодели.
Источник