- Собираем качественные и надежные сварочные кабели, которые будут служить годами
- Содержание
- Электрододержатель:
- Силовые кабеля (провода):
- Зажим массы:
- Вилка кабельная:
- Сборка:
- Выводы:
- Изготовление качественного силового кабеля
- Метод изготовления сетевого кабеля для подключения компонентов звукового тракта к сети электропитания 220B
- Материалы и инструмент
- Модель №1 – на базе кабеля РК50-2-11
- Модель №2 – на базе кабеля Klotz MY250
- Выбор правильного направления включения кабеля
Собираем качественные и надежные сварочные кабели, которые будут служить годами
Комплект сварочных кабелей для ручной дуговой сварки включает в себя два кабеля (провода), один из которых имеет на конце электрододержатель, а другой клемму для подключения к массе. Как правило, стандартный набор, поставляемый в комплекте с недорогим сварочным аппаратом, не самого лучшего качества и выходит из строя после нескольких месяцев использования. Если покупать такой комплект отдельно, то бюджетные модели также не могут похвастаться качеством, а вполне нормальные соизмеримы по цене самого сварочного аппарата. Довольно часто встречаются модели, где упор сделан на одну из трех составляющих, т.е. либо электрододержатель качественный, а кабеля (провода) так себе, либо провода отличные, а все остальное не очень. Поэтому чтобы не играть в рулетку и не переплачивать деньги, предлагаю самостоятельную сборку из проверенных комплектующих. Если заинтересовались, милости прошу.

Содержание
Электрододержатель:
Электрододержатель – один из самых важных компонентов, экономить на котором категорически не стоит. От качества его изготовления и конструкции зависит комфортная и удобная работа, а также конечный результат. Я не буду вдаваться в подробности, а отмечу лишь, что существует три распространенных типа электрододержателей: вилочные, пружинные и винтовые. Первые, как правило, самодельные и изготавливаются сварщиками самостоятельно. Они надежны, не очень удобны в использовании и зачастую не изолированы. Вторые самые распространенные, но в низшей и средней ценовой категории их качество оставляет желать лучшего. Качественные пружинные электрододержатели удобны в работе и особых нареканий не имеют. Винтовые электрододержатели достаточно надежно фиксируют электрод под необходимым углом и имеют хорошее качество даже в средней ценовой категории. Отлично подходят новичкам на первых порах, т.к. при неумелом отрыве «прилипшего» электрода не портят контактную площадку держака.
Я не стал идти путем проб и ошибок, поэтому сразу же купил проверенный электрододержатель винтового типа ESAB Handy 200:

Электрододержатель ESAB Handy 200 я покупал здесь
Китайский проверенный аналог на Аliexpress
Я сварщик-любитель, поэтому под мои нужны и возможности сварочного аппарата тока в 200А хватит за глаза. Учитывая хорошее качество изготовления, данного электрододержателя хватит надолго. Если вы профессионал и вам приходится много варить более толстыми электродами, в линейке есть более мощные модели, рассчитанные на больший ток и более толстые электроды. Но даже эта модель без особых проблем позволит варить током 250А без повреждений, поддерживаемый диаметр электродов от 2мм до 4мм.
Из проверенных производителей можно отметить следующие: Корд (Россия), ESAB (Швеция), FoxWeld (Италия/Китай), FUBAG (Германия), ABICOR BINZEL (Германия) и другие. Огромный выбор держаков здесь и здесь
ESAB Handy 200 имеет хорошее качество и невысокую стоимость, поэтому пользуется большим спросом. Комплект поставки:


Центральный стержень выполнен из латуни (сплав меди и цинка, с небольшим добавлением олова и других металлов), никакого омедненного железа и прочего дешмана, которое зачастую применяется в дешевых держаках. Все это позволяет пропускать значительные тока без заметного нагрева и повреждений. Для удержания служит прорезиненная рукоять со специальной накаткой, благодаря чему электрододержатель уверенно лежит в руке и выдерживает небрежное отношение. Если сравнивать с недорогими пружинными держаками, у которых ручка выполнена из карболита или пластика, то разница налицо. Тем более последние на холоде или от постоянного нагрева становятся хрупкими и могут разломиться при падении с небольшой высоты.
Крепеж позволяет зажимать провода и кабеля сечением вплоть до 50мм2:

Силовые кабеля (провода):
Вторыми по значимости элементами являются силовые кабеля (провода). От их качества зависит максимальный рабочий ток и уверенный поджиг дуги. Особенно актуально это при работе с недорогим сварочным инвертором, у которого предельный ток еле-еле дотягивает до 120-130А (уверенная сварка 3мм электродом). Тут все упирается в закон Ома: чем выше сопротивление, тем ниже ток, а учитывая «предельные» возможности сварочника, с плохими проводами он может уже «не вытянуть».
С выбором кабеля я не раздумывал и взял проверенный временем кабель КГ-ХЛ 1х25:

Покупйте в проверенных магазинах по продаже электротоваров. Можно посмотреть здесь
Расшифровывается как кабель гибкий с медными токопроводящими жилами, с изоляцией и оболочкой из резины без защитных покровов (брони) в холодостойком исполнении («ХЛ»). На работе я уже не раз изготавливал и ремонтировал подобные сварочные кабеля, нареканий по ним нет вообще. Если планируются работы на холоде, выбирайте именно в холодостойком исполнении («ХЛ»). Если не ошибаюсь, то с прошлого года все ГОСТовские кабеля КГ производятся полностью в холодостойком исполнении, поэтому при маркировке КГ, кабель на морозе не дубеет. Это не относится к «старым» запасам с маркировкой «КГ» и не ГОСТовским вариантам. Кабеля по ТУ хуже, хоть и дешевле. При заявленном сечении 25мм2, в зависимости от производителя, реальное сечение варьируется от 20 до 23мм2. От себя добавлю, что из этих кабелей я делал провода для прикуривания и дорабатывал провода для автопускача (JumpStarter), даже при -20°С не стоят колом.
При выборе ориентируйтесь на несколько параметров: ток, цена, длина и вес. Сечение кабеля для сварочного аппарата подбирается исходя из тока, отдавайте этому параметру наивысший приоритет. Ориентируйтесь по следующим значениям: 16 кв. мм – до 190А, 25 кв. мм – до 240А, 35 кв. мм – до 290А. Чем выше сечение, тем меньше сопротивление и ниже потери на нагрев. Ценники на медь кусачие, поэтому кабель не из дешевых. Цена, длина и вес кореллируются между собой. Помните, что переносить 25м бухту кабеля 1х25 то еще удовольствие, причем, не дешевое.
Какое сечение выбрать – дело каждого, но я решил перестраховаться и выбрал 25мм2, поскольку сварочник у меня китайский и лишние потери мне не к чему. В принципе, для моих задач хватилобы и 16мм2, но взял с запасом. Тем более как оказалось, кабель изготовлен по ТУ (не ГОСТ):
Зажим массы:
Сварочные кабеля я делал на скорую руку, поэтому приобретал то, что было под рукой в близлежащих магазинах. Нормального зажима я не нашел и временно заказал зажим Диолд 3М-300-02 на 300А:

Качество удовлетворительное, но зато цена привлекательная (около 150р). Изначально хотел купить клемму заземления КЗ-25 (КЗ-31) «Корд» из латуни на 250А, но их нигде не было, даже в онлайн-магазинах по приемлемым ценникам:

Решил взять дешевую клемму Диолд, доработать ее немного и после покупки нормальной, оставить в качестве запасной. Выглядит она следующим образом:

Приобретал в ближайшем строймаге, но вполне можно заказать и на Алиэкспресс здесь
Ничего хорошего по ней сказать не могу. Выполнена из стали (плюс надежности), в остальном печаль: губки стальные омедненные, роздвиг небольшой, жестяная перемычка коротка и зачастую не позволяет нормально зацепить зажим. Розоватый оттенок на губках – это небольшое напыление меди на сталь для лучшей токопроводимости последней:
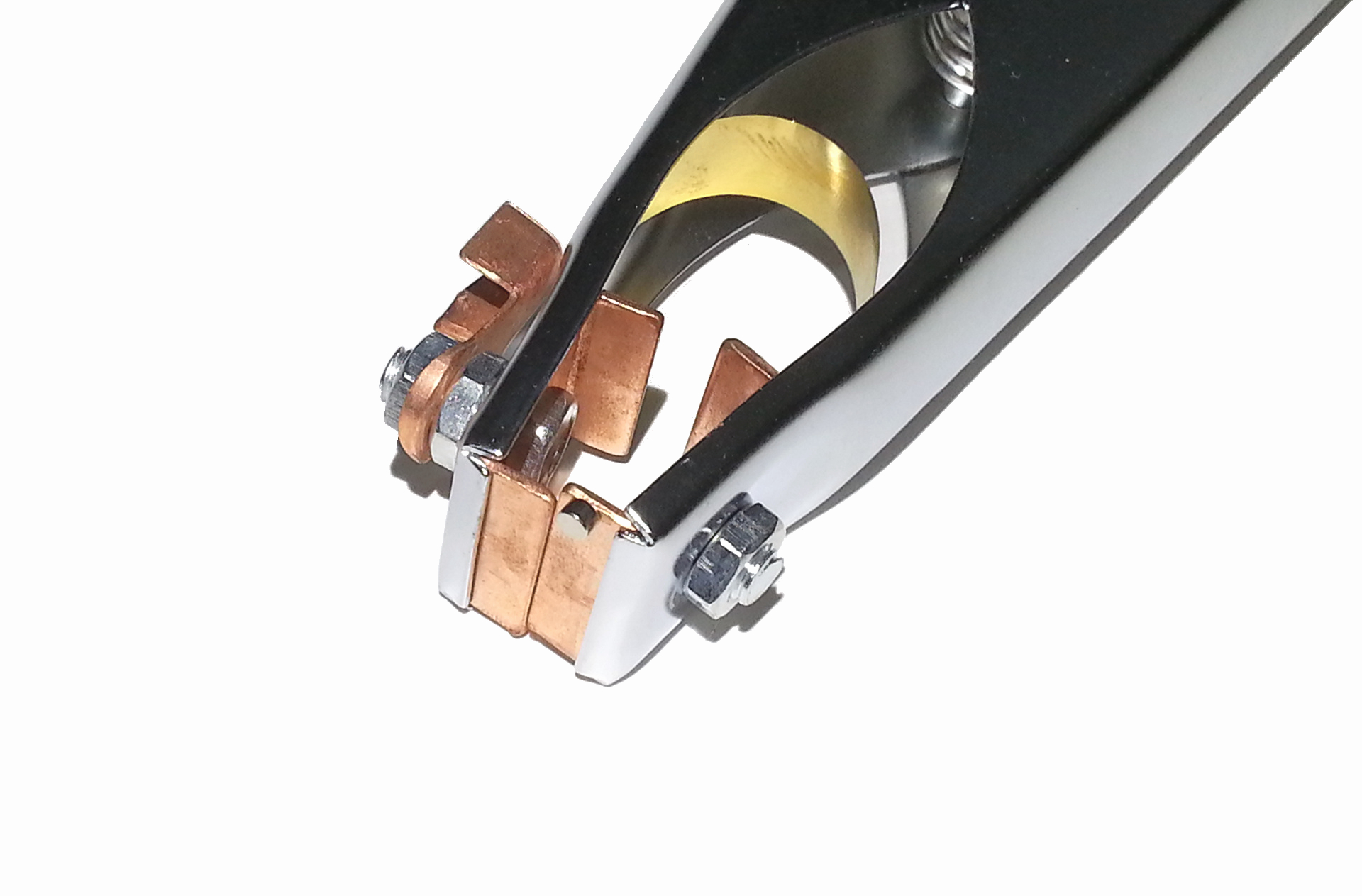
Слой меди небольшой, при 120А будет греться:

Про доработку таких дешманских зажимов расскажу позже, если будет интерес, но на первое время хватит. Моя доработанная при 120А не греется особо, поэтому менять не спешу. Многие профессиональные сварщики в качестве зажимов массы используют небольшие тисочки или струбцины (Корд, ПТК, Brima, Sirio и другие):

Вариант хороший, но для минимизации потерь и, соответственно, нагрева, лучше использовать бронзовые или латунные вместо стальных.
У китайцев есть хорошие зажимы по гораздо привлекательным ценам здесь
также есть готовые провода с массой здесь
Вилка кабельная:
Кабельные вилки (сварочные разъемы), как правило, идут в комплекте со сварочным аппаратом. При необходимости можно приобрести отдельно. У меня как раз они были в комплекте:

Купить отдельно можно здесь
Качество хорошее, на твердую четверку. Огорчило присутствие жестяных омедненных полосок под винты вместо медных:

Я их вырезал из медной фольги в несколько слоев:

Сборка:
Когда все элементы куплены, можно приступать к сборке. Ничего сложного в этом нет. Первым делом определяемся с метражом под кабеля. Самый оптимальный и распространенный вариант – кабель с держаком на 1-2 метра длиннее. При покупке 8м кабеля, оптимальным будет вариант «5м + 3м». При этом будет запас кабеля по высоте и периметру при работе с габаритной конструкцией. Если сделать «4м + 4м», то иногда придется передвигать сварочный аппарат.
После того, как определились с размерами, зачищаем концы проводов. Штангенциркулем или какой-нибудь спицей измеряем глубину и на это расстояние зачищаем изоляцию:

Можно воспользоваться так называемыми стрипперами для снятия изоляции, очень удобный инструмент для монтажников и не только. Купить можно здесь
При зажиме кабеля в электрододержателе не забываем про специальную проставку под винт, иначе последний разломит часть проводков и контакт будет хуже:

Получается такая замечательная конструкция:

С кабельной вилкой поступаем аналогичным образом:

Не забываем также установить прокладку под винт:

В итоге имеем качественные универсальные кабеля, которые имеют минимальное сопротивление и не греются даже при значительных токах:

При использовании кабеля КГХЛ ими прекрасно можно работать на морозе.
Выводы:
Винтовой электрододержатель ESAB Handy 200 очень понравился: не греется, в руке лежит удобно, имеет два угла установки электрода. Перестановка электрода занимает около 10 секунд и каких-либо неудобств не доставляет. Особенно полезен будет новичкам, т.к. при неумелом отрыве прилипшего электрода не портит сам держак. По стоимости такой самосборный комплект выходит несколько дешевле, а по качеству на голову лучше большинства заводских. При этом он с легкостью переживет даже несколько сварочных аппаратов и не сломается, поэтому рекомендуется к повторению…
Если тема будет интересной, сделаю краткий обзор на проверенную и надежную экипировку, аксессуары и приспособления для сварки, о которых некоторые и не догадываются вовсе.
Источник
Изготовление качественного силового кабеля
Метод изготовления сетевого кабеля для подключения компонентов звукового тракта к сети электропитания 220B
Рассмотрим методику самостоятельного изготовления двух моделей сетевого кабеля ориентированного на применение в составе звуковоспроизводящего тракта высокого класса. Описываемые в этой статье кабели подходят практически для всех компонентов тракта, потребляемый ток которых не превышает 10А при напряжении питания 220В. Кабели, изготовленные по нижеприведенной методике, вполне могут избавить Вас от неоправданных трат на высококачественные кабели промышленного изготовления при, как минимум, том же приросте качества звука.
Я специально откладывал публикацию данной статьи, и причин этому было несколько. Первой из них был, некоторый собственный скепсис в необходимости использования специальных кабелей вместо традиционных шнуров электропитания. Во вторых, на сегодняшний день не существует какого либо вразумительно объяснения самому эффекту субъективного прироста качества звука при использовании сетевых кабелей разработанных специально для использования в составе аудио/аудиовизуальных комплексов. По этой причине я понимаю скепсис большинства инженеров по данному вопросу, но на сегодняшний день уже его не разделяю. И причина тому проста – влияние смены сетевого кабеля на более качественный очень заметно. Это выражается обычно в более четкой артикуляции звука, улучшении локализации виртуальных источников звука по положению их в звуковой сцене, четкости звучания во всем звуковом диапазоне частот. Причем этот эффект заметен на аппаратуре практически любого класса.
Данные наблюдения и эксперименты проводились на большом перечне аппаратуры до полной отработки конструкций кабелей рекомендованных к изготовлению в данной статье. В результате на Ваш суд выносятся две конструкции достаточно высокого класса и требующих минимальных затрат по материалам для изготовления и трудозатратам, что делает их легко повторяемыми.
И перед тем, как приступить к описанию изготовления кабелей, хочется заметить, пусть Вас не обманывает кажущаяся простота конструкции и использование широко распространенных кабелей, правда в нестандартном применении. Данные конструкции были разработаны на основе целого набора наблюдений и закономерностей, в соответствии с которыми и искались серийно выпускаемые кабели, отвечающие целому ряду условий, и таких кабелей оказалось очень немного.
Материалы и инструмент
Сначала необходимо подготовиться и позаботиться о наличии необходимых для решения нашей задачи материалов и инструментов.
кусачки;
острый нож;
отвертка под шлиц;
отвертка крестовая;
паяльник 25-40В;
нейтральный спиртоканифольный флюс;
безсвинцовый серебросодержащий припой;
немного пчелиного воска;
зажигалка газовая;
промышленный фен или плита газовая;
тонкостенная термоусаживающаяся трубка диаметром 8мм;
киперная х/б лента;
катушка х/б ниток;
сетевая вилка на 220В;
возможно разъем IEC 320 или Neutrik Powercon (панельный и кабельный разъемы);
3,1м кабеля PK50-2-11 или Klotz MY250 в зависимости от варианта изготавливаемого кабеля.
Будем считать, что все вышеперечисленное, кроме разъемов, у Вас есть в наличии. Теперь осталось приобрести наиболее подходящие в зависимости от конструкции кабеля и его модификации. Где и как это сделать будет рассказано по ходу изложения.
Модель №1 – на базе кабеля РК50-2-11
Для изготовления сетевого кабеля нам потребуется отрезок отечественного радиочастотного коаксиального кабеля PK50-2-11 (изображен на фото). 
Центральный проводник данного кабеля представляет собой медную моножилу диаметром 0,67мм помещенную в изоляцию состоящую из полиэтилена низкого давления (диаметр 2.2мм). Внешний проводник представляет собой плотную оплетку из 80ти отожженных медных проводников диаметром 0,1 мм. Плотность оплетки 88-92%. Внешняя оболочка кабеля изготовлена из светостабилизированного полиэтилена. Наружный диаметр кабеля 3,7мм. Суммарная площадь сечения проводников равна 0,98 мм2.
Данные кабели широко распространены и доступны для покупки в специализированных компаниях.
Например, здесь – Каталог радиоэлектроники ЗАО “Концерн АРГО”.

Для наших целей оптимальным по соотношению цена-качество выбором будет сетевая вилка производства немецкой компании Mennekes, артикул 2927 (кабельная вилка SHUKO-типа, IP44 с кабельным уплотнителем). Данные вилки можно купить у поставщиков продукции Mennekes на территорию Белоруссии, Украины, России. Например, в Первой Кабельной компании.
В качестве альтернативы данной вилке можно также использовать изделия от Marinco, Schurter, Wattgate, Furutech, Oyaide, Leviton, Kopp, но большинство из них значительно более дорогостоящи.
В дальнейшем Вам нужно будет принять решение, как будет подключаться наш кабель со стороны аппаратуры. В случае наличия съемного кабеля альтернатив немного – нам понадобится разъем IEC 320. Но разъемы данного вида приемлемого качества достаточно редки и многие их них дорогостоящи. В том случае, если вы не готовы произвести доработку своей аппарату по смене данного вида разъемов, то на этом и остановимся. Тогда достаточно неплохим выходом будут недорогие, но вполне качественные (необходимый минимальный уровень качества) разъемы IEC 320 тайваньского производства, модель AC-102 по каталогу компании “Бурый медведь” .
Альтернативными и более качественными разъемами данного типа может быть более дорогая, но все же доступная в наших странах продукция Kopp, Supra, Schurter, AVC-Link.

Если Вы готовы заменить панельные силовые разъемы, установленные на вашей аппаратуре, то идеальным с точки зрения цены и качества будет переход на панельный и кабельный разъемы (модели NAC3FCA и NAC3MPA) серии

POWERCON производства швейцарской компании Neutrik. Данные разъемы широкодоступны для приобретения, например здесь.
Ну и последний случай – Вы не хотите вообще использовать дополнительные разъемные соединения. В принципе, это наиболее оптимальный с точки зрения результата вариант. Тогда кабель будет заводиться непосредственно внутрь устройства и подключаться там.
Теперь, когда у нас есть все материалы, мы можем приступить к изготовлению самого сетевого кабеля. Для этого отрезаем от бухты кабеля два отрезка длиной 153,5 см. При этом нужно пометить начало каждого отрезка кабеля с точки зрения их взаимной ориентации до отрезания от бухты кабеля.
После этого, отступив от края кабеля 7мм, плотно обматываем его киперной лентой с перекрытием витков на 5-7мм. Намотка ленты производится до тех пор пока до противоположного конца кабеля не останется 7мм. Концы киперной ленты фиксируются в начале и конце его намотки х/б нитью. Таким образом обматывается оба отрезка кабеля.
Теперь оба кабеля укладываются параллельно и разнонаправленно (смотрим по меткам начала отрезков), и фиксируются в параллельном состоянии путем обматывая х/б нитью. При этом нужно следить, чтобы параллельность проводников соблюдалась по всей их длине, не допуская скручивания кабелей между собой.
После этой процедуры затягиваем данную связку внутрь термоусадочной трубки диаметром 8мм. Отступы термотрубки от краев кабеля предварительно оцениваются исходя из конструкции примененных сетевых вилок и разъемов. Далее термотрубка усаживается. В итоге у нас получается двухпроводный, достаточно гибкий, плоский кабель.
Теперь дело за установкой разъемов и вилок. Для этого снимаем по 5 мм внешней изоляции кабеля, далее расплетаем экранирующий слой на отдельные проводники, и очень аккуратно, чтобы не повредить центральный проводник, удаляем изоляцию вокруг него.
Следующим шагом будет облуживание зачищенных концов проводников. Для этого используются паяльник мощностью 25-40Вт, спиртоканифольный нейтральный флюс и безсвинцовый серебросодержащий припой. Сначала облуживается центральный проводник, после этого вокруг него равномерно ( для достижения одной толщины по длине) наматываются проводники экранирующей оплетки. После смачивания спиртоканифольным припоем, быстро, чтобы избежать перегрева и плавления диэлектрика, облуживаем место скрутки проводников. Далее нужно тщательно очистить место пайки от остатков флюса.
Следующим шагом будет герметизация торцов кабеля в местах, где проводники выходят из термоусадочной трубки. Для этого достаточно расплавить немного воска в небольшой ванночке, и с помощью кисточки тщательно промазать торцы кабеля в необходимых местах до впитывания воска в ткань и образования защитной восковой пробки. Данная мера предохранит хлопковый слой от насыщения влагой и обеспечит стабильные свойства данного диэлектрика в процессе эксплуатации кабеля.
Мы почти готовы к установке разъемов. Перед этой процедурой очень желательно по срезу термоусадки с каждой стороны кабеля дополнительно установить поверх ее отрезок термоусадки – длиной 8см со стороны разъема IEC320 и 2-3см со стороны установки сетевой вилки. Это справедливо для случая использования вилки Mennekes и разъема AC-102, и делается для предохранения кабеля от повреждений в местах его фиксации в разъемах и предотвращения перегибов. Далее вилка и разъем AC-102 без каких либо затей устанавливаются на кабель. Фиксация проводников кабеля и контактных частей разъемов, а также крепление кабеля к корпусам разъемов производится с помощью винтовых соединений.

Вот и все, кабель практически готов, осталось только выбрать правильное направление его подключения. Но об этом в конце статьи.

Модель №2 – на базе кабеля Klotz MY250

Для изготовления второй модели сетевого кабеля нам потребуется отрезок микрофонного кабеля производства немецкой компании Klotz, модель MY250 (изображен на фото).
Кабель представляет собой два многожильных проводника (16Х0,2мм) в полиэтиленовой изоляции свитых в витую пару. Суммарное поперечное сечение этой пары проводников равно 1 мм2. Вокруг пары свитых проводников экструдирован слой полиэтилена низкого давления. Далее идет медная оплетка. Внешняя изоляция выполнена из поливинилхлорида.
Кабель широкодоступен у специализированных продавцов, и поставщиков профессионального концертного и студийного оборудования. Например, его можно приобрести, здесь.
Все моменты, касающиеся выбора вилок и разъемов для изготовления данной модели кабеля, те же, что и для первой модели, поэтому не будем повторно описывать их.
Для изготовления сетевого кабеля нам потребуется два отрезка MY250 по 150,5 см. При этом нужно пометить начало каждого отрезка кабеля с точки зрения их взаимной ориентации до отрезания от бухты.
Теперь для каждого отрезка кабеля нам необходимо удалить внешнюю изоляцию и снять экранирующую оплетку. Они нам в данной конструкции не понадобятся. После этой операции у нас останутся два отрезка кабеля, каждый из которых представляет собой два свитых проводника помещенных в полиэтиленовую оболочку. Один из этих отрезков послужит нам в качестве фазового, а другой нейтрального провода.
Далее для получившихся отрезков провода повторяем все шаги по изготовлению сетевого кабеля описанные для Модели №1. Единственное отличие в процедуре облуживания – в одноименных отрезках кабеля зачищаются оба проводники витой пары, аккуратно скручиваются и после облуживаются. Больше отличий в процедуре изготовления кабелей этих двух моделей нет.
Выбор правильного направления включения кабеля

Очень важным с точки зрения конечного результата является правильное подключение сетевых кабелей к Вашей аппаратуре. Наилучший результат при смене только одного кабеля получается, если начать смену сетевого кабеля с усилителя/ресивера. В идеале это лучше всего сделать и для источников звука (за исключением ПК и виниловых проигрывателей) и возможных промежуточных устройств (фонокорректор, внешний ЦАП). Т.е. при замене штатных кабелей не всех перечисленных устройствах будет получен максимальный прирост качества звука обеспечиваемых звуковоспроизводящим трактом.
Теперь о подключении кабеля непосредственно к устройству. Существенным с точки зрения влияния на звук является то, как пара проводников подключена к вводу 220В устройства. Т.е. если условно обозначить проводники цифрами 1 и 2, а входные контакты устройства В1 и В2, то возможны два варианта включения 1->B1/2->B2 и 1-B2/2-B1. И они неравнозначны с точки зрения звука. Это происходит по причине того, что изначально в конструкцию кабелей заложена разнонаправленность проводников, чтобы обеспечивает максимальный результат по приросту качества звука при выборе оптимального варианта подключения. Поэтому очень важно проверить звук вашей аппаратуры в двух вариантах: подключение изготовленным кабелем и подключение с рокировкой проводников. Из двух этих вариантов выбирается оптимальный. Для проведения рокировки, в случае использования разъема IEC 320, проводники в нем меняются местами, а если кабель заведен непосредственно в устройство, то проводники кабеля меняются местами непосредственно в нем. После рокировки проводников не забудьте перед прослушиванием перевернуть на 180 вилку в розетке, для того чтобы на результат не влияла смена фазировки вилки. Аудиоаппаратуры, в которой смена фазировки незаметна на слух, крайне мало, поэтому нужно учитывать и этот фактор влияния на звук.
Очень надеюсь, что Вы не пренебрегли этими советами и приложили усилия по выбору оптимального подключения кабеля. Оно того стоит.
Удачи в изготовлении. Но помните о том, что данный кабель не заменяет высококачественную аппаратуру, а всего лишь задействует заложенный в нее потенциал.
Источник