- Самодельный профилегиб без токарных работ.
- Важные технические моменты при изготовлении профилегиба.
- Как сделать ролики для профилегиба.
- Как закрепить подшипники на каркасе профилегиба.
- Конструктивные особенности профилегибов.
- Станок для производства профиля для гипсокартона своими руками
- Станок для производства профилей
- Как сделать прокатный станок для профиля своими руками
- Схема устройства модели профилировочного прокатного станка
- Технологический процесс производства профилей для гипсокартона
- Разновидности металлического профиля
Самодельный профилегиб без токарных работ.
У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию точно выполнит.
Данный станок еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
Важные технические моменты при изготовлении профилегиба.
- Во время гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу. Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из её сторон образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки. Чем меньше радиус гибки, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
- Если прокатывать профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время прокатывания труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
- Усилие, которое необходимо приложить, чтобы свести ролики и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на станке, у которого большое расстояние между роликами. По этим причинам ролики делают съемными, чтобы их можно было переставить.
- Чем меньше диаметр роликов, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных станках ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть трубу больших сечений, то желательно сделать два приводных ролика.
- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
- Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и с неё получиться овал.
Как сделать ролики для профилегиба.
Ролики можно изготовить разными способами, даже на первый взгляд самыми необычными. Например, в качестве роликов можно использовать велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть трубу сечением 20х40 мм им будет вполне по силам.
В качестве роликов можно использовать обычный лом. Его просто отрезаем в нужную длину и одеваем на такой ролик подшипник подходящего диаметра. Например, лом диаметром 30мм, под него хорошо подойдут подшипники №306 ГОСТ8338-78. Чтобы подшипники не смещались вдоль оси ролика, достаточно капнуть сваркой около обоймы подшипника.
Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика.
Если у вас нет подходящих шайб, то их можно сделать самостоятельно. Как их сделать смотрите ниже в статье. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
Как закрепить подшипники на каркасе профилегиба.
Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.




Конструктивные особенности профилегибов.
Такой станок можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов.
При изготовлении нужно отталкиваться от тех материалов, которые есть у вас в наличии.
Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать станок с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать станок с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Конструкция в принципе неважна, труба в любом случае будет гнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами. Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике. Если же ролики проскальзывают, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Ручку приводного ролика можно сделать из обычной велосипедной педали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из станка.
Ниже представлено несколько фотографий с различными конструктивными особенностями.
Источник
Станок для производства профиля для гипсокартона своими руками
Гипсокартон без преувеличения можно назвать одним из самых популярных и востребованных строительных материалов, которые используются при ремонте квартир, офисов, цехов и складских помещений. Он дышит и позволяет скрыть все имеющиеся недостатки поверхности, обеспечивая идеальную основу для нанесения финальных слоев шпаклевки, краски, поклейки обоев и т. п. Также с помощью гипсокартона создают любые фигурные элементы (колонны, ниши, арки), которые довершат внешний вид интерьера. При монтаже гипсокартона не обойтись без использования металлического профиля, который станет надежной основой будущей конструкции.
Изготовление металлического профиля в домашних условиях – дело хоть и затратное на первых порах, но при этом довольно выгодное. Тем более что оборудование для производства профилей роликовой прокатки можно изготовить своими руками. Об этом далее подробно…
Станок для производства профилей

Производство профилей из оцинкованной стали не требует больших навыков и знаний. Понадобиться специальный профилегибочный станок, который подбирается (или переоборудоваться) под тип профиля, который вы планируете производить.
Чтобы обзавестись прокатным станком для профиля можно пойти двумя путями:
- Сделать прокатный станок своими руками, который можно будет модернизировать и переоборудовать под любой тип производимого изделия из оцинкованного листа.
- Купить готовое оборудование для производства профиля под гипсокартон.
Наиболее популярными станками среди изготовителей гипсокартонных профилей можно назвать те, которые имеют одноручьевую линию производства. Они выдают определенный тип профиля (к примеру, потолочный или направляющий) со средней скоростью 10 погонных метров в минуту. Следовательно, за один рабочий час оборудование для производства профиля для гипсокартона позволяет произвести до 500 погонных метров. Это значит, что по истечении непрерывного 8-ми часового рабочего дня на склад можно отправить около 4000 метров продукции, полностью готовой для реализации. За месяц объем готовых изделий может достигать до 88000 погонных метров!
В среднем рыночная цена прокатного станка колеблется в районе 4000 долларов. При этом фирма-поставщик зачастую не только обеспечивает доставку заказа, но и проводит комплексное обучение правильному использованию станка, а также осуществляет полную наладку оборудования и его дальнейший ремонт (при необходимости).
Но если у Вас пока нет возможности закупать оборудование по 4000$, можно сделать свой станок своими руками. Он, возможно, немного будет уступать по производительности. Например, на нем не будет гильотины и заготовки нужно будет нарезать отдельной операцией. Но в целом будет возможность организовать прибыльное производство в домашних условиях.
Как сделать прокатный станок для профиля своими руками
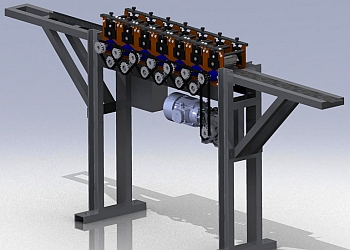
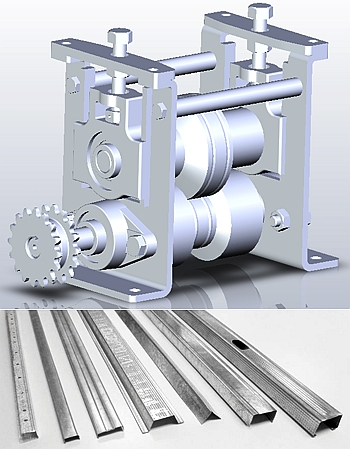
Рассмотрим 3D-модель прокатного станка для производства c-образного или п-образного профиля 29×27.
Для изготовления станка потребуется: метал, подшипники, токарный станок или знакомый токарь с токарным станком. Обратите внимание на конструкцию и устройство прокатного станка.
Глядя на рисунок первое впечатление настораживает. А если разобраться в деталях, то там нет ничего сложного.
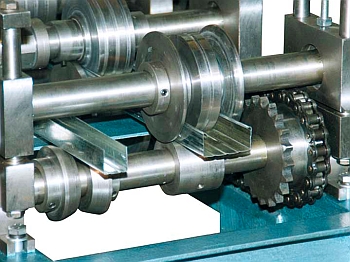
Схема устройства модели профилировочного прокатного станка
Станок состоит из стола, на котором закреплен червячный мотор-редуктор NMRVP-063. Так же на столе закреплено 7 клетей. Первая приемочная клеть уже отображена на этом рисунке:
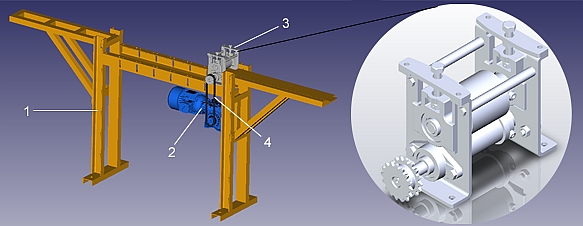
- Стол из швеллеров.
- Червячный мотор-редуктор NMRVP-063.
- Первая приемочная клеть.
- Цепная передача на первую клеть.
Каждая клеть состоит из простых нескольких деталей:
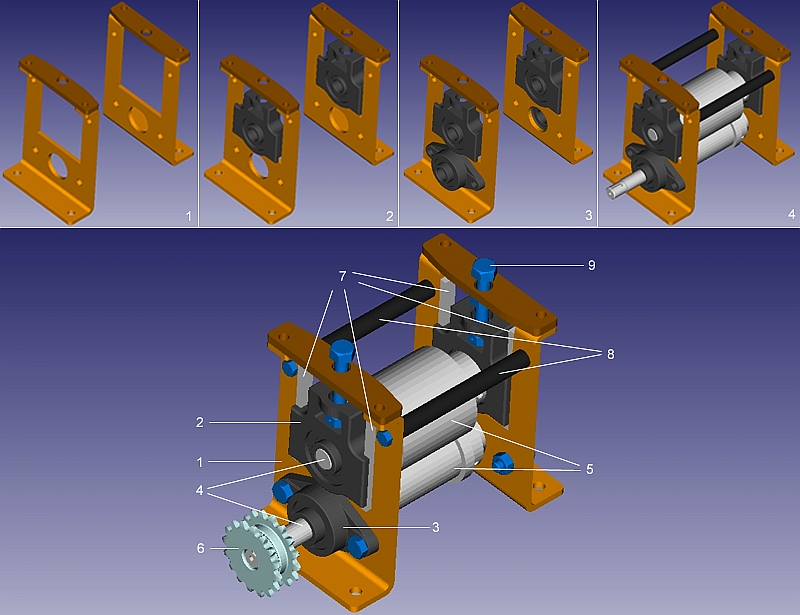
- Корпус клети.
- Самоустанавливающийся подшипниковый узел UCST 204.
- Самоустанавливающийся подшипниковый узел UCFT 204.
- Нижний и верхний валы.
- Нижний и верхний прокатные ролики.
- Звездочка цепной передачи Z=16.
- Направляющие.
- Распорки.
- Регулировочные болты M12X70.
Как видно выше на рисунке все клети соединены между собой цепной передачей.
Стоит отметить, что ролики съемные и крепиться на валах. Это позволяет переоборудовать станок под разный тип производимого профиля. При желании с помощью новых роликов можно модернизировать оборудование для производства ЛСТК профиля. Строительство домов по технологии ЛСТК активно набирает популярность в области быстровозводимых зданий.
Технологический процесс производства профилей для гипсокартона
Принцип действия можно легко понять, посмотрев на видео процесса работы станка в конце статьи. Лист из оцинкованного металла, прокатывается через очередь роликов, каждый из которых отличается по пресс-форме:
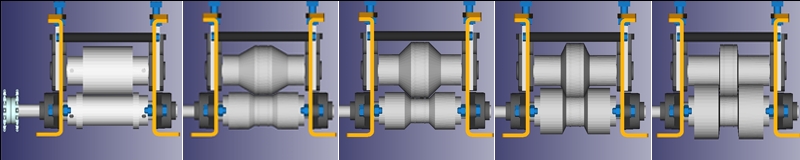
Таким образом, с помощью прокатных роликов заготовка постепенно преобразуется в форму готового изделия.
Чтобы детально ознакомиться с устройством оборудования рекомендуем скачать 3D-модель схемы станка со всеми размерами и описанием узлов. В данном архиве 3D-модель металлообрабатывающего устройства, которую можно разобрать до мельчайшего болтика или шайбочки и посмотреть. Там же можно снять все размеры деталей, а потом реально сделать станок по образцу не хуже чем по чертежам. Возможно такой формат даже лучше, чем чертежи. Форматы файлов 3D-модели:
- *.sldasm – это основной формат платной программы «SolidWorks» (так же этот формат поддерживает бесплатная программа для просмотра 3D-моделей – eDrawings, которая уже вложена в архив).
- *.step – это стандартный формат для обмена 3D-моделями между разными программами 3D-редакторами. Данный формат файлов поддерживает практически каждый 3D-редактор (например: бесплатный FreeCAD, AutoCAD, 3D-Max, Blender и т.д.).
Разновидности металлического профиля
Гипсокартонный профиль разделяют на следующие виды:
- Используемый для создания стоек (тип CW. Самыми распространенными разновидностями на рынке стройматериалов являются профили CW-50, CW-75 и CW-100).
- Направляющий (тип UW. Марки UW-50, UW-75, а также UW-100).
- Пристеночный (тип UD. Но зачастую используется только UD-27, сделанный из 81-миллиметровой стали).
- Потолочный (тип CD. Марка CD-60, которая изготавливается из оцинкованной стали шириной 123 мм) в ремонте применяется наиболее широко и часто.
Профиль разнится по своей толщине, ширине, весу и другим параметрам. Каждый из этих профилей изготавливается из рулонов оцинкованной ленточной стали, которая также известна под названием штрипс.
Как видим, бизнес по изготовлению гипсокартонного профиля в домашних условиях имеет довольно высокую доходность. При наличии стартового капитала, который покроет все стартовые расходы, имея при этом еще и налаженную сеть для реализации готовой продукции, вы сможете выйти на самоокупаемость через 7-8 месяцев.
Этот вид продукции востребован всегда. Если освоить все нюансы технологии его производства, можно обеспечить себя стабильным доходом на долгие годы.
Начните собственный бизнес по производству и продаже прямо сейчас, а итоговая прибыль станет лучшим вознаграждением за все труды!
Источник