- Трубогиб: обзор и разбор вариантов самодельных конструкций, расчет, чертежи, реализация
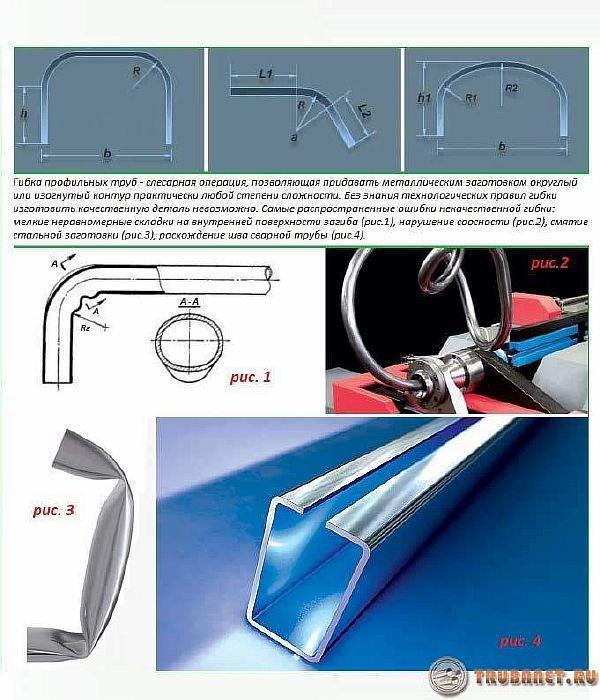
- Дефекты гибки
- Главные правила
- Просто – радиус
- Выбор прототипа
- Описание конструкций
- Рычаг
- Плита
- Видео: самодельный универсальный гибочный станок
- Как согнуть профильную трубу в домашних условиях без трубогиба: 12 способов + видео
- Какие сложности возникают в процессе гибки профильной трубы
- Как влияет форма и технические характеристики профтрубы на выбор способа изгиба
- Как согнуть профильную трубу без трубогиба
- Как загнуть с предварительным подогревом (с наполнителем – песок)
- 7 вариантов как загибать без нагрева (холодный способ)
Трубогиб: обзор и разбор вариантов самодельных конструкций, расчет, чертежи, реализация

Обустраивая хозяйство, рано или поздно сталкиваешься с необходимостью изогнуть трубу. В городской квартире – реже, но тоже. Цены на трубогибочные инструменты и приспособления, что продажные, что арендные, не то чтобы непомерны, но, мягко говоря, не радуют. Поэтому желающих сделать трубогиб своими руками более чем достаточно, а назначение настоящей публикации – помочь им подыскать подходящую для своей конкретной цели конструкцию и дать действенные практические рекомендации по ее изготовлению.
Мастера-любители делают самые разнообразные установки для сгибания труб, от простейших приспособлений до настоящих гибочных станов, см. рис.:

Но немалая часть самодельных трубогибов гнет по принципу «как вышло, так и будет». Вместе с тем те, кому довелось видеть внутренности самолета или ракеты, наверняка обратили внимание на пучки и хитросплетения труб, гнутых, порой самым причудливым образом, чисто и ровно «как так и было». Но никаких «высокосмических» секретов в соотв. производственном оборудовании нет. На аэрокосмических заводах гнутьем труб занимаются рабочие низших разрядов или вовсе ученики. Секреты – в правильных пропорциях некоторых особенностях изготовления трубогибочных станков и устройств и в выборе подходящего для определенной работы их типа. В данной статье эти «секреты» раскрываются, с упором на трубогиб для профильной трубы, поскольку, с одной стороны, именно профтрубы нужнее всего в частном хозяйстве, а с другой – их гибка существенно сложнее, чем круглых.
Примечание: далее в статье рассматривается холодная плоская производственно-технологическая и, частично, декоративно-художественная гибка. Так что, если вы горите желанием наладить в собственном сарае массовое механизированное производство, ну, скажем, гиперболических змеевиков для самогонных аппаратов, то – см. где-то еще.
Дефекты гибки
На военных советах принято прежде всего докладывать о противнике. Так что и мы «разбор полетов» начнем с того, чего нужно избежать.
Типичные дефекты гнутья труб показаны слева на рис.:

Дефекты сгибания круглых и профильных труб
Для бытовых и др. трубопроводов общего назначения допустимы тянучка и волна, вместе уменьшающие площадь просвета трубы не более чем на 10% в самом узком месте. На трубах для газов и хладоагентов любая тянучка и, особенно, волна, нежелательны, т.к. там могут оказаться микротрещины. Волна, пусть и небольшая, недопустима в трубчатых силовых элементах строительных конструкций и механизмов, поскольку резко и непредсказуемо уменьшает их несущую способность.
Характерный дефект гнутья прямоугольных профтруб – «пропеллер» (в центре на рис.), когда труба в процессе гибки закручивается по оси. Арку или полуарку, согнутую с «пропеллером», исправить до пригодности в дело чаще всего невозможно. Причина «пропеллера» – несимметричное распределение технологических нагрузок во время гибки, и гибочное оборудование для профильных труб должно обеспечивать их правильно растекание по заготовке.
Еще один характерный дефект, но уже круглых тонкостенных труб из мягких металлов (меди, алюминия) – «плюшка» (справа на рис.), наружный и/или внутренний продольный рубец; чаще всего при этом на глаз заметно и сплющивание трубы, откуда и название. Микротрещина в «плюшке» где-то обязательно да будет. Хроническая протечка в домовом водоразборе или теряющий фреон кондиционер это не дешевая «запара», а утечка из топливного трубопровода просто опасна. Строительные конструкции, включающие трубчатые элементы с «плюшкой», склонны к внезапному разрушению. Причина «плюшки» гнутых труб – неправильный выбор и/или настройка трубогиба.
Главные правила
Основные причины дефектов изгибания труб – неправильный (чаще – слишком малый) радиус изгиба и короткий технологический хвостовик («хвост»), расстояние от ближайшего к изгибу конца трубы до его начала. «Хвост» нужен не только для надежного закрепления трубы, «хвост» еще и поглотитель отдачи технологических напряжений. Совершенно правильный трубогиб может дать волну или брак (паразитный изгиб).
Правила выбора радиуса изгиба трубы RИЗГ и длины технологического хвостовика L сведены в табл.:

- Если разница реального и ближайших табличных значение поперечника трубы П более 10%, значения исходных расчетных величин вычисляем интерполяцией. В противном случае – берем ближайшее.
- Приводят табличный RИЗГ к относительной величине rИЗГ, т.е. выражают его в диаметрах трубы D или ее высотах H.
- Для труб диаметром до 10 мм из rИЗГ вычитают 1.
- Для труб диаметром от 11 до 15 мм из rИЗГ вычитают 0,85.
- Для труб диаметром от 16 до 24 мм из rИЗГ вычитают 0,75.
- Для труб диаметром от 25 до 40 мм из rИЗГ вычитают 0,65.
- Для труб диаметром более 40 мм из rИЗГ вычитают 0,5.
- Переводят относительный rИЗГ обратно в численный (миллиметровый) RИЗГ.
- От полученного значения RИЗГ берут ближайшее практически удобное большее.
Пример: нужно выгнуть из стальной трубы 24х24х1,5, т.е. уже относящейся к тонкостенным, сложные полуарки для цветочного домика или шалаша. Строение нежилое, легкое, сложная полуарка несущей конструкцией не является (см. далее), т.е. «водопроводно-бытовые» волна и тянучка приемлемы. Берем данные для трубы H=25. По табл. находим rИЗГ = RИЗГ/H = 80 мм/25 мм = 3,2. Вычитаем поправку (для трубы H=25!): 3,2 – 0,65 = 2,55. Переводим обратно в миллиметры (снова по табличному H=25!): 2,55х25 = 63,75 мм. Т.е., если взять новый радиус изгиба 65 мм вместо «бездефектного» 80, то подбор гибочного приспособления и работа упростятся, возможности художественного выражения формой строения увеличатся, а видимых в готовом строении и/или опасных дефектов не будет.
Примечание: для некоторых типов трубогибочных устройств, напр. дорновых и 3-роликовых, см. далее, начальный (стартовый) «хвост» вроде бы не нужен. Но его роль в данном случае играет еще не изогнутый остаток заготовки, поэтому обрезать исходную трубу заранее точно в размер нельзя, выйдет брак. Отрезок на единичное «бесхвостое» изделие, напр. завиток для холодной ковки, вырезается в запасом на «задний хвост» такой же, как «передний». Запас идет в отход, поэтому изделия без прямых отрезков в начале и/или в конце лучше гнуть партиями последовательно из одной трубы, тогда в отход пойдет только самый последний «хвостик».
Просто – радиус
Конкретный трубогиб разрабатывается под радиус изгиба в определенных пределах. Но для выбора прототипа конструкции сразу нужно знать только его очень обобщенное значение:
Выбор прототипа
По всему комплексу указанных выше показателей производится выбор трубогиба определенной конструкции. Из доступных или частично доступных для самостоятельного изготовления таковыми являются приспособления, инструменты и станки для изгибания труб:
- ручной гибочный рычаг – гибка на средние и большие радиусы круглых труб со стенками нормальной толщины. Тонкостенные трубы плющит и мнет, на профильных дает «пропеллер» при незначительном качании рычага вбок. Непременно дает допустимые дефекты. Изгиб на домонтаж или, с дополнительным контрольным шаблоном, по профилю на домонтаж. Прост, дешев, энергонезависим. Постоянной производственной площади для размещения не требуется. Мобилен: можно переносить вручную на дальние расстояния. Низкая производительность, высокая трудоемкость изгиба и утомляемость работника. Достаточно высокие требования к физической силе, квалификации, выносливости и добросовестности оператора. Сфера применения – единичные нестандартные части строительных конструкций;
- гибочная плита (доска) – подобна рычагу, но для малых и средних радиусов. Мобильность вручную ограничена стройплощадкой. Производительность выше, а трудоемкость, утомляемость и требуемая квалификация работника ниже, чем для рычага. Применяется преим. в ходе строительных работ для изготовления на площадке частей трубопроводов и трубчатых вводных и/или вентиляционных устройств;
- гибочный шаблон (кондуктор) – обладает свойствами, похожими на таковые гибочного рычага, но предназначен для изгибания труб тонкостенных, из мягких металлов и профильных. Возможен бездефектный изгиб по профилю в размер. Очень низкая производительность (особенно – по стальным трубам) вследствие «отстоя» на релаксацию металла, см. далее. Если некуда торопиться (скажем, зимой к летнему строительному сезону), может заменить вальцовый трубогиб. Возможно также изготовление многорадиусных архитектурных форм (с контршаблоном). Требуемая квалификация работника в обработке металла – начальная;
- роликовые (обкатные) трубогибы – ручная гибка труб до 30-40 мм по радиусному профилю на домонтаж и в размер. Радиусы изгиба – малые. Сложность и трудоемкость изготовления невысокие. Отдельной производственной площади не требуется, требования к квалификации оператора минимальные. Производительность невысокая. Возможен бездефектный изгиб тонкостенных труб из мягких металлов. Мобильны вручную. Преим. область применения – изгибы общего назначения (см. выше) в ходе слесарных и ремонтно-строительных работ. Сложность и трудоемкость самостоятельного изготовления невысокие;
- арбалетные (обжимные) трубогибы – по свойствам похожи на роликовые, но повышенной производительности для круглых труб из мягких металлов со стенками средней толщины. Возможна оперативная перенастройка по ходу работы. Мобильны ограниченно (перевозятся авторанспортом) или устанавливаются стационарно. Самостоятельное изготовление неоправдано, см. далее. Чаще всего применяются при монтаже домашних и квартирных медных и алюминиевых трубопроводов. В производственных условиях – для выполнения изгибов общего назначения на стальных трубах диаметром до 60 мм;
- дорновые (обводные) трубогибы – также похожи на роликовые, но возможен изгиб с переменным радиусом без стартового хвостовика. Требования к физической силе работника достаточно высокие. Основное назначение – изготовление мелких фрагментов архитектурно-декоративного назначения и для художественной ковки. Сложность и трудоемкость изготовления своими силами весьма высокие.
- вальцовые (прокатные или протяжные) трубогибочные станки – высокопроизводительная гибка любых труб по большим и средним радиусам. Устанавливаются стационарно в специально подготовленном помещении или на оборудованной площадке; реже – перевозятся к месту работы. Гибка – бездефектная по профилю; возможно – по профилю в размер. Основное назначение – производство радиусных строительных дуг из профтрубы до 80 мм шириной.
Описание конструкций
Изложенного выше материала достаточно для предварительного выбора конструкции необходимого для данной конкретной работы трубогибочного оборудования. Для уточнения к окончательному решению даем более развернутые описания.
Рычаг
Устройство ручного гибочного рычага – проще некуда, см. рис. Однако таким вот примитивным приспособлением века и тысячелетия выгибались детали, порой ставящие в тупик и современных технологов. Трубу можно уложить и просто на землю, подложив под нее деревянные чурбачки и закрепив вбитыми в грунт скобами. Работать рычагом лучше с придерживающим заготовку подсобником, сверяясь в ходе гибки по заранее подготовленному шаблону.

Ручной гибочный рычаг для труб
Плита
Гибочная плита (опорно-упорный ручной трубогиб) известна так же давно, как и рычаг. Конструкция в некотором роде гениальная: в качестве гибочного рычага используется сама изгибаемая труба, а вместо «дырки» (хомута на рычаге) его противоположность – прочный опорно-упорный штырь или несколько их. В общем, все по законам Мерфи: если никак не получается, как надо, попробуй сделать все наоборот.
Устройство гибочной плиты понятно по рис. (слева):

Гибочная плита (опорно-упорный ручной трубогиб) и ее “грунтовая” модификация для изготовления дуг каркаса теплицы
Наиболее употребительная разновидность – 4х4. На плите можно делать на доомонтаж (с допустимыми дефектами) все общеупотребительные изгибы. Мешающие упоры просто снимаются; недостающие подставляются. Шаг установки опорно-упорных штифтов берется таким, чтобы между ними входила самая толстая из используемых труб. Бетонную плиту можно залить прямо на грунт в каком-то непотребном месте стройплощадки, напр. где будет фундамент сарая (внутри, не под лентой!) или, допустим, выгребная яма. Марка готового раствора – от М250; армирование не менее чем 2-ярусное. Лунки до штифты формируются деревянным палками, обернутыми пленкой или обильно смазанными солидолом (хуже). Штифты для бетонной плиты нужно делать с хвостовиками длиной в толщину плиты; можно применять и простые круглые штифты из отрезков толстостенной трубы или стального прутка.
«Земляная» модификация гибочной плиты показана в центре и справа на рис. Опоры/упоры – вбитые в грунт трубы или деревянные колья. На таком «станке» можно за раз выгнуть до 5-6 тепличных дуг из трубы до 16х15х2. Важная особенность: трубу нужно обводить по упорам медленно, в несколько приемов, иначе вследствие отдачи напряжения возможен брак – обратная волна. Пленка на ней будет все время протираться, а качественно смонтировать поликарбонатное покрытие вряд ли получится. Уложенные дуги оставляют в «станке» на сутки (лучше – до недели), чтобы остаточные напряжения в металле трубы «рассосались» (релаксировали) и профиль дуг не «сплеснул» за допустимые пределы.
Примечание: на основе гибочной плиты можно сделать универсальный опорно-упорный ручной станок для гибки труб и прутков, см. видео:
Видео: самодельный универсальный гибочный станок
Источник
Как согнуть профильную трубу в домашних условиях без трубогиба: 12 способов + видео
Сегодня не редко на дачах устанавливают теплицы, сделанные из профильных труб. Они устойчивы, срок их службы больше и пропускают лучше свет, чем деревянные.
Чтобы смонтировать сооружение из профиля, требуется его загнуть под определённым углом. Кажется, что сделать это без спецоборудования не реально. В данном материале мы рассмотрим возможные способы, и объясним — как загнуть без трубогиба квадратную профильную трубу в домашних условиях.
Какие сложности возникают в процессе гибки профильной трубы
Под гибкой профильной трубы подразумевается её загиб частично или полностью. Как известно, у профтруб степень прочности высокая, поэтому согнуть их можно лишь под давлением или при нагревании сгибаемого участка. В процессе, на деталь оказывают действие две силы:
- сжатия — внутри;
- расширения — снаружи.
Именно в противоположности направленности этих сил и заключается сложность работы при закруглении патрубка:
- В различных местах профтрубы может по-разному реагировать на изгиб, что приведёт к потере соосности, то есть, отдельные участки заготовки будут располагаться на разных поверхностях.
- Труба не всегда способна выдержать процесс растягивания и может сомнутся или лопнуть. Чаще такие моменты возникают при неправильном способе сгибания.
- У изделия могут появиться складки, которые напоминают гофру.
- Снижается степень прочности при перегреве, нарушается структура.
- Сминаются боковые стенки — это происходит при чрезмерном давлении, при прохождении заготовки через гибочную конструкцию.
Для избежания данных проблем, следует учитывать материал изготовления труб и их размер: толщину стен, диаметр, угол загиба.
Как влияет форма и технические характеристики профтрубы на выбор способа изгиба
Профильные трубы не бывают круглыми, они прямоугольные, овальные или квадратные. Для изготовления теплиц около дачного дома рекомендовано брать квадратные или прямоугольные модели, у них плоские стенки, на них проще крепить покрытие.

Модельный ряд профилей огромен. Они имеют различные геометрические параметры. К основным относятся — размер поперечного сечения и толщина стен. Важна пластичность, от этого показателя зависит возможный радиус изгиба. Стоит отметить, что у нагретой профильной трубы повышается пластичность, тем самым изогнуть её легче.
Есть два технологических способа:
- «холодный» — без воздействия температурой;
- «горячий» — участок предварительно нагревается.
Кроме того, трубопровод из низколигерованного и углеродистого материала имеет повышенную упругость, и он может «отпружинить» при згибе, поэтому для изготовления теплиц не используется. Не рекомендованы профильные трубы диаметр, у которых 2 мм, так как у них низкий показатель прочности в месте загиба.
Строгих нормативов для выбора методики гибки квадратных труб нет, есть лишь для овальных. По данным нормам применяется «горячая» технология к трубопроводу от 100 мм, но эти стандарты не распространяются на профильные изделия.
Профессионалы предлагают к трубопрокатному материалу с диаметром менее 10 мм применять «холодный» метод, а от 40 мм и выше гнуть под нагревом.
Рекомендовано провести пробную гибку в домашних условиях — один конец профтрубы надо зажать в тиски, а на второй одеть трубку большего диаметра. Данное «плечо» необходимо подтянуть, выгибая заготовку — гнётся легко, тогда можно не проводить подогрев. Каким из этих способов загнуть профтрубу в домашних условиях — решать вам.
Способы гибки по виду материала труб, для:
- металлопрокатных — сварной, с подрезкой болгаркой;
- стальных — с нагреванием;
- пластиковых или алюминиевых — любой вариант, так как материал мягкий.

Квадратный металлопрокат отличается показателем сечения и размером стенок. Эти факторы влияют на угол сгиба.
Инженерных нюансов в вопросе существует большое множество. Но для домашней работы их все знать не обязательно. Важно лишь обратить внимание на следующие аспекты.
- Тонкие изделия с сечением до 20 мм без трубогиба необходимо сгибать в зоне, которая в 2,5 раза длиннее, чем высота самой трубы.
- Толстый металлопрокат можно согнуть в зоне, которая в три раза длиннее, чем сечение. Если этот момент проигнорировать, то металл трескается снаружи или деформируется изнутри.
- Сгибание квадратный трубы опасно в одном отношении: возникновении перелома по месту выполнения операции, в результате которого деталь отправляется в окончательный брак.
- Ограничивающим условием являются следующее соотношение – минимальный радиус не должен быть меньше двух с половиной размеров по сечению сгиба. Например, для изделия толщиной 40 мм минимальный внутренний радиус составит 40 х 2,5 = 100 мм.
До того, как согнуть стальную профильную трубу следует помнить еще одно правило.

Изделие после воздействия стремиться вернуть первоначальную форму. По этой причине лучше выполнить изгиб немного больше, чем необходимо по схеме. Если согнуть заготовку немножко больше, то в конечном итоге закругление получиться таким, как требует схема.
Все эти условности перед тем, как начать работы, необходимо обязательно учитывать, иначе наедятся на качественный результат бесполезно.
Как согнуть профильную трубу без трубогиба
В основном, при сооружении навесов или тепличных конструкций на даче берутся профтрубы небольшого размера, при этом точность угла загиба не критична, поэтому для сгиба подойдут подручные средства.
Конечно, лучше проводить данную процедуру в отдельном помещении, где есть верстак и различный инструмент.
Также, нужно подготовить спецодежду, она защитит вас о пыли, стружки, искр и при работе с паяльной лампой.
Если делать загиб в домашних условиях, то нужно учитывать:
- Величину загиба.
- Материалы изготовления.
- Величину толщины стенок.
- Сечение.
Мероприятия по деформации профильных трубопрокатных изделий выполняют в допустимых нормах, выставляемых к сечению и толщине стенок.
При работе необходимо контролировать, чтобы поперечное сечение не сплющивалось и не возникало внутренних изломов.
Как загнуть с предварительным подогревом (с наполнителем – песок)
Для получения качественного и ровного загиба на профтрубе, при применении «горячего» способа, предварительно следует наполнить изделие песком. Так как работы будут связаны с горячим металлом, то необходимо производить их в перчатках из брезента.
Пошагово, гибка квадратного изделия выглядит так:
- С одного края в патрубок вставляется деревянный клинышек. Его длина должна превышать ширину основания в 10 раз. При чём, площадь основы равняется 2 площадям отверстия в заготовке, которое он будут закрывать.
- Мелкозернистый песок засыпается в трубу, он предварительно просеивается и просушивается (производится прокаливание при + 150 градусах). Чтобы заполнить профиль песком, используется воронка. Для плотного и равномерного размещения его внутри, он сыпется порциями. В процессе следует осуществлять постукивания по стенкам детали деревянной киянкой.

- Со второй стороны также вбивается клин.
- Заглушки должны соответствовать внутреннему размеру профиля. На одной проделываются 4 продольные паза — через них будет осуществляться выход газа, который образуется при нагреве песка.
- Место, которое планируется загнуть отмечается мелом.
- Профильная заготовка фиксируется с помощью тисков. Если изделие имеет сварной шов, он должен быть сбоку.
- Место, отмеченное мелом нагревается газовой горелкой до красна.
- Квадратный профиль гнём аккуратно, без резких движений, но с усилием. Делается это в один приём.
- Затем детали необходимо дать остыть, и результат сравнивается с шаблоном.
- Если изгиб сделан правильно, то вынимаются заглушки, и высыпается песок.
Если вы будите гнуть квадратную трубу со сварными швами, то их надо располагать снаружи изгиба, а не внутри, иначе шов разойдётся.
Этот метод подойдёт при изготовлении углового загиба лишь раз. При многочисленном нагревании металл потеряет прочность.
Возможно, изгибать трубное изделие наполненное песком не нагревая, но это более сложный процесс.
7 вариантов как загибать без нагрева (холодный способ)
Произвести загиб профильной трубы можно по «холодной» технологии, применяя различные приспособления, не осуществляя предварительного нагрева. Рассмотрим, как загнуть профильное изделие самостоятельно без нагрева.
- Гнем с наполнением — вода. Этот вариант менее затратный, не требует нагрева, он предназначен для трубопрокатов маленькой толщины из дюралюминия и латуни. Особенно удобно им пользоваться зимой, при минусовой температуре.
Процедура не сложная:
- один конец заготовки закупоривается с помощью заглушки;
- с другого края в деталь заливается вода, и также осуществляется его закупорка;
- профиль выносится на улицу, держится на морозе до застывания воды;
- труба сгибается, при замёрзшей в ней воде это просто;
- изделие заносится в тепло, размораживается жидкость, вода сливается.
Методика рекомендована для труб из цветных металлов, так как они не подвергаются коррозии.
2. С гибочной плитой — метод предназначен для изгиба квадратных труб из стали или алюминия. Плита — панель, для изготовления которой используется толстый металлический лист. Она приваривается к стойке, установленной на импровизированной возвышенности. Чтобы загнуть, требуется произвести ряд действий.
Источник