- Как сделать уголок из металлопрофиля своими руками
- Как сделать уголки для металлопрофиля: материалы и инструменты
- Как сделать уголки для металлопрофиля: пошаговая инструкция
- Руководство по сгибанию металлического уголка
- Способы гибки уголка
- Сгибание уголка по радиусу
- Как согнуть уголок в кольцо своими руками
- Под 90 градусов
- Как сделать идеальный изгиб уголка или профильной трубы подрезкой без гибки
- Что потребуется:
- Процесс выполнения правильного изгиба
- Смотрите видео
Как сделать уголок из металлопрофиля своими руками
Начну с того, что после монтажа софитов у крыши из металлопрофиля встал вопрос о том, чем закрыть углы стыковочной части двух листов металлопрофиля под 90 градусов. Крышу, конечно, можно было оставить как есть, но она выглядела неаккуратно.

Я обратился к изготовителям листов металлопрофиля, чтоб они изготовили необходимые уголки шириной 30*30 мм. Но когда услышал их расценки на уголки для металлопрофиля, меня передёрнуло, ведь там работы совсем ничего. Так я решил их сделать сам. В данной статье я расскажу, как сделать уголки для металлопрофиля своими руками. После покраски эти уголки выглядят практически как заводские. И ими вполне можно закрыть места стыков листов металлопрофиля под прямым углом.
Как сделать уголки для металлопрофиля: материалы и инструменты
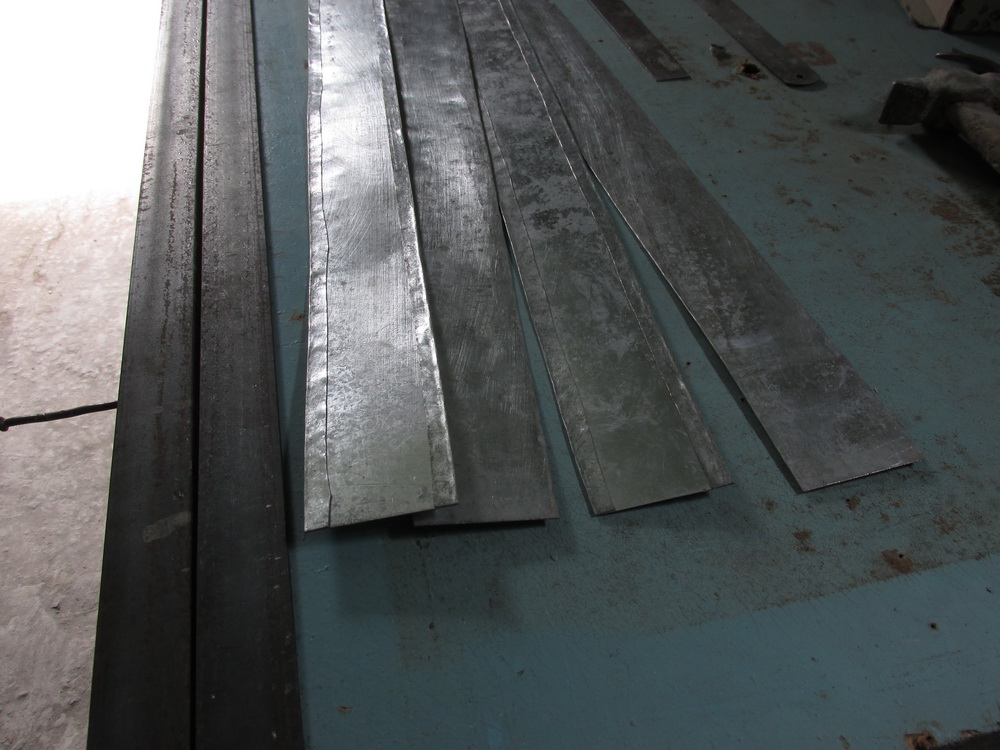
- Оцинкованная жесть толщиной 0,5мм;
- Два уголка 35*35мм/2м;
- Краска необходимого оттенка;
- Саморезы;
- Гвозди, три штуки;
- Молоток.
Как сделать уголки для металлопрофиля: пошаговая инструкция
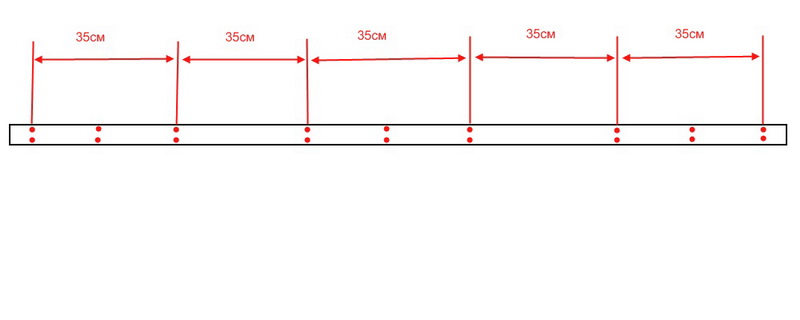
Для начала возьмём уголок размерами 35*35мм/2м и просверлим в нём отверстия для ограничения и фиксации оцинкованной жести.
Первое отверстие сверлим с отступом в 1см от края угла уголка и отступом от начала уголка 10см. Так же сверлим и второе отверстие, но с отступом в 3см

Сверлим подобные отверстия по всей длине уголка с расстоянием между ними в 35см.

Такие же отверстия сверлим в трёх местах в середине между отверстиями расположенными в 35см.
Эти отверстия будут служить ограничителем для оцинкованной жести.
Крепим уголок к жёсткому основанию.
Я, например, прикрепил к старому дверному полотну.
В промежуточные отверстия, просверленные между 35см, вставляем гвозди для ограничения и упора оцинкованной полосы



Для изготовления уголка 30*30 нарезаем полоски из оцинкованной жести шириной 8см.


Вставляем полосу в промежуток между двумя уголками до первого упора из гвоздей, на глубину 1см и фиксируем саморезами


Далее постепенно, не спеша прогибая жесть, делаем первый загиб и отчеканиваем его молотком




Вынув жесть, отчеканиваем изгиб в параллель с основной полосой

Итак, у нас получилась полоса с одним загибом шириной 7 см.
Аналогичную операцию проделываем с противоположной стороны полосы.






После этих процессов получилась полоса шириной 6см)


Далее, выкрутив саморезы и вынув гвозди из первого ограничения в 1см, переставляем всё на следующие ограничители в 3см и фиксируем


Постепенно, прижимая и отчеканивая, загибаем середину у полосы



В итоге у меня получился вот такой уголок с небольшим «пузом».

Чтоб его выпрямить, я взял стальной уголок 50×50 и вложил в него изготовленный уголок. Приложив небольшой кусок уголка 50×50, лёгкими постукиваниями по всей длине выпрямил сам изготовленный уголок



Покрасил уголки и закрепил их в нужном месте
Источник
Руководство по сгибанию металлического уголка
В процессе изготовления металлических каркасов различной сложности требуется согнуть уголок по радиусу или в определенный угол. Как это сделать — далее.

Гибка уголка — это технологический процесс получения различных изделий заданных параметров и необходимых форм путем механического воздействия, в том числе на специальном профилегибочном оборудовании.
Получаемые при сгибании металлического уголка изделия находят широкое применение в различных сферах строительства. Они позволяют создавать надежные каркасы и различные металлоконструкции, которые способны при своей внешней легкости выдерживать значительные нагрузки.
Способы гибки уголка
Применяют несколько основных способов получения из металлического уголка конструкций заданной формы и профиля, а именно различают:
- холодное сгибание,
- горячее сгибание,
- придание формы с помощью разрезания, сгибания и сварки готового изделия.
Холодное сгибание металлического уголка, в свою очередь, разделяется на:
- свободную гибку — это когда уголок сгибают без применения специального оборудования;
- сгибание с помощью вальцовочного механизма на специализированном профилегибочном станке.
Применение холодной гибки металлического уголка, в отличие от других способов, имеет определенные преимущества, а именно:
- это наименее затратный метод придания металлу заданной формы, при этом не требуется использования дополнительного оборудования для разогрева, резки, сварки и последующей обработки металла;
- получаемый в итоге каркас имеет большую прочность, так как при этом исключаются возможные дефекты, характерные при применении разогрева, резки и сварки;
- готовые конструкции гарантированно служат больший срок из-за того, что при обработке сохраняется целостность структуры металлического профиля;
- снижается вероятность возникновения очагов коррозии металла со временем.
Сгибание уголка по радиусу
Непосредственно для металлического уголка применяют два основных способа сгибания в плоскости профиля — это когда одна из полок лежит в вертикальной плоскости, а другая в горизонтальной и ее сгибание будет:
- вовнутрь радиуса кривизны деформации, при этом она будет сильно сжиматься ,
- наружу радиуса кривизны деформации, соответственно, она будет растягиваться .
Холодное сгибание металлического уголка методом вальцовки на специальном профилегибочном оборудовании позволяет согнуть как стальной уголок, так и профиль из алюминия, получая при этом изделия практически любого радиуса с идеальной формой.
Как согнуть уголок по радиусу своими руками можно посмотреть на этом видео.
Стоит иметь в виду, что как для горячего, так и холодного способа сгибания существуют предельные величины радиусов, которые напрямую зависят от размера полок уголка и его толщины. Так, можно упрощенно рассчитать радиус, на который допустимо загибать уголок, согласно следующим значениям:
- допустимый радиус для равнополочного уголка должен составлять минимальные 45 размеров ширины полки;
- для неравнобокового профиля допустимый радиус не может быть меньше 45 размеров ширины полки для большей полки и 50 — для меньшей.
Но лучше и проще руководствоваться значениями, которые приведены в таблицах.
Таблицы минимально допустимых радиусов сгибания стальных уголков в зависимости от типа, размеров и отношения величин полок



Как согнуть уголок в кольцо своими руками
Нагревать металл необходимо до половины значения температуры его плавления, так, к примеру, алюминиевый уголок придется нагреть как минимум до 250⁰ С, а стальной профиль — до 600⁰ С. Для этого вам понадобится горелка на природном газе или бензиновая паяльная лампа, а лучше всего воспользоваться сварочным ацетиленовым резаком, если уголок большого размера.
С помощью болгарки и сварочного аппарата тоже можно согнуть стальной уголок в кольцо, но для этого необходимо произвести достаточно точные расчеты, разметить и расчертить удаляемые сектора, согнуть и заварить швы. К сожалению, как бы вы ни старались, в этом случае получиться круг в виде округлого многогранника.
Под 90 градусов
Практически все постройки имеют прямоугольную форму, поэтому самое частое действие с уголками — это необходимость их загнуть под 90 градусов.
Согнуть уголки под 90 градусов для будущего каркаса достаточно просто. Сначала надо сделать в месте будущего сгиба развертку. Для этого на одной из полок отмечаем два угла в разные стороны от нормали по 45 градусов каждый и вырезаем их болгаркой. Аккуратно и медленно гнем уголок и свариваем место реза электросваркой, при этом рекомендуется предварительно нагреть место сгиба, чтобы вторая полка во время сгибания не треснула и не сломалась.
Допустимые расчетные размеры для того, чтобы правильно разметить и согнуть металлические уголки под 90 градусов, приведены в таблице:
Источник
Как сделать идеальный изгиб уголка или профильной трубы подрезкой без гибки

Попытка согнуть металл без гибочного станка обычно заканчивается неудачно. При отсутствии такого оборудования необходимо просто подрезать изделие по месту перегиба, а затем сваривать, чтобы избежать сминания или складок. Это дольше чем гнуть, но результат гарантировано получится качественней, особенно если делать все правильно с соблюдением расчетных пропорций.
Что потребуется:
- картон;
- угольник;
- циркуль;
- маркер;
- ножницы;
- болгарка;
- сварка;
- тиски.
Процесс выполнения правильного изгиба
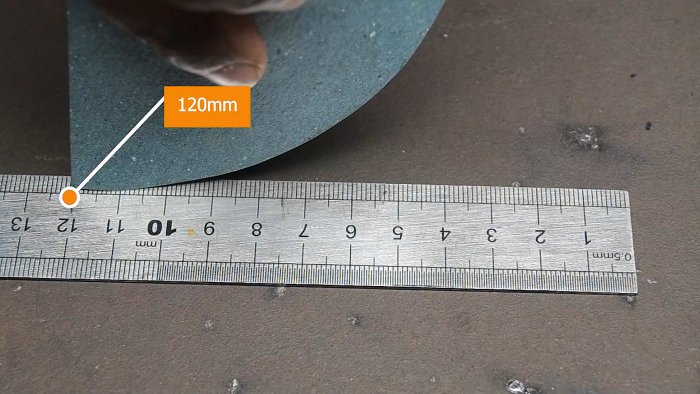
Рассмотрим сначала технологию разметки и подрезки на примере уголка. Из картона необходимо вырезать круг диаметром 150 мм.
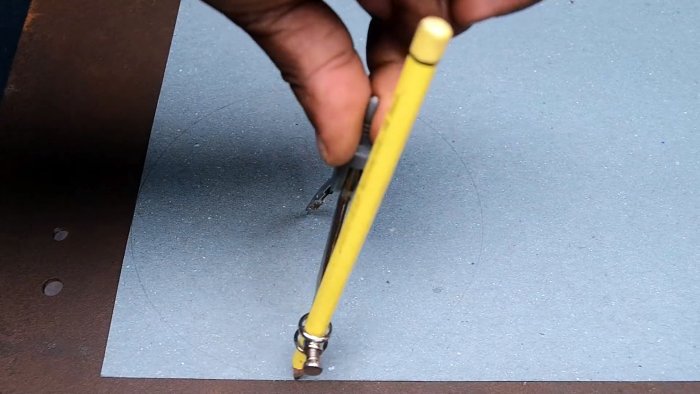
Его нужно разделить на 4 равные сектора. Один из них требуется вырезать ножницами.
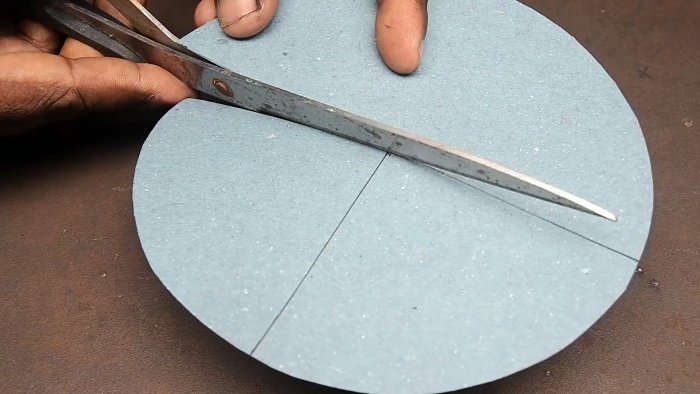
Длина окружности сектора измеряется на линейке, она составляет 120 мм.
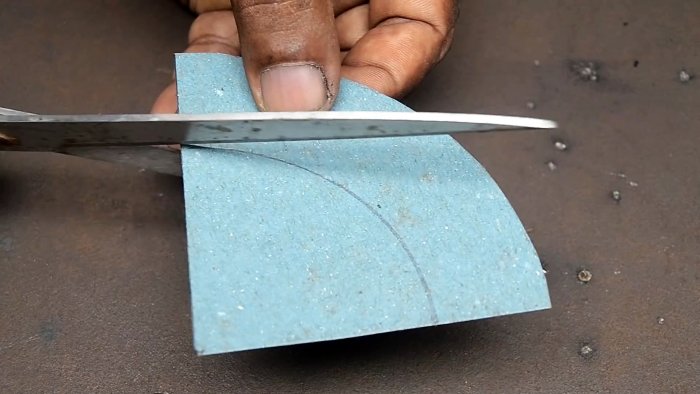
Далее нужно замерить ширину уголка. Это расстояние отмечается по ровному краю вырезанного картонного лекала со стороны окружности.

Циркуль разводится так, чтобы иголка стала на угле сектора, а грифель попал на отмеченную точку. В этом положении нужно нарисовать на шаблоне окружность. По полученной линии он обрезается.
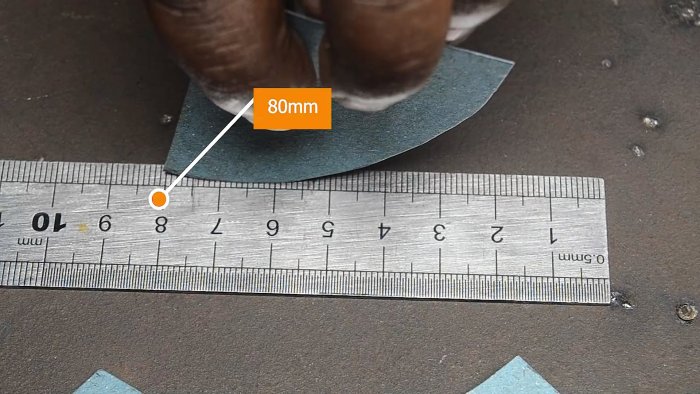
Далее требуется замерить окружность шаблона после обрезки. В данном случае она из 120 мм стала уже 80 мм. Чем шире металл для изгиба, тем меньше получится длина второй окружности.
Теперь выполняется расчет меток. Для этого от первоначальной длины окружности 120 мм отнимается полученная после обрезки 80 мм. Итоговая разница разделяется на 5. В конкретном случае 40/5=8 мм. Это и есть шаг установки метки.
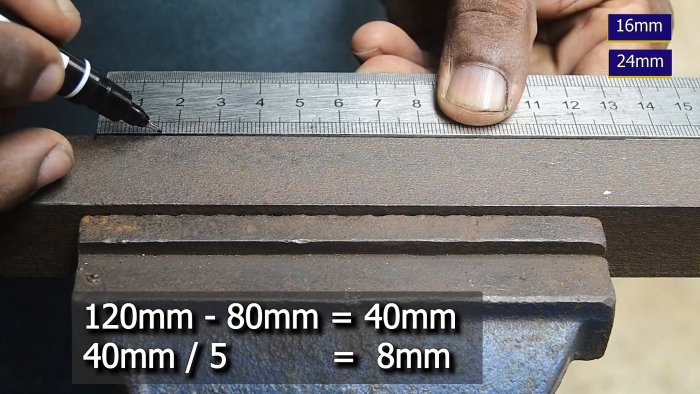
По внутренней стороне будущего изгиба уголка нужно поставить 10 меток, отталкиваясь от высчитанного шага. Нулевая делается в начале. Остальные в данном примере с отступом от нее на расстоянии 16, 24, 36, 44, 56, 64, 76, 84, 96, 104 мм. Все просто. Первая метка после нулевой всегда наносится с отступом в 2 шага. Далее нужно чередовать 1 и 1,5 шага.
По наружной стороне изгиба требуется поставить 5 меток. Они делаются с отступом от начала отсчета равным половине разницы длины высчитанных окружностей. В данном примере та составляла 40 мм, то есть шаг будет 20 мм.

От внутренних 5 меток нужно провести по 2 линии на другую сторону к ближайшим боковым точкам. Затем полученные клинышки вырезаются.

После этого уголок сгибается, пока вырезы не сойдутся. В результате получится угол 90 градусов.

Останется только сварить зазоры, и отшлифовать швы.



Аналогично можно сгибать и профильную трубу. Разница только в том, что клинышки для выреза нужно начертить и на противоположной стенке.



После изгиба зазоры также свариваются и шлифуются. Запомнив эти расчеты, вы сможете идеально гнуть уголки и профильные трубы любой ширины.


Смотрите видео
Источник