- Как сделать вагонку своими руками в домашних условиях
- Определение и разновидности вагонки
- Сфера применения
- Популярные размеры
- Промышленное производство
- Особенности самодельной вагонки
- От чего зависит качество
- Выбор материала
- Породы древесины
- Производство вагонки – это элементарно просто!
- О материале
- Как сделать домашний станок?
- Станок для изготовления вагонки, сделанный своими руками: использование циркулярки и фрезера
- Стоит ли покупать
- Станина
- Столешница
- Двигатель
- Прижимной механизм
- Режущий инструмент
- Как и из чего делается вагонка?
- Где используется вагонка?
- Подбор инструментов и другие тонкости процесса
- Производство вагонки: оборудование (станок) для изготовления, технология
- Пилорама
- Сушильная камера
- Станок
- Критичная ошибка при отделке вагонкой. Как застраховать себя от нее?
- Видео о том, как правильно монтировать вагонку
- Как могут смонтировать вагонку с нарушениями технологии
- Как влажность воздуха влияет на размер отделочных панелей
- Совет тем, кто хочет избежать неприятностей
- Этапы изготовления вагонки
- Процесс производства
- Заключительный этап
- Размеры вагонки
- Станок для изготовления вагонки, сделанный своими руками: использование циркулярки и фрезера
- Стоит ли покупать
- Процесс изготовления вагонки своими руками
- Фугование досок
- Выпиливание пазов
- Фугование доски
Как сделать вагонку своими руками в домашних условиях
Вагонка – популярный материал для отделки. Стоимость зависит от многих факторов. Доски из хорошего красивого дерева стоят заметно выше. Однако вагонку можно изготовить самостоятельно.
Определение и разновидности вагонки

Вагонка — доска для отделки стен внутри и снаружи здания
Вагонка – отделочная доска. Первоначально от обычной она ничем и не отличалась, кроме небольшой толщины. Позднее в боковых сторонах стали прорезать пазы и выступы, чтобы при монтаже материал образовал более ровную и прочную поверхность.
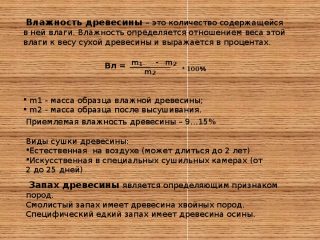
Различают обычную вагонку и евровагонку. Первый вариант чаще изготавливается из древесины с влажностью до 25%, что приводит к усыханию и короблению материала. Шипы и пазы не слишком выражены, так что под нагрузкой доски расходятся. Евровагонка производится из сухой древесины – не более 15%, размеры ее более точны, а шипы и пазы больше. Кроме того, на внутренней стороне ламелей есть вентиляционные канавки, что снижает риск появления конденсата.
Вагонка выпускается разной конфигурации. С лицевой стороны выбираются фаски – скругленные или угловатые, что придает ламелям более интересный вид. Различают следующие профили:
- softline – возле шипа выбирается древесина, фаска имеет скругленную форму, что помогает стекать воде и конденсату;
- штиль – имеет большую толщину – до 25 мм, возле шипа древесину не убирают, но верхняя часть профиля имеет скругленные углы;
- ландхаус – лицевая сторона фрезеруется, здесь формирует несколько выступов и углублений, чтобы собранная отделка образовывала определенный узор;
- блокхаус – вся лицевая часть равномерно скруглена и имитирует оцилиндрованное бревно;
- американка или корабельная вагонка – с лицевой стороны срезана под углом.
Выпускают также двухстороннюю вагонку. Обе ее стороны являются лицевыми. Материал используется для сборки тонких межкомнатных перегородок.







Характеристики и внешний вид вагонки зависят от сортности используемого дерева. По этому признаку различают следующие классы.
- Экстра – или бессучковый. Трещины, сколы, пятна или смоляные кармашки на лицевой стороне исключены. Допускается 1 здоровый светлый сучок на 1 погонный метр.
- Класс А – допускается 2–3 здоровых сучка на 1 погонный метр, а также микротрещины и мелкие непростроги. Некоторые производители подобные дефекты зашпаклевывают. Количество досок, сделанных из сердцевины ствола, не превышает 30% от общего объема.
- Класс В – разрешается 2 выпадающих сучка и трещины длиной в 30 мм на лицевой стороне на 1 погонном метре. Допускаются и смоляные кармашки. Если материал сделан из хвойных пород, могут встречаться участки со следами повреждения насекомыми, но не более чем 10% от объема.
- Класс С – допускает очень большое количество дефектов, кроме гнили, плесени, сколов глубже половины толщины. Здесь могут встречаться выпавшие сучки, сквозные трещины, засмоленность.
Классифицируют ламели также по породе дерева.
Сфера применения

OLYMPUS DIGITAL CAMERA
Вагонка изначально разрабатывалась для отделки транспортных средств. Однако ее удобство, привлекательность и простота в монтаже обеспечили более широкое применение. Ламели используют:
- для обшивки стен и даже потолка в жилых помещениях и некоторых офисных, где допускается такая отделка;
- для облицовки балконов и лоджий, где выбор материалов ограничен;
- для отделки сауны, бани, предбанника и других помещений в банном комплексе;
- для облицовки фасадов зданий;
- для обшивки подвальных помещений, гаражей, мастерских;
- вагонку нередко берут и для сооружения заборов и красивых ограждений.






Материал применяют не совсем традиционным образом. Из вагонки делают фасады шкафов, реечные или глухие двери, тонкие межкомнатные перегородки, декоративные ширмы и прочее.
Популярные размеры
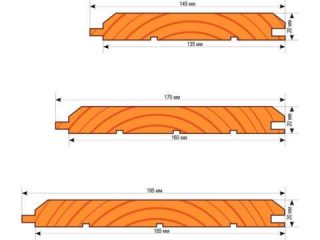
Изготовление вагонки промышленным методом подразумевает стандартизацию размеров. ГОСТом регламентируется только ширина и толщина. Длина изменяется от 2100 до 6000 мм и больше. Длинные встречается редко, поскольку работать с такими длинными досками неудобно.
Типовые размеры:
- ширина – 80, 100, 110, 120, 150 мм;
- толщина – 12,5, 13, 16, 19, 25 мм.

Промышленное производство

Производственная технология получения ламели включает несколько этапов. Поскольку речь идет о крупных партиях, используют мощное профессиональное оборудование.
- Сначала изготавливают обрезную доску.
- Затем ламели высушивают на открытом воздухе или в камере. Влажность качественного материала не превышает 12–15%.
- Доски обстругивают с лицевой стороны и придают нужную форму.
- На станках подвергают материал фальцовке и шпунтовке, формируя не только шипы и пазы на боковых сторонах, но и специфический профиль вагонки: ланхудахус, штиль, американка.
- Материал очищают от грязи и пыли. Доски проходят стандартную проверку и сортируются по качеству и сортности.
Оборудование, используемое для разделки и формовки ламелей мощное, но не сложное. В домашних условиях можно выполнить те же работы на фрезерном станке, несколько его модифицировав.
Особенности самодельной вагонки
Вагонка своими руками выполняется именно из того дерева, какое требуется потребителю. Самостоятельно можно подобрать не только цвет и рисунок, но даже такое расположение сучков и пятнышек, чтобы подчеркнуть особенность материала.
От чего зависит качество

Для изготовления вагонки нужно брать качественный материал
Качество материала, сделанного своими руками, определяется следующими факторами.
- Для вагонки нужно брать хорошую обрезную доску. Иначе корректировать толщину изделия будет весьма сложно.
- Дефекты материала – сучки, кармашки, трещины – весьма затрудняют работу. Следует распланировать раскрой так, чтобы дефекты не оказывались на участках обработки.
- Доски с гнилью, черными сучками, очень кривые покупать нельзя, в домашних условиях с такими повреждениями не справиться.
- Все инструменты, используемые в работе, должны быть в идеальном состоянии.
- Во время работы следует следить за чистотой на станке. Мелкую древесную пыль и стружки периодически сдувают, циркулярную пилу остужают. В противном случае срезы и пропилы получаются менее ровными.
- Предпочтительнее сухая доска. Она режется лучше и не дает усадки. Ламели из древесины естественной влажности имеют неточные размеры, а после монтажа отделку может повести.
На качество обшивки влияет и выбранный профиль. Вырезание вентиляционных бороздок существенно облегчает вывод влаги. Такая отделка прослужит намного дольше.
Выбор материала
Вагонку своими руками можно изготовить из любой древесины. Но если нужно получить отделку высокого качества, к выбору материала следует подходить тщательно.
- Сортность – чем выше класс доски, тем более высокого качества получаются ламели. Сучки, кармашки, трещины портят внешний вид и существенно снижают его прочность, стойкость к действию влаги и к износу. От несортового материала стоит сразу отказаться.
- Влажность – предпочтительнее сухая древесина с влажностью в 12–15%. Если показатель выше, придется в процесс изготовления вагонки включить и сушку.
- Размеры досок ограничены. На домашнем станке можно обрабатывать материал толщиной не более 2 см и шириной не более 10 см.
Важно подобрать породу дерева, так как ее характеристики определяют назначение обшивки.
Породы древесины

Изготавливают вагонку из хвойных и лиственных пород.
- Сосна – самый распространенный материал, так как дешев, доступен и позволяет подобрать большой объем первосортного материала. Древесина сосны довольно устойчива к гнили, так как содержит большое количество смол. Тем не менее ее нужно защищать от действия влаги, а пар она переносит совсем плохо. Сосновые ламели чаще идут на внешнюю обшивку. При этом вагонку следует окрашивать, прогрунтовывать, покрывать лаком.
- Лиственница – более дорогой материал, но обладающий очень высокой стойкостью к действию воды. Такие ламели в защите не нуждаются и служат десятилетиями, поэтому тоже обычно применяются для обшивки фасада. Лиственница содержит больше сучков и кармашков, однако такие дефекты мало влияют на ее качество.
- Кедр – дорогой вариант. Кедровая древесина очень красива, тверда, прочна, устойчива к воде и пару. Обладает лечебными свойствами. Применятся для отделки жилых комнат и особенно рекомендуется для обшивки бани или сауны.
- Дуб – элитный первоклассный вариант. Древесина твердая, очень прочная, необычайно красивая и долговечная. Однако самостоятельно изготовить дубовую вагонку сложно.
- Липа – прекрасный вариант для бани и детской. Дерево светлое, шелковистое на ощупь, чудесно пахнет. Липа устойчива к действию пара и плохо проводит температуру, поэтому даже в финской сауне она чрезмерно не нагревается.
- Ольха – тоже рекомендуется для обшивки сауны и парилки. Плохо проводит тепло, не накапливает влагу, обладает очень хорошими звукоизоляционными свойствами. По внешнему виду уступает липе. Кроме того, ольха не столь долговечна.
- Береза – красивая древесина, но склонная к короблению и растрескиванию. Работать с березой на домашнем станке очень сложно.
Источник
Производство вагонки – это элементарно просто!
О материале
Прежде чем взяться за изготовление вагонки, рекомендуется понять, с каким материалом вы имеете дело. Данные знания будут полезны для самостоятельного принятия оптимальных решений во время работы в домашних условиях.
Сам процесс проходит в несколько этапов.
- Производство доски. За основу берется хлыст – ствол, который уже очистили от корневой части и сучков. При помощи ленточной или дисковой пилорамы хлыст распиливается по заданным параметрам. За толщину доски берется приблизительное значение в пределах пятнадцати миллиметров, а за ширину сто миллиметров.
- Подсушивание пиломатериала. Свежая древесина обладает большим количеством влаги. В процессе транспортировки, распила или хранения может в большей или меньшей степени расходовать или накапливать влагу в своем составе. К тому же древесина – материал гигроскопичный, то есть способен впитывать водяной пар из воздуха. Для применения в строительных работах требуется максимальной сухой древесный материал. Для того чтобы уменьшить величину отходов, влаги и минимизировать риск растрескивания доски, этот этап крайне важен.
- Сортирование. Пиломатериал сортируется в соответствии с качеством. Для производства вагонки отбирается доска, качеством не ниже класса Б (второй сорт). Различие сорта базируется на внешних дефектах доски, их наличии или отсутствии.
- Производство вагонки. На этом этапе задействован мощный четырехсторонний строгальный станок. Благодаря различным фрезам и ножам за один раз обрабатывается до четырех плоскостей, то есть за две минуты получаются нужные профили.
- Контроль качества, размещение и хранение. На этом процесс получения вагонки на производстве окончен. Это рутинная работа и не предполагает сложности при наличии необходимого оборудования. Для сохранения качеств вагонки требуется правильное создание места для хранения этого материала. Сухое ровное помещение с установленным навесом, возможно использование обычной пленки, накрытой поверх досок. Важно обеспечить систематическое проветривание.
Как сделать домашний станок?
Станок для изготовления вагонки должен обрабатывать доску сразу с четырех сторон, поэтому его конструкция отличается сложностью, особенно если все делать своими руками.
Важный параметр, по которому характеризуют устройства – это сечение материала, который получается на выходе. Чем больше сечение, тем большей должна быть мощность аппарата.
В первую очередь занимаются сборкой каркаса станка – сюда входит стол и рама. Рабочей поверхности необходимо уделить много внимания.
Поэтому важно обеспечить качественное сваривание всех деталей, особенно если сварка тоже будет проводиться своими руками.
Чаще всего самодельный станок делают из листового прочного железа, потому что стол должен быть узким, длинным и устойчивым.
В середине листа необходимо сделать отверстие, где будут установлены специальные валики. Их приводит в движение электромотор.
Размеры листа позволяют не только делать вагонку с большим сечением, но и улучшить эксплуатационные свойства.
Дело в том, что чем больше будет по массе самодельный станок, тем меньшей будет вибрация во время работы. Повышенная вибрация всегда ставит высокое качество готовой вагонки под угрозу.
Следующим в домашних условиях делают ножевой вал. Пожалуй, лишним будет говорить, что именно от этого компонента зависит качество готового материала, ведь это основная режущая деталь.
Именно поэтому лучше купить готовый вал в магазине, сделать его своими руками практически невозможно.
Дело в том, что профессиональные детали сбалансированы должным образом, правильно отшлифованы, что позволяет не только получить вагонку высокого качества, но и не беспокоиться по поводу безопасности мастера во время работы.
Что же касается привода, то тут лучше отдать предпочтение ступенчатым моделям, благодаря чему можно регулировать подачу материала на обработку.
После этого устанавливают электродвигатель – этот процесс легко провести даже своими руками. Главное, определиться с мощностью. Для бытовых целей хватит параметров от 2 до 5 кВт.
Если брать мощность больше, то можно не добиться нужной аккуратности обработки, а меньшая не позволяет вообще разрезать древесину.
Тут бюджетным вариантом может быть даже старый двигатель из других устройств, например, стиральной машины.
Последними устанавливают прижимные ролики, которые фиксируют деревянные заготовки на листе станка.
Тут также можно использовать ролики из старой стиральной машины или закупить такие детали у фабричных производителей.
Станок для изготовления вагонки, сделанный своими руками: использование циркулярки и фрезера
Деревянная вагонка – тонкая облицовочная доска со специальными вырезами, обеспечивающими простоту монтажа, пользующаяся стабильно высоким спросом на рынке.
Это универсальный материал, с его помощью можно создать изысканный интерьер, облицевать наружную стену. Дерево полностью безвредно, вагонка подойдет даже для детской комнаты. Дощечки любой формы можно купить в строительном магазине, а можно сделать самостоятельно, для этого потребуется станок для изготовления вагонки, материал и, конечно же, желание.
Стоит ли покупать
Купить вагонку нетрудно. В продажу поступают различные ее виды, они отличаются используемой древесиной, цветом, фактурой, формой наружной поверхности, поэтому можно выбрать материал, идеально подходящий для любого проекта. При всем при этом у вагонки есть существенный недостаток – высокая цена.
Затевая крупный ремонт, нелишним будет рассмотреть вариант самостоятельного изготовления вагонки. Стоит отметить, что даже самый простой станок такого типа будет иметь высокую цену, и, прежде чем решаться на покупку, надо оценить ее рентабельность.
Нужен в домашней мастерской подобный станок или нет – решать самому мастеру, можно лишь привести несколько аргументов в пользу покупки:
- производство вагонки в домашней мастерской позволит заметно сэкономить на строительном материале;
- изготовленная своими руками продукция будет заведомо более высокого качества, чем аналогичная, поступающая в продажу;
- станок может стать источником дополнительного заработка ввиду ощутимой разницы в цене между обрезной доской и готовой вагонкой.
Также нельзя забывать и о том, что данный станок многофункционален. Сфера его применения не ограничена производством вагонки. С его помощью можно изготовить ряд других профилированных изделий из дерева, среди прочего: наличники, плинтусы, фигурные рейки для всевозможных рамок.
Процесс изготовления вагонки включает в себя обработку заготовки с четырех сторон. Прежде всего, доска проходит дисковые пилы, которые создают ровные края. Далее рейсмус калибрует заготовку. Последним этапом является фрезерование, в результате которого формируются фаски и элементы соединения (шип и паз).
В принципе, все эти действия можно выполнять на разных станках, но это неэффективно. Гораздо разумнее использовать один станок, который позволит получить на выходе полностью готовое изделие, к тому же за один проход.
Работа данного станка возможна благодаря одновременной установке нескольких (от 4 до 7) шпинделей на одной столешнице. Регулировкой расстояния между пилами легко обозначить геометрические размеры получаемой доски, меняя фрезы, – гибко настраивать профиль изделия.
На производственных предприятиях используют мощные станки с рабочими поверхностями до 12 м, для изготовления вагонки в домашних условиях можно выбрать портативное устройство. При этом мощности небольшого бытового станка с лихвой хватит для нужд текущего ремонта.
Станок для производства вагонки можно изготовить самостоятельно, но надо учитывать, что он имеет сложную конструкцию. Браться за такую работу можно только в том случае, если имеется опыт и соответствующие знания.
Чертежи простого станка для домашней мастерской несложно найти на просторах интернета. Конструктивно же он состоит из нескольких основных устройств, собранных на общей раме.
Станина

Остов станка являет собой массивную стальную конструкцию, которая обеспечивает устойчивость и надежность крепления всех узлов и агрегатов. Станина должна быть неподвижной, для этого ее центр тяжести располагают как можно ниже. Составные части остова соединяют между собой с помощью сварки.
Столешница
Лучшим материалом для стола самодельного станка является шлифованная стальная плита. В ней делаются технологические отверстия для выхода режущего инструмента, на ней устанавливаются упоры. Столешницу делают узкой и вытянутой в длину, ее задача – поддерживать заготовку во время обработки.
Для небольшого станка столешницу можно изготовить и из листовых материалов на основе дерева. Подойдут ламинированные плиты или толстая фанера. Лучше всего подобную конструкцию оббить металлом или оклеить прочным пластиком.
Двигатель
Все вращающиеся устройства приводятся в действие электродвигателем. Даже для небольшого станка его мощность должна превышать 2 кВт. Передача вращения осуществляется с помощью ремней. Для эффективной работы различных режущих устройств нужна разная скорость вращения, этого добиваются использованием шкивов разных диаметров.
Прижимной механизм
Задача данного механизма – точно ориентировать заготовку и удерживать ее во время обработки. Реализуется набором роликов, закрепленных на столешнице. Их делают съемными, что позволяет использовать станок для изготовления дощечек различной ширины.
Режущий инструмент
Дисковые пилы и фрезы формируют профиль изделия на выходе. Качество получаемой вагонки зависит прежде всего от качества этого узла. Меняя режущий инструмент и его параметры, можно настраивать станок для производства различной продукции.
Создавая самодельный станок, важно обеспечить безопасность его эксплуатации. Все вращающиеся части должны быть закрыты металлическими кожухами. Блок включения-отключения должен располагаться в непосредственной близости от оператора. Кнопка выключения должна быть красного цвета, легко нажиматься и ни в коем случае не быть утопленной в корпус выключателя.
Предлагаем ознакомиться Вибратор для бетона своими руками из перфоратора и дрели
Часто возникает ситуация, когда на передний план выходит не эстетика материала, а исключительно его практичность, к примеру, необходимо отделать стены или потолок подсобного помещения, погреба, мастерской. Для этих целей отлично подойдет простая и надежная, изготовленная своими руками на циркулярке вагонка.
Первым делом надо подготовить пиломатериал. Понадобятся доски толщиной 15-20 мм, шириной 8-10 см. Разумно предположить, что чем шире доска, тем меньше ее понадобится, тем быстрее будет выполнена работа.
Это верно, но лишь отчасти. Большая ширина плюс примитивное соединение, пазы для которого позволяет выполнить циркулярка, гарантированно приведут к короблению доски, тем самым недолговечности покрытия.
После того как дощечки выровняли, их циклюют. Лучше всего для этого подходит фуговальный станок, но заводские циркулярки тоже могут выполнять эту функцию. Конечно, можно обработать доску ручным или электрическим рубанком.
Далее необходимо создать паз и шип для крепления вагонки. Проще всего сделать зеркальные выборки в противоположных торцах доски. Их точность и симметричность достигается регулировкой высоты выхода диска и расстоянием от пилы до упора.
При толщине доски в 20 мм выход диска должен быть 10 мм, расстояние до линейки также 10 мм. Первый проход делают плашмя. Прижимая доску к боковому упору, проделывают в ней канавку на половину толщины. Далее доску ставят на ребро, повторяют операцию. Те же действия, но в зеркальном отражении выполняют с другого торца.
В результате описанных действий получается грубый вариант вагонки, которую легко монтировать, она создает привлекательную ровную поверхность.
Наличие фрезерного станка по дереву позволит изготовить вагонку достаточно высокого качества. Ею можно смело облицовывать не только подсобные помещения, но и жилые комнаты. Используя фрезы различной конфигурации, можно изготовить с помощью фрезера своими руками вагонку любого типа, в тому числе и пользующуюся особым спросом евровагонку.
- более надежное соединение;
- пропилы на обратной стороне, позволяющие покрытию дышать;
- обилие профилей, позволяющих создать уникальную поверхность;
- высокая долговечность.
До начала работы надо подготовить материал. Дощечки должны быть ровными, гладкими. Заготовки с сучками на боковых гранях сразу отбраковывают – высока вероятность того, что в процессе фрезеровки они вылетят. Также отбраковывают дощечки с потемнениями, продольными трещинами, имеющие видимую кривизну.
Лучший фрезерный инструмент для изготовления вагонки – станок с вертикальным шпинделем. На него надевается фреза для проделывания паза с одновременным снятием декоративной фаски. Режущий инструмент выставляется в зависимости от требуемой глубины обработки и надежно фиксируется.
Работать будет удобнее, если станок немного усовершенствовать, а именно установить на столешнице несколько металлических роликов, которые будут фиксировать рейку, регулируя глубину обработки, позволяя ей поступательно двигаться вдоль ножа.
Также можно проделать пазы и на внутренней стороне вагонки, для этого заготовку ставят на ребро, поджимают с помощью роликов.
Изготовить качественную вагонку можно только из соответствующего пиломатериала. Есть несколько правил по этому поводу:
- лучше брать древесину нижней части дерева. Она отличается хорошей фактурой, в ней меньше сучков;
- заготовка должна быть ровной и гладкой. Не допускается наличие трещин, гнили, следов деятельности короеда;
- доски, из которых будет изготовлена вагонка, должны быть высушены, допускается влажность не более 12-16%. В противном случае вагонку может повести, а одна некачественная доска легко испортит всю стену.
Порода дерева выбирается в зависимости от предназначения вагонки. Для работы используют самую разную древесину, чаще всего это сосна, кедр, лиственница, дуб, ясень.
Самой популярной по праву считается древесина хвойных пород. Она отлично подходит как для внутренней отделки, так и для наружных стен. В помещении она создает особый уют, наполняя воздух еле уловимым смолистым ароматом.
Липа, ввиду своей мягкости и податливости, позволяет изготавливать вагонку самого сложного профиля. Превосходные потребительские характеристики и высокую долговечность имеет дуб и лиственница. Единственный их недостаток – сложность обработки, необходимо использовать фрезы из твердых сплавов.
Оформление помещений деревянной вагонкой – это осовремененная классика. Изысканные и безопасные для человека интерьеры, красивый и функциональный экстерьер – все это можно сделать самому. Мини-станок для производства вагонки позволит сэкономить на строительном материале, а полноценный стационарный – поможет неплохо заработать.
Как и из чего делается вагонка?
Примечательно, что для изготовления вагонки необходимы разные породы дерева. Для отделочных работ (как фасадных, так и внутренних) выбирают древесину следующих пород: сосна, лиственница, кедр, ель.
Выбирают вагонку из такого материала еще и потому, что она имеет специфический, приятный и смоляной запах, который наполняет помещение уютом. Конкретно для внутренних работ используют ясень, липу, осину.
Такие деревья менее прочные, но их выбирают за привлекательный внешний вид и цветовой спектр.
Если вы собираетесь изготавливать вагонку своими руками с помощью домашнего станка, то нужно понимать, что она должна отвечать многим требованиям и не уступать той, которую делают по промышленной технологии.
Изготовление вагонки заключается в том, что готовый лист должен быть идеально ровным, без неровностей, деформаций, зацепок. Это достигается шлифовкой.
Также вагонка должна пропитываться специальными растворами, иногда ее покрывают лаком. Это нужно для того, чтобы влага не оказывала такого разрушительного действия на древесину.
Если правильно пропитать древесину, то она будет служить десятилетиями. В зависимости от типа дерева выбирают разные способы разделки.
Например, если речь идет о сосне, то распиливают только нижнюю часть дерева, ведь там меньше сучков.
Лиственница же является дешевой заменой дуба, она отличается высокой прочностью и цельностью структуры волокон.
Где используется вагонка?
Нет необходимости перечислять все положительные стороны вагонки. В магазинах строительных материалов она является самым востребованным материалом для декоративно-отделочных работ со стенами и потолком, применяется как внутри, так и снаружи. Вагонка производится из разных сортов дерева, с чем связано ее дальнейшее применение. Например, липовая или ольховая эксплуатируется в обшивке стен саун из-за влагонепроницаемых свойств и устойчивости к резким колебаниям температуры.
Подбор инструментов и другие тонкости процесса
Кроме этого, для работы вам понадобятся следующие приспособления:
- фрезы для вагонки. Для этого можно использовать настольный универсальный станок для вагонки;
- пила циркулярная для распила досок на нужные отрезки;
- измерительные принадлежности.
Также желательно приготовить специальные пропитки. Этими материалами обрабатываются готовые изделия. В результате пропитки вагонка будет защищена от насекомых и плесени. Также можно использовать вещества, которые предохраняют материал от возгорания.
Изготовление станка своими руками возможно, только если у вас есть целый список специальных инструментов.
- сварочный аппарат, можно даже с небольшой мощностью;
- электродрель, в которой есть насадки, справляющиеся с металлами;
- шлифовальная машинка;
- станок для обработки металла;
- токарный станок.
К сожалению, изготовить станок самостоятельно реально только в том случае, если есть опыт работы с фабричным оборудованием. Без всякой практики это банально небезопасно.
Надежность конструкции должна не вызывать сомнений, а создание станка может затянуться даже на месяцы. Альтернативным вариантом будет покупка фрезерного или деревообрабатывающего станка.
На таком устройстве создание вагонки проходит в несколько этапов, однако такой аппарат стоит в разы дешевле, чем профессиональный станок для изготовления материалов.
При работе с режущим оборудованием необходимо все время следить за исправностью инструментов, вовремя заниматься их заточкой и проверять на наличие сколов, неровностей.
Производство вагонки: оборудование (станок) для изготовления, технология
Вагонка – один из видов тонкой доски из дерева для обшивки. Толщина вагонки чаще всего составляет не больше 22 мм. Она очень активно используется в строительстве для внутренней и внешней отделки помещения.
Предлагаем ознакомиться Фундамент свайно-ленточный своими руками
Здесь мы поговорим про производство вагонки из древесины, оборудование (станок) для неё, технологию изготовления.
Разновидностей вагонки существует две – деревянная и пластиковая. В свете того, что вагонки из пластика долговечнее и не такие дорогие, соответственно и на рынке они более востребованы.
Однако, несмотря на это, постепенный переход на натуральные стройматериалы, весьма активное загородное строительство и, кроме этого, увеличивающийся спрос на постройку саун и бань, создают необходимые условия для успешности бизнеса по производству вагонки из древесины.
Для того чтобы начать данный бизнес будет необходим соответствующее оборудование для производства вагонки, среди которого:
- Ленточная пилорама (производит распил древесины);
- Сушильная камера (производит сушку распиленных досок);
- Четырехсторонний станок (для непосредственного изготовления вагонки).
Первый и второй агрегаты являются оборудованием для проведения подготовительных операций, а четырёхсторонний станок – агрегат, которым выполняется непосредственно само изготовление вагонки.
Пилорама
Среди ленточных пилорам для начала лучше всего выбрать простую и недорогую машину, к примеру, «Тайга Т-2М».
Эта электрическая пилорама способна распиливать кругляки различных пород дерева (включая плотные породы) до 6500 мм в длину и до 800 мм в диаметре.
Двигатель Т-2М имеет мощность в 11 кВт и производит до 8 кубов материала в смену. Перемещение пилорамы вдоль бревна производится вручную.
Ленточная пилорама Тайга Т-2М / Цена 160 000 руб.
Сушильная камера
Чаще всего предприниматели делают сушильные камеры на заказ. Есть производители, которые занимаются их выпуском и последующим монтажом. Цены и технологии сушки у них разные и сильно зависят от объема самой камеры.
Станок
Если у вы планируете открыть небольшое производство вагонки, т.е. с малыми объемами, то тогда вам идеально подходит такой четырехсторонний продольно фрезерный станок, как, к примеру, модель «Старт 160».
Этот станок для производства вагонки используется для плоскостной и фасонной обработки пиломатериалов, ширина которого составляет до 160 см с гарантией не только высокой точности обработки, но и скоростью подачи до 20м/мин.
Станок «Старт 160» / Цена 350 000 руб.Четырехсторонний продольно фрезерный станок Beaver 520 / Цена 20 000$
На рынке имеется оборудование и более дорогое, которое, однако, совсем не всегда производительнее, но намного удобнее.
Исходным материалом для производства вагонки является древесина таких пород как сосна, липа, ель, ольха, осина, кедр или лиственница.
Сам же технологический процесс включает в себя несколько операций. Сначала необходимо заняться просушкой древесины и добиться того, влажности не более 15%.
После этого, при помощи станка для изготовления вагонки, лицевую сторону доски строгают, затем делают шпунтовку или фальцовку, а потом отбраковывают некачественную продукцию и снимают фаску.
За данными процедурами следует сортировка вагонки по качеству.
Для начала требуется выбрать и подготовить для работы большой и мощный станок. Практичным приобретением будет второй станок. Вследствие того, что даже самый мощный станок через какой-то промежуток времени начнет перегреваться, дать возможность ему передохнуть и остыть будет обязательным рабочим моментом. Необходимой характеристикой станка является мощность не ниже, чем один киловатт. От него требуется выполнение двух основных функций – это распил и фугование, то есть выравнивание деревянной поверхности.
Отдавая предпочтение какой-либо модели, заострите внимание на наличие люфта – зазора, в местах, где регулируются детали. Качественный деревообрабатывающий станок, например, американка, не превышает ширины в пятнадцать – двадцать сантиметров. Но также качественными должны быть линейки и система охлаждения.
Алюминий имеет склонность оставлять на древесине черные отметки. Есть вероятность нанести полосы на готовое изделие лобзиковой пилой. В итоге дефекты неблагоприятно влияют на внешний вид материала после обработки, и готовую вагонку необходимо покрасить, когда можно было обойтись бесцветным лаком. Для работы пилы предназначен специализированный кожух, надевающийся на основание пилы для того, чтобы не запачкать древесину, когда как стол и линейка не имеет защитных приспособлений.
Изготовить вагонку из ольхи ручным способом можно, например, фрезером или на циркулярке. Фрезерный способ более качественный.
Критичная ошибка при отделке вагонкой. Как застраховать себя от нее?
Ильинских Дмитрий Алексеевич руководитель СМР
Добрый день. С вами , меня зовут Дмитрий. Тема нашей сегодняшней статьи: отделка вагонкой внутри дома: что нельзя делать категорически.
Много лет занимаемся строительством и отделкой домов для наших заказчиков и чего только не насмотрелись, особенно тогда, когда за работу с деревом берется общестрой, а не плотники. В нашем материале, мы расскажем вам о одном из таких случаев. Делайте выводы, думайте.
О чём Вы узнаете в статье?
- Видео о том, как правильно монтировать вагонку
- Как могут смонтировать вагонку с нарушениями технологии
- Как влажность воздуха влияет на размер отделочных панелей
- Совет тем, кто хочет избежать неприятностей
Видео о том, как правильно монтировать вагонку
Как могут смонтировать вагонку с нарушениями технологии
Недавно, при замере на объекте заказчика, мы обнаружили вот такую картину:
Фото 1. Разошлась вагонка на потолке
Фото 2. Вагонка рассохлась на стенах
В таком виде был весь второй этаж дома (первый этаж обшивать пригласили нас). Пообщавшись с заказчиком мы выяснили, что после того, как каркасный дом был построен, бригада строителей предложила продолжить и сделать отделку.
Заказчик заказал материал, ему его благополучно открасили и привезли на объект. Монтажники, которые, по словам заказчика, сидели и ждали материал уже три дня, радостно схватили и начали монтировать, за пять дней полностью зашив второй этаж.
И только на пятый день в доме включили временное отопление в виде электрических конвекторов…
Фото 3. Работа только с влагомером
Вагонка начала расползаться прямо на глазах… Монтажники, естественно, сказали заказчику, что, мол виноват материал, он был сырой, поэтому и усох… В итоге выставили счет за перетяжку и за новый монтаж… после чего благополучно были отправлены домой…
Фото 4. Измерение влажности древесины
Теперь вопрос: кто виноват? В ситуации виноваты рабочие. Они нарушили самое главное правило: НЕЛЬЗЯ ПРОИЗВОДИТЬ МОНТАЖ ВАГОНКИ В ДОМЕ БЕЗ ОТОПЛЕНИЯ.
В своей работе они не использовали влагомер, которым должны были произвести замеры влажности воздуха, а так же влажности пиломатериалов при приемке и при начале работ.
Фото 5. Влагомер
Как влажность воздуха влияет на размер отделочных панелей
Все просто: если влажность воздуха более 60%, то, при включении отопления она будет 30%, а если доска при приемке 14%, то при влажности воздуха 30%, она станет 8%, соответственно и усохнет она практически на сантиметр, если это лиственница и на 0,5-0,7 см, если это сосна или ель.
Какой выход? Отопление должно быть включено ДО того, как материал будет смонтирован, материал должен вылежаться с надорванными торцами упаковок в плотной массе (для того, чтобы влажность выходила медленно и доски не повело), а затем, после замера влажности, чтобы убедиться, что материал высох до 8%, должен быть произведен монтаж.
Фото 6. Отделка вагонкой
Отделку на первом этаже мы сделали, второй этаж исправили, перетянули (хорошо, что монтаж был сделан на кляймеры, перетягивать было проще) и расстались с заказчиком в приятельских отношениях.
Совет тем, кто хочет избежать неприятностей
Хочется дать совет, тем, кто читает наши статьи: работайте с профессионалами. Иногда, вот по-человечески жалко людей, у которых случаются подобные проблемы. Чаще всего монтаж им делали люди, которые не знают дерево: «А, вагонка, что ее не смонтировать…» Спросите у своего прораба, произведут ли они замеры влажности при приемке вагонки и при начале работ с ней?
Работа с деревом ответственное дело, которое требует знаний и опыта.
Посмотрите, как мы можем
26 февраля 2020191
Безупречный белый в отделке однокомнатной квартиры
Ремонт квартир — не совсем наша сфера. Но что не сделаешь для постоянного заказчика. Дом сделали, теперь сделали и квартиру
Безупречный белый в отделке однокомнатной квартиры
26 февраля 2020
27 мая 20191068
Вертикально смонтированная вагонка из ангарской сосны в цвете TV 34
Вагонка штиль из ангарской сосны «Прима» 145 мм шириной, уложена вертикально по стенам. Предварительно была произведена покраска в цехе лаковой схемой Teknos, цвет TV-34. Очень интересное сочетание белого потолка и серых стен спальни.
Вертикально смонтированная вагонка из ангарской сосны в цвете TV 34
27 марта 2019592
Потолочные панели из кедровой вагонки обработанный натуральными маслами
Сегодня поговорим о не совсем обычном материале для оформления потолков — это вагонка штиль из кедра в сорте АВ
. Переносимся в ЖК «Остров Эрин». Для отделки помещений выпускается великое множество материалов, вкусовые пристрастия также разнообразны, но смеем вас уверить, лучше натурального дерева, ни чего быть не может!
Потолочные панели из кедровой вагонки обработанный натуральными маслами
27 марта 2019
07 декабря 2018608
Русская баня с полоком из липы в с. Ефремовка
— герой сегодняшнего разговора, а если быть предельно точным, то это наш объект в селе Ефремково. Бригаде плотников было поручено провести облицовку стен в парилке, а также смастерить удобные аксессуары и
полоки
.
Русская баня с полоком из липы в с. Ефремовка
07 декабря 2018
18 января 20181244
Покраска вагонки из кедра гидро-маслом Renner YS M300
Покраска вагонки из кедра маслом для балкона
Сегодня мы произвели покраску кедровой вагонки итальянским маслом Renner. Целью было защитить древесину от агрессивной среды и в тоже время оставить естественным цвет и не скрыть под пленкой запах. О том, как мы справились с этой задачей в описании.
Покраска вагонки из кедра гидро-маслом Renner YS M300
Посмотреть другие работы
Этапы изготовления вагонки
Теперь переходим непосредственно к самому производству. Стоит сразу отметить, что процесс изготовления вагонки своими руками – это довольно кропотливая работа. Чтобы все получилось правильно и впоследствии радовала вас (или ваших заказчиков) необходимо запастись терпением. В противном случае готовые изделия получатся разной толщины и ширины, а значит, внешний вид отделанной вагонкой поверхности будет испорчен.
Сам процесс изготовления вагонки своими руками будет складываться из следующих этапов:
- первым делом распиливаем доски на отрезки нужной длины;
- далее, заготовки нужно распилить вдоль, чтобы получились дощечки требуемой ширины;
- следующим этапом будет фугование;
- в заключение делаем пазы.
Первый этап не представляет большой сложности. Достаточно разбить доску по длине на нужные отрезки и распилить ее поперек при помощи циркулярной пилы. Самым важным является второй этап производства. При распиле доски вдоль, важно чтобы все заготовки получились одинаковой ширины. В противном случае отделанная вагонкой поверхность будет выглядеть некрасиво.
Для выполнения второго этапа на заготовке вычерчиваем ровную линию с одного края. Для этого лучше воспользоваться карандашом синего или зеленого цвета, он будет лучше заметен на поверхности. Далее, при помощи циркулярной пили отпиливаем один край. Лучше сразу обработать таким способом побольше досок, так вся работа будет выполнена быстрее.
Следующие действия потребуют от вас внимательности. Необходимо переставить пилу по линейке, чтобы второй отпил, точно отмерил нужную нам ширину. После настройки станка приступаем к отпиливанию второй стороны будущей вагонки.
Далее, приступаем к фугованию. Этот процесс позволит придать заготовке ровную поверхность, а также сделает все изделия одинаковой толщины. Чтобы именно так и получилось, запомните, сколько раз вы пропустили каждую сторону через фуговальное приспособление. Затем все остальные заготовки обрабатываете такое же количество раз.
Для проделывания пазов используем специальные фрезы для вагонки. Это приспособление устанавливается на станок вместо циркулярной пилы. При помощи фрезы проделываются пазы с обоих торцов вагонки. При этом следите, чтобы их размеры были одинаковыми.
Фрезерование пазов вагонки
Для такой работы желательно иметь универсальный деревообрабатывающий станок. Такое устройство снабжено всеми необходимыми приспособлениями для обработки деревянных заготовок. Как правило, такой станок оснащается фуговальным устройством и циркулярной пилой. При этом он имеет удобную для обработки древесины рабочую поверхность. С таким станком сделать вагонку своими руками будет несложно.
Из видео вы узнаете как сделать и применить специальные прижимы для более эффективной фрезеровки пазов вагонки.
Во время работы стоит воспользоваться некоторыми советами и рекомендациями от специалистов:
- в первую очередь нужно правильно работать с самим деревообрабатывающим станком. При нарезке заготовок под вагонку вдоль, необходимо доску уложить на рабочую поверхность. Далее, ее движение к циркулярной пиле осуществляется при помощи тела. Именно им, а не руками, нужно толкать заготовку. В этом случае риск получить травму значительно снижается;
- чтобы вагонка получилась одинаковой ширины, можно при переустановке пилы для распила второй стороны заготовки, использовать в качестве линейки уже готовое изделие;
- после выполнения всей работы у вас останется много древесных отходов. Не стоит сразу от них избавляться. При распиле заготовок получается много тонких дощечек, их можно использовать в качестве реек для создания обрешетки. В этом случае у вас получится существенно сэкономить на материале.
Предлагаем ознакомиться Лавочка в предбанник своими руками
Кроме этого, можно проделать еще одну работу. Она не является обязательной, но позволит придать готовой вагонке более эстетичный внешний вид. При помощи специального приспособления можно снять фаски небольшого размера с торцов. Также нужно отшлифовать все поверхности.
После всех манипуляций у вас получится готовая, красивая и практичная вагонка. Осталось только обработать ее пропитками, и можно приступать к монтажу. Обработку антисептиком нужно проводить со всех сторон, а не только с лицевой, это позволит надолго сохранить прочность материала.
Процесс производства
В начале производства нужно правильно подготовить сырье, сделав из необработанной доски фугованные заготовки. Нужно убрать пока одну боковину, для этого карандашом разметьте отметку, смело начертите линию сбоку на будущей вагонке и пилите по отметке. Вместо линейки подойдет любой длинный элемент с ровными краями, в качестве которого очень часто выступает готовый образец шалевки (фото).
Если вы впервые пилите, то эта инструкция для вас:
- Укладываем деревянную деталь на стол станка, нацеливаясь пилить по очерченной линии.
- Упираемся на конец доски туловищем. Толкание будущей панели делается не руками, а туловищем.
- В идеале лучше работать вдвоем. Один будет подавать доску, другой принимать. Работая вдвоем можно проследить за всем процессом распила: один смотрит за выходом доски, чтобы она была расположена точно в пазах станка, другой присматривает за материалом, который движется непосредственно во время строгания.
- Итак, соблюдая все правила по технике безопасности, отпиливаем с одной стороны определенное количество досок. Лучше побольше, потому что не придется часто перенастраивать станок. Главное сильно не увлекаться, так как монотонный труд может спровоцировать травмы.
- При фуговании миллиметровой точности в ширине особо не получится, но можно добиться одинакового размера, считая количество проходов по фрезе. Трудно повторить ту же ширину доски на следующий день, но специалисты советуют оставлять кусок готовой детали, используя ее на завтра для повторной установки линейки.
- После того, как наша доски отпилены с одной стороны, приступаем к обработке второй стороны. Придется перенастраивать станок, устанавливая линейку на необходимую ширину. По линейке и будем отпиливать вторую сторону доски.
- При пилении остаются обрезки, которые пойдут на соединительные рейки.
- После того, как доски обработаны с двух сторон, наступает подготовка к фугованию материала. Перенастраиваем механизмы станка для фугования – выравниванию длинных поверхностей деревянных заготовок.
- Как и раньше, обрабатываем, строгаем доску пока односторонне. Иногда доска может свернуться – смело избавляйтесь от нее, хорошего материала с такого образца не получится.
Заключительный этап
Заключающий этап – это пазы в наших досках. Облегчить весь процесс возможно, воспользовавшись инструментом для фрезерования, небольшим кругом для пиления. Устанавливаем элементы линейки, планируемую глубину паза, опуская или поднимая стол. И начинаем проделывать пазы с каждой боковой стороны нашей доски. После такой обработки мы получим по кромке паз, в который мы будем закреплять каждую последующую деталь шалевки.
Как только будет готова наша замечательная вагонка, приступаем к обработке отходов, делая из них своими руками рейки, которые просто пилятся.
Можно смело утверждать, что без специального оборудования заниматься изготовлением шалевки своими руками не представляется возможным. Так, что если хотите заняться собственноручным производством шалевки, учитесь работать на станке.
Размеры вагонки
В первую очередь требуется подобрать нужный размер необрезанной доски. Нужная длина устанавливается, опираясь на среднюю длину тех досок, которые есть в вашем распоряжении, и от требующейся длины. Вагонку длиною более двух метров крайне тяжело обрабатывать, в связи с этим такого рода длина экономически невыгодна. Но по большому счету любая длина может быть использована с толком.
Самая незатейливая с виду доска, которая иногда отправляется прямиком в мусор, может преобразиться в прекрасный паркет, сделанный своими руками. Он убережет ваш карман от лишних затрат и будет радовать ваш глаз не хуже приобретенного в магазине. Затем необходимо определить ширину вагонки. При узенькой доске вагонка выйдет широкая, то есть одна вагонка – одна доска. При широкой доске – две узенькие вагонки.
Многие специалисты утверждают, что использование вагонки шириной в семь – десять сантиметров в разы практичнее. Не стоит забывать и о том, что вагонка, которую вы используете, должна быть одинаковой по ширине.
Станок для изготовления вагонки, сделанный своими руками: использование циркулярки и фрезера
Стоит ли покупать
Техника безопасности – это первое, о чем стоит упомянуть. Ни в коем случае не рекомендуется надевать одежду с декоративными деталями. Удобная простая роба без лишних элементов – лучший вариант. При возможности наденьте защитные очки. Пила должна быть в специальном кожухе с расклинивателем, которые упростят вам распил и при этом обезопасят вас при пользовании станком.
Сам процесс начинается с прочерчивания прямых линий, по которым в дальнейшем будут распиливаться боковые стороны досок. Рекомендуется использовать карандаши зеленого или синего цвета, это необходимо для того, чтобы линии были хорошо видны, в случае, если древесина сырая и начинает синеть. Для распила доски укладываем ее на столешницу станка таким образом, чтобы отмеченные ранее линии были ровными.
Для распила другой стороны доски, станок необходимо перенастроить. Для этого установите линейку на требующуюся ширину. Обычным делом является использование двух струбцин, для фиксирования в процессе обработки. Затем распиливается вторая сторона доски по настроенной линейке, при распиле боковой стороны без использования линейки на выходе появятся распиленные под линейку. Отложите их в отдельное место, они пригодятся нам для реек.
Для тех, кто интересуется, как определить ширину реек, ответ прост, для этого ставится отпиленная вагонка, которая и будет использована вместо линейки.
Процесс изготовления вагонки своими руками
Когда все подготовлено, можно приступать к работе. Основную практическую часть целесообразно разбить на два этапа. Это нарезка вагонки и вырезание в ее частях шипов для соединений, а также сборка каркаса, то есть монтаж вагонки на поверхность.
Для начала необходимо сделать заготовки досок. Определитесь с будущим размером исходя из того, сколько понадобится материала и какого размера. Учитывая то, что никаких единых стандартов здесь нет, можно самостоятельно определять размер.
Схема монтажа вагонки к опорным рейкам при помощи кляймеров.
Заготовки можно делать как на станке, так и обыкновенной ножовкой — как вам будет удобнее. Очень важно, чтобы они все были одинаковыми и не имели отклонений. Если отклонения и будут, то допустимо незначительное отличие — не более 5 мм.
Затем переходим к работе с рейсмусом. Как правило, этот инструмент предназначен для получения на выходе калиброванной доски. Поэтому каждую заготовку прогоните хорошо через рейсмус, чтобы она стала одинакового калибра по своей толщине. После того как все доски будут готовы, нужно дать материалу немного полежать, чтобы он в будущем не коробился и не деформировался, затем можно приступать к дальнейшей работе.
Теперь работа будет осуществляться за ручным фрезерным станком. Очень важно правильно сформировать все соединения — пазы и шипы. Именно они будут отвечать за надежность крепления материала к поверхности и его соединение между собой.
Сначала используем торцевую или пазовую фрезу. При этом размер пазовой должен составлять примерно 0,8 см. Формируем шипы. Длина каждого шипа должна составлять от 1,5 до 2 см. Выходить за эти рамки нежелательно, так как в противном случае соединение не будет обладать высокой надежностью.
Рисунок 1. Чертеж фрезы для снятия фасок.
Далее со стороны гребня необходимо сделать выборку. Для этого тоже используется пазовая фреза. Сама выборка нужна для того, чтобы в результате вагонка имела законченный и классический вид. Это не только придаст декоративности, но и большей прочности доске. При помощи все той же пазовой фрезы необходимо сформировать пазы, но уже с противоположной стороны. Они будут служить частью всего соединительного механизма.
Итак, работа над соединениями окончена. Теперь внимательно осмотрите вагонку. Бывает так, что часто на заводском материале остаются незначительные неровности. Их обычно называют фасками. Их можно легко снять, если у вас есть такого плана фреза (рис. 1). Работать с ней несложно, дефекты убираются достаточно качественно и быстро.
Итак, начнем изготовление вагонки.
Предлагаем ознакомиться Крепление вагонки на кляймеры горизонтально
Прочерчиваем прямую линию, по которой будет пилиться боковина доски. Нужно использовать цветной цанговый карандаш (зеленый или синий). Если взять не цветной, то линию будет плохо видно, особенно если доска сырая или начала синеть.
Начнем пилить. Для этого доску кладем на стол станка и настраиваем ее таким образом, чтобы линия будущего распила была ровной. Упираемся туловищем на уровне пояса в конец доски и толкаем ее туловищем (а не руками) вперед на пилу. В процессе вы сами почувствуете, как у вас получается ровнее – наклоняя туловище вперед или двигая доску поясом.
Помните о технике безопасности! Не надевайте одежду с развевающимися деталями, обязательно наденьте защитные очки, а на пилу должен быть надет кожух с расклинивателем, который обеспечивает дополнительную безопасность и удобство при распиле, поэтому его использование обязательно!
Отпиливая доски, смотрите, чтобы мотор не перегрелся! Чтобы не перенастраивать станок, сразу нужно нарезать много досок по одной стороне. В этой работе есть определенная опасность отпилить нечаянно что-нибудь не то, попав под усыпляющее действие монотонной работы.
Чтобы отпилить другую сторону досок, перестраиваем станок. Устанавливаем линейку на нужную ширину. Кстати, намного удобнее от фирменной линейки использовать угол на двух струбцинах.
Пилим вторую сторону досок по линейке. Берегите руки! Слегка раненый палец не столько болит, сколько пугает фонтаном крови и очень долго заживает.
Если боковину пилить без линейки она получится уже той, которая пилилась под линейку. Откладываем такие доски в отдельную кучу, будем делать из нее рейки.
Хороший вопрос: «Как мы угадаем ширину рейки, когда продолжим работу на следующий день?». Ничего сложного — просто поставим небольшой кусок уже отпиленной вагонки и используем ее в качестве линейки. До миллиметра вымерять не будем, плотники такими мелочами не занимаются!
Фугование досок
Следующим этапом работы будет фугование досок. Это очень важная процедура, в результате которой доски стают ровными и гладкими.
Для этой цели опять перестраиваем станок. Строгаем доски опять все с одной стороны. Если доска при строгании свернулась в спираль, выбрасываем сразу — из нее уже ничего не получится. Чтобы все доски были одинаковыми по толщине, нужно считать, сколько раз вы провели каждой доской по столу и повторить это же количество раз с каждой следующей доской с таким же усилием. А с другой стороны, небольшая разница в толщине почти не заметна, ее никто кроме вас не увидит, да и вы вряд ли обратите внимание.
Вот такой результат у нас получился.
Выпиливание пазов
Нам осталось сделать заключительную операцию — проделать в досках пазы. Это можно сделать фрезой, а можно обойтись и без нее. В этом случае берется маленький пильный круг и устанавливается наискось. В результате получается так называемая «пьяная пила». Такой метод используется, когда нет фрезы. Он намного сложнее в настройке и используется, когда нет другого выхода. Лучше все же приобрести фрезу.
Устанавливаем линейку. Поднимая или опуская стол, устанавливаем нужную глубину паза. Выпиливаем пазы с обеих сторон доски. Следите за тем, чтобы доска все время касалась линейки, тогда пазы будут на одинаковом расстоянии от струганной стороны. Пазы не обязательно должны быть посередине доски, можно сделать их немного ближе к поверхности. В таком случае создается визуальное ощущение, что вагонка тоньше от ее реальной толщины.
Такая вагонка у нас получилась в результате.
Фугование доски
Доска становится ровной и гладкой после процедуры фугования. Это крайне важный этап и требует не меньшей внимательности и сосредоточенности. Для этого вновь необходимо перенастроить станок. Строгаются доски одна за другой, строго с одной стороны. Доски, которые свернулись в процессе строгания в спираль, сразу выбрасываются, потому как, они уже не подлежат дальнейшей эксплуатации.
В заключение обработки доски требуется сделать пазы. Получают их, используя фрезы или небольшого диаметра пильный круг, но необходимо установить его наискосок. Использовать его стоит, только если у вас нет в наличии фрез, так как метод довольно трудоемкий, требуется дополнительная настройка оборудования.
Первое, что требуется сделать – это настроить линейку, для этого поднимите и опускайте стол до тех пор, пока не установите необходимую глубину для паза. После этого выпиливаете пазы по обе стороны доски. Нет необходимости выпиливать пазы строго посередине доски, делая паз чуть ближе к поверхности – зрительно появляется ощущение более тонкой вагонки, чем она в действительности является.
Источник