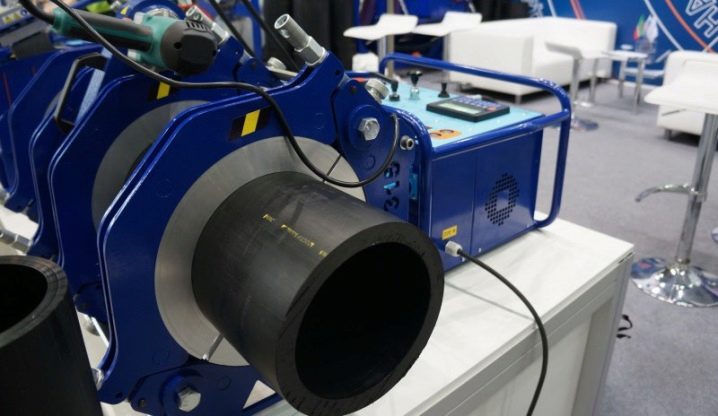
Аппараты для сварки ПНД труб
Монтаж канализационной системы выполняется с использованием специальных трубопроводов, которые могут быть выполнены из пластика, керамики или металла. Как и у многих пластмассовых отводов, сварка ПНД труб может выполняться при помощи термических инструментов или муфт для прессованного холодного крепления.
Варианты установки
Технологически можно соединить трубы ПНД без сварки либо используя специальный сварочный аппарат. У обеих методик есть свои достоинства и недостатки, рассмотрим преимущества каждого метода крепления.
Холодная сварка или прессовка является самым простым вариантом, это очень дешевый и доступный метод, который выполняется посредством использования специальных муфт. Такая технология используется в основном для трубопроводов больших диаметров – от 20 до 300 мм. Компрессионные фитинги под холодную сварку имеют следующие плюсы:
- Простота использования;
- Большой выбор размеров;
- Обеспечение плотного соединения с высокими показателями герметизации.
Но прессование преимущественно используется только для крепления ненапорных водопроводных соединений. У пластиковых труб относительно небольшая жесткость, за счет чего при сильном внутреннем давлении шов может просто разойтись, в отличие от сварочных креплений, которые считаются «мертвыми».

Классическая сварка, или как принято говорить, пайка труб ПНД может выполняться электромуфтовым методом либо для её осуществления используется определенный аппарат для сварки. Электромуфты представляют собой очень практичный метод соединения металлических газовых труб, а также пластиковых коммуникаций водоснабжения. На свободный участок отвода устанавливается муфта определенного диаметра, после чего в неё задвигается второй отрезок трубы. Такая пайка еще называется стыковая, из-за того, что для осуществления максимально прочного и плотного крепления нужно установить части трубопровода очень плотно с минимальным зазором.
 Фото — фитинги
Фото — фитинги
Муфтами удобно работать на больших диаметрах, но это не самое лучшее решение для отводов под умывальник или коммуникаций отопления. Но зато фланцевые ПНД-соединения при необходимости можно снимать и производить срочный ремонт.
 Фото — стыковая
Фото — стыковая
Ручная пайка труб производится посредством использования паяльника, для неё требуется специальное оборудование для организации ПНД соединений. Для произведения таких работ очень важна температура нагревательных элементов и время выдержки. Обратите внимание, что эти параметры выбираются исходя из технических характеристик паяльного устройства, толщины ПНД и диаметра отводов.
Достоинства методики:
- Это наиболее долговечный и надежный вариант. За счет осуществления неразъемного крепления, может использоваться как для напорных ГБН, так и для ненапорных соединений запорной арматуры;
- Фланцевые соединения могут использоваться как при креплении наружной системы, так и при установке внутренних магистральных труб;
- Не требуется предварительное обучение. Вполне достаточно просмотреть видео и прочитать нормативы СНиП, где подробно указывается, как производить обрезку, установку и крепление.
Но к недостаткам относится то, что соединение при необходимости нельзя снять. Несмотря на все достоинства этого, иногда требуется открыть и прочистить трубу.
Монтаж враструб
Нужно отметить, что в отечественных документах Вы не найдете никаких стандартов для проведения растубной пайки. Она описывается только в европейских стандартах DVS 2207-15. Пошаговая инструкция, как провести сварку труб ПНД муфтами:
- Перед началом работы потребуется подготовить коммуникацию. Для этого наружная поверхность очищается от различных загрязнений: пыли, жира. Это можно сделать влажной тряпкой и спиртовым раствором или специальной смесью. Она продается в сантехнических магазинах;
- После приводится в порядок место стыка. От гладкости среза зависит плотность крепления. Следует пройтись по торцу трубы наждачной бумагой или зачистить её при помощи смятой газеты. После стык труб ПНД подрезается для образования фаски 1 мм на 45 градусов, это очень важно для плотного крепления;
 Фото — стыковка
Фото — стыковка
Далее, нужно отводы установить в муфту. Она разделяется на две половины: первая надевается на трубу (это дорн), а во вторую вставляется второй отрезок (это гильза). Нужно отметить, что надевание муфты нужно начинать только после нагрева инструмента;
 Фото — соединение
Фото — соединение
После окончания нагрева и сварки нужно снять муфту и зафиксировать трубы на твердой поверхности.
Фланцами работать еще проще. Они представляют собой резьбовые соединения для установки. Соответственно, на одном конце коммуникации вырезается резьба, в которую вкручивается элемент, а уже на него надевается труба. Место стыка прогревается феном или муфтой.
 Фото — фланец пнд
Фото — фланец пнд
Сварка экструдером
Ручным феном или паяльником немного сложнее работать, т. к. нужно дополнительно контролировать не только время прогрева, но и собственные движения. При неправильном осуществлении сварки можно нарушить целостность труб ПНД или испортить шов.
 Фото — профессиональный инвертор
Фото — профессиональный инвертор
Пошаговая инструкция сварки при помощи инвертора:
- Нужно обрезать коммуникацию до определенного размера, обязательно зачистить торец;
- Температура для сварки ПНД – 260 градусов, на этот уровень устанавливается паяльник, одновременно устанавливаются и прогреваются сварочные насадки;
- Перед началом работы обязательно измеряется и отмечается нужная глубина установки, она должна составлять не менее 2 мм;
 Фото — установка фитинга
Фото — установка фитинга
Очень важно не передержать крепление, если слишком затянуть сварку, то ПНД станет очень тонким или произойдёт наплыв полиэтилена на внутренний диаметр. Чтобы контролировать этот момент используется специальная таблица:
| Наружный диаметр, мм | Сварной шов, мм | Нагрев, сек | Соединение, сек | Охлаждение, сек |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 2 |
| 32 | 18 | 8 | 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 26 | 24 | 8 | 6 |
| 75 | 28 | 30 | 10 | 8 |
| 90 | 30 | 40 | 11 | 8 |
| 110 | 32 | 50 | 12 | 8 |
Видео:Электромуфтовая сварка труб ПНД
Обзор цен
Купить аппарат для сварки труб ПНД можно в любом городе, если цена не подходит, то сейчас многими компаниями предоставляется аренда оборудования. Рассмотрим стоимость модели V-Weld R063:
Источник
Сварка труб ПНД: способы и последовательность действий

Трубы ПНД (из полиэтилена низкого давления) сегодня очень популярны. Материал применяется для различных трубопроводов. В современных условиях эти трубы практически незаменимы. Изучение методов соединения магистралей будет подспорьем в качественной сварке и домашнего, и профессионального мастера. Для начала разберемся в особенностях труб ПНД.

Особенности
Основная сложность в том, что эксплуатационные и технологические качества полиэтиленовых труб во многом схожи с качественными характеристиками труб из полипропилена. Они также не подвержены коррозии. Внутренняя поверхность труб не покрывается налетом. Трубы имеют высокую химическую стойкость. Материал экологичный, имеет длительный срок службы.


Из отличий профессионалы отмечают низкую термостойкость. Поэтому трубы ПНД используются только для систем холодного водоснабжения и вентиляции. Иногда их применяют для монтажа газопроводов. Применение полиэтиленовых труб возможно при транспортировке в среде свыше 40-50 градусов. Исключение представляет сшитый полиэтилен, который допускается эксплуатировать при температуре до +95 градусов. Полиэтиленовые трубы имеют отличную морозоустойчивость, что позволяет применять их при температурах до -70 градусов.

ПНД представлены в продаже диаметром от 20 до 1200 мм. Благодаря разнообразию вариантов они получили широкое распространение в самых разных сферах. Кроме водопроводов, магистрали большого диаметра покупают и для канализации, причем как для внутренней, так и для внешней.


Технические характеристики труб ПНД определяются свойствами основы – полиэтилена низкого давления. Он легкий, что делает проще монтаж трубопровода, устойчив к давлению в десятки атмосфер. Из отрицательных качеств материала стоит отметить ограниченную возможность использования при температурах ниже нуля (ПНД стекленеет), а при повышенных температурах (более 40 градусов) ПНД утрачивает жесткость. При нагреве до 70 градусов основа из полиэтилена прибавляет в размерах, но немного.

Сортамент ПНД регулируется ГОСТом, который был опубликован еще в 2001 году. Вся маркировка, наносимая на одну из поверхностей магистралей, соответствует стандартам. Маркировка очень упрощает выбор нужных вариантов. Первые буквы включают название поставщика, далее – сортамент ПЭ, величину, например, 1000 мм. Таблица также содержит обозначение толщины магистралей, возможное рабочее и максимальное давление, дату выпуска и номер партии.

Технологическая карта маркировок содержит и цветовые обозначения в виде полос. Если раструб окрашен в желтый цвет, трубы можно использовать для газопроводов, если полоса синяя, то из труб можно проложить только водопровод. Схема подключения труб составляется с учетом стандартных отрезков, имеющихся в продаже – от 5 до 25 метров. Магистральные водопроводные трубы обычно делаются на заказ, имеют длину до 0,5 километра, поэтому содержат минимальное количество соединений.

Полиэтиленовые магистрали дешевые, поэтому так популярны. Рассмотрим основные виды возможного соединения ПНД отрезков между собой подробнее.
Наиболее востребованное и практичное соединение пластиковых ПНД – сварка. Технология соединения сваркой магистралей из полиэтилена низкого давления несложна, но, как и в любой работе, здесь существуют некоторые нюансы. Технологические особенности знакомы специалистам в сфере монтажных и строительных работ. Мастера в ходе сварки применяют различные способы. При этом качество работ будет зависеть от применяемой аппаратуры и инструментов. Еще важно соблюдать некоторые технические особенности. Популярные методы – экструзионная, терморезисторная, раструбная сварка. Также известны электромуфтовая, электросварная и стыковая технологии.

В любом случае, соединение ПНД сваркой считается самым прочным и монолитным, которое по надежности превосходит даже сам материал. Процесс подразумевает нагрев и последующее расплавление торцов двух труб, также есть муфтовая или фитинговая сварка. При этом специалисты определяют строго нормативную температуру воздействия. Кроме того, специалисты применяют дополнительные детали и инструменты. Разберем подробнее основные виды проводимых работ.


Электромуфтовая
Электромуфтовой способ сварки магистралей из полиэтилена низкого давления тоже требует внимательности и аккуратности.
Электромуфтовая сварка требует следующих условий:
- обезжиренных и зачищенных спиртом поверхностей;
- установленных строго по центру диаметров муфт;
- вставленных в муфту магистралей;
- подключенного и нагретого до определенной температуры аппарата;
- электричества для нагрева муфт;
- остывания муфт в свободном, но зафиксированном состоянии.




Электромуфтовая сварка может использоваться для соединения труб диаметром 20 мм и больше. Метод особенно часто применяют там, где до трубопровода трудно добраться. Для размещения аппарата для сварки встык требуется определенная позиция. Другие инструменты (резьбовые и фитинговые элементы) также требуют места. В работе следует подавать ток на муфты. Они нагреваются, а концы полиэтиленовых труб расплавляются. При этом поверхности труб плотно соединяются к внутренней части муфты. Метод считается подходящим при соединении магистралей отличающегося размера. Также его можно использовать, если марки полиэтилена разные.

Электромуфтовой сваркой можно создать прочные узловые и седловые соединения трубопровода. Метод подходит для создания водопровода частного дома. При этом самостоятельно можно установить даже канализацию. Электромуфтовый метод востребован еще и потому, что с его помощью удобно соединить трубы из полиэтилена, которые имеют металлизированное резьбовое соединение. Многоликие возможности этого метода значительно увеличивают популярность его применения.

Соединение швов встык
Стыковая сварка, или работы над швами встык подходит для магистралей размером не больше 50-70 мм, при допустимых стенках не больше чем 4-4,5 мм.
Для сварных работ стоит учесть правила:
- Работы следует проводить только на ровной и устойчивой плоскости.
- Величина стенок свариваемых магистралей должна быть одинаковой.
- При работах, проводимых на улице, нужно закрывать обратные концы магистралей заглушками. Считается, что сквозняк внутри магистралей, создаваемый ветром, уменьшает температурные показатели. Это будет мешать качественной работе.
- Свариваемые детали должны быть чистыми как внутри, так и на поверхности. Мусор и пыль помешают сварке. Зажимы сварочного агрегата должны быть такими же чистыми.




Для регулировки достаточной температуры нужно сделать один-два пробных шва. При отсутствии навыков это поможет понять сам ход сварки. Еще до шлифовки нужно начисто протереть торцующие диски. Процесс торцевания несложный, но требует точности и непрерывности работ. По окончании шлифовки торцов труб инструмент необходимо оставлять на специальной подставке, предусмотренной изготовителем. Для уборки стружки из шасси нужно применять специальный дополнительный инструмент. Руками эту работу лучше не проводить. По окончании шлифовки нужно проверить соответствие размерности труб. Оптимальная температура для сварочных работ – -15-+45 градусов.


Желательно соединять варианты одной марки, но ПНД иногда соединяют и с разной маркировкой.
В работах стоит учесть то, что нельзя допускать:
- резких температурных изменений;
- неравномерность прогрева;
- быстрого охлаждения стыков в местах сварки.

Соединение расплавленных концов между собой не должно быть чрезвычайно резким. Еще не нужно передвигать или скручивать их, но между отверстиями не должно быть зазоров. Торцевую часть удобнее удерживать специальными фиксирующими устройствами. Между фиксаторами помещается специальное греющее зеркало. Торцы нужно оплавить до мягкости, а затем зеркало убирается. Трубы скрепляются руками механически.


Слишком сильное скрепление даст увеличенный нарост внутри труб. Это ребро уменьшит качество эксплуатации готового трубопровода. При недостаточном усилии будет затрачено больше времени на сварку. Из-за долгого ожидания необходимого схватывания полиэтилен успеет остыть. Усилие и давление для каждого вида магистралей можно найти в таблице, которая имеется в документации к сварочнику. Также в таблице указано количество времени, необходимое для остывания материала. В этот период сваренные части водопровода лучше подержать в том же месте некоторое время.


Сварка враструб
Метод раструбной сварки позволяет стыковать трубы разной величины. При этом магистраль меньшего диаметра помещается в отрезок с большим диаметром. Принцип соединения схож с электромуфтовым вариантом, так как здесь используются все те же муфты. Они надежно и плотно соединяют разные магистрали. Последовательность работ идентична тому, как нужно организовывать работы при стыковом соединении. Разница заключается в применяемых инструментах. Например, здесь нужно установить центратор. Нагревать и торцевать нужно еще и сами полиэтиленовые трубы. В работах можно использовать только муфты без резьбовой нарезки.

Отличается и способ стыковки магистралей. Так как резиновое кольцо характеризуется выталкивающими качествами, для ослабления сопротивления резиновые части умягчают при помощи хозяйственного мыла. Только после этого можно легко соединить трубы между собой. Еще до сварки желательно также зачистить все детали от сора и пыли. Трубы вставляются в друг друга и стягиваются уплотняющим кольцом внутри. Иногда для качественной сварки магистралей по ним стучат молотком. Работа проводится при использовании деревянного бруска. Удар по трубе молотком не должен быть мощным. Трубу меньшего диаметра нужно просто плотно вогнать в раструб. Детали между собой должны быть четко зафиксированными.

Кроме сварки, известны такие детали для соединения, как:
- резьбовая заглушка;
- компрессионная заглушка.

Детали устанавливаются в точках соединения двух труб. Для их сварки применяются специальные инструменты.
Они будут способствовать более плотному соединению. Если внутри фитинга в месте стыковки труб образуется зазор, в этом месте будет наблюдаться течь. Также стоит помнить, что трубы, соединенные фитинговыми заглушками, нельзя бетонировать, так как в случае аварии сварные точки невозможно будет починить.


Фланцевое соединение – это такой элемент, который позволяет закрепить не только две трубы, но и отрезки с крантиками, счетчиками, задвижками, прочей арматурой. Фланцы ПНД стандартные, соответствуют ГОСТу. В обиходе эти детали принимают за прижимные соединители. Это соответствует принципу работы деталей. Они зажимаются с использованием анкеров клинообразного вида. Для скрепления болтов нужна ударная сила.

Инструменты и оборудование
Основное оборудование, применяемое в работах:
- сварочный аппарат ручного типа для метода в раструб;
- станок для стыкового соединения;
- дополнительные монтажные детали для обработки.

При работе с ПНД важно, чтобы нагревательные элементы агрегата были антипригарными. Детали с таким покрытием не нужно скоблить и чистить после сваривания швов. Агрегаты обычно имеют контрольные индикаторы, а также терморегуляторы. Все эти дополнения особенно выручат в ходе сварки.
В комплекции со сварочным аппаратом обычно поставляются:
- греющие детали и насадки;
- монтажные детали;
- специальная подставка, которая называется струбциной;
- ящик, в котором удобно хранить детали.

Агрегаты для соединения полиэтилена легкие, удобные в работе. Нагревательные платы аппаратов при поломке можно легко заменить. Эти детали выглядят как круглые пластины с ПТФЭ-покрытием. Они имеют температурную и сетевую лампочку, а также предохранитель. Температуру можно отрегулировать специальным регулятором, а для самого агрегата существует струбцина, на которой он должен быть установлен.
Если нужно сварить трубы размером более 400 мм, специалисты используют:
- машинки для стыкового соединения;
- машинки для раструбного соединения;
- машинки для электромуфтового соединения.


Сварочные агрегаты бывают:
- механические;
- гидравлические;
- автоматические.



Особой универсальностью отличаются гидравлические агрегаты. Этими машинками можно зафиксировать множество швов на разных магистралях. При этом сроки проведения работ будут минимальными, так как оборудование уже включает все необходимые для работы дополнения.
Из дополнительных инструментов стоит упомянуть:
- детали для снятия оксидного налета;
- крепежи для седел большого размера;
- перегибы для ПНД;
- позиционеры;
- выравнивающее устройство;
- фаскоудалители;
- пилки для разделения магистралей.




Пренебрегать любыми видами инструментов не стоит. Соединение труб может получиться некачественным или вовсе бракованным. Сроки эксплуатации такого трубопровода будут явно сниженными.
Этапы работ
Сварка полиэтиленовых магистралей своими руками возможна методом электромуфты.
Инструкция может быть представлена следующим образом:
- подготовка;
- фиксация центратором и установка муфты;
- подключение сварочника к муфте;
- сварка;
- удаление аппарата из-под соединения.

Несмотря на то, что сварка предполагается в домашних условиях, торцы нужно все равно обрезать специальным инструментом – труборезом. Это позволит получить лучшую соосность при соединении. Оксидный налет с места соединения удобнее удалить ручным скребком или использовав пруток. Удаляемый слой должен составить около 200 мм от края труб. Полученную стружку нужно снять этим же скребком. Стыкуемые детали нужно обезжирить спиртом. На этом этапе можно применить специальные салфетки. Для наиболее точного размещения в центраторе магистраль можно разметить в соответствии с габаритами муфты. По этим значениям трубы и муфту будет удобнее закрепить.

Собранную конструкцию нужно фиксировать с соблюдением техники безопасности. К разъемам на муфте нужно подключить клеммы сварочного аппарата. Устройство включается и производится распознавание штрих-кода, который есть на поверхности муфты. Режим большей части сварочников автоматический. Период нагрева и охлаждения муфты задается как раз в момент распознавания шифра. Ход сварки запустится после того, как код будет считан, а окончится с подачей звукового сигнала. Для остывания трубы ее нужно оставить в покое на семь минут. Только после этого можно освободить зажимы с центратора, а оборудование вытащить из-под места пайки.

Для достижения оптимального результата важно руководствоваться не только инструкцией, но и рекомендациями производителя труб и сварочника.
Контроль качества швов
Обязательная часть работ с ПНД – контроль качества соединений. Все выполненные швы нужно обязательно осмотреть. Только после этого можно продолжить обработку. Для сварных швов существуют установленные технические требования. Соединение считается качественным, если соответствует ГОСТу. При этом никакого дополнительного ремонта и обслуживания для сварных соединений водопровода не потребуется.
Качество сварки можно проверить визуально:
- соединение должно выглядеть ровной бороздкой;
- не допускается смещение свариваемых деталей.

Высота валиков, образовавшихся внутри, а также снаружи не должна превышать 2,5 миллиметров. При толщине полиэтилена в 20 мм толщина валика может составить 5 мм. Методика сварки обычно выбирается в зависимости от размера магистралей. Технология доступных методов достаточно проста. Освоить ее можно по приведенным выше теоретическим рекомендациям.
О том, как сварить трубы из ПНД своими руками, смотрите в следующем видео.
Источник