- Сварка ленточных пил своими руками
- Общая информация
- Применяемое оборудование
- Этапы сварочных работ
- Резка
- Зачистка
- Установка пилы в зажимы
- Выбор режима сварки
- Сварка
- Отжиг
- Повторная зачистка
- Контроль качества
- Вместо заключения
- Технология сварки и пайки ленточных пил
- Сварочные работы
- Резка
- Зачистка
- Установка
- Сварка
- Отжиг
- Зачистка
- Пайка ленточной пилы
- Подготовка
- Оборудование
- Процесс пайки
Сварка ленточных пил своими руками
Ленточная пила представляет собой неразъемное замкнутое изделие, с частыми зубьями на одной из сторон. Проще говоря, это кольцо из гибкого металла, на одной стороне которого есть зубья. Ленточные пилы широко применяются при конструировании дерево- и металлообрабатывающих станков.

Если есть спрос на пилы подобного типа, значит необходима и их предварительная сварка. В этой статье мы подробно расскажем, как выполняется сварка ленточных пил своими руками.
Общая информация
На первый взгляд сварка и пайка ленточных пил по дереву или по металлу не кажется такой уж сложной задачей. Работа простая и незамысловатая. Это действительно так, но есть свои нюансы. Вы должны учитывать, что ленточная пила в процессе эксплуатации испытывает значительные нагрузки. Эти нагрузки постоянно растягивают и изгибают пилу. И если пила с успехом справляется, то сварное соединение может не выдержать этих нагрузок. И дело здесь только в качестве работ. Чтобы шов выдержал все нагрузки необходимо, чтобы он был таким же прочным, как и сама пила.

Как добиться качественного соединения? Конечно, доверив сварку специальному аппарату. Чтобы добиться прочного неразъемного шва можно использовать технологию контактной стыковой сварки. Но при этом использовать специальный аппарат для сварки ленточных пил. Давайте поговорим об этом подробнее.
Применяемое оборудование
Существует отдельная группа сварочных аппаратов для работы с ленточными пилами. Они так и называются — станок для сварки ленточных пил. Все они отличаются лишь степенью автоматизации. Самые простые бюджетные модели имеют на борту ручную регулировку режима сварки и контроля формирования шва. А самые дорогие модели способны выполнять сварку в автоматическом режиме без оператора.
Мы расскажем вам про простейший аппарат для сварки ленточных пил по дереву или металлу. Он изображен на картинке ниже. Конструкция проста: 1 — корпус, 2 — сварочный трансформатор, 3 — зажимной механизм с электродами, 4 — кнопка запуска.

Этапы сварочных работ
Резка
Для начала полотно пилы необходимо разрезать на заданную длину. Для резки можно использовать разные инструменты. Мы рекомендуем гильотинные ножницы, поскольку они дают наиболее ровный срез. Сам срез должен располагаться на вершине зубьев. Не забывайте оставлять примерно по 1-2 миллиметра со стороны реза на осадку.
Чтобы добиться точного среза можно использовать методику, изображенную на картинке ниже. После такой резки концы пилы будут ровными и отлично состыкуются. А это напрямую влияет на качество сварного шва.

Зачистка
После резки концы пилы нужно зачистить. Это стандартная подготовка металла под сварку. Очистите металл от загрязнений и следов коррозии. Затем обезжирьте любым растворителем. Например, ацетоном. После чего зачистите кромки с помощью абразивного материала. Мы используем наждачную бумагу. Следите, чтобы на кромках не было заусенцев. В идеале они должны быть гладкими и ровными.
Установка пилы в зажимы
Выше мы уже могли ознакомиться с компонентами, из которых состоит станок для сварки ленточных пил. Мы говорили, что там есть зажимной механизм. Именно в него необходимо установить полотно пилы. У зажима есть подвижная и неподвижная часть. Установите один конец полотна в подвижную, а второй конец в неподвижную. Между зажимами есть свободное пространство. Вам необходимо установить полотно так, чтобы его стыки были ровно посередине этого пространства. Естественно, стык должен быть ровным и точным.
Выбор режима сварки
Далее необходимо выбрать режим сварки. Если у вас простейший сварочный аппарат, то все параметры нужно настроить вручную. Режим сварки выбирается исходя из размеров пилы и ее сечения. Чем сечение больше, тем больше значение сварочного тока. Это общие рекомендации.
Обычно к сварочному аппарату прилагает инструкция, в которой прописаны все режимы сварки в зависимости от размера полотна пилы. Также обратите внимание на настройку скорости подачи импульсов тока. У бюджетных моделей ее нужно контролировать вручную, иначе металл нагреется слишком сильно. Рекомендуемое время подачи тока — 1-2 секунды. В аппаратах подороже этот параметр регулируется автоматически.
Сварка
Сварка для ленточных пил начинается с включения станка. Станок для сварки ленточных пил запускают в зависимости от модели. Это может быть отдельная кнопка или специальная рукоятка. После запуска к концам пилы будет подведен сварочный ток, который расплавит металл в зоне будущего шва. К пиле ток подводится через зажимы. После нагрева стыка подвижный зажим нужно немного сместить, чтобы сформировался сварной валик. Шов готов!

Следите, чтобы поверхность электродов была чистой перед сваркой. Необязательно вычищать все электроды, достаточно лишь ту часть, которая контактирует с полотном пилы. Если проигнорировать это правило, соединение получится некачественным. Загрязнения будут нарушать сопротивление цепи.
Отжиг
Далее следует отжиг. Он необходим, потому что в результате сварки металл становится слишком твердым, из-за чего повышается его хрупкость. Отжиг помогает вернуть полотну его исходное состояние. После отжима металл снова становится пластичным, улучшаются его эксплуатационные характеристики.
Чтобы выполнить отжиг не нужно доставать полотно из зажима. Просто установите другой режим подачи тока. Главное — добиться температуры нагрева около 600 градусов. В дорогих аппаратах есть отдельная функция отжига. Но если у вас простая бюджетная модель, то необходимо выполнить несколько дополнительных действий.
Прежде всего, учтите, что помимо нагрева нужно и охлаждать металл. И желательно выполнять эти операции поочередно. Нажмите на кнопку подачи тока и удерживайте ее, пока на табло не высветится температура нагрева. Затем отпустите и дайте металлу остыть. Чтобы полотно остывало равномерно, можно периодически нажимать на кнопку снова, не давая металлу быстро охлаждаться. Время охлаждения занимает в среднем 5 минут.
Если на вашем аппарате нет табло с индикацией температуры нагрева, то можно ориентироваться на цвет металла. Обычно полотно приобретает вишневый оттенок, когда достигается необходимая температура нагрева. Не допускайте нагрева металла до оранжевого или желтого цвета. Иногда необходимо выполнить отжиг дважды.
Повторная зачистка
Во время отжига на полотне могут образоваться видимые наплывы. Их нужно убрать, выполнив повторную зачистку. Теперь она нужна не для технических, а для эстетических целей. Заодно можно поправить впадины между зубьями, придав им правильную геометрическую форму. Повторную зачистку можно выполнить любым инструментом с абразивом. Обработайте металл так, чтобы соединения практически не было видно.

Контроль качества
Сварка ленточных пил своими руками окончена. Но при отсутствии опыта у вас наверняка будут видимые дефекты. Так что проведите визуальный контроль качества. Внимательно осмотрите шов и убедитесь, что нетдефектов.Самые распространенные дефекты — смещение кромок, выброс расплавленного металла на полотно и непровар. Кромки смещаются из-за недостаточной силы тока. Выброс расплавленного металла наоборот при слишком большой силе тока. А непровары образовываются из-за малого давления или маленькой силы тока.
Также необходимо проверить, насколько качественно был выполнен отжиг. Для этого согните полотно пилы в окружность. Диаметр окружности должен быть около 25 сантиметров. Теперь обратите внимание, какова форма изгиба полотна. Если форма похожа на круг, то отжиг выполнен качественно. Если похожа на букву V, то некачественно. Также посмотрите на поведение шва. Не появляются ли там трещины? Если трещины образовались, значит отжиг был слишком кратковременным или охлаждение было слишком быстрым.
Вместо заключения
Сварка ленточных пил своими руками — это несложный процесс, пусть и состоящий из множества этапов. Чтобы добиться качественного соединения необходимо правильно использовать оборудование для сварки пил по дереву и металлу, а также соблюдать технологию сварки. При этом сварочный аппарат для ленточных пил необязательно должен быть дорогостоящим. Простой сварочник вполне справится с этой задачей, пусть и с меньшей производительностью. А вы когда-нибудь занимались сваркой ленточных пил? Расскажите об этом в комментариях ниже. Желаем удачи в работе!
Источник
Технология сварки и пайки ленточных пил
В деревообрабатывающей промышленности широко используются пилы, главной особенностью которых является непрерывная режущая поверхность. Она представляет собой кольцо из ленты с металлическими зубцами.
Сварка ленточных пил лежит в основе их изготовления, поскольку они получаются путем соединения заранее подготовленной ленты в кольцо. Данный процесс используется также и в их ремонте. В данной статье будет рассказано об основных особенностях сварки подобных приспособлений.
Сварочные работы
Сварка ленточных пил подразделяется на несколько этапов. На каждом технологическом этапе необходимо строго придерживаться методики, чтобы достичь наилучшего результата.
Существует несколько типов устройств позволяющих осуществлять процесс соединения. Обычно они функционируют следующим образом: кромки концов пилы соединяются посредством их стыковки и пропускания через них тока.
Аппараты сварки сопротивлением – один из видов оборудования, позволяющих надежно соединять концы режущего инструмента. Они отличаются небольшой стоимостью, однако и производительность у них невысокая.
Подобное оборудование отлично подойдет для маленьких объемов работ, особенно эффективным оно будет в ремонте пил производственных лесопилок.
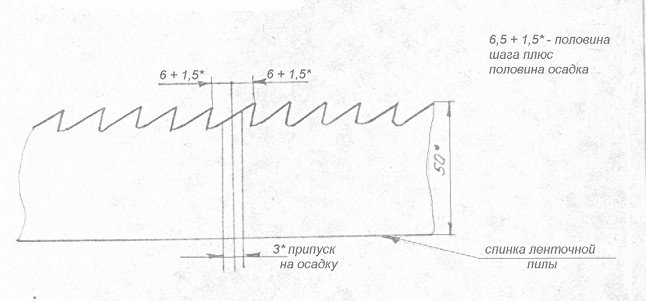 Чертеж соединения ленточных пил.
Чертеж соединения ленточных пил.
Данный метод предполагает высокое качество подготовки стыка и электродов, а также правильность выбора режимов. Аппараты функционирующие по принципу оплавления предлагают более высокую производительность. Кроме того они способны работать со всеми типами полотен. Такие устройства относят к среднему классу.
Метод также требует хорошую подготовку поверхности, правильность выбора режимов и учет расхода металла.
Автоматические устройства, работающие по технологии оплавления, требуют от оператора станка только лишь установки качественных материалов, а также их снятия после завершения обработки. Широкое использование данный инструмент получил в профессиональных мастерских и сервисных центрах.
Процесс сварки пил, как уже было отмечено выше, разделяется на этапы, каждый из которых будет описан ниже.
Резка
Помимо станка для сварки пил потребуются и некоторые другие инструменты. К ним относятся гильотинные ножницы, используемые для резки полотна. Если подобного устройства нет, тогда можно воспользоваться зубилом или отрезным станком.
В случае выполнения соединения на ранее используемом участке, следует с каждой стороны отрезать по пять миллиметров. Рез необходимо выполнять строго перпендикулярно между зубцами. С каждой стороны оставляют пятимиллиметровый припуск.
Зачистка
Следующим шагом является зачистка полотна для пил. В этих целях необходимо провести тщательную очистку поверхности инструмента. В качестве растворителей можно использовать ацетон или спирт.
Помимо загрязнений нужно удалить заусенцы и неровности. Проще всего это сделать на заточном станке.
Установка
После подготовки полотна в соответствии с перечисленными выше этапами, полотно устанавливают в оборудование для сварки. Кромки изделия должны совпадать друг с другом.
Такие параметры оборудования, как усилие, режим и ход осадки устанавливают исходя из выбранного для полотна материала. Необходимые режимы содержатся в таблицах, приведенных в документации к оборудованию.
Сварка
Если используется профессиональное оборудование, то стыковая сварка ленточных пил запускается посредством поворота соответствующих ручек или нажатием кнопки. Ток подается на электроды, проходит через стык, нагревает метал до температуры плавления и соединяет концы полотна между собой.
Одним из существенных параметров является время подачи тока. В автоматическом оборудовании оно составляет одну-две секунда. Если сварка осуществляется своими руками – то время задается мастером.
В случае неудачного соединения режимы меняются на более подходящие и записываются. В будущем эти значения могут быть использованы в случае сварки таких же полотен.
Отжиг
Сразу же после выполнения соединения пила не пригодна к использованию. Чтобы подготовить инструмент у применению необходимо выполнить еще несколько операций с полотном.
Сварочный аппарат делает материал пилы хрупким. Использовать его в работе становится невозможно. Решить данную проблему позволяет отжиг. Данный процесс осуществляется путем пропускания тока меньшей величины через изделие. В результате шов нагревается, а затем его охлаждают.
Контролировать температуру отжига можно с помощью пирометра. В случае его отсутствия контроль осуществляется визуально по цвету металла. Самым оптимальным является вишнево-красный цвет, а вот оранжевый или желтый свидетельствуют о перегреве.
Зачистка
Завершающим этапом является зачистка соединения от наплывшего металла. Также необходимо вывести правильную форму впадины между зубьями. В этих целях можно использовать любой абразив. Однако, как уже упоминалось ранее, лучше всего подойдет заточный станок.
Пайка ленточной пилы
Пайка ленточных пил также является допустимым способом соединения краев полотна. Если выполнить данный процесс в соответствии со всеми правилами, то в итоге удастся получить качественную и долговечную пилу, которую можно смело использовать в ленточнопильном станке или же, например, в станке по дереву.
Наиболее предпочтительным данный метод является для применения в домашних условиях.
Подготовка
Соединять концы полотна следует встык. Важно, чтобы они были скошенными. Получить грани необходимой формы можно на абразивном круге. Форма скоса представляет собой прямоугольный треугольник, длина одного из катетов которого определяется толщиной металла.
Скошенные поверхности должны быть максимально ровными и идеально прилегать друг к другу. Не стоит забывать и о шаге зубцов. При формировании скоса, нужно позаботиться о том, чтобы шаг сохранился.
Оборудование
Существует множество способов, позволяющих нагреть металл до нужной температуры. Однако самым обычным и распространенным является применение газовой горелки. Ее пламя, если это возможно, должно быть с небольшой нехваткой кислорода или нейтральным.
В зависимости от марки выбранного припоя устанавливается температура. Важно не переусердствовать с нагревом. При определенных температурах в изделии могут произойти нежелательные структурно-фазовые превращения.
Важно иметь в своем распоряжении аппарат для сварки ленточных пил, позволяющий разместить концы полотна встык. Такое устройство можно изготовить самостоятельно по одному из чертежей, доступных в интернете.
Процесс пайки
По большому счету пайка данного инструмента очень похожа на такой же процесс работы с высокотемпературными припоями других изделий.
Скошенные кромки полотна покрывают флюсов и зажимают в станке так, чтобы кромки плотно прилегали друг к другу. Важно сделать так, чтобы флюс покрывал только кромки инструмента. Если сделать данную процедуру плохо, то флюс затечет туда, где он не нужен. В последствии придется потратить лишнее время на его удаление.
Затем осуществляется нагрев соединения горелкой до необходимой температуры. В стык соединения подается припой. За счет действия капиллярных сил, припой затекает между кромками. В результате по всему периметру стыка появляется полоска.
Очень важно, чтобы припой плавился не от пламени горелки, а от температуры, передаваемой от прогретого металла.
Изделию следует дать несколько минут на то, чтобы оно остыло и только после этого снимать его со станка. В случае правильного выполнения всей последовательности действий наплывы припоя должны отсутствовать. Если же они есть, то избытки нужно аккуратно удалить.
Данный способ отлично подходит для домашнего применения, например, при создании самодельного инструмента и использовать его в качестве пилы по дереву.
Ленточные режущие инструменты широко используются в различных деревообрабатывающих областях. К ним относится производство мебели, пилорамы, ленточно-делительные станки, столярные работы и т.д.
В каждой из перечисленных сфер применения пил возникает необходимость в их ремонте, который зачастую сопряжен со сваркой или пайкой. Выполнить данные процедуры можно как с использованием современного сварочного оборудования, так и с применением газовых горелок.
Источник